
Устройства, предназначенные для определения геометрических параметров деталей, называют измерительным инструментом. К таким устройствам относят:

Виды измерительных инструментов
При проведении работ, связанных с изготовлением различных деталей, ремонтных и строительных работ и пр. применяют контрольно-измерительные инструменты. Предприятия, занимающиеся производством этой продукции, выпускают множество видов измерительного инструмента – ручной, универсальный, цифровой и пр.
К ручному измерительному инструменту относят такие, как — линейки, рулетки, угольники, штангенинструмент, микрометрический и пр. Большая часть ручного инструмента относится к универсальному измерительному инструменту. Такие изделия можно применять при проведении замеров большей части деталей и узлов.

Ручные измерительные инструменты
Для выполнения точных замеров применяют инструмент с установленным на нем лазером. Такие изделия применяют в строительстве – это уровни, дальномеры, и другие изделия, предназначенные для выполнения разметки фронта работ или проведения геодезических исследований. Лазерный измерительный инструмент отличается простотой в эксплуатации, точностью снятых показаний. Большая часть такого инструмента может передать полученные данные для дальнейшей обработки в компьютер.
Строительный измерительный инструмент нашел свое применение на строительной площадке. Он отличается простотой в эксплуатации, ручной, не отличается высокой точностью. В то же время на стройплощадке применяют инструмент, использующий лазерный луч. Это позволяет выполнять замеры с точностью до долей миллиметра.
Измерительный и разметочный инструмент применяют перед началом работ. С его помощью производят разметку заготовок, обрисовывают контуры будущей детали и только после этого приступают к ее изготовлению. В плотницких и столярных работах применяют следующие инструменты – складной метр, рулетку, уровень, в том числе и гидравлический. Кроме этого, используют и такие, как рейсмус, циркули, угольники разных размеров. Существуют и такие приборы, как ерунок или малка. Для работы с металлом применяют другие приборы, например, штангенрейсмас или штангенциркуль с разметочными губками. Для работы с металлом целесообразно использовать и так называемые слесарные линейки, изготавливаемые из качественной нержавеющей стали и имеющие цену деления от 1 до 0,5 мм. Кроме этого, в производстве применяют лекала, их используют для разметки сложных дуговых линий.
Механический измерительный инструмент можно подразделить на пять классов:
К первому классу относят линейки – поверочные и лекальные. С их помощью проверяют прямолинейность поверхности. Она может быть выполнена на просвет, или для этого используют щупы.Для контроля просвета поверочную линейку укладывают на контролируемую поверхность, например, на станочные направляющие. К мерительным устройствам этого класса относят поверочные плиты, концевые меры длины и многие другие.

Поверочная плита
Штангенинструмент состоит из двух контрольных поверхностей, между которыми и выставляют размер. Одна поверхность является частью штанги, на второй подвижной или закреплена контрольная линейка, на которую нанесены размерные риски. Они могут иметь разную цену деления в зависимости от точности инструмента.Инструмент этого класса применяют для замера внешних и внутренних размеров – штангенциркули, для выполнения замеров глубины паза. С помощью инструмента этого типа контролируют размеры зуба в шестерне.
Измерительными головками называют устройства, которые преобразуют перемещения мерительного наконечника в движение стрелки на круговой размеченной шкале. Эти устройства применяют, например, для выполнения замеров биения детали, зажатой в патрон токарного станка. Для удобства работы с такой головкой, на заводском сленге ее называют «часы», применяют стойки или штативы. Измерительные головки разделяют на:

Измерительные головки
У микрометрического инструмента главным элементов является шпиндель, на поверхность которого нанесена особо точная резьба. Этот инструмент способен проводить замеры с точностью до 0,01 мм. Микрометрический инструмент устанавливают в скобы,приспособления и пр. представители этого класса инструмента — микрометры, микрометрические нутро- и глубиномеры пр.
Большая часть мерительного инструмента нормируется требованиями ГОСТ. В системе стандартов, принятых в нашей стране их можно насчитать не менее сотни. На основании ГОСТ, предприятия – изготовители имеют право выпускать собственные технические условия (ТУ) на выпуск той или иной продукции. Надо понимать, что инструмент, производимый на основании ТУ никоим образом, не уступает тому, который отвечает требованиям ГОСТ. Но исторически сложилось так, что если на паспорте, который доложен сопровождать любую инструментальную продукцию, указан, к примеру, ГОСТ 20162-90, то такая продукция вызывает большее доверие со стороны потребителей.

Технические характеристики нутрометра
Между тем устройство измерительных инструментов и приборов ничем не отличается от тех, которые произведены на основании ТУ. Это не касается той инструментальной продукции, которая изготовлена кустарным образом, и их показаниям доверять нельзя по определению.
Требования к измерительным приборам и инструментам, как уже отмечалось выше, определены в ГОСТ. В качестве примера того, какие требования предъявляются к мерительному инструменту, можно рассмотреть линейку измерительную, ГОСТ 427.
В нем определено, какие виды, и формы металлических линеек производят. Определено, какие виды шкал могут быть нанесены, на поверхность инструмента. В этом же документе регламентированы допуски на габаритные размеры, указаны предельные отклонения, которые касаются разметки металлической линейки.Определен материал, из которого допустимо изготавливать этот класс инструмента, и описаны покрытия, которые наносят на поверхность изделия.
ГОСТ очень серьезно подходит к порядку приемки готовой продукции. Кроме того, не менее тщательно определены порядок хранения, упаковки и транспортировки груза.
В нашей стране действует Государственная система обеспечения единства измерений (ГСИ). Среди множества задач, которые она призвана решать можно выделить следующие:
Структурно ГСИ входит в ФА Росстандарт и соответственно все вопросы с поверкой и аттестацией измерительных приборов необходимо обращаться в региональные отделения федерального агентства.Для обеспечения качества продукции, выпускаемой продукции необходим постоянный контроль над размерами, допусками, посадками. Для проведения этой работы на предприятии должен эксплуатироваться только качественный инструмент. Практически все измерительные приборы должны проходить процедуру поверки. Поверка (не путать с проверкой) мерительного инструмента представляет собой набор определенных мероприятий, проводимых для подтверждения соответствия измерительных приборов требованиям метрологии. Поверка инструмента должна проводиться в специально аттестованных лабораториях.
ГОСТ 8.113-85 определяет методику поверки штангенциркулей. Она включает в себя следующие операции:
Всего предусмотрено 14 типов осмотра и диагностики состояния штангенциркуля. Для проведения поверки, в лаборатории должны быть использованы определенные приборы и технологические приспособления. Например, для определения шероховатости поверхности губок используют профилограф по ГОСТ 19299-73 или профилометр по ГОСТ 19300-73, кроме этих приборов должны быть использованы образцы шероховатости.
Инструмент, прошедший поверку соответствующим образом, маркируется и может быть использован в производстве. Те приборы, которые не отвечают требованиям метрологии должны быть немедленно списаны. В соответствии с требованиями СМК (система менеджмента качества) на рабочих местах не должно быть неповеренного инструмента.
Кстати, при запуске в производство новых изделий и его оснащения необходимо учитывать то, что не каждый инструмент, неважно, рулетка, линейка или другие, лаборатории принимают на поверку. Существует предприятия, чью продукцию, метрологические лаборатории не принимают к поверке. Это не относится к серийным инструментальным заводам, например, Кировскому или Челябинскому. Поэтому перед закупкой мерительного инструмента имеет смысл уточнить инструмент, какой фирмы можно закупать без опасений.
Неаккуратно хранение и применение рано или поздно приводит измерительные приборы к выходу из строя или даже выходу из строя. Но, надо отметить, что даже при полном соблюдении правил эксплуатации инструмент все равно будет изнашиваться.
Для определения годности инструмента к эксплуатации проводят соответствующие испытания в результате которых становится понятно, можно его использовать или нет. Если после проведения ремонта и повторных испытаний инструмент не показывает требования по точности, определенные в нормативной документации и паспорте, то допустимо его перевести в более низкий класс. Но при этом необходимо внести изменения в паспорт или в формуляр.
Для выявления основных неполадок необходимо применять высокоточные инструменты. К их числу относят концевые меры длины, линейки, штангенинструмент повышенной точности. Для выполнения ремонта инструмента необходимо привлекать специалистов высшей квалификации, например, слесарь-инструментальщик шестого разряда, который владеет всеми способами слесарной обработки материала, в том числе и с применением средств механизации. На больших предприятиях существуют отдельные инструментальные производства, которые задействуют на выполнении ремонта и восстановления измерительных устройств.

