
В процессе статистического регулирования технологического процесса периодически проверяют небольшое количество изготовляемой продукции на конкретной операции, рассчитывают статистический параметр качества и сопоставляют его с номинальным значением, что дает возможность своевременно сигнализировать об отклонении и тем самым предупреждать возникновение дефектов и брака, обеспечивая заданный уровень качества продукции. Для реализации процесса статистического регулирования по одному показателю качества используют контрольные карты Шухарта. В верхней части карты отмечаются точками значения средних арифметических показателей качества х. Здесь нанесены четыре границы: две внешние, ограничивающие поле допуска – Тв (верхний технический допуск) и Тн (нижний технический допуск), за пределами которых находится зона брака, и две внутренние – Рв (верхний предупредительный допуск) и Рн (нижний предупредительный допуск), между которыми находится номинальный размер контролируемого параметра Рном.
Предупредительные границы Рв и Рн устанавливаются таким образом, чтобы выход тех или иных значений за предел этих границ под влиянием погрешностей, нарушающих нормальный ход процесса, еще не означал появления брака, а лишь сигнализировал о возможности его возникновения, если эти погрешности не будут немедленно устранены.
Технологический процесс протекает удовлетворительно, если средние арифметические значения х выборок не выходят за границы регулирования Рв и Рн, а размахи R не выходят за свою границу Тв.R. В этом случае вся партия, произведенная между текущей выборкой и предыдущей выборкой, считается годной и убирается с рабочего места. Если же в выборке обнаружен брак или статистический анализ показывает на возможность его появления при данном состоянии технологического процесса, вся накопившаяся у станка за последний период времени продукция подлежит разбраковке, а станок останавливается для переналадки.
| |
Контрольная карта У. Шухарта
«Семь новых инструментов управления качеством» преимущественно работают с логическими и ассоциативными связями, систематизацией факторов и направлений решения проблем. Это диаграммы сродства и связей, диаграммы древовидная, матричная, стрелочная и диаграмма процесса осуществления программы.
Диаграмма сродства - инструмент, позволяющий выявлять основные нарушения процесса путем обобщения и анализа близких устных данных.
Диаграмма связей - инструмент, позволяющий выявлять логические связи между основной идеей, проблемой и различными факторами влияния.
Диаграмма дерева - инструмент стимулирования процесса творческого мышления, способствующий систематическому поиску наиболее подходящих и эффективных средств решения проблем.
Матричная диаграмма - инструмент, позволяющий выявлять важность различных неочевидных (скрытых) связей. Обычно используются двумерные матрицы в виде таблиц со строками и столбцами a1, a2,., b1, b2. - компоненты исследуемых объектов.
Матрица приоритетов - инструмент, для обработки большого количества числовых данных, полученных при построении матричных диаграмм, с целью выявления приоритетных данных. Этот анализ часто рассматривается как факультативный.
Блок-схема процесса принятия решения - это инструмент, который помогает запустить механизм непрерывного планирования. Его использование способствует уменьшению риска практически в любом деле. Планирует каждый мыслимый случай, который может произойти, перемещаясь от утверждения проблемы до возможных решений.
Стрелочная диаграмма - инструмент, позволяющий планировать оптимальные сроки выполнения всех необходимых работ для реализации поставленной цели и эффективно их контролировать.
Система TQM. Цели, принципы и функции системы
Принятая аббревиатура термина – TQM (Total Quality Management).
Всеобщее управление качеством – это подход к управлению организацией, нацеленный на качество, который основывается на участии всех ее членов (персонала во всех подразделениях и на всех уровнях организационной структуры) и направлен на достижение как долгосрочного успеха путем удовлетворения требований потребителя, так и выгоды для членов организации и общества.
TQM преследует следующие цели:
ориентация организации на удовлетворение текущих и потенциальных запросов потребителей;
возведение качества в ранг цели предпринимательства;
оптимальное использование всех ресурсов организации.
Основные принципы TQM:
Важнейшим из принципов TQM является активное, сознательное, творческое участие всего персонала организации в улучшении качества.
«Если управление не готово дать служащим самим контролировать свою деятельность, свободу принимать важные решения и нести за них ответственность – навсегда, положите эту идею (TQM) обратно на полку. Участие служащих – это дело долговременное, предполагающее новый подход к работе, фундаментальное преобразование корпоративной культуры. Обученные, наделенные полномочиями, получившие признание за свои достижения служащие смотрят на свою работу и на свои компании под другим углом. Они больше не тянут время, не делают, что им скажут, и не считают минуты до наступления выходных. Они «владеют» компанией, в том смысле, что чувствуют личную ответственность за ее работу»
Принцип целенаправленности определяет необходимость иметь четкую цель в области качества.
