
Контрольно-измерительный инструмент подразделяют на универсальный и специальный кузнечный, применяемый при выполнении ручной и машинной ковки. И тот и другой вид инструмента применяют для контроля и проверки размеров исходных заготовок, габаритных размеров поковок в процессе ковки, после их окончательной обработки и охлаждения.
Если специальный измерительный инструмент предназначается, как правило, для измерительных операций при ковке, то универсальный может использоваться как при ковке, так и при выполнении других методов металлообработки.
Универсальным измерительным инструментом являются: стальная линейка, складной металлический метр, штангенциркуль, микрометр, кронциркуль, нутромер, угольники и др.
Линейка стальная является наиболее простым инструментом, применяется для измерения линейных размеров. На линейке на расстоянии 1 мм нанесены риски. Каждое десятое деление выделяется удлиненной риской с цифрой, показывающей число десятков миллиметров, отсчитываемых от левого конца линейки. В зависимости от размеров поковки пользуются линейки длиной 250, 500 и 1000 мм.
Складной металлический метр состоит из отдельных, последовательно и шарнирно соединенных друг с другом звеньев - линеек с делениями через 1 мм. Рассмотренный тип метра может складываться и выпрямляться до требуемой для измерения длины. Стальная линейка и стальной метр позволяют измерять габариты деталей с точностью до 1 - 0,5 мм.

Штангенциркуль (рис. 60, а) - универсальный инструмент, предназначенный для измерения наружных и внутренних размеров, а также глубины впадин и высоты выступов в поковках и деталях. Его основная деталь - штанга 6 представляет собой линейку с основной шкалой 8 с делениями через 1 мм и неподвижными губками 1 и 12. По штанге б перемещается рамка 4, состоящая из подвижных губок 2 и 11 и глубомера 7. Для плотного прижатия рамки к штанге и ликвидации люфта используется плоская стальная пружинка 5. Для удобства перемещения рамки предусмотрен выступ для пальца 9, а для ее фиксации на штанге служит стопорный винт 3.
На рамке нанесена нониусная шкала 10, состоящая из 10 делений на длине 9 мм. Следовательно, расстояние между рисками на шкале нониуса составляет 0,9 мм. При сомкнутых губках нулевые риски на двух шкалах совпадут (рис. 60, б), а расстояния между следующими рисками составят: 0,1, 0,2, 0,3 мм и т. д. Таким образом, если сдвинуть рамку 4 вправо так, чтобы совпали первые риски обеих шкал, то расстояние между губками будет равно 0,1 мм, а глубиномер выступит из штанги тоже на 0,1 мм. Если при дальнейшем движении совпадут 2-е, З-и, 4-е и т. д. риски на шкалах, то губки разойдутся соответственно на 0,2, 0,3, 0,4 мм и т. д. Итак, чтобы определить замеряемый размер по штангенциркулю, надо к количеству целых миллиметров, отсчитанных по основной шкале до нулевого деления по нониусу, прибавить количество десятых долей миллиметра, отсчитанных по нониусу, и определить, какая риска нониуса совпадает с риской на основной шкале. На рис. 60, в показан пример отсчета при размере 29,7 мм.
Штангенрейсмас (см. рис. 105) предназначен для работы на плите 10 при выполнении разметочных и измерительных работ. Он состоит из основания 9, штанги 6 с нормальной шкалой, подвижной рамки 7 с нониусной шкалой, губкой б и фиксатором 8 рамки.

Микрометр (рис. 61) представляет собой инструмент, позволяющий измерять линейные размеры деталей с высокой точностью (до 0,01 - 0,005 мм). Он состоит из скобы 1 с неподвижно запрессованными в нее пяткой 2 и стеблем 4. В стебле 4 имеется отверстие с винтовой резьбой с шагом 0,5 мм. В это отверстие вставлен микрометрический винт 3 с жестко закрепленным на нем барабаном 6. На конце барабана имеется трещотка 7, ограничивающая прикладываемый к винту крутящий момент. На стебле 4 нанесена шкала с ценой деления 0,5 мм, а на левом торце барабана круговая шкала 5 с числом делений 50. Поворот барабана на один оборот (на 50 делений) вызывает осевое перемещение винта на 0,5 мм, а поворот барабана на одно деление ведет к перемещению винта на 0,01 мм.
Микрометры выпускаются с диапазоном измерений от 25 до 600 мм, а по конструкции и назначению - для измерения наружных и внутренних размеров деталей, для измерения глубины впадин и высоты выступов.

Угломер. Измерение углов выполняют с помощью угломера (рис. 62), который состоит из корпуса 2 со шкалой 6, неподвижной линейки 1, подвижного сектора 5 с нониусной шкалой 4 и подвижной линейкой 8. Подвижный сектор может поворачиваться на оси 7 относительно корпуса и фиксироваться винтом 3.
Кронциркуль (рис. 63, а) служит для измерения наружных линейных размеров, диаметров заготовок и поковок. Он состоит из двух шарнирно соединенных друг с другом ножек. При работе с кронциркулем его ножки сдвигают до плотного соприкосновения с поверхностью измеряемой поковки или заготовки, а затем, прикладывая кронциркуль к линейке, определяют измеряемый размер. Разновидностью кронциркуля является кронциркуль с секторной шкалой (рис. 63, б), позволяющий непосредственно без использования дополнительной линейки определять измеряемые размеры поковок по шкале.

