 оздухораспределитель пассажирского типа устанавливается на пассажирском составе вместе с электровоздухораспределителем.
оздухораспределитель пассажирского типа устанавливается на пассажирском составе вместе с электровоздухораспределителем.Ежегодную проверку манометра с наложением пломбы или клейма осуществляет поверитель Государственного комитета стандартов на локомотиворемонтных заводах и в локомотивных депо, зарегистрированный в местных органах Госстандарта СССР на право проверки манометров. После шести месяцев проверку и пломбирование или постановку клейма на манометрах производят предприятия, получившие разрешение на это, по образцовому манометру или на прессе. На локомотивах и моторвагонных поездах, находящихся в запасе, манометры шестимесячной проверке не подлежат. Манометры образцовые применяют для проверки технических манометров.
Проверку манометров класса 0,6 производят в 10 отметках, классов 1,5 и 2,5 - в пяти и класса 4 - в трех отметках шкалы, распределенных равномерно в пределах всей шкалы. Погрешность в процентах в показаниях при проверке образцовых манометров допускается ±0,16; ±0,25 и ±0, 4 в зависимости от класса точности манометра.
Срок службы манометров не менее трех лет; технический ресурс не менее 20 тыс. ч.
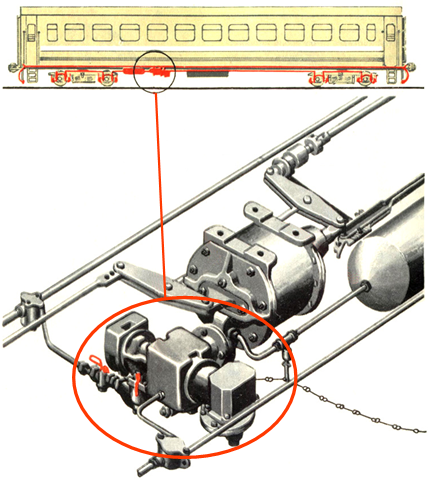
Воздухораспределитель пассажирского типа устанавливается на пассажирском составе вместе с электровоздухораспределителем.
Состоит из трёх частей:
1) Магистральная часть 1.
2) Крышка 11.
3) Ускоритель экстренного торможения 17.
Крышка – имеет камеру дополнитель-ной разрядки объёмом 1 литр. В ней расположен фильтр 12 и буферное устройство, которое состоит из стержня 14, пружины 13 и направляющей заглушки 15.
Магистральная часть – имеет 3 фланца, к которым через прокладки крепятся крышка и ускоритель экстренного торможения, третьим фланцем весь ВР крепится к рабочей камере ЭВР. Внутри корпуса 3 бронзовых втулки:
1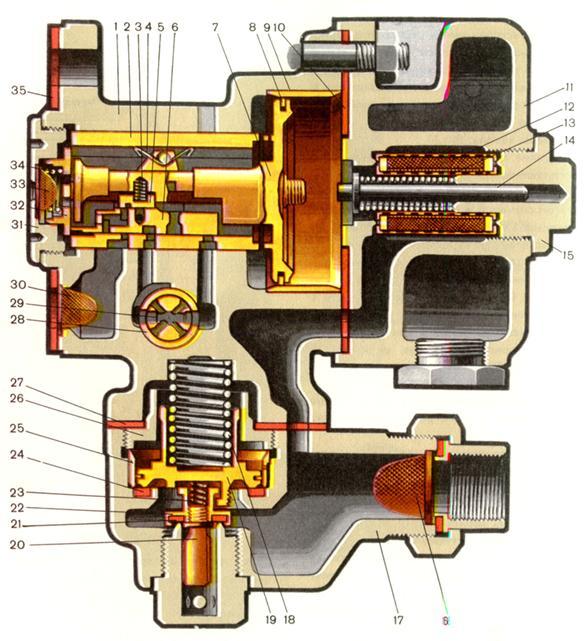 )Втулка магистрального поршня 9, которая на одной окружности имеет 3 калиброванных отверстия диамет-ром по 1,25мм.
)Втулка магистрального поршня 9, которая на одной окружности имеет 3 калиброванных отверстия диамет-ром по 1,25мм.
2) Золотниковая втулка 2 – на внутренней поверхности вверху и внизу имеет пазы, а в нижнем пазу зеркало под главный золотник.
