Ответ ;В машиностроении широко используют так называемый альтернативный метод контроля годности изделий. Он позволяет разделить продукцию на годную и дефектную. При этом действительные значения проверяемого параметра не определяются, а устанавливается факт его соответствия нормативу. При альтернативной проверке геометрических параметров изделий наиболее часто применяют калибры.
Калибрами называют бесшкальные измерительные инструменты для проверки линейных размеров, углов, формы и взаимного расположения поверхностей. Различают несколько видов калибров.
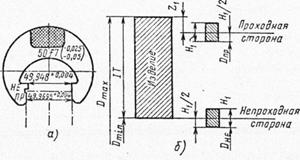
Рис. 1. Гладкая калибр-скоба (а) и поле ее допусков (б)
Гладкие калибры-скобы (рис. 1) служат для контроля длин и диаметров наружных поверхностей. Они могут быть односторонними и двусторонними, од-нопредельными и двухпредельными. Од-нопредельные калибры-скобы делают или проходными, или непроходными. Длй контроле размеров 8-го квалитета точности (и менее точных) применяют калибры-скобы со сменными губками. Для контроля более точных изделий (до 6-го квалитета) рабочие поверхности калибров оснащают твердым сплавом. В мелкосерийном и единичном производстве калибры-скобы делают из листа, в крупносерийном и массовом — из поковок и отливок.
Гладкие калибры-пробки (рис. 2) служат для контроля отверстий. Конструктивно они выполнены в виде ручки и рабочей части. Рабочая часть может быть сделана заодно с ручкой или в виде вставок и насадок. У калибров-пробок, предназначенных для контроля точных отверстий (6—12-й квалитеты), вставки делают из твердого сплава. Калибры-пробки бывают односторонними и двусторонними. Односторонние делают проходными или непроходными.
Гладкие калибры позволяют контролировать линейные размеры от 0,1 до 3150 мм. С увеличением размеров погрешность контроля возрастает в связи с ростом упругих деформаций калибров.
У гладких калибров-пробок проходная сторона (ПР) имеет наименьший предельный размер (т. е. должна проходить в отверстие), а непроходная (НЕ) — имеет наибольший предельный размер (т. е. не должна проходить в отверстие). У гладких калибров-скоб проходная сторона (ПР) имеет наибольший предельный размер, а непроходная (НЕ) — наименьший. По назначению калибры делятся на рабочие (Р), предназначенные для проверки деталей рабочими и контролерами ОТК, приемные (П) —для контроля деталей представителями заказчика, контрольные (К) — для проверки рабочих и приемных калибров в процессе их изготовления и эксплуатации и контркалибры (К—И) —для контроля износа рабочих калибров.