Нутромеры (рис, 63, в) имеют аналогичную с кронциркулями конструкцию, но концы их ножек развернуты наружу, служат они для измерения размеров отверстий, внутренних размеров пазов и углублений в поковках. Нутромер с регулировочным винтом (рис. 63, г) позволяет более точно определять размеры поковок.
К специальному кузнечному измерительному инструменту относятся следующие виды инструмента: линейки металлические усадочные, кузнечные кронциркули, шаблоны, предельные калибры (скобы) и угольники.
Усадочная линейка в отличие от универсальной металлической линейки имеет шкалу с ценой деления между соседними рисками 1,010 - 1,015 мм. Такая шкала учитывает усадку металла при охлаждении заготовки с ковочной температуры и освобождает кузнецов от выполнения расчетов размеров по формулам. Применяют усадочные линейки для установки кронциркулей, нутромеров и прутковых шаблонов при измерениях и контроле горячих заготовок и поковок.
Кузнечные кронциркули (одинарные, двойные, тройные, многоразмерные) (рис. 63, д) служат для измерения одного или нескольких размеров изготавливаемой поковки. Кузнец заранее устанавливает ножки кронциркуля на нужный размер и контролирует размеры поковки в процессе ее ковки. Ножки небольших кронциркулей изготовляют из стали 35 или 45, для изготовления крупных кронциркулей с целью уменьшения их массы используют дюралюминий. Кузнечные нутромеры по конструкции практически не отличаются от конструкции обычных нутромеров.

Кузнечные шаблоны - это измерительный инструмент, применяемый для контроля размеров наложением их на поковку по длине, ширине и по внешнему или внутреннему контуру, по уступам и впадинам поковки.
Прутковые шаблоны (рис. 64, а). служат для контроля размеров по длине или ширине поковки.
Профильными шаблонами (рис. 64, б) контролируют расстояния между уступами в поперечном и продольном направлениях, величину сноса выступа от продольной оси поковки.
Контурными шаблонами (рис 64, в) пользуются для контроля формы и размеров поковок сложной формы. В отличие от кронциркулей и нутромеров, являющихся универсальным кузнечным инструментом, шаблоны пригодны только для контроля той поковки, для которой он предназначен. На шаблонах имеются специальные выточки, определяющие номинальный размер поковки и предельные припуски на механическую обработку (рис. 64, а).

Калибры при ковке применяются для контроля толщины поковок и заготовок в процессе ковки. К разновидностям калибров относят сменные предельные скобы 1 (рис. 64, г), закрепленные в державке 2, регулируемые скобы (рис. 64, д) с выточкой, определяющей допуск (∆) на размер, и калибры-гребенки (рис. 64, е). Последние применяются для контроля размеров по ширине в процессе ковки длинных квадратных и прямоугольных в сечении заготовок.
Для контроля углов между различными поверхностями поковки применяют или универсальные угольники с постоянными углами 30, 45 и 90' (рис. 65, а), или шаблоны с определенными углами между сторонами- угольника (рис. 65, б). Наряду с угольниками для контроля взаимного расположения концов поковок и углов применяют малки (рис. 65, в, г). Угол между сторонами у этого инструмента можно изменять, так как они имеют шарнирные соединения и фиксируются установочным винтом. Угол у малков выставляется по универсальному угломеру.
Контрольные вопросы
1. Почему на усадочной металлической линейке расстояние между рисками вместо 1 мм составляет 1,015 мм?
2. Каким инструментом измеряют диаметр горячей поковки большого размера?
3. Когда применяют шаблоны и калибры?
4. Каким инструментом измеряют углы между поверхностями поковки?
ags-metalgroup.ru
Для определения действительных размеров деталей применяются различные измерительные инструменты, которые делятся на универсальные, или шкальные, калибры, или бесшкальные, и точные.
К универсальным измерительным инструментам относятся: линейка, метр, штангенциркуль, глубиномер, микрометр, штихмас, угломер и др.
Для измерения отдельных элементов деталей, которые не могут быть непосредственно измерены обычными инструментами, пользуются вспомогательными инструментами: кронциркулем, нутромером, рейсмасом и др.
Измерительные инструменты делятся также на рабочие и контрольные. Рабочий инструмент предназначается для пользования в цехах, контрольный — для проверки рабочего инструмента.
Кроме того, в серийных производствах применяют предельные измерительные инструменты.
Как бы тщательно ни были произведены измерения размеров детали, результаты измерений получаются недостаточно точными, с одной стороны, вследствие несовершенства измерительных инструментов, с другой,— в зависимости от способа измерения. Отклонение полученного измерением размера от действительного называют точностью измерения, а величину этого отклонения—степенью точности измерения. Ясно, что чем точнее требуется измерить деталь, тем качественнее должен быть измерительный инструмент и способы измерения. Поэтому в зависимости от точности измерений применяются соответственно и измерительные инструменты, наиболее употребительные из которых следующие:
Стальная линейка. Изготовляется длиной от 150 до 500 мм (фиг. 207) и служит для измерения небольших длин. Точность измерения стальной линейкой достигает 0,25 —0,5 мм, в зависимости от навыка измеряющего.