Принцип системности определяет системный подход к обеспечению качества.
Принцип комплексности в управлении качеством имеет особое значение, поскольку сегодня решить проблему обеспечения качества можно лишь, уделяя внимание всем аспектам, от которых оно зависит.
Принцип непрерывности управления качеством на предприятии означает постоянный и непрекращающийся процесс в виде спирали. Только принцип непрерывного совершенствования позволяет фирме отстаивать на рынках сбыта свои позиции в борьбе с конкурентами.
Концепция Шесть сигм.
Шесть сигм — статистическая концепция, на основе которой процесс измеряется в параметрах брака: при высшем уровне в шесть сигм число дефектов составляет 3,4 на миллион возможных. Основная идея управления на основе метода «Шесть сигм» заключается в том, что если возможно измерять число дефектов в процессе, то возможно и определять способы, позволяющие их устранить, а значит, выйти на уровень качества с практически нулевым браком. Если изложить сущность метода «Шесть сигм» предельно кратко, то его можно трактовать следующим образом.
Шесть сигм это:
статистическая основа для измерений: 3,4 дефекта на миллион возможных;
философия и цель: быть настолько совершенным, насколько это практически возможно;
методология;
символ качества.
Статистические методы имеют ряд преимуществ перед другими методами:
Являются профилактическими.
Позволяют во многих случаях обоснованно перейти к выборочному контролю и тем самым снизить трудоемкость контрольных операций.
Создают условия для наглядного изображения динамики изменения качества продукции и настроенности процесса производства, что позволяет своевременно принимать меры к предупреждению брака не только контролерам, но и работникам цеха – рабочим, бригадирам, технологам, наладчикам, мастерам.
Роль системы управления качеством в «Тощем производстве».
При синхронных с производством поставках все 100% деталей, поступающих на конвейер, должны быть высокого качества. Входной контроль качества затрудняет потоки, не возможны возврат и замена дефектных деталей и материалов. Поэтому функция контроля качества передается поставщику, но стандарты определяются потребителем. Часто применяется «аудит качество»: специалисты по качеству фирмы-заказчика время от времени осуществляют контроль качества у поставщика.

Некоторые фирмы – конечные производители привлекают своих поставщиков к процессу планирования выпуска новой продукции – своеобразная превентивная мера по обеспечению качества.
По ходу производства детали последовательно подвергаются автоматизированному, осуществляемому с помощью компьютеров контролю.
Производственные рабочие сами контролируют результаты своего труда и передают дальше лишь качественные изделия («обеспечение качества через самоконтроль»). Это позволяет отказаться от специального контроля качества на выходе продукции («экономия персонала и времени»). Брак может быть сразу выявлен и по возможности исправлен. Проблема решается также путем создания «кружков качества».
Под постоянным контролем находятся износ оборудования, отклонения в качестве производственных материалов, организация рабочего места и т.д.
(«обеспечение качества через контроль процессов»).
Подход «Шесть сигм в повышении качества продукции.
Для нормального распределения, представленного на рисунке связь между заданным диапазоном отклонения, параметром и частотой попадания или непопадания в заданный диапазон приведена в таблице.

Нормальное распределение параметра П
Таблица
| Заданный диапазон | Частота попадания параметра П в диапазон, % | Частота попадания параметра П за пределы диапазона, % |
| µ ± σ µ ± 2σ µ ± 3σ µ ± 4σ | 68,26 95,44 99,73 99,994 | 31,74 4,56 0,27 0,0006 |
В ней величина µ = П0 является среднеорифметическим значением параметра процесса, а σ – среднее квадратичное отклонение
Отклонение есть мера "вариации" или непостоянства в группе или процессе. Например, если сегодня купленный вами гамбургер был горячим и вкусным, а завтра окажется едва теплым — это вариация. Когда вы покупаете три рубашки одного размера, но одна из них оказывается меньше, речь тоже идет о вариации. Таких примеров можно привести бесконечно много, так как в мире нет ничего неизменного; вариации — это неотъемлемая часть нашей с вами жизни.