3) Втулка переключательной пробки 28 имеет ряд отверстий, которые сообщаются с каналами в корпусе. Расположенная в ней пере-ключательная пробка, на выходном конце которой закреплена ручка, ко-торая может иметь одно из следую-щих положений:
К – короткосоставный режим, ручка расположена вертикально вниз.
Д – длинносоставный режим, ручка повернута в сторону крышки.
УВ – ускоритель выключен, ручка повернута в сторону ЭВР.
Латунный магистральный поршень 7, расположенный во втулке выполнен за одно целое с удлиненным хвостовиком, в нижнем вырезе хвостовика расположен главный золотник 6, этот золотник имеет свободный ход 7,5 мм., и прижимается к зеркалу золотниковой втулки 2 проволочной пружиной. К этому золотнику сверху винтовой пружиной прижимается отсекательный золотник 5. Со стороны хвостовика на магистральном поршне кольцевой прилив с калиброванным отверстием 2,0мм. Со стороны хвостовика в корпусе буферное устройство (стакан нагруженный пружиной), пружина упирается в заглушку, а в ней осевое отверстие для прохода воздуха в ЗР.
Ускоритель экстренного торможения. Корпус имеет удлиненный патрубок, в котором имеется труба от ТМ, в вместе соединения устанавливается сетчатый фильтр, а на трубе разобщительный кран. В корпусе запрессована бронзовая втулка 25 и в кольцевой проточке установлено резиновое кольцо 24, к этому кольцу пружиной 18 прижимается кольцевой прилив поршня 19 ускорителя экстренного торможения, этот поршень имеет направляющий хвостовик и внизу входит в зацепление со срывным клапаном, в зацеплении свободный ход 3,5мм.
В поршне калиброванное отверстие 0,8мм. Срывной клапан 22 мягкой посадки прижимается к седлу пружиной 23, под седлом в корпусе ряд атмосферных отверстий.
Действие воздухораспределителя.
studfiles.net
Поверка деформационных рабочих манометров производится для определения их пригодности к применению и установления класса точности. Поверка манометров включает:
- внешний осмотр;
- проверку положения стрелки у нулевой отметки и установку стрелки на нулевую отметку;
- определение погрешности и вариации манометра.
Подготовка и условия поверки. Поверка манометров производится при температуре окружающего воздуха 20 или 23°С с допускаемым отклонением:
± 2°С – для приборов классов точности 0,6 и 1;
± 5°С – для приборов классов точности 1,5; 2,5; и 4.
При использовании для поверки образцового показывающего деформационного прибора допускаемое отклонение температуры должно соответствовать его нормальным условиям, в противном случае в показания образцового прибора должна быть введена поправка на влияние температуры. Относительная влажность воздуха не должна превышать 80 %.
Вибрация (тряска) не должна вызывать размах колебаний стрелки или пера, превышающий 0,1 предела допускаемой основной погрешности прибора, если другое не установлено в технической документации на прибор.
Поверяемый прибор присоединяется к устройству для создания давления и должен находиться в рабочем положении, соответствующем имеющемуся на нем обозначении. При отсутствии обозначения прибор должен поверяться в положении, при котором плоскость его циферблата располагается вертикально.
Прибор должен предварительно выдерживаться в нерабочем состоянии при температуре окружающего воздуха не менее:
12 часов при разнице температур воздуха в помещении для поверки и местом, откуда вносился прибор более 10° С;
1 часа при разнице температур воздуха в помещении для поверки и местом, откуда вносится прибор, от 1 до 10° С..
Образцовые приборы, применяемые при поверке, должны быть поверены или аттестованы в органах метрологической службы.
Проведение поверки.
Внешний осмотр. Устанавливают исправность корпуса прибора. Манометры не должны иметь очагов коррозии, повреждений и загрязнений корпуса, штуцера (препятствующих присоединению и не обеспечивающих герметичность и прочность соединения), стекла, изгиба циферблата, изгиба стрелки (пера), влияющих на эксплуатационные свойства. Проверяют попадание внутрь корпуса манометра посторонних деталей, которые могут перемещаться при наклоне манометра. Маркировка и отсчетное устройство поверяемых приборов должны соответствовать требованиям стандартов. На приборах допускается наличие на шкале одной или двух отметок разного цвета, ограничивающих пределы допускаемого рабочего давления, установленного по условиям эксплуатации для данного контролируемого объекта или процесса. Отметки должны быть той же ширины, что и числовые отметки шкалы, а их длина не должна превышать двойной длины числовой отметки. У сдвоенных показывающих приборов один из присоединительных штуцеров и соответствующая ему стрелка должны иметь обозначения или окраску одинакового цвета.