Метр. Для измерения больших длин применяются метры (фиг. 208), которые изготовляются деревянными и стальными. Деревянные метры бывают только складные и употребляются обычно для грубых измерений. Стальные метры изготовляются складными и в виде рулетки. Складные стальные метры, как и деревянные, служат для грубых измерений. Недостатком складных деревянных и стальных метров является то, что у них разбалтываются шарниры соединений, вследствие чего они дают большие погрешности. Поэтому при измерении лучше пользоваться метром-рулеткой. Метры-рулетки изготовляются одно- и двухметровые. Точность измерения такими метрами равна 0,25—0,5 мм, т. е. такая же, как и при измерении стальной линейкой.
Штангенциркуль. Штангенциркуль служит для более точных измерений длин и диаметров (фиг. 209). Он состоит из штанги 1 с нанесёнными на ней делениями в миллиметрах. На левом конце её имеется неподвижная губка 2. Подвижная губка 3 с рамкой 4, нониусом и закрепительным винтом соединены с ползунком 6 посредством микрометрического винта 5. На микрометрический винт 5 навинчена накатанная гайка 7. Ползунок 6 закрепляется на штанге винтом 3.
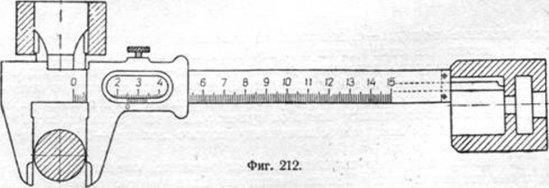
Кроме описанного, существуют также штангенциркули с глубиномером (фиг. 212).
Штангенциркулем можно производить измерения с точностью 0,1 — 0,025 мм.
Нониус штангенциркуля обычно разделён на 10 равных частей, причём каждое его деление равно 0,9 мм, следовательно, 10 делений нониуса равны 9 делениям штанги, т. е. 9 мм.
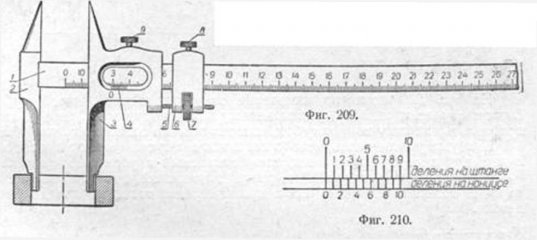
Если губки штангенциркуля сдвинуть вплотную, то первый штрих нониуса, обозначенный нулём, совпадает с нулевым делением штанги, а десятое деление нониуса—с девятым её делением (фиг. 210). Разность между первым делением штанги и первым делением нониуса составляет 0,1 мм, для второго деления—0,2 мм, третьего—0,3 мм и девятого— 0,9 мм. Поэтому если подвижную губку сдвинуть вправо так, что первое деление нониуса совпадёт с первым делением штанги, то к целому числу миллиметров, находящихся влево от нулевого деления нониуса, необходимо добавить 0,1 мм; при совпадении второго деления —0,2 мм, третьего—0,3 мм и т. д.
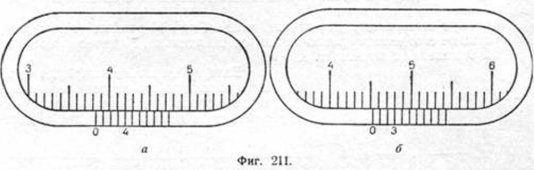
Точность измерения штангенциркулем равняется отношению одного деления штанги к числу делений нониуса. Если нониус поделён на 10 равных частей, то точность измерения будет равна 0,1 мм. Чтобы установить штангенциркуль на заданный размер, перемещают подвижную губку вправо до тех пор, пока нулевое деление нониуса не совпадёт с нужным целым числом миллиметров на штанге, и продолжают перемещать губку в том же направлении до тех пор, пока требуемое деление на нониусе не совпадёт с ближайшим к нему делением на штанге. Деление нониуса, совпадающее с каким-либо делением штанги, укажет на число десятых долей миллиметра. Если, например, требуется установить штангенциркуль на размер 38,4 мм, то для этого освобождают закрепляющий рамку винт и перемещают её так, чтобы нулевое деление нониуса совпало с 38-м делением штанги. Если штангенциркуль снабжён ползуном, то установка нониуса на размер 0,4 мм осуществляется вращением гайки 7 до тех пор, пока четвёртое деление нониуса не совпадёт с ближайшим делением штанги (фиг. 211, а).
Чтобы прочесть измеренный штангенциркулем размер детали, необходимо заметить, с каким делением штанги совпадает нулевое деление нониуса. Совпавшее деление и будет показывать величину размера измеренного элемента детали. Если же нулевое деление нониуса не совпадает с целым числом делений на штанге, то замечаем на штанге ближайшее число слева от нуля нониуса и добавляем к нему число долей миллиметра на нониусе, совпадающее с ближайшим делением штанги.
На фиг. 211, б показан размер 45,3 мм соответственно измеренному размеру детали штангенциркулем.
На фиг. 210 показано измерение отверстия нижней парой губок. В этом случае к размеру, указываемому штангенциркулем, необходимо прибавлять толщину концов губок, которая обычно составляет 8 или 10 мм.
Как уже упоминалось, некоторые штангенциркули имеют приспособление для измерения глубины, так называемый глубиномер (фиг. 212).
Глубиномер прикреплён к рамке подвижной губки. Измеряемая глубина отсчитывается так, как и при измерении толщины или диаметра детали.