Контрольно — измерительные и разметочные
Среди штангенциркулей самыми часто встречающимися поломками считают выработку размерных поверхностей губок или их острых концов. Кроме того, со временем происходит истирание поверхностей штанги и рамки по ней передвигающейся. Нередко, происходит смещение нониуса в рамке, а в микрометрическом инструменте происходит изнашивание винтовой пары.
Для выявления перекоса губок выполняют путем замера концевой меры в разных пространственных плоскостях. При обнаружении различных результатов замеров можно судить о параллельности рабочих поверхностей. При их излишнем изнашивании проявляется несовпадение основной и нониусных шкал.
Для получения данных о дефектах штанги применяют поверочную линейку или плиты с применением краски.
Для устранения непаралелльности рабочих поверхностей необходимо выполнить следующие операции. Инструмент заживают в тисы и с применением притирного приспособления устраняют обнаруженный недостаток. При выполнении это операции нельзя прикладывать большие усилия. После того как губки притерты устанавливают нониус в новое положение.
В том случае если выявлено искривление штанги инструмента, то ее необходимо рихтовать. Для этого ее фиксируют в слесарных тисах. Затем с использованием притирочной плиты ее необходимо довести до ровного состояния. Для устранения мелких выбоин применяют бархатный напильник.
В более сложных случаях поломок штангенциркуля применяют и термическую обработку, и станочное оборудование. Все это довольно трудоемкие процессы и могут их выполнять только профессионалы высокого уровня.
Поэтому перед принятием решение о замене или ремонте мерительного инструмента необходимо просчитать экономическую целесообразность.
Микрометрический инструмент может быть отправлен в ремонт в следующих случаях:При обнаружении износа измерительных поверхностей. Если обнаруженный износ у микрометров с небольшим диапазоном измерения его устраняют с помощью мерных притиров. Если выбран способ раздельной притирки, то для этого используют ремонтную оснастку различающуюся конструкцией. Она в процессе работы сохраняет строгое вертикальное положение обрабатываемого изделия относительно плоскости притира.
Это приспособление включает в свой состав плиту, цангу и прижимного кольца. Нижняя плита ориентирована перпендикулярно оси отверстия. Винт, устанавливают в цангу и фиксируют его таким образом, чтобы его кончик выступал над поверхностью плиты на высоту 0,03 – 0,04 мм. Приспособление, применяемое для восстановления пятки, имеет аналогичную конструкцию.
В случае если нулевая отметка на барабане не совпадает с соответствующим делением шкалы на стрежне. Головку устройства необходимо отвернуть на 1 – 2 оборота. После этого необходимо снять барабан, потянув его по направлению к скобе. После этого его необходимо установить в необходимое положение. Головка должна быть возвращена в исходное положение и после этого ее фиксируют винте.
Бесспорно, мерительные устройства после проведения ремонтно – восстановительных работ, чаще всего не соответствуют требованиям нормативов. Для таких случаев предусмотрены технические условия, в которых указывают допускаемые отклонения от стандарта.
В частности, допустимо наличие несложных повреждений – царапины, выбоины. Но, главное, они не должны составлять помех замеров и не превышать более 20% от общей поверхности инструмента.
Если при ремонтно – восстановительных работах инструмента выполнялась рихтовка поверхности, то необходимо ее следы устранить. Для этого применяют шлифовку или наносят декоративное покрытие.Для штангенинструмента также имеются дополнительные условия, например, у штангенциркуля с ценой деления от 0,02 до 0,05 мм, расстояние между несущей штангой и нониусом не должно превышать 0,05 мм. Длина измерительной поверхности на губках не должна быть менее 7 мм. Диаметр, описывающей тупые губки окружности не должен быть менее 7 мм.
Отвес – это, наверное, самый простой инструмент, известный с древних времен. И как пять тысяч лет назад его применяют для проверки вертикальности стен, перегородок и других деталей строительных сооружений и металлоконструкций.

Отвес
Конструкция этого инструмента предельно проста, он состоит из шнурка и груза, закрепленного на его конце. Отвес всегда направлен строго перпендикулярно по отношению к поверхности, и именно это свойство позволяет его использовать для проверки вертикальности конструкций. Отвес можно купить, а можно сделать и самому, для этого надо подобрать, например, гайку и привязать его к шнурку. На серийно выпускаемые отвесы наносят покрытие для его защиты от коррозии.
Для замера зазора между деталями, например, в подшипнике скольжения применяют такой инструмент, как щуп. Щуп представляет собой набор пластин выполненных из прочной стали. В один набор входят полосы разной толщины. На поверхности, как правило, нанесена маркировка с указанием ее толщины. Для выполнения замера можно воспользоваться одной полоской, а можно и несколькими.

Щупы
Щупы применяют в различных отраслях — машиностроении, строительстве, ремонте двигательных установок и пр. Щупы применяют для настройки клапанов, подшипников, при центровке валов и пр.
Отечественные и импортные производители выпускают щупы четырех наборов, в каждом из них может быть от 9 до 17 пластин. Длина одной пластины от 75 до 100 мм. Толщина пластин колеблется от 0,02 до 1 мм. В своей деятельности они должны руководствоваться ГОСТ 882-75 или техническими условиями, выполненных на его основании.
Этот инструмент существует на свете уже не одну тысячу лет и его применяют для разметки и проверки перпендикулярности сторон в машиностроении и строительстве.В соответствии с ГОСТ 3749-77 предприятия – производители выпускают несколько типов подобной продукции — УЛ – лекальные; УЛП — лекальные плоские; УЛЦ — лекальные цилиндрические; УП — слесарные плоские; УШ — слесарные с широким основанием. В ГОСТ определены их геометрические размеры, предельные отклонения и прочая информация необходимая для их производства.
Кроме, этих измерительных приборов выпускают уголки, применяемые в строительстве. Но надо сразу отметить, что для их производства применяют цветные металлы, в частности, опора может быть выполнена из силумина. Использование измерительных приборов такого типа в машиностроении нежелательно.