Пример. Предположим, что вы возглавляете бизнес по доставке пиццы в соседние офисы. Вы делаете очень хорошую пиццу и у вас много потребителей. Согласно контракту с вашими потребителями, свежая и горячая пицца будет доставляться между 11.45 и 12.15. Это позволяет клиентам вовремя получать свои заказы для ланча (таково их «требование»). Вы также договорились, что если пицца привозится до 11.45 или после 12.15 («дефект»), то вы делаете 50%-ную скидку на следующий заказ. Поскольку вы и остальной персонал фирмы получаете за своевременную доставку пиццы премию, вы все очень заинтересованы доставлять ее в течение данного получасового «окна» (как того хотят клиенты).
Вот какую роль в качестве показателя этого простого процесса может играть величина «сигма». Если вы доставляете вовремя только примерно 68% вашей пиццы, ваш процесс находится лишь па уровне двух сигм. Если вы доставляете вовремя 93%, что уже неплохо, вы работаете только на уровне качества трех сигм. Если вы доставляете в срок 99,4% всей пиццы, вы работаете на уровне четырех сигм.
Чтобы работать на уровне шести сигм, вы должны доставлять пиццу вовремя в 99,9997% случаях. Это практически идеально. Фактически, из каждого миллиона изготовленных пицц, только три или четыре доходят до потребителя с опозданием.
General Electric сообщила, что в 1999 году oнa получила дополнительный доход за счет применения концепции «шесть сигм», превышающий два миллиарда долларов!
Параметр «сигма» был разработан, чтобы помочь:
1. Сфокусировать показатели деятельности на потребителях, которые платят деньги. Многие обычно используемые компаниями показатели, например рабочее время, затраты, объем продаж, не имеют отношения к тому, чем действительно озабочен покупатель.
2. Создать единый метод для измерения и сравнения различных процессов. Используя шкалу сигм, мы можем оценивать и сравнивать производительность совершенно разных процессов — скажем, выпечки и доставки пиццы.
Чтобы научиться подсчитывать уровень сигм или понимать его значение, нужно в первую очередь разобраться, чего ожидают ваши потребители. На языке шести сигм требования и ожидания потребителя называются (и считаются) критичными для качества.

Шесть сигм — ЭТО:
1. Статистический показатель качества процесса или продукта. 2. Цель в области совершенствования деятельности, которая стремится к совершенству. 3. Система менеджмента, направленная на достижение устойчивого лидерства в бизнесе и на производство товаров мирового уровня качества.
Но настоящая суть концепции «шесть сигм» находится за пределами статистики Шесть сигм — это полное согласие менеджмента, это философия совершенства, акцепт на потребителя и на совершенствование процессов, готовность принимать решения на основе данных (а не интуиции). Концепция «шесть сигм» направлена па совершенствование каждой области деятельности с целью как можно лучшего удовлетворения меняющихся нужд потребителей, рынка и технологий с выгодой для сотрудников, клиентов и акционеров.
Формулы:
Среднее арифметическое:

Дисперсия:

Среднее квадратическое отклонение:
Коэффициент вариациихарактеризует относительную меру отклонения измеренных значений отсреднеарифметического:

Чем больше значение коэффициента вариации, тем относительно больший разброс и меньшая выравненность исследуемых значений. Если коэффициент вариации меньше 10%, то изменчивость вариационного ряда принято считать незначительной, от 10% до 20% относится к средней, больше 20% и меньше 33% к значительной
Статистическое регулирование качества процесса
Статистический приемочный контроль изделий используется как выборочный метод при приемке больших партий продукции, сырья, материалов, полуфабрикатов.
Статистические методы имеют ряд преимуществ перед другими методами:
Являются профилактическими.
Снижают трудоемкость контрольных операций.
Позволяет своевременно принимать меры к предупреждению брака.
Статистическое регулирование качества результата процесса обеспечивается путем воздействия непосредственно на процесс.
Заданные требования могут быть отражены в технической документации на процесс. Требования к диапазону допустимых значений результирующего параметра процесса назовем требованием к процессу и обозначим данный диапазон буквой Т.
На рисунке представлена базовая концепция. Введем характеристику, определяющую возможности процесса и его статического регулирования. Назовем ее индексом возможностей процесса, который определяется по формуле:
Т
Iв = ----,
В
где Iв - индекс возможности процесса;
Т – требования к процессу;
В – возможности процесса.

Базовая концепция. Процесс возможен.
Как следует из рисунка, Iв > 1 процесс возможен. Далее представлены ситуации, когда процесс на грани возможного (при Iв = 1) и когда процесс невозможен ( при Iв < 1).