Микрометр. Микрометр (фиг. 213) является более точным измерительным инструментом, чем штангенциркуль. С помощью микрометра можно производить измерения с точностью до 0,01 мм.
Микрометр состоит из плоской скобы 7, пятки 2, шпинделя 3, зажимного кольца 4, трубки с делениями 5, гильзы 6 и трещотки 7. С трубкой 5 соединён подвижный шпиндель 3 с резьбой, имеющей шаг 0,5 мм.
Вращением гильзы можно установить шпиндель на нужную величину. В случае, когда шпиндель упрётся в пятку, т. е. когда расстояние между пяткой и торцом шпинделя равно нулю, нулевое деление нониуса должно быть на нулевом делении трубки. Головка трещотки связана с трещоткой внутри микрометра. Трещотка позволяет сохранять определённое постоянное давление шпинделя на измеряемый предмет. В случае превышения этого давления головка начинает проскакивать, производя при этом треск.
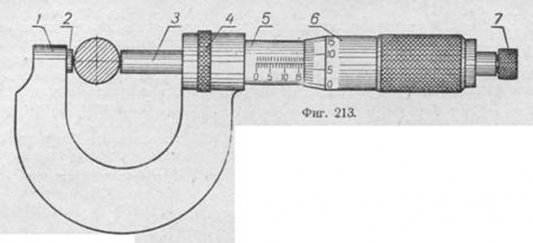
На трубке и скошенной кромке гильзы имеются деления, число которых на гильзе равно 50, а на трубке — соответственно номинальному размеру микрометра. Расстояние между делениями на трубке равно 0,5 мм. При одном полном обороте гильзы шпиндель перемещается на 0,5 мм. Таким образом, при повороте гильзы на одно деление шпиндель переместится на 0,01 мм.
По делениям на трубке отсчитывают целое число и половины миллиметров, а по делениям на гильзе—сотые доли миллиметра.
Сумма отсчётов на трубке и гильзе показывает расстояние между пяткой и торцом шпинделя микрометра.
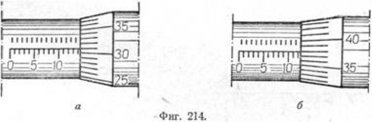
На фиг. 214, а показаны деления микрометра, установленного на величину, равную 14,31 мм, а на фиг. 214, б — на 12,38 мм.
При измерении микрометром во избежание ошибок необходимо с момента подхода шпинделя к измеряемой детали примерно на расстоянии 1—2 мм вращать не гильзу, а головку трещотки.
Микрометрический штихмас. Штихмас (фиг. 215) служит для измерения диаметров отверстий и по устройству имеет сходство с измерительным устройством микрометра. Шгихмас состоит из гильзы, снабжённой наконечником со сферической поверхностью 2. В гильзу 7 входит микрометрический винт, имеющий на конце сферическую 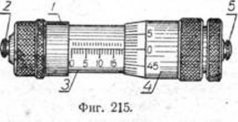 поверхность 5. Результаты измерения отсчитываются по делениям на трубке 3 (целые числа и половины миллиметров) и по делениям гильзы 4 (сотые доли миллиметра). Таким образом, результат измерения является суммой двух отсчётов.
поверхность 5. Результаты измерения отсчитываются по делениям на трубке 3 (целые числа и половины миллиметров) и по делениям гильзы 4 (сотые доли миллиметра). Таким образом, результат измерения является суммой двух отсчётов.
Как и у микрометра, на скошенной кромке гильзы имеется 50 делений, а на трубке 3 штихмаса нанесены миллиметровые деления.
Если гильза 4 сделает один полный оборот, то винт с наконечником 5 переместится на 0,5 мм, следовательно, при повороте гильзы на одно деление её шкалы, т. е. на 1/50 часть оборота, винт переместится на 0,01 мм.
На фиг. 215 штихмас показывает, что расстояние между торцами наконечников 2 и 5 равно 82 мм. Эта величина получилась от сложения двух размеров: номинального размера штихмаса, равного 63 мм (за номинальный размер штихмаса принимают расстояние между мерительными торцами 2 и 5 при совпадении нуля нониуса с нулевым делением трубки) и отсчёта по делениям трубки и нониуса. В данном случае эта величина составляет 19 мм. Таким образом, 63+19=82 мм.
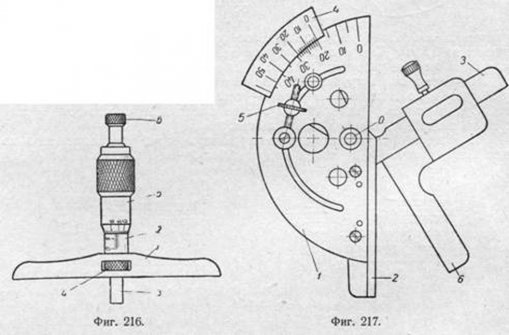
Микрометрический глубиномер (фиг. 216) имеет такое же устройство, как и микрометр. Глубиномер состоит из поперечины 1, имеющей измерительную плоскость, жёстко скреплённую со стеблем 2. Внутри стебля имеется винт с измерительным стержнем 3 и стопорное кольцо 4, гильза 5 и трещотка 6. При измерении поперечину прижимают измерительной плоскостью к детали и производят измерение так, как при измерениях микрометром.