Угольник
Ответ на этот вопрос лежит на поверхности. Металлические части деталей измерительных приборов зависят от температуры. То есть, при колебании температуры, могут возникнуть погрешности в результатах измерений. Температура, которая показана на инструменте, обычно это 20 градусов, говорит о том, что наиболее точные показатели будут получены именно при ней.
Для получения качественной продукции и выполнения работ в быту применяют различные измерительные приборы и устройства. Их применяют для получения точных линейных и угловых размеров, показаний напряжения, силы тока и пр.Для облегчения жизни потребителям можно все средства измерения и инструментального контроля можно условно разделить на базовые группы:

Применение измерительного инструмента
К первой категории относят простые приборы для проведения замеров – линейки, штангенинструмент и пр. Эти устройства используют при выполнении замеров в самых различных отраслях, начиная от космоса и заканчивая ремонтом квартиры.
К мерам относят изделия, которые могут хранить и воспроизвести физические величины и их свойства, например, концевые меры длин, калибры и пр.Измерительные приборы обладают более сложной конфигурацией и предполагают то, что может быть использован измерительный инструмент. К этой группе относят нутромеры и пр.
Измерение – это процедура определения размера при помощи технических средств измерения. То есть сравнение физических характеристик с некоей условной единицей.К единицам измерения относят миллиметр, фут, и другие. На практике под понятием измерение понимают выявление размеров деталей и заготовок, их отклонений, размера шероховатости и чистоты поверхности и многих других. Применяемый для проведения подобных замеров инструмент называют шкальным. Так как на нем установлены измерительные шкалы.
Контроль – это выявление соответствия детали предъявляемыми стандартами, рабочей документацией и пр. Инструмент этого класса относят к бесшкальным. С его помощью нельзя узнать абсолютный размер, но можно уточнить соответствие формы детали. Такой инструмент применяют и в процессе производства, и при осуществлении контроля и приемки изделия.

Контрольно-измерительные средства
Контрольно-измерительные средства можно классифицировать следующим образом:
Мерительные устройства и приборы можно разделить на следующие группы:
На инструментальном рынке большим и устойчивым спросом пользуется измерительные устройства, действующие с использованием лазера: дальномеры, нивелиры, угломеры и т.д.
Измерительный инструмент в виде параллелограмма, который может быть изготовлен из полимера или металла и с установленными в него колбами, заполненными водой называют уровнем или ватерпасом. Его основное назначение – оценка соответствия рабочих поверхностей вертикали или горизонтали. Существует несколько исполнений этого прибора.

Уровень
К самым современным относят – лазерный. Чаще всего его применяют при выполнении строительных работ на объектах различного назначения. Кроме того, их используют при выполнении работ по отделке. При помощи этого инструмента можно выполнять следующие работы:
Еще один тип уровней – гидравлический. Он представляет собой прозрачную трубку, заполненную водой.
Универсальный измерительный инструмент, предназначенный для выполнения измерения размеров – внешних и внутренних называют штангенциркулем. Некоторые модели оснащены глубиномером, встроенным в несущую штангу. Этот измерительный прибор, пожалуй, самый распространенный. Его можно встретить и в цехе машиностроительного предприятия и в гаражной мастерской.

Штангенциркуль
Штангенциркуль представляет собой линейку с двумя губками. Одна является составной частью, несущей линейки, вторая губка перемещается по ней. Для проведения измерений толщины или наружного диаметра используют губки, резцы которых смотрят внутрь. Для измерения внутренних размеров, например, ширины шпоночного паза используют губки, которые смотрят резцами вверх.
Для измерения больших линейных размеров применяют рулетку. Она представляет собой ленту, на которую нанесены деления. В зависимости от типа с ее помощью можно измерить расстояния от одного до пятидесяти метров.

Рулетка
Лента может быть изготовлена из стальной полосы или полимерной ленты. Ее наматывают на корпус и помещают в корпус, в котором установлена обратная пружина, она позволяет сматывать ленту после выполнения замера. Ее применять для разметки заготовок, земельного участка и многих других видов работ. Для более точного измерения применяют лазерную рулетку.
Так, называют измерительный инструмент, собранный в единую конструкцию из металлических, деревянных или пластиковых отрезков. В развернутом виде он достигает длины в один метр. Длина одного звена составляет, как правило, 10 см.

Складной метр
Инструмент этого типа применяют и на промышленном производстве, строительстве. Чаще всего складной метр можно увидеть в столярной мастерской.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Проверочные инструменты применяют для определения правильности установки деталей, приспособлений, инструментов и проверки точности самого станка. К простейшим из них относятся угольники, поверочные линейки, уровни и рейсмасы.
Для проверки плоскостей на прямолинейность служат поверочные линейки. При проверке фрезеруемых плоскостей применяют линейку с острым рабочим ребром, называемую лекальной (рис. 25). Один конец линейки скошен под углом 45°, что дает возможность проверять детали с уступами. На боковых сторонах инструмента сделаны полукруглые желобки для более удобного захвата рукой.
При пользовании лекальной линейкой ее нужно наклонять до 45° по направлению к себе, чтобы лучше видеть просвет между измерительным ребром и деталью. Источник света помещают сзади линейки и измеряемой детали. При отсутствии отклонений от прямолинейности свет не должен нигде пробиваться. Наличие в отдельных местах просветов (световой щели) указывает на имеющиеся отклонения от прямолинейности и плоскостности. Минимальный размер световой щели, улавливаемый глазом, составляет 3—5 мк.
Поверочная лекальная линейка требует аккуратного обращения, так как ее измерительное ребро очень тонко и весьма чувствительно ко всяким ударам.
Лекальные поверочные линейки могут быть также трехгранными и четырехгранными. Общепринятые профили линеек приведены на рис. 25, справа.
Рамные уровни (рис. 26) применяются при установке громоздких деталей на столе станка для определения отклонения их от горизонтального или вертикального положения.
Слесарный уровень (рис. 27) служит для контроля горизонтальности поверхности (например стола фрезерного станка, фрезеруемой детали), горизонтальности установки вала, в котором фрезеруют шпоночную канавку, и т. п.
Главными частями являются корпус 1 и вмонтированная в него основная (продольная) ампула 2, заполненная почти целиком незамерзающей жидкостью (эфиром или спиртом) и содержащая небольшой пузырек воздуха. При строго горизонтальном положении уровня пузырек воздуха расположится точно посередине ампулы, против нулевых штрихов, нанесенных на корпусе или на ампуле. Рамный уровень имеет еще установочную (поперечную) ампулу. На верхней и нижней рабочей сторонах рамного уровня (см. рис. 26) имеются призматические выемки, позволяющие устанавливать его на цилиндрических поверхностях, например на валах. Уровень ставят на поверхности в разных направлениях (вдоль, поперек, наискось).