Рис. 2. Гладкая калибр-пробка (а) и поле ее допусков (б)
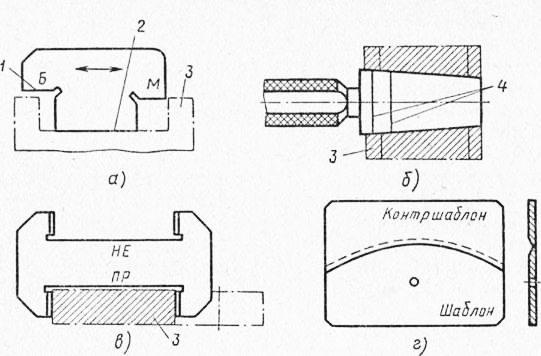
Рис. 3. Виды калибров: 1 — измерительная плоскость, 2 — направляющая плоскость, 3 — изделие, 4 — риски
На калибрах маркируют их вид, проходную и непроходную стороны, контролируемый номинальный размер, обозначение проверяемого поля допуска, товарный знак завода-изготовителя.
Калибры для контроля размеров по высоте и глубине разнообразны как по конструкции, так и по принципу действия. Наиболее часто применяют калибры, работающие по методу «световой щели». Предельные стороны этих калибров обозначают буквами Б (большая) и М (меньшая).
Конусные калибры предназначены для контроля гладких конических поверхностей. Наиболее часто ими контролируют конические хвостовики инструментов (калибры-втулки) и конические отверстия для их крепления (калибры-пробки). Предельные положения калибров относительно контролируемой поверхности определяют по двум рискам, нанесенным на калибре. Обычно такие калибры применяют в комплекте, состоящем из калибра-пробки, калибра-втулки и контркалибра-пробки. Последний предназначен для того, чтобы можно было припасовать калибр-втулку к калибру-пробке по краске.
Калибры для проверки формы и взаимного расположения поверхностей отличаются большим разнообразием конструкций. Ими можно контролировать параллельность плоскостей, соосность отверстий, симметричность пазов, параллельность плоскости и оси отверстия, шлицевые валы и втулки и т. д.
Резьбовые калибры служат для комплексного контроля резьбы. Наружную резьбу контролируют калибром-кольцом, а внутреннюю — калибром-пробкой. Резьбовые калибры изготовляют и применяют комплектами, в состав которых кроме резьбового калибра входят контрольные проходные и непроходные калибры. Наряду с нерегулируемыми калибрами применяют и регулируемые. Последние настраивают по установочным резьбовым калибрам, которые в этом случае также входят в комплект.
Профильными шаблонами называют плоские калибры для контроля профиля фасонных поверхностей изделия. Контроль таким шаблоном производят методом «световой щели». Точность изготовления самого профильного шаблона и его износ проверяют контршаблонами. Калибры изготовляют из конструкционных, инструментальных и инструментальных легированных сталей. Оснащение рабочей части калибра твердым сплавом ВК8 в несколько десятков раз повышает его стойкость по сравнению с калибром из углеродистой инструментальной стали.
Огнетушители .виды .принцип действия .примечание
ответ ; Огнетуши́тель — переносное или передвижное устройство для тушения очагов пожара за счет выпуска запасенного огнетушащего вещества[1]. Ручной огнетушитель обычно представляет собой цилиндрический баллон красного цвета с соплом или трубкой. При введении огнетушителя в действие из его сопла под большим давлением начинает выходить вещество, способное потушить огонь. Таким веществом может быть пена, вода, какое-либо химическое соединение в виде порошка, а также диоксид углерода, азот и другие химически инертные газы. Огнетушители в России должны находиться во всех производственных помещениях
mykonspekts.ru
 Типы калибров и область их применения
Типы калибров и область их применения Категория:
Токарное дело
Типы калибров и область их применения В машиностроении широко используют так называемый альтернативный метод контроля годности изделий. Он позволяет разделить продукцию на годную и дефектную. При этом действительные значения проверяемого параметра не определяются, а устанавливается факт его соответствия нормативу. При альтернативной проверке геометрических параметров изделий наиболее часто применяют калибры.
Калибрами называют бесшкальные измерительные инструменты для проверки линейных размеров, углов, формы и взаимного расположения поверхностей. Различают несколько видов калибров.
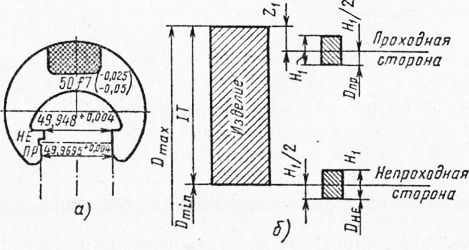
Рис. 1. Гладкая калибр-скоба (а) и поле ее допусков (б)
Гладкие калибры-скобы (рис. 1) служат для контроля длин и диаметров наружных поверхностей. Они могут быть односторонними и двусторонними, од-нопредельными и двухпредельными. Од-нопредельные калибры-скобы делают или проходными, или непроходными. Длй контроле размеров 8-го квалитета точности (и менее точных) применяют калибры-скобы со сменными губками. Для контроля более точных изделий (до 6-го квалитета) рабочие поверхности калибров оснащают твердым сплавом. В мелкосерийном и единичном производстве калибры-скобы делают из листа, в крупносерийном и массовом — из поковок и отливок.
Гладкие калибры-пробки (рис. 2) служат для контроля отверстий. Конструктивно они выполнены в виде ручки и рабочей части. Рабочая часть может быть сделана заодно с ручкой или в виде вставок и насадок. У калибров-пробок, предназначенных для контроля точных отверстий (6—12-й квалитеты), вставки делают из твердого сплава. Калибры-пробки бывают односторонними и двусторонними. Односторонние делают проходными или непроходными.