Угломер. Угломером называется прибор, при помощи которого производится построение и измерение углов деталей. Угломеры изготовляются с нониусом и без нониуса. Наибольшее распространение в СССР получили угломеры с нониусом, заводов „Красный инструментальщик''и „Калибр".
Угломер завода „Красный инструментальщик" (фиг. 217) состоит из полудиска 1 с прикреплённой к нему линейкой 2. Подвижная линейка 3, жёстко скреплённая с нониусом 4, вращается вокруг оси О. Для точной установки нониуса пользуются микрометрическим винтом 5. При измерении углов от 0 до 90° на линейку 3 надевают угольник 6. Точность измерения для этого угломера находится в пределах 2'. Более совершенным угломером является угломер завода „Калибр" конструкции Д. С. Семёнова (фиг. 218, а). Этот угломер состоит из дуги 1 с нанесённой на ней градусной шкалой, по которой перемещается пластинка 2 и жёстко прикреплённый к ней нониус 3. На пластинке 2 имеется держатель 4, при помощи которого закрепляется угольник 5 с линейкой 6.
Пластинка 7 жёстко соединена с дугой 1. Основная градусная шкала разделена на 130°, однако путём установки в различные положения измерительных деталей угломера можно измерять углы от 0 до 320°(фиг.218, б). Точность измерения для угломеров этой конструкции — 2'.
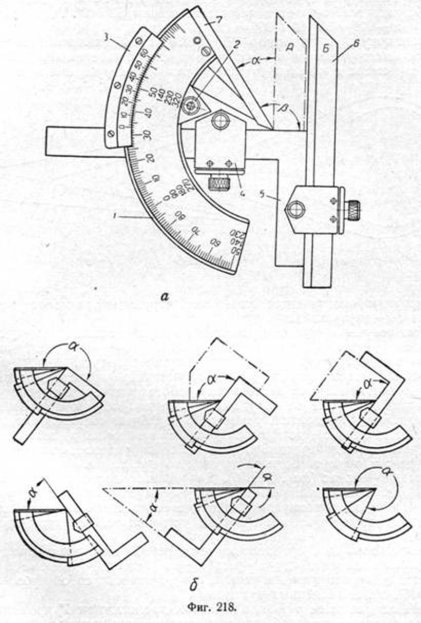
Чтобы сделать, например, отсчёт угла ? по такому угломеру, когда угольник занимает положение, отмеченное буквой А (фиг. 218, а), необходимо прежде всего посмотреть, между какими делениями расположено нулевое деление нониуса. На фиг. 218, а это деление расположено между цифрами 33 и 34 основной градусной шкалы. После этого находят справа то деление нониуса, которое совпадает с одним из ближайших делений основной шкалы. В данном случае совпадает деление, соответствующее 10'. Следовательно, искомый угол а составляет 33° 10'. Легко понять, откуда получены 10'. Деление, соответствующее десяти минутам—пятое справа от нулевого деления нониуса. Так как цена каждого деления нониуса равна 2', то для пяти делений это составит 2'X5=10'.
Пусть, например, требуется измерить угол p, соответствующий положению угольника, отмеченного буквой Б. Легко видеть, что угол ? является тупым углом, состоящим из суммы углов: а и прямого угла.
Величина угла а определена раньше и равна 33° 10'. Таким образом, угол ? = a + 90° = 33°10' + 90° = 123°10'.
Кронциркуль и нутромер (фиг. 219, а и б) являются вспомогательными инструментами и применяются для измерения величин путем переноса размера с изделия на измерительный инструмент или наоборот.
Кронциркулем производится измерение наружных размеров деталей, нутромером — внутренних.
Кронциркуль и нутромер состоят из двух стальных ножек, соединённых шарниром.
Точность измерения этими инструментами невелика.
Рейсмас. Рейсмасом (фиг. 220) пользуются при нанесении на деталях параллельных линий, при разметочных работах и измерении недоступных мест деталей, когорые не могут быть измерены обычно применяемыми инструментами. Простейший рейсмас (фиг. 220, а) состоит из стального стержня, перемещающегося по пазу стойки и затем закрепляющегося на стойке при помощи барашка. Стойка рейсмаса укреплена на подставке. Работа рейсмасом производится на разметочной плите.
Штангенрейсмас (фиг. 220, б). Для точных измерений и разметочных работ применяют штангенрейсмас с нониусом. Подвижное устройство с чертилкой и нониусом передвигается по линейке и закрепляется в нужном положении винтами. Точная установка по нониусу производится так же, как и у штангенциркуля.
Резьбомеры. Для определения шага резьбы или числа ниток на 1" на резьбовых изделиях служат резьбомеры (фиг.221). Резьбомеры изготовляются для разных систем резьбы и представляют собой набор стальных гребёнок, заключённых в колодку.
Определение шага резьбы или количества ниток на 1" производится путём подбора профиля гребёнки, соответствующего углу профиля резьбы. Гребёнка точно укажет шаг резьбы или количество ниток, приходящихся на 1" (фиг. 221, б).