При самом незначительном отклонении от горизонтального положения пузырек отходит от нуля к более высокой стороне наклона. О величине отклонения судят по шкале, нанесенной на корпусе или ампуле. Цена деления шкалы самых грубых уровней соответствует отклонению от горизонтальности в размере 0,25 мм на 1000 мм или V в угловой мере.
Рейсмасы применяют для проверки правильности установки тисков, угловых плит и других приспособлений на столе фрезерного станка, а также установки самих деталей для фрезерования. Кроме того, рейсмасы необходимы при разметке.
На рис. 28 показаны рейсмасы для проверки положения плоскостей, пазов, линий разметки и т. п. по отношению к рабочей поверхности стола станка. Основными деталями рейсмаса является массивное основание 1 с закрепленной в нем стойкой 2, по которой перемещается муфта 3 с чертилкой 4. Зажим муфты 3 в заданном положении на стойке производится гайкой 5.
По сравнению с рейсмасом на рис. 28, а рейсмас на рис. 28, б дает возможность стойке 2 поворачиваться на некоторый угол при помощи микрометрического винта 6.
Этот инструмент (рис. 29) состоит из штанги У с миллиметровыми делениями, массивного основания 7, рамки 6 с прикрепленной к ней линейкой нониуса 4У винта 5, хомутика 2, винта 5, ножки для разметки (чертилки) 9 и ножки для измерения высоты 8.
Измерительными поверхностями штангенрейсмаса являются нижняя плоскость основания, которой он ставится на стол станка или плоскость разметочной плиты, и нижняя поверхность измерительной или разметочной ножки. Измерительная ножка 8 имеет две измерительные поверхности: нижнюю плоскую и верхнюю с острым ребром шириной около 0,2 мм. Высота А измерительной ножки подобно губкам прецизионного штангенциркуля имеет определенный размер, который гравируется на ножке.
Штангенрейсмасы изготовляются с пределом измерения 200; 300; 500; 800 и 1000 мм и точностью отсчета по нониусу 0,1; 0,05 и 0,02 мм. Штангенрейсмасы с величиной отсчета по нониусу в 0,1 мм не имеют хомутика и микрометрической подачи рамки.
Щупы (рис. 30) служат для проверки величины зазора между сопрягаемыми поверхностями, например между столом станка и плитой тисков. Они представляют собой пластинки с параллельными измерительными плоскостями. Щупы изготовляют толщиной от 0,03 до 0,1 мм через каждые 0,01 мм и толщиной от 0,1 до 1,0 мм через каждые 0,05 мм.
В зависимости от величины зазора выбирают соответствующую по толщине пластинку и вводят между прилегающими поверхностями (рис. 31). Нужную толщину можно получить и сложением нескольких пластинок. Пластинка наибольшей толщины, проходящая в зазор без усилия, определяет его величину.
Предположим, требуется определить величину зазора между направляющими станины и хоботом станка.
Сначала определяют примерную величину зазора, вводя поочередно концы различных пластинок набора между направляющими станины и хоботом станка. Допустим, что пластинка толщиной 0,15 мм легко входит в зазор, а толщиной 0,2 мм не входит. Тогда, сложив вместе две пластинки — одну толщиной в 0,1 мм и другую в 0,08 мм (т. е. общей толщиной 0,18 мм), проверяем зазор в разных местах соединения хобота со станиной. Если во всех случаях набор щупов толщиной 0,18 мм будет входить без усилия, а щуп толщиной в 0,2 мм нет, то считают, что величина зазора составляет 0,18 мм.




Перед работой пластинки нужно тщательно протереть. При введении пластинок в зазор необходимо соблюдать осторожность, чтобы не погнуть и не сломать их.
dlja-mashinostroitelja.info
бақылау құрал
Русско-казахский терминологический словарь "Машиностроение". - Академия Педагогических Наук Казахстана . 2014.
контрольный аппарат кокономотального автомата — Устройство кокономогального автомата, следящее за изменением линейной плотности шелка сырца по сравнению с заданной и преобразующее импульсы в команды для приведения в движение питатель. [ГОСТ 3398 74] Тематики шелк сырец Обобщающие термины… … Справочник технического переводчика
Контрольный список проблем Муни (Mooney problem checklist) — Этот инструмент яв ся не тестом, а скорее формой простого, быстрого и краткого предварительного ознакомления консультанта с проблемами консультируемого. Инструмент состоит из списка наиболее распространенных проблем, с к рыми сталкиваются… … Психологическая энциклопедия
ГОСТ Р 53394-2009: Интегрированная логистическая поддержка. Основные термины и определения — Терминология ГОСТ Р 53394 2009: Интегрированная логистическая поддержка. Основные термины и определения оригинал документа: Interactive Electronic Technical Publication 3.3.12 Определения термина из разных документов: Interactive Electronic… … Словарь-справочник терминов нормативно-технической документации
ГОСТ 12.2.047-86: Система стандартов безопасности труда. Пожарная техника. Термины и определения — Терминология ГОСТ 12.2.047 86: Система стандартов безопасности труда. Пожарная техника. Термины и определения оригинал документа: 63. n ходовое рукавное разветвление D. n Weg Verteiler Рукавное разветвление для разделения потока по n направлениям … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р 52119-2003: Техника водолазная. Термины и определения — Терминология ГОСТ Р 52119 2003: Техника водолазная. Термины и определения оригинал документа: 112 (водолазная) телефонно микрофонная гарнитура: Элемент водолазной телефонной станции, предназначенный для приема и передачи речи между водолазом и… … Словарь-справочник терминов нормативно-технической документации
Банкротство — (Bankruptcy) Банкротство это признанная судом неспособность исполнить обязательства по уплате взятых в долг денежных средств Суть банкротства, его признаки и характеристика, законодательство о банкротстве, управление и пути предотвращения… … Энциклопедия инвестора
Капитализация — (Сapitalization) Капитализация это превращение прибыли в добавочный капитал Рыночная капитализация крупных мировых компаний, расчет ставки и коэффициента капитализации предприятия, процентов и недвижимости Содержание >>>>>>> … Энциклопедия инвестора
Инвестор — (Investor) Инвестор это лицо или организация, совершающее вложения капитала с целью получения прибыли Определение понятия инвестор, частный, квалифицированный и институциональный инвестор, особенности работы инвестора, известные инвесторы,… … Энциклопедия инвестора
ГОСТ 8425-90: Деревообрабатывающее оборудование. Станки круглопильные прирезные для продольной распиловки пиломатериалов. Основные параметры. Нормы точности и жесткости — Терминология ГОСТ 8425 90: Деревообрабатывающее оборудование. Станки круглопильные прирезные для продольной распиловки пиломатериалов. Основные параметры. Нормы точности и жесткости оригинал документа: 8 Miscellaneous 8.1 Presure housing door 8.2 … Словарь-справочник терминов нормативно-технической документации
устройство — 2.5 устройство: Элемент или блок элементов, который выполняет одну или более функцию. Источник: ГОСТ Р 52388 2005: Мототранспортны … Словарь-справочник терминов нормативно-технической документации
Акция (финансы) — У этого термина существуют и другие значения, см. Акция. Ценные бумаги … Википедия
machinery_rus_kaz.academic.ru
Анализируя большие массивы данных, мы привычно используем среднее значение, реже среднеквадратичное отклонение, еще реже иные методы обработки. Чем вызвано такое «самоограничение»? 🙂 Скорее всего, недостаточными знаниями и опытом в этих вопросах. Откуда современный менеджер может узнать о методах статистической обработки данных? Вряд ли он вспомнит вузовский курс статистики. Да и был ли он включен в учебную программу!?
У меня знакомство со статистикой, точнее с ее использованием в бизнесе, началось около 15 лет тому назад, когда я впервые прочитал о методах менеджмента качества. К сожалению, с первого раза семь основных инструментов мне «не показались»… Я не воспринял их, как «руководство к действию». Скорее, я отнесся к ним, как к чему-то заоблачно заумному. И лишь постепенно в течение нескольких лет, повторно наталкиваясь в литературе на применение того или иного метода, а также в связи с возникновением практических задач, шаг за шагом, я стал понимать смысл этих инструментов и области их применения. Постепенно эти методы я стал использовать в своей практике, даже иногда не вспоминая, что они – часть стройной системы.
Настало время, отдать дань первоисточнику – японскому менеджменту, а также показать, как, казалось бы, книжные знания, становятся мощным инструментом управления реальным бизнесом.
Скачать заметку в формате Word, примеры в формате Excel
Семь основных инструментов контроля качества [1] используют для аналитического решения проблем, то есть, в ситуации, когда данные доступны, и чтобы решить проблему, нужно их проанализировать.
1. Диаграмма причин и результатов. Эта диаграмма используется для выявления факторов процесса, влияющих на результат. Встречаются также названия: «диаграмма Исикавы» или «диаграмма рыбий скелет». В классическом варианте факторы (причины) группируются по категориям по принципу «5М»:
Man (человек) − причины, связанные с человеческим фактором; Machines (машины, оборудование) − причины, связанные с оборудованием; Materials (материалы) − причины, связанные с материалами; Methods (методы, технология) − причины, связанные с организацией бизнес-процессов; Measurements (измерения) − причины, связанные с методами измерения.
Man (человек) − причины, связанные с человеческим фактором; Machines (машины, оборудование) − причины, связанные с оборудованием; Materials (материалы) − причины, связанные с материалами; Methods (методы, технология) − причины, связанные с организацией бизнес-процессов; Measurements (измерения) − причины, связанные с методами измерения. |