Процесс невозможен

Процесс на грани возможного.
Очевидно, чем больше величина индекса возможности процесса, тем выше уровень его качества и более эффективно статистическое регулирование такого процесса.
Контрольные карты У. Шухарта
В процессе статистического регулирования технологического процесса периодически проверяют небольшое количество изготовляемой продукции на конкретной операции, рассчитывают статистический параметр качества и сопоставляют его с номинальным значением, что дает возможность своевременно сигнализировать об отклонении и тем самым предупреждать возникновение дефектов и брака, обеспечивая заданный уровень качества продукции. Для реализации процесса статистического регулирования по одному показателю качества используют контрольные карты Шухарта. В верхней части карты отмечаются точками значения средних арифметических показателей качества х. Здесь нанесены четыре границы: две внешние, ограничивающие поле допуска – Тв (верхний технический допуск) и Тн (нижний технический допуск), за пределами которых находится зона брака, и две внутренние – Рв (верхний предупредительный допуск) и Рн (нижний предупредительный допуск), между которыми находится номинальный размер контролируемого параметра Рном.
Предупредительные границы Рв и Рн устанавливаются таким образом, чтобы выход тех или иных значений за предел этих границ под влиянием погрешностей, нарушающих нормальный ход процесса, еще не означал появления брака, а лишь сигнализировал о возможности его возникновения, если эти погрешности не будут немедленно устранены.
Технологический процесс протекает удовлетворительно, если средние арифметические значения х выборок не выходят за границы регулирования Рв и Рн, а размахи R не выходят за свою границу Тв.R. В этом случае вся партия, произведенная между текущей выборкой и предыдущей выборкой, считается годной и убирается с рабочего места. Если же в выборке обнаружен брак или статистический анализ показывает на возможность его появления при данном состоянии технологического процесса, вся накопившаяся у станка за последний период времени продукция подлежит разбраковке, а станок останавливается для переналадки.
studfiles.net
САНКТ – ПЕТЕРБУРГСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
ЭКОНОМИЧЕСКИЙ ФАКУЛЬТЕТ
Кафедра экономики и управления на предприятии
Контрольные карты Шухарта в системе управления качеством
Курсовая работа
студентки 2 курса группы ЭУП - 22
дневного отделения
специальности 080502 - «Экономика и управление на предприятии»
Научный руководитель:
г. Санкт - Петербург
2009г.
Оглавление:
Введение
Глава 1. Понятие системы управления качеством
Глава 2. Значение статистических методов в управлении качеством
Глава 2.1. Контрольные карты Шухарта, как метод статистического контроля и управления качеством
Глава 3. Построение контрольных карт Шухарта
Заключение
Литература
Приложение 1
Приложение 2
Введение
Пик развития управления качеством пришелся на 1980-1990 года, когда широко внедрялась система управления качеством. В начале своего развития, концепция помогла многим компаниям пересмотреть процесс производства продукции и избежать многомиллионных затрат, связанных с изготовлением бракованной продукции.
Параллельно уменьшению числа дефектов и улучшению качества продукции компании стали проявлять большее внимание к потребителям и их желаниям. Ведь, как известно, привлечение нового клиента может обойтись в 6 раз дороже компании, нежели удержание уже имеющегося.
На ранних стадиях своего становления, управление качеством не сильно отличалось от тщательного администрирования или диспетчеризации, но шло время, развивалась теория и расширялась практика применения концепции. Сейчас, не только промышленные, но и сервисные компании практикуют качественный подход и используют современные средства контроля качества; как правило, это автоматизированные системы (ERP, MRP, АСУ ТП), имеющие в своем арсенале приложения для построения диаграмм, карт, учета числа дефектов или же просто удобную организацию данных о клиентах (CRM).
Целью данной работы является систематизация знаний в области менеджмента качества. Это и обусловило структуру курсовой работы, для рассмотрения исторических аспектов развития концепции отведена первая глава; описанию значения статистических методов - вторая глава; и построение контрольных карт, на примере случайной выборки некоторого процесса – в третьей. Рассмотрение контрольных карт Шухарта, а не других, более поздних разработок, объясняется, прежде всего, тем, что работы Шухарта, дали толчок развитию концепции в этом направлении. И для более глубокого понимания всего менеджмента качеством, необходимо обладать знаниями о появлении значимых открытий.