Соединение корпуса с держателем должно быть прочным, не допускающим качание корпуса. Стекло, предохраняющее отсчетное (диаграммное) устройство, не должно иметь цветной окраски и дефектов, препятствующих правильному отсчету показаний. Резьба на штуцере должна быть без срывов, грани держателя под ключ не должны иметь округлостей. Приборы, забракованные при внешнем осмотре, дальнейшей поверке не подлежат.
Проверка положения стрелки у нулевой отметки шкалы. Перед установкой стрелки (пера) на нулевую отметку или проверкой положения стрелки (пера) у нулевой отметки прибор необходимо выдержать под давлением в пределах (90÷100)% верхнего предела измерений, в течение 1÷2 мин. Стрелка (перо) прибора, имеющего корректор нуля, при отсутствии давления должна быть установлена по центру нулевой отметки шкалы. Стрелка (перо) прибора, не имеющего корректор нуля, должна при снижении давления до нуля после окончания поверки прибора располагаться на нулевой отметке шкалы с отклонением не более предела допускаемой основной погрешности. У приборов, имеющих упор, стрелка должна быть на упоре. Стрелка прибора, не имеющего корректор нуля, при отсутствии давления должна устанавливаться на нулевой отметке шкалы с отклонением не более предела допускаемой основной погрешности (нулевая отметка имеет обычную ширину штриха) или расположиться в пределах нулевой отметки (нулевая отметка имеет ширину соответствующую основной допустимой погрешности). Положение стрелки у нулевой отметки также определяется после снятия прибора с устройства для создания давления при рабочем положении прибора.
Определение основной погрешности и вариации. Определение производится одним из следующих способов:
- заданное действительное значение давления устанавливается по образцовому прибору и показание отсчитывается по поверяемому прибору;
- стрелка поверяемого прибора устанавливается на поверяемую отметку шкалы, и действительное значение отсчитывается по образцовому прибору.
Основную абсолютную погрешность определяют как разность между показаниями поверяемого прибора и действительным значением измеряемого давления, определяемым по образцовому прибору.
Определение погрешности приборов классов точности 0,4 и 0,6 производится не менее чем при восьми значениях давления, приборов классов точности 1; 1,6; 2,5 – не менее чем при пяти значениях давления и классов точности 4 – не менее чем при трех значениях давления, в том числе при давлении, равном верхнему пределу измерения. Поверяемые отметки должны быть равномерно распределены в пределах всей шкалы.
При поверке давление плавно повышают и проводят отсчитывание показаний. Затем прибор выдерживают в течение 5 мин под давлением, равным верхнему пределу измерений. После чего давление плавно понижают и проходят отсчитывание показаний при тех же значениях давления, что и при повышении давления. Скорость изменения давления не должна превышать 10% диапазона показаний (записи) в секунду.
Движение стрелки должно происходить плавно, без заеданий и скачков. Стрелка не должна касаться циферблата и стекла, а также других стрелок (в многострелочных приборах). Указательный конец стрелки прибора на протяжении всей шкалы должен перекрывать самые короткие отметки шалы на значение, установленное в стандарте на прибор.
Для создания по образцовым пружинным приборам заданных давлений необходимо руководствоваться данными свидетельств об их поверке. Промежуточные значения давления могут быть определены путем интерполяции. Установка заданных давлений по образцовому пружинному прибору и отсчет его показаний должны производиться при легком постукивании по его корпусу.
При поверке приборов по образцовому грузопоршневому прибору отсчет по шкале поверяемого прибора должен производится во время вращения поршня. Поршень следует вращать только в направлении хода часовой стрелки.
Отсчеты показаний приборов при их поверке должны производиться с округлением до 0,1 цены деления.
Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
zdamsam.ru
Каждый автоклав должен быть снабжен исправным запломбированным манометром. Проверка и пломбировка каждого манометра должны производиться не реже одного раза в шесть месяцев (независимо от срока работы). На шкале манометра должна быть проведена красная черта или взамен ее укреплена (припаяна) металлическая пластинка, окрашенная в красный цвет, плотно прилегающая к стеклу манометра и устанавливаемая на делении, соответствующем предельно допустимому давлению в автоклаве. [c.764]
Промывка магистральных воздухопроводов Капитальная чистка поршневого компрессора Капитальна чистка ротационного компрессора при односменной работе Капитальная чистка ротационного компрессора при двухсменной работе Чистка промежуточных холодильников Проверка исправности работы манометров Проверка наличия воды в уплотнительной коробке ротационного компрессора Смена масла в уплотнительной коробке и ее промывка [c.130]Манометры и термометры должны быть исправны — с целыми стеклами и корпусом без вмятин. Диапазон рабочего давления маслонасоса должен приходиться на первую половину шкалы манометра. Если, например, маслоустановка центрифуги работает в диапазоне давлений 5—20 кгс/см2, то шкала манометра должна быть рассчитана на 40 кгс/см . На корпусе манометра и термометра должны быть пломба и знак государственного поверителя, свидетельствующий о том, что прибор прошел ежегодную проверку. [c.158]
Порядок работы на испытательном стенде следующий. После проверки исправности стенда и подготовки его к работе на одно из рабочих мест устанавливают предохранительный клапан 8. В ресивер компрессором накачивают воздух до рабочего давления предохранительного клапана. Медленно открывают вентиль перед клапаном и проверяют герметичность в месте уплотнения клапана и седла. В случае отсутствия герметичности производят необходимый ремонт клапана (смену уплотнительного кольца, очистку поверхностей, регулирование усилия пружины и др.). После ремонта выполняют регулировку клапана на необходимое давление путем затяжки или ослабления регулировочного винта пружины. Давление срабатывания определяется по контрольному манометру 3 в момент характерного хлопка клапана при постепенном повышении давления воздуха в ресивере. В данном случае ресивер необходим для образования хлопка, облегчающего настройку клапана. Емкость ресивера рекомендуется не менее 40 л. После настройки клапана регулировочный винт закрепляют контргайкой. [c.55]
После выполнения перечисленных работ приступают к проверке работы контрольно-измерительных приборов. У пружинных манометров проверяют возврат стрелки на нуль после сообщения его с атмосферой и сброса давления газа через трехходовой кран. При неточных показаниях манометра на трехходовой кран устанавливают контрольный манометр и с помощью трехходового крана производят одновременное измерение давления контрольным и рабочим манометрами. Если показания манометров окажутся различными, то рабочий манометр заменяют исправным. Далее приступают к проверке показаний манометра, измеряющего перепад давлений на фильтре. Если перепад давлений на фильтре окажется выше допустимых 100 мм вод. ст. (1000 Па), то фильтр подлежит очистке. [c.146]
Вся территория установки, а также площадки реакторного блока очищаются от нефтепродуктов и посторонних предметов, что обеспечивает нормальные условия работы обслуживающего персонала на установке. Проверяется исправность действия системы паротушения (паровых стояков в камерах двойников печей, в помещениях насосных), исправность действия стояков, наличие огнетушителей, кошм, песка и т. д. Должны быть опробованы и приведены в рабочее состояние вентиляторы всех вентиляционных устройств в производственных насосных, помещениях воздуходувки и компрессоров. Производится проверка манометров, а также предохранительных клапанов, установленных ва аппаратах, работающих под давлением свыше 0,7 ати. Предохранительные клапаны, имеющие дефекты (рычаг не движется, либо сорвана пломба), либо с истекшим сроком пользования употреблять не разрешается. [c.137]
При настройке приборов и оценке качества работы установки руководствуются изложенными выше общими приемами определения состояния и исправности действия установок и их отдельных элементов. Давление и температуру кипения и конденсации определяют по манометрам, которые устанавливаются на время проверки на специальных тройниках нагнетательного и всасывающего вентилей компрессора. Приемы установки манометров, способы контроля температурного режима и настройка приборов автоматики изложены при описании пуска мелких установок после монтажа. [c.197]