Рис. 1. Диаграмма Исикавы. Шаблон.
Понятно, что можно использовать и иную релевантную группировку. Вот, например, какой «скелет» мы нарисовали, анализируя возможности сокращения времени обслуживания клиентов на складе:

Рис. 2. Диаграмма Исикавы. Время обслуживания клиентов на складе.
2. Контрольный листок – инструмент для сбора данных и их автоматического упорядочения для облегчения дальнейшего использования собранной информации.

Рис. 3. Контрольный листок. Пример.
Преимущество контрольных листков – возможность их использования сотрудниками, не работающими с компьютером. Если данные для последующую анализа получаются путем измерения непосредственно на рабочих местах, контрольные листки очень эффективны. Понятно, что если данные для анализа извлекаются из баз данных, контрольные листки не нужны, а данные сразу преобразуются в гистограмму, диаграмму Парето или рассеивания (см. ниже).
В моей практике контрольные листки не нашли применения, поскольку процессы, с которыми я имею дело, либо полностью связаны с использованием компьютера, либо стартуют по команде из компьютера, а финиш фиксируется оператором ПК.
3. Диаграмма Парето. Эти диаграммы ранжируют проблемы по степени (частоте) влияния на результат. Свое название они получили по имени экономиста Вильфредо Парето [2], который в одной из своих научных работ на рубеже XIX и XX веков показал, что в Италии 20% домохозяйств получают 80% доходов. Термин «принцип Парето» в 40-х годах XX века ввел в обращение американский специалист в области менеджмента качества Джозеф Джуран. Анализ Парето, как правило, иллюстрируется диаграммой Парето, на которой по оси абсцисс отложены причины возникновения проблем качества в порядке убывания их влияния на число несоответствий (объем брака), а по двум осям ординат: а) число несоответствий в штуках; б) накопленная доля (проценты) вклада в итоговое число несоответствий. Например:

Рис. 4. Диаграмма Парето. Причины возникновения просроченной дебиторской задолженности.
В первую очередь следует работать с причинами, вызывающими наибольшее количество проблем. В нашем примере с первыми тремя.
4. Гистограмма – инструмент, позволяющий зрительно оценить распределение статистических данных, сгруппированных по частоте попадания в определенный (заранее заданный) интервал. В классическом варианте гистограмма используется для определения проблем при помощи анализа формы разброса значений, центрального значения, его близости к номиналу, характера рассеивания: [3]

Рис. 5. Варианты расположения гистограммы по отношению к технологическому допуску
Краткие комментарии: а) всё хорошо: среднее совпадает с номиналом, вариабельность в пределах допусков; б) следует сместить среднее для совпадения с номиналом; в) следует уменьшить рассеивание; г) следует сместить среднее и уменьшить рассеивание; д) следует значительно уменьшить рассеивание; е) смешаны две партии; следует разбить на две гистограммы, и проанализировать их; ж) аналогично предыдущему пункту, только ситуация более критичная; з) необходимо понять причины такого распределения; «обрывистый» левый край, говорит о каких-то действиях в отношении партий деталей; и) аналогично предыдущему.
Вот какие гистограммы мы строили в течение нескольких лет для изучения времени обслуживания клиентов на складе:

Рис. 6. Гистограмма. Время обслуживания клиентов на складе.
По оси абсцисс – 15-минутные диапазоны времени обслуживания клиентов на складе; по оси ординат – доля заявок обслуженных в выделенном диапазоне времени от общего числа заявок за год. Красная пунктирная линия показывает среднее время обслуживания в течение года.
5. Диаграмма разброса (рассеивания) – инструмент, позволяющий определить вид и тесноту связи (корреляцию) между парами соответствующих переменных. Такие диаграммы содержат две совокупности данных, нанесенных на график в виде точек. Взаимосвязь между этими точками показывает зависимость между соответствующими данными. В Excel такая диаграмма имеет тип – «точечная». Вот, например, как я ранее проиллюстрировал полезность точечных диаграмм:

Рис. 7. Выявление корреляционной зависимости на основе точечной диаграммы.
Подробнее см. «Корреляционный анализ для бизнеса».
Вот любопытный пример использования корреляционного анализа для управления размещением товаров на складе:

Современный склад имеет весьма внушительные размеры. В глубину он может достигать 100-150 метров (расстояние от погрузочных ворот до задней стенки). Понятно, что располагая товары с высокой оборачиваемостью ближе к воротам, можно сэкономить время на перемещения по складу. На рисунках выше показана частота обращений к отдельным ячейкам; слева – для случайного размещения товаров; справа – для товаров, разбитых на АВС-группы. Чем интенсивнее цвет, тем чаще обращение к ячейке. Видно, что без АВС-распределения обращение к ячейкам практически случайное, при АВС-разбиении номенклатуры можно наблюдать границы зон. Левый фронт каждого рисунка обращен к зоне приемки. Таким образом, в ситуации, изображенной на рис. б, суммарный путь кладовщиков / техники будет меньше, чем на рис. а
6. Графики – инструмент, позволяющий провести анализ данных по различным срезам. Формы и цели анализа могут диктовать использование различных видов графиков. Подробнее об этом можно прочитать в книге Джина Желязны «Говори на языке диаграмм». Покомпонентное сравнение данных лучше всего демонстрируется при помощи круговой диаграммы. Для иллюстрации позиционного сравнения лучше всего подходит линейчатая диаграмма. Если покомпонентное и позиционное сравнение показывают взаимосвязи в определенный момент времени, то временнóе сравнение отражает динамику изменений; временнóе сравнение лучше всего иллюстрировать гистограммой или графиком.
Например, вот какими диаграммами мы анализируем сразу три параметра по каждому клиенту: динамику дебиторской задолженности, просроченной дебиторской задолженности, лимитов по кредитной линии:

Рис. 8. Пример использования графика для анализа данных.
7. Контрольная карта – инструмент, позволяющий отслеживать ход протекания процесса и воздействовать на него, предупреждая отклонения от предъявленных к процессу требований (или реагируя на отклонения). Существует два типа вариаций: естественные, связанные с разбросом значений вокруг номинала, присущие процессу; и специальные, появление которых можно объяснить конкретными причинами. Подробнее об этом можно прочитать в книге Д. Уилера и Д. Чамберса «Статистическое управление процессами. Оптимизация бизнеса с использованием контрольных карт Шухарта». Контрольные карты служат для выявления специальных вариаций. На график наносятся точки, соответствующие отдельным данным, линия средних значений (μ), верхняя и нижняя контрольные границы (µ ± 3σ). Если точки лежат в пределах контрольных границ, реагировать на отклонения от средней линии не нужно. Если хотя бы одна точка вышла за контрольные границы, требуется провести анализ возможных причин отклонения. См., например, «Управление размещением товаров на складе с использованием контрольных карт Шухарта», «Использование методов менеджмента качества в работе оптовой торговой компании».
Использование контрольных карт для анализа объема дебиторской задолженности:

Рис. 9. Контрольная карта. Естественные причины вариаций.
На 27-й неделе задолженность выросла с $ 1,4 млн. до $ 2,6 млн. Тем не менее, управленческое воздействие не требуется, так как точки разместились в пределах контрольных границ.
На следующей диаграмме показано среднее (по неделе) время выхода в рейс машин:

Рис. 10. Контрольная карта. Специальные причины вариаций.
Видно, что, начиная с 19-й недели, точки выходят за контрольные границы. Требуется вмешательство в процесс для выявления специальных причин вариаций.
Я надеюсь, что мои примеры помогут вам осознать, что семь основных инструментов контроля качества могут служить реальным подспорьем для анализа бизнес-процессов.
[1] Излагаются по варианту, приведенному в книге М.Имаи «Кайдзен. Ключ к успеху японских компаний». Я расположил эти методы в том порядке, который мне представляется наиболее логически последовательным.
[2] Подробнее см., например, «АВС-анализ и принцип Парето для бизнеса»
[3] См. раздел «Гистограмма» в книге С.В.Пономарева и В.Я.Мищенко «Управление качеством продукции. Инструменты и методы менеджмента качества (2005)»
baguzin.ru
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ УКРАИНЫ
ДОНЕЦКИЙ НАЦИОНАЛЬНЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра «Управление качеством»
КОНТРОЛЬНАЯ РАБОТА
На тему «Семь инструментов контроля качества»
г. Донецк
2010
Введение
В современном мире чрезвычайно важное значение приобретает проблема качества продукции. От ее успешного решения в значительной степени зависит благополучие любой фирмы, любого поставщика. Продукция более высокого качества существенно повышает шансы поставщика в конкурентной борьбе за рынки сбыта и, самое важное, лучше удовлетворяет потребности потребителей. Качество продукции - это важнейший показатель конкурентоспособности предприятия.
Качество продукции закладывается в процессе научных исследований, конструкторских и технологических разработок, обеспечивается хорошей организацией производства и, наконец, оно поддерживается в процессе эксплуатации или потребления. На всех этих этапах важно осуществлять своевременный контроль и получать достоверную оценку качества продукции.
Для уменьшения затрат и достижения уровня качества, удовлетворяющего потребителя нужны методы, направленные не на устранение дефектов (несоответствий) готовой продукции, а на предупреждение причин их появления в процессе производства.
Годами упорного труда специалисты выделяли из мирового опыта по крупицам такие приемы и подходы, которые можно понять и эффективно использовать без специальной подготовки, причем делалось это так, чтобы обеспечить реальные достижения при решении подавляющего большинства проблем, возникающих в реальном производстве.
В итоге была выработана система практических методов, рассчитанных на массовое применение. Это так называемые семь простых методов (инструментов), которые и будут рассмотрены в данном реферативном обзоре.
1. Метод "Семь основных инструментов контроля качества”
Качество продукции - совокупность свойств продукции, обусловливающих ее пригодность удовлетворять определенные потребности в соответствии с назначением. Качество продукции или услуг является одним из важнейших факторов успешной деятельности любой организации или предприятия.
Один из базовых принципов управления качеством состоит в принятии решений на основе фактов. Наиболее полно это решается методом моделирования процессов, как производственных, так и управленческих инструментами математической статистики. Однако, современные статистические методы довольно сложны для восприятия и широкого практического использования без углубленной математической подготовки всех участников процесса. К 1979 году Союз японских ученых и инженеров (JUSE) собрал воедино семь достаточно простых в использовании наглядных методов анализа процессов. При всей своей простоте они сохраняют связь со статистикой и дают профессионалам возможность пользоваться их результатами, а при необходимости - совершенствовать их.
Цель метода “Семь основных инструментов контроля качества” заключается в выявлении проблем, подлежащих первоочередному решению, на основе контроля действующего процесса, сбора, обработки и анализа полученных фактов (статистического материала) для последующего улучшения качества процесса.
Суть метода - контроль качества (сравнение запланированного показателя качества с действительным его значением) - это одна из основных функций в процессе управления качеством, а сбор, обработка и анализ фактов - важнейший этап этого процесса.
Из множества статистических методов для широкого применения выбраны только семь, которые понятны и могут легко применяться специалистами различного профиля. Они позволяют вовремя выявить и отобразить проблемы, установить основные факторы, с которых нужно начинать действовать, и распределить усилия с целью эффективного разрешения этих проблем.
Ожидаемый результат - решение до 95% всех проблем, возникающих на производстве.
Семь основных инструментов контроля качества
Семь основных инструментов контроля качества - набор инструментов, позволяющих облегчить задачу контроля протекающих процессов и предоставить различного рода факты для анализа, корректировки и улучшения качества процессов.
1. Контрольный листок - инструмент для сбора данных и их автоматического упорядочения для облегчения дальнейшего использования собранной информации.
2. Гистограмма - инструмент, позволяющий зрительно оценить распределение статистических данных, сгруппированных по частоте попадания данных в определенный (заранее заданный) интервал.
3. Диаграмма Парето - инструмент, позволяющий объективно представить и выявить основные факторы, влияющие на исследуемую проблему, и распределить усилия для ее эффективного разрешения.
4. Метод стратификации (расслаивания данных) - инструмент, позволяющий произвести разделение данных на подгруппы по определенному признаку.
5. Диаграмма разброса (рассеивания) - инструмент, позволяющий определить вид и тесноту связи между парами соответствующих переменных.
6. Диаграмма Исикавы (причинно-следственная диаграмма) - инструмент, который позволяет выявить наиболее существенные факторы (причины), влияющие на конечный результат (следствие).
7. Контрольная карта - инструмент, позволяющий отслеживать ход протекания процесса и воздействовать на него (с помощью соответствующей обратной связи), предупреждая его отклонения от предъявленных к процессу требований.
Рассмотрим содержание этих методов и возможности их применения.
2. Семь основных инструментов контроля качества
2.1 Контрольный лист
Контрольные листы (или сбор данных) – специальные бланки для сбора данных. Они облегчают процесс сбора, способствуют точности сбора данных и автоматически приводят к некоторым выводам, что очень удобно для быстрого анализа. Результаты легко преобразуются в гистограмму или диаграмму Парето. Контрольные листки могут применяться как при контроле по качественным, так и при контроле по количественным признакам. Форма контрольного листа может быть разной, в зависимости от его назначения (рис. 1).

Рис. 1 - Примеры контрольного листка
2.2 Гистограмма
Гистограмма – вид столбцовой диаграммы. Служит для обобщения цифровых данных. Может быть использована как средство графического отображения данных контрольного листа. Характер распределения полученных данных может обнаружить суть проблемы. Предназначена для коммуникации непосредственно с людьми, управляющими процессом. Гистограмма отображает зависимость частоты попадания параметров качества изделия или процесса в определенный интервал значений от этих значений.
Гистограмма строится следующим образом (рис. 2):
1. Определяем наибольшее значение показателя качества.
2. Определяем наименьшее значение показателя качества.
3. Определяем диапазон гистограммы как разницу между наибольшим и наименьшим значением.
4. Определяем число интервалов гистограммы. Часто можно пользоваться приближенной формулой:(число интервалов) = Ц (число значений показателей качества)Например, если число показателей = 50, число интервалов гистограммы = 7.
5. Определяем длину интервала гистограммы = (диапазон гистограммы) / (число интервалов).
6. Разбиваем диапазон гистограммы на интервалы.
7. Подсчитываем число попаданий результатов в каждый интервал.
8. Определяем частоту попаданий в интервал = (число попаданий)/(общее число показателей качества)
9. Строим столбчатую диаграмму.