Глава 1. Понятие системы управления качеством
Управление качеством имеет множество определений, в зависимости от позиции, занимаемой автором. Некоторые выделяют особую роль человеческого фактора, другие – важность системного подхода и количественных измерений, третьи подчеркивают эволюцию школ менеджмента.
Итак, управление качеством, представляет собой, в широком смысле, такое управление предприятием, которое позволяет наиболее полно удовлетворять потребности клиентов и предвосхитить их ожидания. Возникают, закономерные, на мой взгляд, вопросы: во-первых, за счет чего осуществляется их удовлетворение, во-вторых, чем подход управления качеством в этом плане отличается от обычного процесса планирования и производства продукции?
Отвечая на вопрос об удовлетворении потребителей, можно сказать, что менеджмент качества за главное условие принимает отношение потребителя к качеству получаемой продукции. В таком случае, качество продукции становится наиболее значимым для потребителя показателем и как следствие, основным конкурентным преимуществом.
Второй вопрос касается отличий обычного производства, от такого, где применяются принципы качества. Интересна позиция, японских авторов, относящих процесс управления качеством продукции к особой философии предприятия, новому взгляду на производство и неразрывно связанной с концепцией непрерывного совершенствования. Помимо такого, немного идеализированного отношения, можно показать и другое отличие; обычный процесс производства предусматривает ряд мероприятий, направленных на выявление и удовлетворение потребностей потребителей, о чем также говорится в определении управления качеством. Однако качественный подход подчеркивает неотъемлемую важность изготовления качественной продукции, на всех этапах производства, начиная от разработки товара и заканчивая своевременными поставками потребителю. Такой подход диктует приоритетную задачу, стоящую перед предприятием - изготовление качественной продукции от цикла к циклу, что, несомненно, гарантирует стабильность получения потребителем хорошей продукции. Для предприятия, это, прежде всего, означает, получение уважения потребителей и выработке у них лояльности, что в современных условиях, далеко не маловажная характеристика.
Резюмируя, видим, что потребители получают качественную продукцию, а производители – стабильную прибыль. Современные рынки показывают быстрые темпы развития, что ставит условие перед фирмами: «развивайся, чтобы выжить». И в таком случае, хорошая, качественная продукция, но не отвечающая требованиям рынка, так же не сможет оказать значительной конкуренции, как и фирма, 30% продукции которой, составляют бракованные товары. Именно поэтому управление качеством отводит важную роль предвосхищению ожиданий и потребностей потребителя, созданию у него новых потребностей и их удовлетворения, в соответствии с подходом обеспечения качества продукции.
Как было показано выше, управление качеством процесс обширный, и затрагивающий все производство, все звенья руководства (от контролеров, до руководителей высшего звена) и все производственные процессы. Но, где и при каких условиях он зародился? Что способствовало появлению нового похода в управлении? Давайте посмотрим на управление качеством в ретроспективе.
Управление качеством продукции красной линией проходит через всю историю развития менеджмента. Начиная от знаменитого труда Тауна, 1866 года «инженер как экономист», принято говорить о зарождении менеджмента.
Вдохновленный трудом Тауна, основателем научной школы менеджмента явился Ф. Тейлор. Его подход буквально совершил переворот в производстве. Помимо введения в практику измерения времени, затраченного на выполнение различных операций, Тейлор установил требования к качеству изделий, в виде полей допусков (проходные и непроходные калибры). Также установил систему штрафов за брак (вплоть до увольнения), мотивацию и обучение работников. Революционный подход Тейлора дал толчок дальнейшему развитию менеджмента.
Другим, не безызвестным менеджером 20 века был Генри Форд, основавший поныне существующую автомобильную компанию. Разработав модель «Т», Форд обрек себя на увековечение. Он не только изобрел легкий, прочный (по тем временам) и неприхотливый автомобиль, но и внедрил систему массового конвейерного производства. Унифицировал и стандартизировал все операции, включил в сферу производства послепродажное обслуживание. Занялся охраной труда и созданием нормальных условий работы. «По мнению Генри Форда, главным фактором успеха предприятия является качественный продукт, который оно производит. Пока качество не доказано, нельзя начинать производство продукта»1.
Большой вклад в развитие менеджмента внес Эмерсон, с книгой, опубликованной в 1912 году «12 принципов производительности». Эмерсон отметил важность постановки цели, диспетчеризации, введении вознаграждений за производительность и другие принципы. Ключевым аспектом организации производства он видел эффективность, за счет увеличения которой можно достичь высоких результатов, избегая перенапряжения.