После снятия клапанов через клапанные гнезда проверяют состояние рабочих поверхностей цилиндров. При наличии рисок и задиров разбирают поршневую группу, зачищают зеркало цилиндров тонким шлифовальным полотном, чистят кольца и канавки на поршне. Затем соединяют все трубопроводы и аппараты, которые были разъединены для продувки, очищают фильтры на смазочной системе, проверяют затяжку резьбовых соединений на компрессоре. Заменяют манометры, которыми пользовались при продувке, постоянными, проверяют исправность предохранительных клапанов и готовят компрессор к испытаниям под нагрузкой. Испытания под нагрузкой служат для проверки работоспособности всех узлов и систем компрессора в условиях эксплуатации. К нагрузке компрессора после пуска приступают, убедившись, что все узлы на холостом ходу работают нормально. В начале испытания давление повышают постепенно ступенями 25, 50, 75 и 100% рабочего давления. В каждом режиме компрессор должен работать не менее 2 ч. Переходить к режиму с более высоким давлением следует только после устранения дефектов и достижения нормальной работы на предыдущем режиме. Проверяют работу сальников. Следят за температурой и давлением газа по ступеням, за появлением посторонних стуков и течи во фланцевых соединениях и за вибрациями трубопроводов. [c.83]
Первый пуск необходим для проверки исправности работы масляного насоса (проверяется по манометру и через люк по обилию разбрызгиваемой смазки). Отсутствие стуков и резких шумов является признаком исправной работы машины, а отсутствие дыма в раме свидетельствует о нормальной смазке всех тру-ш,ися поверхностей. Иногда при первых пусках возникает стук в цилиндрах компрессора, доходяш,ий до резкого, это наблюдается при избытке масла. Если есть уверенность в том, что зазор между торцами поршня и днищем цилиндра выдержан, на этот стук не следует обращать внимание, хотя он может быть на протяжении всего времени работы компрессора без клапанов. [c.70]
Периодическую проверку выполняют газоспасатели под наблюдением начальника смены (командира дежурного отделения) в следующем порядке вцешпий осмотр респиратора, проверка исправности регенеративного патрона, герметичности респиратора при избыточном давлении, работоспособности насоса слюнособиратель-ницы респиратора РВЛ-1, исправности подачи кислорода редуктором через дозирующее отверстие, герметичности соединений частей кислородопроводящей системы, действия избыточного клапана, исправности звукового сигнала КИП-8, работы легочного автомата, герметичности респиратора при разрежении, герметичности магистрали манометра Урал-1м, работы дыхательных клапанов, исправности аварийной подачи кислорода, манометра и перекрывного вентиля респиратора Урал-1м. Перед выполнением периодической проверки аппараты устанавливают в наклонное положение под углом 45° к горизонтальной плоскости. Респиратор осматривают с внешней стороны. Исправность регенеративного патрона также устанавливают наружным осмотром, проверкой плотности набивки патрона и определением его массы. На регенеративном патроне не должно быть пробоин, трещин, следов коррозии, вмятин глубиною [c.117]
Порядок проверки герметичности респиратора при избыточном давлении и разрежении, постоянной подачи кислорода редуктором, герметичности соединений частей кислородопроводящей системы, при действии избыточного клапана, работе легочного автомата, герметичности магистрали манометра (Урал-1м), работе дыхательных клапанов, исправности аварийной подачи кислорода, маноиетра (Урал-1м) изложен выше (периодическая проверка респиратора). [c.124]
Меры безопасности. Перед пуском все подвижные части компрессора оградить защитными кожухами. Установить исправные манометры, термометры, средства сигнализации и автоматики. Не использовать приборы с пропущенными сроками проверки и неисправные. Не применять смазочные масла без сертификата, паспорта или не прощедщие анализа. Не включать компрессор при неисправных и неотрегулированных предохранительных клапанах. Не допускать при работе компрессора ремонт и очистку движущихся частей, а также подзатяжку крепежа и резьбовых соединений на аппаратах и сборочных единицах, находящихся под давлением. Не вскрывать соединения газовых коммуникаций компрессора и его цилиндры без сброса давления и продувки. Немедленно остановить компрессор при появлении стуков, чрезмерном нагреве подщипников, поломке деталей или внезапном прекращении подачи воды возобновлять подачу воды только после остывания цилиндров. При прекращении подачи электроэнергии или коротком замыкании в сети немедленно отключить от сети главный электродвигатель и экстренно остановить компрессор. Соблюдать правила электробезопасности при эксплуатации электрооборудования и проводок, связанных с пуском, обслуживанием и остановом компрессора. Не работать при утечке газа в уплотнениях компрессора и соединениях газопроводов. Не выполнять газосварочные и другие работы с применением открытого огня в машинном зале без оформления допуска. Включать компрессор только при полной исправности средств сигнализации и пожаротушения. Не допускается вход в машинный зал лиц, не обслуживающих компрессор. Вести постоянное наблюдение за работой компрессора. При работе с опасными газами машинист должен иметь при себе противогаз. В машинном зале и на рабочем месте поддерживать порядок, не загромождать служебные проходы, лестницы и площадки, обеспечивать достаточное освещение. Периодически проверять исправность грузоподъемных механизмов и такелажных средств, используемых в машинном зале. В наличии всегда должен быть комплект инструментов и инвентаря. [c.48]
chem21.info