Рис. 2 - Гистограмма потребления топлива для 100 автомобилей
2.3 Диаграмма Парето
Анализ Парето получил свое название по имени итальянского экономиста Вилфредо Парето, который показал, большая часть капитала (80%) находится в руках незначительного количества людей (20%). Парето разработал логарифмические математические модели, описывающие это неоднородное распределение, а математик М.Оа. Лоренц представил графические иллюстрации.
Правило Парето - "универсальный" принцип, который применим во множестве ситуаций, и без сомнения - в решении проблем качества. Джозеф Джуран отметил "универсальное" применение принципа Парето к любой группе причин, вызывающих то или иное последствие, причем большая часть последствий вызвана малым количеством причин. Анализ Парето ранжирует отдельные области по значимости или важности и призывает выявить и в первую очередь устранить те причины, которые вызывают наибольшее количество проблем (несоответствий).
Анализ Парето как правило иллюстрируется диаграммой Парето , на которой по оси абсцисс отложены причины возникновения проблем качества в порядке убывания вызванных ими проблем, а по оси ординат - в количественном выражении сами проблемы, причем как в численном, так и в накопленном (кумулятивном) процентном выражении.
На диаграмме отчетливо видна область принятия первоочередных мер, очерчивающая те причины, которые вызывают наибольшее количество ошибок. Таким образом, в первую очередь, предупредительные мероприятия должны быть направлены на решение проблем именно этих проблем (рис. 3).

Рис. 3 - Диаграмма Парето
2.4 Метод стратификации
В основном, стратификация - процесс сортировки данных согласно некоторым критериям или переменным, результаты которого часто показываются в виде диаграмм и графиков
Мы можем классифицировать массив данных в различные группы (или категории) с общими характеристиками, называемыми переменной стратификации. Важно установить, которые переменные будут использоваться для сортировки.
mirznanii.com
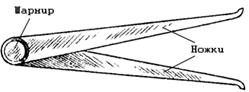
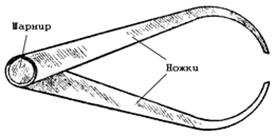 | Кронциркуль— инструмент, с помощью которого определяют наружные размеры деталей. Отсчет показаний производят по измерительной линейке с точностью около 0,5мм. Кронциркуль состоит из двух изогнутых шарнирно соединенных ножек. |
 | Линейка измерительная — инструмент, с помощью которого измеряют линейные размеры. По измерительной линейке производят отсчет показаний измерительных инструментов, таких как кронциркули, нутромеры и т. п. |
  | Линейка поверочная— инструмент, с помощью которого производят проверку прямолинейности поверхностей. |
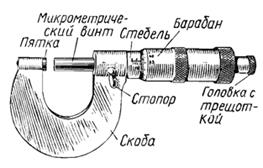 | Микрометр — инструмент, с помощью которого производят измерения с точностью до 0,01мм. Микрометрический винт состоит из стебля, барабана,иголовки.  Продольная шкала, нанесенная на стебель, разделена риской на основную и вспомогательную так, что расстояние между рисками двух шкал составляет 0,5мм. Окружность барабана разделена на 50 равных делений. Поворот барабана на одно деление дает перемещение микрометрического винта на 0,01мм. Продольная шкала, нанесенная на стебель, разделена риской на основную и вспомогательную так, что расстояние между рисками двух шкал составляет 0,5мм. Окружность барабана разделена на 50 равных делений. Поворот барабана на одно деление дает перемещение микрометрического винта на 0,01мм.  Трещотка, которой снабжена головка, позволяет передавать на микрометрический винт постоянное усилие. В случае, когда микрометрический винт упирается в пятку, торец барабана должен совместиться с нулевым делением основной продольной шкалы. Трещотка, которой снабжена головка, позволяет передавать на микрометрический винт постоянное усилие. В случае, когда микрометрический винт упирается в пятку, торец барабана должен совместиться с нулевым делением основной продольной шкалы.  При этом нулевое деление круговой шкалы на барабане должно совпадать с продольной риской основной шкалы. При этом нулевое деление круговой шкалы на барабане должно совпадать с продольной риской основной шкалы.
|
 | Нутромер — инструмент, с помощью которого определяют внутренние размеры деталей. Отсчет показаний производят по измерительной линейке с точностью около 0,5мм. |
 | Отвес — приспособление, с помощью которого проверяют вертикальность конструкций, таких как столбы, опоры, кирпичная кладка и т. п. |
 | Резьбомер— измерительный инструмент, представляющий собой набор различных резьбовых шаблонов. Резьбомер служит для измерения шага метрической резьбы, либо для дюймовой резьбы числа витков на один дюйм. |
 | Рейсмус слесарный — разметочный инструмент, которым производят пространственную разметку деталей. Рейсмус и деталь помещают на разметочной плите. Устанавливают стойку и чертилку в необходимое положение. Перемещают рейсмус вокруг детали. Чертилкой делают риски на детали на равном расстоянии от поверхности разметочной плиты. |
| Угольник слесарный — инструмент, которым проводят проверку и разметку прямых углов. Угольником проверяют перпендикулярность деталей в процессе сборки оборудования. Различают плоские угольники, угольники с «пяткой», аншлажные угольники. |
 | Угольник-центроискатель — угольник, с помощью которого находят центр цилиндрической детали. |
 | Циркуль разметочный — инструмент, с помощью которого на обрабатываемых материалах наносится разметка в виде дуг или окружностей. Требуемое расстояние между ножками циркуля фиксируют с помощью дуги и винта. |
 | Чертилка — инструмент, которым наносят разметку в виде рисок на обрабатываемых материалах. Изготавливают чертилку из инструментальной стали. Острие закаливают. |
 | |
| Штангенциркуль — инструмент, с помощью которого производят измерения, погрешность которых не превышает 0,1мм. Штангенциркуль позволяет измерить наружные и внутренние размеры, а также глубину. Штанга с миллиметровыми делениями с одной стороны заканчивается глубиномером, а с другой стороны неподвижными губками. К неподвижным губкам примыкают подвижные губки. Подвижные губки снабжены вспомогательной шкалой, называемой нониусом. С помощью нониуса возможно производить измерения, точность которых 0,1мм. Существуют конструкции штангенциркулей способных производить измерения, погрешность которых не превышает 0,05мм и 0,02мм. |
Читайте также:
©2015 megaobuchalka.ru Все права защищены авторами материалов.
Почему 3458 студентов выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы
megaobuchalka.ru
Рассмотрим, какой инструмент для электрика понадобится в электромонтажных работах в сетях питания до 1000 вольт, а также при электромонтаже бытовой электрической проводки.
Инструмент для электрика, который возможно будет нужен при производстве ремонта, либо установки электрической проводки, невозможно точно определить, однако выделим инструмент, который обычно используется при таких работах. Он постоянно должен быть у электромонтажника.
• Измерительные приборы для контроля (контрольная лампа, мультиметр).• Нож.• Пассатижи.• Бокорезы.• Гаечный ключ разводного типа, либо торцовые ключи.• Отвертки.• Фонарик.
Электрики-профессионалы могут для себя иметь и другой инструмент, который дает им возможность ускорить и сделать работу проще. Рассмотрим подробнее различный инструмент для электрика.
Первым делом электромонтер должен защитить себя от удара электрическим током. Он выключает автомат, либо другое устройство, обесточивающее электросеть. Далее электрик осуществляет контроль наличия или отсутствия электричества специальным прибором.
Самым нужным и недорогим контрольным инструментом является контрольная лампа (контролька), либо пробник. Такие измерительные приборы дают возможность определить фазу. Это нужно для подключения электрических устройств в соответствии со схемой.