В ходе дальнейшего развития менеджмента предприятия встали перед необходимостью сокращения трудозатрат на контроль качества, так как прежние методы контроля качества, предполагавшие контроль каждой единицы выпускаемой продукции привели к разрастанию штата контролеров. Проблему решили методы, пришедшие на смену - методы статистического контроля качества. Г. Доджем и Г. Ромингом были предложены методы выборочного контроля, позволившие проверять не всю продукцию, а некоторое количество из всей партии. Осуществляли статистический контроль новые специалисты – инженеры по качеству.
Большой вклад применения статистических методов принадлежит Волтеру Шухарту, который, работая в компании Белла (Bell Telephone Laboratories, ныне АT&T) в составе группы специалистов по качеству, в середине 1920-х гг. заложил основы статистического контроля качества. Шухарт причислен к патриархам современной философии качества1. Большое внимание Шухарт отводил составлению и анализу контрольных карт, которые будут рассмотрены в последующих главах.
Велик вклад Эдварда Деминга, американского специалиста в области качества. Во время Второй Мировой Войны, он обучал инженеров США контролю качества, в рамках программы национальной обороны. Уже после войны, в 1950-м году, Деминг был приглашен на оккупированную Японию для представления совместной с Шухартом теории. Выступая перед владельцами и руководителями большинства предприятий, Деминг, увещевал, что если следовать статистическим методам, то очень скоро японские производители смогут выйти на мировые рынки. Что было жизненно важно для послевоенной Японии.
Учение Деминга задало направление развитию японских компаний. Деминг, вдохновил публику своими идеями, «ни одна нация не обязана быть бедной» такой была его вступительная фраза. Очень скоро Япония вышла на мировые рынки, с товарами, превосходящими по качеству свои американские и европейские аналоги.
Следующим ученым, приехавшим в Японию из Америки, был Джуран. Джуран рассматривал вопросы качества на уровне всей компании и отдельных подразделений. Лекции Джурана носили практический характер, и акценты были расставлены на определении показателей качественной продукции, установлении стандартов и способов измерения, соответствия продукции спецификациям.
Целью качественного подхода является создание более совершенного продукта, который сможет лучше удовлетворять потребности клиентов. И такую сложную проблему не решить, только проводя необходимые измерения и анализируя полученные данные. Для достижения такой цели, необходимо подчас, модернизировать имеющееся оборудование, усовершенствовать технологический процесс производства, или целиком его изменить. Также стоит учитывать необходимые работы, лежащие до (маркетинговые исследования, проектирование, закупки ) и после (упаковка, хранение, поставка, продажа и послепродажное обслуживание) производства продукции. Все это доказывает необходимость рассматривать управление качеством в единой системе и управлять им, придерживаясь одной стратегии в масштабе предприятия.
Параллельно Демингу и Джурану, доктор Фейгенбаум (США), в 50-х годах в монографии «всеобщее управление качеством» излагает значимость системного (комплексного) подхода к управлению качеством продукции.
в 1922 году экспертной группой из США было выведено понятие Всеобщего качества : «Всеобщее качество (total quality, TQ) – это система управления, сфокусированная на людях, цель которой – постоянное повышение степени удовлетворения потребителей при постоянном снижении реальных затрат. TQ – это подход на основе всей системы (а не отдельных участков или программ) и интегральная часть стратегии высшего уровня; оно работает горизонтально, охватывая функции и подразделения, привлекая всех сотрудников сверху вниз и выходя за традиционные границы, чтобы включить в общую цепь и цепь поставок и, цепь потребителя. В TQ большое влияние уделяется овладению политикой постоянных изменений и ее адаптации, так как эти составляющие считаются мощными рычагами, в значительной степени влияющих на успех организации»1.
Следующим этапом на пути развития системы управления качеством является развитие процессного подхода и популяризация реинжениринга. Реинжениринг предлагает заменить принцип разделения труда в управлении на процессный подход. Во главу организации встают процессы, имеющие своих исполнителей. Предприятия были охвачены новой идеей, начался массовый пересмотр работы процессов, их оптимизация, изменение и внедрение новых. До тех пор пока не было обнаружено, что реинжениринг отнюдь не универсальное средство.
Сейчас же, в 21 веке, в науке укореняется адаптивная модель организации и распространяется концепция управления знаниями.