Гладкие калибры позволяют контролировать линейные размеры от 0,1 до 3150 мм. С увеличением размеров погрешность контроля возрастает в связи с ростом упругих деформаций калибров.
У гладких калибров-пробок проходная сторона (ПР) имеет наименьший предельный размер (т. е. должна проходить в отверстие), а непроходная (НЕ) — имеет наибольший предельный размер (т. е. не должна проходить в отверстие). У гладких калибров-скоб проходная сторона (ПР) имеет наибольший предельный размер, а непроходная (НЕ) — наименьший. По назначению калибры делятся на рабочие (Р), предназначенные для проверки деталей рабочими и контролерами ОТК, приемные (П) —для контроля деталей представителями заказчика, контрольные (К) — для проверки рабочих и приемных калибров в процессе их изготовления и эксплуатации и контркалибры (К—И) —для контроля износа рабочих калибров.
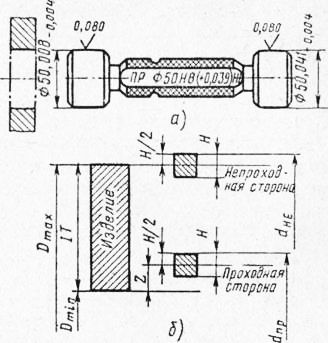
Рис. 2. Гладкая калибр-пробка (а) и поле ее допусков (б)
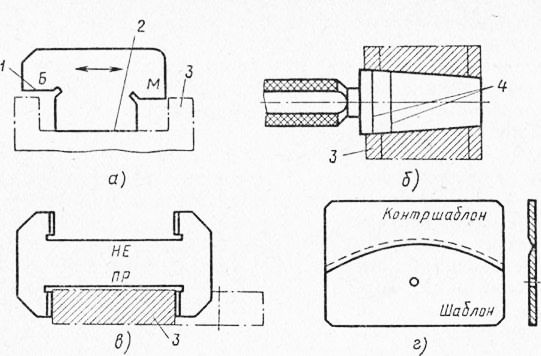
Рис. 3. Виды калибров: 1 — измерительная плоскость, 2 — направляющая плоскость, 3 — изделие, 4 — риски
На калибрах маркируют их вид, проходную и непроходную стороны, контролируемый номинальный размер, обозначение проверяемого поля допуска, товарный знак завода-изготовителя.
Калибры для контроля размеров по высоте и глубине разнообразны как по конструкции, так и по принципу действия. Наиболее часто применяют калибры, работающие по методу «световой щели». Предельные стороны этих калибров обозначают буквами Б (большая) и М (меньшая).
Конусные калибры предназначены для контроля гладких конических поверхностей. Наиболее часто ими контролируют конические хвостовики инструментов (калибры-втулки) и конические отверстия для их крепления (калибры-пробки). Предельные положения калибров относительно контролируемой поверхности определяют по двум рискам, нанесенным на калибре. Обычно такие калибры применяют в комплекте, состоящем из калибра-пробки, калибра-втулки и контркалибра-пробки. Последний предназначен для того, чтобы можно было припасовать калибр-втулку к калибру-пробке по краске.
Калибры для проверки формы и взаимного расположения поверхностей отличаются большим разнообразием конструкций. Ими можно контролировать параллельность плоскостей, соосность отверстий, симметричность пазов, параллельность плоскости и оси отверстия, шлицевые валы и втулки и т. д.
Резьбовые калибры служат для комплексного контроля резьбы. Наружную резьбу контролируют калибром-кольцом, а внутреннюю — калибром-пробкой. Резьбовые калибры изготовляют и применяют комплектами, в состав которых кроме резьбового калибра входят контрольные проходные и непроходные калибры. Наряду с нерегулируемыми калибрами применяют и регулируемые. Последние настраивают по установочным резьбовым калибрам, которые в этом случае также входят в комплект.
Профильными шаблонами называют плоские калибры для контроля профиля фасонных поверхностей изделия. Контроль таким шаблоном производят методом «световой щели». Точность изготовления самого профильного шаблона и его износ проверяют контршаблонами. Калибры изготовляют из конструкционных, инструментальных и инструментальных легированных сталей. Оснащение рабочей части калибра твердым сплавом ВК8 в несколько десятков раз повышает его стойкость по сравнению с калибром из углеродистой инструментальной стали.
pereosnastka.ru
Калибры – это бесшкальные инструменты, предназначенные для контроля годности деталей. Они применяются главным образом в условиях крупносерийного и массового производств, где на каждом рабочем месте в течение длительного времени выполняются одни и те же технологические операции. В этих условиях важно знать не действительный размер детали после каждой операции (каждый станок предварительно настраивается на получение заданного размера), а находится ли заданный размер детали на выполняемой операции в пределах поля допуска, т. е. является ли деталь годной. Калибрами проверяется годность деталей с допусками отIT6 доIT17. Калибрами проверяют годность гладких цилиндрических, конусных, резьбовых и шлицевых деталей.
Калибры для контроля размеров отверстий называются калибрами –пробками, а для контроля валов –калибрами – скобами. В комплект входят два предельных калибра: проходного ПР и непроходного НЕ. Проходным калибром проверяют предельный размер детали (втулки или вала), соответствующий максимуму материала проверяемого объекта. Непроходным калибром проверяют предельный размер, соответствующий минимуму материала контролируемого объекта. Схема контроля валов и втулок калибрами приведена на рисунок 3.18.
Н