Чтобы убедиться в правильности найденного шага резьбы или числа ниток, приходящихся на 1", необходимо дополнительно измерить наружный диаметр резьбы при помощи штангенциркуля и сверить полученные данные с данными соответствующего стандарта на резьбу. Если данные измерения совпадают, то шаг или число ниток определены правильно, в противном случае измерение нужно повторить. При определении этих величин необходимо внимательно смотреть, правильно ли подобран резьбомер, т. е. соответствует ли угол профиля резьбомера профилю резьбового изделия. Для более точных измерений резьб применяют специальные резьбовые микрометры, резьбовые калибры, универсальные и инструментальные микроскопы.
www.nacherchy.ru
Контрольно-измерительный кузнечный инструмент, применяемый при выполнении работ ручной и машинной ковкой, подразделяют на универсальный и специальный. И тот, и другой используют для проверки размеров исходных заготовок, а также габаритных размеров поковок в процессе ковки, после их окончательной обработки и охлаждения. Если специальный измерительный инструмент предназначается, как правило, для измерительных операций при ковке, то универсальный может использоваться как при ковке, так и при выполнении других видов металлообработки.
К универсальному измерительному инструменту относятся стальная линейка, складной металлический метр, штангенциркуль, микрометр, кронциркуль, нутромер, угольники и др.
Стальная линейка является наиболее простым инструментом и применяется для измерения линейных размеров. В зависимости от размеров поковки пользуются линейками длиной 250, 500 и 1000 мм. Стальная линейка позволяет измерять детали с точностью 1 … 0,5 мм.
Складной металлический метр состоит из отдельных, последовательно и щарнирно соединенных друг с другом звеньев — линеек с делениями ценой 1 мм — и обеспечивает точность измерения такую же, как и линейка.
Штангенциркуль (рис. 5.9, а) — универсальный инструмент, предназначенный для измерения наружных и внутренних размеров, а также глубины впадин и высоты выступов в поковках и деталях. Его основная деталь — штанга 6 — представляет собой линейку со шкалой 8, на которую нанесены деления ценой 1 мм, и неподвижными губками 1 и 12. По штанге 6 перемещается рамка 4, состоящая из подвижных губок 2 а 11 и глубиномера 7. Плотное прижатие рамки к штанге и отсутствие люфта обеспечивает плоская стальная пружинка 5. Для удобства перемещения рамки предусмотрен выступ 9 для пальца, а ее фиксация на штанге осуществляется с помощью стопорного винта 3.

На рамке нанесена шкала 10 нониуса, состоящая из 10 делений на длине 9 мм. Следовательно, расстояние между рисками на шкале нониуса составляет 0,9 мм. При сомкнутых губках нулевые риски на двух шкалах совпадут (рис. 5.9, б), а расстояния между следующими рисками составят 0,1; 0,2; 0,3 мм и т.д. Таким образом, если сдвинуть рамку 4 вправо так, чтобы совпали первые риски обеих шкал, то расстояние между губками будет равно 0,1 мм, а глубиномер выступит из штанги тоже на ОД мм. Если при дальнейшем движении совпадут две, три, четыре (и т.д.) риски на шкалах, то губки разойдутся соответственно на 0,2; 0,3; 0,4 (и тд.) мм. Итак, чтобы определить измеряемый штангенциркулем размер, надо к количеству целых миллиметров, отсчитанных по основной шкале до нулевого деления по нониусу, прибавить количество десятых долей миллиметра, отсчитанных по нониусу, и определить, какая риска нониуса совпадает с риской на основной шкале. На рис. 5.9, в показан пример отсчета при размере детали 29,7 мм.
Штангенрейсмас 5 (см. рис. 9.5) предназначен для работы на плите 6 при выполнении разметочных и измерительных работ. Он состоит из основания, штанги с нормальной шкалой, а также подвижной рамки с нониусной шкалой, губкой и фиксатором рамки.
Микрометр (рис. 5.10, а) является инструментом, позволяющим измерять линейные размеры деталей с высокой точностью (до 0,01 . . . .. . 0,005 мм). Он представляет собой скобу 1 с неподвижно запрессованными в ней пяткой 2 и стеблем 4. В последнем выполнено отверстие с винтовой резьбой, имеющей шаг 0,5 мм. В это отверстие вставлен микрометрический винт 3 с жестко закрепленным в нем барабаном 6. На конце барабана имеется трещотка 7, ограничивающая прикладываемый к винту крутящий момент. На стебле 4 нанесена шкала с ценой деления 0,5 мм, а на левом торце барабана — круговая шкала 5 с 50 делениями. Поворот барабана на один оборот, т. е. на 50 делений, вызывает осевое перемещение винта на 0,5 мм; при повороте барабана на одно деление винт перемещается на 0,01 мм. На рис. 5.10, б показан пример отсчета при размере измеряемой детали 8,38 мм.

Микрометры выпускают с диапазоном измерений от 25 до 600 мм. С их помощью измеряют наружные и внутренние размеры деталей, а также глубину впадин и высоту выступов.
Угломер, служащий для измерения углов (рис. 5.11), состоит из корпуса 2 со шкалой 6, неподвижной линейки 1, подвижного сектора 5 с нониусной шкалой 4 и подвижной линейкой 8. Подвижный сектор может поворачиваться на оси 7 относительно корпуса и фиксироваться винтом 3.