Основная часть всех пробников сделана в виде отвертки. Пользоваться таким пробником для электромонтажа неудобно и даже опасно. Пластик для его изготовления применяется непрочный, при работе корпус трескается, металлический наконечник гнется.
Прибор, который выдает значительно больше информации, чем индикаторная отвертка, называется мультиметр. Он позволяет не только контролировать наличие напряжения, а также диагностировать поломки, правильность установки. Такой прибор называют по-разному: тестер, цэшка.

В торговой сети есть множество приборов такого вида, но они не очень надежны, часто ломаются, а профессиональные приборы имеют высокую стоимость. Тестер может выйти из строя, например, при измерении резистора, на участке цепи, который не отключен от питания.
Чтобы сделать выбор прибора, нужно заострить внимание на исполнение формы щупов. Они должны обладать эластичностью, прочностью на изгиб. А также, корпус прибора должен быть качественным, лучше, если на нем есть резиновый чехол. Мультиметр может измерять как переменное, так и постоянное значение напряжения, номиналы резисторов. Есть и другие опции, которые редко применяются.
Широко используемыми являются токовые клещи, которыми можно измерить протекающий электрический ток в проводе, без физического контакта с жилой проводника, не разрывая цепи.

Такой прибор является универсальной моделью. С его помощью можно произвести замер тока, а подключив к нему вспомогательные щупы – переменное и постоянное напряжение, а также сопротивление.
Для контроля качества изоляции электрической цепи удобным прибором является мегаомметр.

Этот вид прибора содержит в своей конструкции встроенную динамо-машину, которая способна создать разность потенциалов до 2500 вольт. При этом происходит измерение тока утечки, и определяется сопротивление цепи. Без него не обойтись при проведении проверки изоляции кабелей, электромоторов, если возникло подозрение на пробой их изоляции. Измерительные приборы с динамо-машиной вырабатывают высокое напряжение, которое опасно для человека. Поэтому пользоваться ими необходимо, применяя средства защиты.
Невозможно сделать монтаж электрической проводки без режущего инструмента, так как в процессе работы необходимо снимать изоляцию с проводов и кабеля, резать их на куски. Рассмотрим популярные виды режущего инструмента, применяющегося для электромонтажных работ.
Для электромонтера это необходимый инструмент. Нож может быть абсолютно любого вида, но чаще пользуются канцелярским ножом, так как у него есть возможность менять лезвие.

Таким инструментом можно легко зачистить кабель или провод, а также отрезать медную проволоку небольшого сечения.
(1) Для отрезания толстого провода канцелярский нож не подойдет. Для этого используют бокорезы (кусачки). При определенной сноровке ими также можно зачистить провода от изоляции.

(2) Универсальным инстументом любого электромонтера являются обычные плоскогубцы. Без них не обходится ни одна операция во время электромонтажа. Во время приобретения и выбора плоскогубцев нельзя забывать про маркировку на ручках. При наличии надписи «1000 V» ими допускается работать без отключения питания при производстве электромонтажных работ.
Плоскогубцами можно легко откусить небольшой провод, зачистить изоляцию, а также открутить гайку или болт при отсутствии нужного ключа. Они применяются для скручивания провода во время соединения и получения качественного контакта.
(3) Для удобства работы с кабелем применяются круглогубцы и тонкогубцы.
Особая форма губок дает возможность сделать монтаж удобнее и проще во время выполнения соединения проводов к винтовым клеммам.
(4) Если объем работы большой, то для ускорения процесса снятия изоляции применяют стрипперы.
Одним движением ручки снимается изоляция. Встроенными кусачками можно отрезать провод на определенные куски.
Кабель значительного поперечного сечения отрезают при помощи специального кабелереза. Они могут отличаться разными вариантами исполнения.

Провода можно закреплять на клеммах устройств разными методами: пружинно-прижимным, либо винтовым. Пружинно-прижимной метод появился недавно, но уже стал популярным.

Устройство пружинно-прижимного клеммника простое. На контакт давит пружина и прижимает его. Отверткой пружина отжимается, вставляется провод, отвертка убирается, и пружина фиксирует провод.
Для различных видов элементов соединения выбираются разные отвертки.

При выборе рекомендуется обратить внимание на наличие отметки на ручке «1000 В», так как часто приходится работать под напряжением. Сердечник таких отверток должен быть изолирован.
Такими ключами допускается работать только при отключенном напряжении, так как они полностью металлические, ручки не изолированы.

Чтобы не носить с собой целый набор гаечных ключей, часто берут разводной ключ, который подходит практически на любые размеры.

Некоторые болты и гайки расположены в местах, где ни один ключ, кроме торцового не подойдет.

Некоторые электромонтажные операции состоят из опрессовки наконечников на проводах. Наконечники применяются для стыкования проводов из разных металлов, надежного подключения кабеля, либо толстого провода. Такие наконечники крепятся путем опрессовки. Для этого применяются разные инструменты (прессы).

В бытовых условиях не часто есть возможность приобрести такую обжимку. Простые наконечники можно обжать плоскогубцами. Мощные наконечники обжимают молотком и зубилом. Удар зубила нужно направлять в центр наконечника, вминая его внутрь.
Наиболее популярным видом соединения проводов является пайка. Провод нагревают до момента плавления припоя, и наносят покрытие материалом припоя с применением флюса.
Такой процесс проводится электропаяльниками разной мощности, паяльными станциями, либо в печах. Инструмент для пайки выбирают с учетом размера деталей. В основном пользуются обычным паяльником на 60 ватт.

Мелкую пайку выполняют слабым паяльником до 25 ватт. Для сложных работ, требующих большой точности, применяют паяльные станции.
В печах производится пайка толстых шин, а также лужение заготовок.
Электромонтеры в основном работают при выключенном электричестве, в темных местах. Поэтому наиболее важным дополнительным инструментом электрика являются различные фонари, работающие от аккумуляторов или батареек.

Удобно применять фонари, которые крепятся с помощью резинки на голове. Они не занимают руки и хорошо освещают место.
При выполнении монтажных работ по электрике часто необходимо закреплять розетки, выключатели, коробки и т.д. Для этого применяют электродрели, болгарки, перфораторы, штроборезы и другие устройства.
Набор различных инструментов электромонтера может сильно различаться по своему содержанию. Это зависит от уровня сложности его работы. При выборе и приобретении составных элементов набора не нужно останавливаться на дешевых покупках, так как такие инструменты и устройства проработают недолго, и скоро вам придется снова покупать другие.
Но и покупать слишком дорогие специализированные образцы также не стоит, так как многие их функции могут вами не использоваться. Нет необходимости в покупке спецодежды, перчаток и специальной обуви. Обувь можно использовать любую с резиновой подошвой. В одежде не должно быть металлических частей.
Главным принципом работы электрика является его внимательность и осторожность, которые не влияют на количество инструмента и его стоимость.
Похожие темы: Комментарии:
electrosam.ru