 оминальный размер детали
оминальный размер детали



























































































Н












![]()









 Е
Е












П

 Р НЕ
Р НЕ
П


 Р
Р
Рисунок 3.18. Схема контроля гладких цилиндрических деталей
калибрами
Номинальным размером проходного калибра – пробки является наименьший размер отверстия, а для калибра – скобы наибольший размер вала.Номинальным размеромнепроходного калибра – пробки является наибольший размер отверстия, а непроходного калибра – скобы наименьший размер вала. В процессе контроля деталь считается годной, если проходной калибр (ПР) под действием силы тяжести или силы, примерно равной, ей проходит, а непроходной калибр не проходит по контролируемой поверхности детали. Если при контроле окажется, что проходной калибр не проходит, то деталь является бракованной, но это брак исправимый. Если по контролируемой поверхности детали проходит непроходной калибр, то брак неисправимый. В первом случае есть слой металла, снятием которого можно достичь требуемого размера, во втором случае – такого слоя металла нет и получить размер в пределах заданного уже невозможно. Таким образом, калибры являются контрольными инструментами, которые предназначены не для определения числового значения размера, а определения находится ли заданный размер в пределах поля допуска этого размера.
В настоящее время применяются в производстве один тип калибров – рабочие калибры (ПР и НЕ). Они предназначены для контроля размеров деталей в процессе их изготовления. Ими пользуются рабочие, занимающиеся изготовлением деталей и контролеры ОТК завода – изготовителя. Причем приемщики ОТК используют частично изношенные рабочие калибры проходные (ПР) и новые калибры непроходные (НЕ).
Раньше в системе ГОСТ существовали приемные калибры (проходной П–ПР и непроходной П – НЕ). В системах ISOи СЭВ таких калибров нет. Они могут быть введены отраслевыми стандартами. Приемные калибры специально не изготавливаются. Ими могут быть изношенные (до определенного уровня) рабочие проходные калибры и новые рабочие непроходные. Это позволяет избежать браковки деталей калибрами контролера.
Для установки регулируемых калибров – скоб и и контроля нерегулируемых калибров – скоб применяют контрольные калибры. Контрольные калибры К – И являются непроходными и служат для изъятия из эксплуатации изношенных проходных рабочих скоб.
Несмотря на малую величину допуска контрольных калибров, они искажают установленные допуски на изготовление и износ рабочих калибров, поэтому контрольные калибры по возможности применять не следует. Вместо контрольных калибров целесообразнее применять концевые меры длины (особенно в мелкосерийном производстве) или использовать универсальные измерительные приборы. Валы и отверстия с допуском IТ5 и выше калибрами контролировать не рекомендуется, так как поля допусков изготавливаемой и детали и калибра при этом соизмеримы, что вносит существенную погрешность в процесс контроля. Детали с такими допусками следует проверять универсальными измерительными средствами. Аналогичным образом поступают и с деталями 6-го и 7-го квалитетов, когда необходимо знать их точность в разных сечениях, а также когда предъявляются высокие требования к точности формы деталей.
Для повышения износостойкости, а значит и долговечности, калибры – пробки и калибры – скобы изготавливают из твердосплавных материалов. По сравнению со стальными калибрами износостойкость твердосплавных повы- шается в 50 – 150 раз, а по сравнению с хромированными в 25 – 40 раз. При этом стоимость калибров возрастает в 3 – 5 раз. Калибры должны иметь высокую жесткость при малой их массе. Особенно существенно это требование к калибрам – скобам больших размеров.
Калибры – скобы двух вариантов: односторонние двухпредельные (см. рисунок 3.18) и регулируемые скобы. Наиболее широкое применение в машиностроении нашли односторонние двухпредельные скобы, поскольку они имею более высокую жесткость и позволяют контролировать валы с высокой точностью. Регулируемые скобы позволяют компенсировать износ калибров и использовать одну и ту же скобу для контроля нескольких размеров валов. Однако, наличие механизма регулирования в скобе снижает ее жесткость, поэтому точность измерения такими скобами невысока. В связи с этим, регулируемые скобы, чаще всего, применяют для контроля валов 8-го и более грубых квалитетов.
При конструировании предельных калибров для контроля гладких цилиндрических, резьбовых и других деталей используется принцип подобия(принцип Тейлора). Сущность этого принципа заключается в следующем. Проходные калибры по своей форме должны являться прототипом сопрягаемой детали (для валов иметь форму колец) с длиной, равной длине соединения, и контролировать размеры по всей длине соединения с учетом возможных погрешностей формы деталей. Непроходные калибры должны иметь минимальную измерительную длину и контакт, приближающийся к точечному, что позволяет контролировать только собственно размер детали.
Предельные калибры дают возможность контролировать одновременно все связанные размеры и отклонения формы детали и проверять, находятся ли отклонения размеров и формы поверхностей деталей в поле допуска. По этим результатам и дают заключение о годности детали.
Основные типы калибров – пробок для контроля отверстий приведены на рисунок 3.19.



















































































































































































а










1





































 : 50
: 50
б
























































 ►
►

 в
в
Рисунок 3.19. Основные типы калибров – пробок для контроля отверстий
studfiles.net