Кронциркуль предназначен для измерения наружных линейных размеров, диаметров заготовок и поковок. Он состоит из двух шар- нирно соединенных друг с другом ножек (рис. 5.12, а). При работе ножки кронциркуля сдвигают до плотного соприкосновения с поверхностью измеряемой поковки или заготовки, а затем, прикладывая кронциркуль к линейке, определяют измеряемый размер. Разновидностью этого инструмента является кронциркуль с секторной шкалой (рис. 5.12, б), позволяющий непосредственно без использования дополнительной линейки определять измеряемые размеры поковок по шкале.
Нутромеры по конструкции аналогичны кронциркулям, но концы их ножек развернуты наружу и служат они для измерения размеров отверстия, а также внутренних размеров пазов и углублений в поковках (рис. 5.12, в). Нутромер с регулировочным винтом (рис. 5.12, г) позволяет более точно определять размеры поковок.
К специальному измерительному инструменту относятся металлические усадочные линейки, кузнечные кронциркули, нутромеры и шаблоны, предельные калибры (скобы) и угольники.
Усадочная линейка в отличие от универсальной имеет шкалу с ценой деления 1,01 . . . 1,015 мм. Такая шкала учитывает усадку металла при остывании заготовки после ковки и освобождает кузнецов от вы- 104 полнения расчетов размеров по соответствующим формулам. Применяют усадочные линейки для установки кронциркулей, нутромеров и прутковых шаблонов при контроле размеров горячих заготовок и поковок.
Кузнечные кронциркули (рис. 5.12, д) могут быть одинарными, двойными, тройными, много размерными. Они служат для определения одного или нескольких размеров изготовляемой поковки. Кузнец заранее устанавливает ножки кронциркуля на нужный размер и затем контролирует размеры поковки в процессе ее ковки. Ножки небольших кронциркулей изготовляют из стали 35 или 45; крупные кронциркули с целью уменьшения их массы выполняют из дюралюминия.
Кузнечные нутромеры по конструкции практически не отличаются от обычных нутромеров.

Кузнечные шаблоны применяют для контроля размеров поковки путем наложения на нее по длине, ширине, внешнему или внутреннему контуру, уступам и впадинам. Прутковыми шаблонами (рис. 5.13, а) контролируют длину и ширину поковки, профильными (рис. 5.13, б) — расстояния между уступами в поперечном и продольном направлениях, а также размер скоса выступа от продольной оси поковки; контурные шаблоны (рис. 5.13, в) используют для контроля формы и размеров поковок сложной формы. В отличие от кронциркулей и нутромеров, являющихся универсальным кузнечным инструментом, шаблонами проверяют только те поковки, для контроля которых они предназначены. На шаблонах имеются специальные выточки, определяющие номинальный размер поковки и предельные припуски на механическую обработку (см. рис. 5.13,а) .
Калибры применяют для контроля толщины как готовых поковок, так и заготовок в процессе их ковки. К разновидностям калибров относят: сменные предельные скобы 1 (рис. 5.14, а), закрепленные в державке 2; регулируемые скобы (рис. 5.14, б) с выточкой, определяющей допуск (Д) на размер; калибры-гребенки (рис. 5.14, в), которыми контролируют в процессе ковки ширину длинных квадратных и прямоугольных в сечении поковок.
Для контроля углов между различными поверхностями поковки применяют либо угольники с постоянными углами, равными 30, 45 и 90 (рис. 5.15, а), либо шаблоны с определенными углами между сторонами угольника (рис. 5.15, б).
Наряду с угольниками для контроля взаимного расположения концов поковок и углов используют малки (рис. 5.15, в, г). Угол между сторонами этого инструмента можно изменять, так как они имеют шарнирные соединения и фиксируются установочным винтом. (Угол у малков выставляется по универсальному угломеру.)
dlja-mashinostroitelja.info
inspection tool
Большой англо-русский и русско-английский словарь. 2001.
контрольный аппарат кокономотального автомата — Устройство кокономогального автомата, следящее за изменением линейной плотности шелка сырца по сравнению с заданной и преобразующее импульсы в команды для приведения в движение питатель. [ГОСТ 3398 74] Тематики шелк сырец Обобщающие термины… … Справочник технического переводчика
Контрольный список проблем Муни (Mooney problem checklist) — Этот инструмент яв ся не тестом, а скорее формой простого, быстрого и краткого предварительного ознакомления консультанта с проблемами консультируемого. Инструмент состоит из списка наиболее распространенных проблем, с к рыми сталкиваются… … Психологическая энциклопедия
Акции — (equities) Обыкновенные акции компании, особенно публичной компании, котирующей их на фондовом рынке. В случае ликвидации компании держатели обыкновенных акций имеют право на распределение между ними активов компании, оставшихся после… … Финансовый словарь
Патрон (оружейный) — Унитарный патрон. 1 (пуля, картечь или заряд дроби), 3 заряд пороха, 5 воспламеняющий элемент (капсюль воспламенитель) и, иногда, дополнительные элементы соединены в одно целое посредством 2 гильзы. Патрон (унитарный патрон) боеприпас… … Википедия