Но, несмотря на широкое распространение знаний о методах и системах управления качеством, многие предприятия не осознают важность контроля качества. Стремясь не отставать от мировых стандартов, устанавливают программные продукты, строят контрольные карты, не понимая, как им может это помочь.
Как бы просты или сложны не были методы управления качеством, сами по себе они не смогут оказать предприятию никакой пользы, ведь, даже проведя все необходимые исследования, и получив выводы, следует еще разработать и внедрить изменения. Существенная часть российских предприятий, приступая к разработке системы менеджмента качества (СМК), не ставит задачу достижения результативности, и тем более эффективности СМК1, что является обязательным условием управления качеством. Внедрение же распространенной системы ISO, напоминает больше дорогостоящую сертификацию, нежели менеджмент, направленный на удовлетворение потребителей.
Внедрение всеобщего менеджмента качества в России сопряжено со значительными трудностями, и прежде всего, это неприятие концепции качества руководителями, неготовность быть лидерами, приверженными внедрению качества и следовать выбранной цели.2 Специфика России, ее людей, нравов и порядков, видимо, еще не скоро окажется, готова к кардинальным изменениям системы взглядов на управление организацией.
Таковы основные вехи развития систем управления качеством продукции.
Глава 2. Значение статистических методов в управлении качеством
карта шухарт управление качество
Значение статистических методов трудно переоценить, так как без подобных методов контроля, было бы трудно, почти невозможно, выявить зависимость дефектов от тех или иных факторов. При этом, организации должны стремиться к уменьшению изменчивости факторов, и как следствие, проявлению большей стабильности качества продукции. К примеру, во время механической обработки металла используется резец, который после обработки новой единицы металла немного затупляется. Помимо этого, изменение температуры, состава смазочно-охлаждающей жидкости или влияние других факторов может привести к появлению брака продукции.
Далеко не все участвующие в производстве факторы обладают постоянством, на уменьшение их изменчивости и направлены статистические методы контроля и управления качеством. Существуют, однако, и другие способы снижения уровня дефектности продукции, такие как использование интуиции эксперта или прошлого опыта по устранению подобных проблем.
Предложенные методы могут, как оказаться очень действенными, так и проявить неспособность правильно продиагностировать и решить проблему. И здесь дело встает за человеком, руководящим контролем, соответствием методов для достижения поставленных целей исследования, объективностью выбранных показателей, надежностью измерений т.д.
Рассмотрим статистические методы контроля качеством. Каэру Исикава, заслуженным профессором Токийского университета, было предложено разделение статистических методов на три группы:
элементарные методы, к ним относятся «семь простых инструментов качества»
контрольный листок
позволяет в удобной форме регистрировать данные о дефектах, с которыми сталкивается контролер. В дальнейшем, становится источником статистической информации.
гистограмма качества
причинно-следственная диаграмма
также называют диаграммой «рыбий скелет». За основу диаграммы берется один показатель качества, принимающий вид прямой горизонтальной линии («хребет»), к которой присоединяются линиями главные причины, влияющие на показатель («большие кости хребта»). Вторичные и третичные причины, оказывающие влияние на старшие причины, соединяются также прямыми линиями («средние и мелкие кости»). После построения, необходимо проранжировать все причины по степени влияния на показатель.
диаграмма Парето
Главное предположение диаграммы, что в большинстве случаев, подавляющее число дефектов возникает из-за небольшого числа важных причин.1 Следствием из поостренной диаграммы будет вывод о том, какие виды дефектов имеют большую долю среди остальных и, соответственно, на что следует обратить особое внимание.
Стратификация
Стратификация или расслоение данных проводится при необходимости сравнения результатов аналогичных процессов, выполненных разными рабочими, или на разных станках, с применением разных материалов и в других случаях.
диаграмма рассеивания
строится на основе парных данных (например, число дефектов от температуры воздуха в печи) зависимость которых необходимо исследовать. Диаграмма может дать информацию о форме распределения пар. На основе диаграммы возможно проведение корреляционного и регрессионного анализа.
контрольная карта
промежуточные методы, это методы приемочного контроля, теории распределений, статистические оценки и критерии.
передовые методы, это методы, основанные на использовании компьютерных технологий:
планирование эксперимента,
многомерный анализ
методы исследования операций.1
Качество продукции определяется набором величин и признаков, которые в общем можно назвать показателями качества. На их основе проводят статистические исследования. Показатели характеризуют потребительские свойства продукции и могут иметь различный содержательный смысл2.