Оружейный патрон — У этого термина существуют и другие значения, см. Патрон (значения). В этой статье не хватает ссылок на источники информации. Информация должна быть проверяема, иначе она может быть поставлена под сомнени … Википедия
Патр. — Унитарный патрон. 1 (пуля, картечь или заряд дроби), 3 заряд пороха, 5 воспламеняющий элемент (капсюль воспламенитель) и, иногда, дополнительные элементы соединены в одно целое посредством 2 гильзы. Патрон (унитарный патрон) боеприпас… … Википедия
Пистолетные патроны — Унитарный патрон. 1 (пуля, картечь или заряд дроби), 3 заряд пороха, 5 воспламеняющий элемент (капсюль воспламенитель) и, иногда, дополнительные элементы соединены в одно целое посредством 2 гильзы. Патрон (унитарный патрон) боеприпас… … Википедия
Пистолетный патрон — Унитарный патрон. 1 (пуля, картечь или заряд дроби), 3 заряд пороха, 5 воспламеняющий элемент (капсюль воспламенитель) и, иногда, дополнительные элементы соединены в одно целое посредством 2 гильзы. Патрон (унитарный патрон) боеприпас… … Википедия
Револьверный патрон — Унитарный патрон. 1 (пуля, картечь или заряд дроби), 3 заряд пороха, 5 воспламеняющий элемент (капсюль воспламенитель) и, иногда, дополнительные элементы соединены в одно целое посредством 2 гильзы. Патрон (унитарный патрон) боеприпас… … Википедия
Унитарный ружейный патрон — Унитарный патрон. 1 (пуля, картечь или заряд дроби), 3 заряд пороха, 5 воспламеняющий элемент (капсюль воспламенитель) и, иногда, дополнительные элементы соединены в одно целое посредством 2 гильзы. Патрон (унитарный патрон) боеприпас… … Википедия
Унитарный патрон — Унитарный патрон. 1 (пуля, картечь или заряд дроби), 3 заряд пороха, 5 воспламеняющий элемент (капсюль воспламенитель) и, иногда, дополнительные элементы соединены в одно целое посредством 2 гильзы. Патрон (унитарный патрон) боеприпас… … Википедия
dic.academic.ru
1) Engineering: control implement, surveying instrument
2) Construction: controlling implement
3) Automobile industry: inspection tool
Универсальный русско-английский словарь. Академик.ру. 2011.
контрольный аппарат кокономотального автомата — Устройство кокономогального автомата, следящее за изменением линейной плотности шелка сырца по сравнению с заданной и преобразующее импульсы в команды для приведения в движение питатель. [ГОСТ 3398 74] Тематики шелк сырец Обобщающие термины… … Справочник технического переводчика
Контрольный список проблем Муни (Mooney problem checklist) — Этот инструмент яв ся не тестом, а скорее формой простого, быстрого и краткого предварительного ознакомления консультанта с проблемами консультируемого. Инструмент состоит из списка наиболее распространенных проблем, с к рыми сталкиваются… … Психологическая энциклопедия
Акции — (equities) Обыкновенные акции компании, особенно публичной компании, котирующей их на фондовом рынке. В случае ликвидации компании держатели обыкновенных акций имеют право на распределение между ними активов компании, оставшихся после… … Финансовый словарь
Патрон (оружейный) — Унитарный патрон. 1 (пуля, картечь или заряд дроби), 3 заряд пороха, 5 воспламеняющий элемент (капсюль воспламенитель) и, иногда, дополнительные элементы соединены в одно целое посредством 2 гильзы. Патрон (унитарный патрон) боеприпас… … Википедия
Оружейный патрон — У этого термина существуют и другие значения, см. Патрон (значения). В этой статье не хватает ссылок на источники информации. Информация должна быть проверяема, иначе она может быть поставлена под сомнени … Википедия
Патр. — Унитарный патрон. 1 (пуля, картечь или заряд дроби), 3 заряд пороха, 5 воспламеняющий элемент (капсюль воспламенитель) и, иногда, дополнительные элементы соединены в одно целое посредством 2 гильзы. Патрон (унитарный патрон) боеприпас… … Википедия
Пистолетные патроны — Унитарный патрон. 1 (пуля, картечь или заряд дроби), 3 заряд пороха, 5 воспламеняющий элемент (капсюль воспламенитель) и, иногда, дополнительные элементы соединены в одно целое посредством 2 гильзы. Патрон (унитарный патрон) боеприпас… … Википедия
Пистолетный патрон — Унитарный патрон. 1 (пуля, картечь или заряд дроби), 3 заряд пороха, 5 воспламеняющий элемент (капсюль воспламенитель) и, иногда, дополнительные элементы соединены в одно целое посредством 2 гильзы. Патрон (унитарный патрон) боеприпас… … Википедия
Револьверный патрон — Унитарный патрон. 1 (пуля, картечь или заряд дроби), 3 заряд пороха, 5 воспламеняющий элемент (капсюль воспламенитель) и, иногда, дополнительные элементы соединены в одно целое посредством 2 гильзы. Патрон (унитарный патрон) боеприпас… … Википедия
Унитарный ружейный патрон — Унитарный патрон. 1 (пуля, картечь или заряд дроби), 3 заряд пороха, 5 воспламеняющий элемент (капсюль воспламенитель) и, иногда, дополнительные элементы соединены в одно целое посредством 2 гильзы. Патрон (унитарный патрон) боеприпас… … Википедия
Унитарный патрон — Унитарный патрон. 1 (пуля, картечь или заряд дроби), 3 заряд пороха, 5 воспламеняющий элемент (капсюль воспламенитель) и, иногда, дополнительные элементы соединены в одно целое посредством 2 гильзы. Патрон (унитарный патрон) боеприпас… … Википедия
universal_ru_en.academic.ru