Глава 2.1 Контрольные карты Шухарта, как метод статистического контроля и управления качеством
Контрольные карты принадлежат к «семерке простых методов» менеджмента качества, по классификации К. Исикавы. Как и другие методы, контрольные карты направлены на выявление факторов, влияющих на вариабельность процессов. Так как, на изменчивость могут влиять случайные, либо определенные (неслучайные) причины. К случайным причинам, можно отнести такие причины, чье появление невозможно избежать, даже используя одинаковое сырье, оборудование и работников, обслуживающих процесс (примером могут служить колебания температуры окружающей среды, характеристик материала, и т.д.). Определенные (неслучайные) же причины подразумевают наличие некоторой зависимости, между изменением факторов и вариабельностью процесса. Такие причины могут быть выявлены и устранены при настройке процесса (например, ослабление креплений, износ инструмента, недостаточная заточка станка и др.). В идеальной ситуации, изменчивость определенных факторов следует снизить до ноля, а путем усовершенствования технологического процесса добиться уменьшения влияния и случайных факторов.
Контрольные карты используются для настройки уже существующих процессов, при которых продукция удовлетворяет техническим требованиям.
Построение контрольных карт главным образом, направлено на подтверждение или отклонение гипотезы о стабильности и контролируемости процесса. За счет того, что карты носят многократный характер, они позволяют определить, случайно ли протекание исследуемого процесса, если это так, то процесс должен стремиться к нормальному, гауссовскому распределению. В противном случае, на графике можно будет проследить тренды, серии и другие ненормальные отклонения.
В следующей главе будет рассмотрена практическая часть, касательно контрольных карт Шухарта.
Глава 3. Построение контрольных карт Шухарта
Прежде чем приступать к непосредственному построению контрольных карт, ознакомимся с основными этапами поставленной задачи. Итак, ввиду того, что разные авторы преследуют свои цели, описывая построение контрольных карт, ниже будет представлено оригинальное видение этапов построения контрольных карт Шухарта.
Алгоритм построения контрольных карт Шухарта:
I. Анализ процесса.
В первую очередь необходимо задаться вопросом о существующей проблеме, потому что, при отсутствии оных, проведение анализа не будет иметь смысла. Для большей наглядности, можно воспользоваться причинно-следственной диаграммой Исикавы (упоминалась выше, гл. 2). Для ее составления рекомендуется привлечение сотрудников из разных отделов и использование мозгового штурма. Проведя доскональный анализ проблемы, и выяснив факторы, на нее влияющие переходим ко второму этапу.
II. Выбор процесса.
Прояснив в предыдущем этапе влияющие на процесс факторы, нарисовав детальный скелет «рыбы», необходимо выбрать процесс, который будет подвержен дальнейшему исследованию. Этот этап очень важен, потому что, выбор неверных показателей сделает всю контрольную карту менее эффективной, ввиду исследования малозначительных показателей. На этом этапе стоит осознавать, что выбор соответственного процесса и показателя определяет исход всего исследования и затрат, связанного с ним.
Приведем некоторые примеры, возможных показателей :
Таблица 1. Применение контрольных кар в сервисных организациях
| Организация | Показатели качества |
| Больница | Точность лабораторных тестов Точность заявок на страховые выплаты Своевременность доставки еды и лекарств |
| Почтовое отделение | Точность сортировки почтовых отправлений Время доставки почтовых отправлений Процент точных почтовых отправлений, доставленных вовремя. |
| Транспорт | Доля правильно выбранных маршрутов для грузовых автомобилей Стоимость повреждения груза в расчете на одну претензию |
| Гостиница | Доля номеров, убранных с удовлетворительных качеством Время расчета с гостем Число полученных жалоб |
Источник Эванс Дж. Управление качеством: учебн. Пособие/Дж. Эванс.-М.: Юнити-Дана, 2007.
При этом, показатель следует выбирать, руководствуясь главной целью компании, а именно, удовлетворение потребностей покупателей. Когда выбран процесс и показатель, его характеризующий можно переходить к сбору данных.
III. Сбор данных.
Цель данного этапа - сбор данных о процессе. Для этого, необходимо спроектировать наиболее пригодный способ для сбора данных, выяснить, кто и в какое время будет проводить замеры. Если процесс не оснащен техническими средствами, позволяющими автоматизировать занесение и обработку данных, возможно применение одного из семи простых способов Исикавы – контрольных листков. Контрольные листки, фактически, представляют собой бланки, для регистрации исследуемого параметра. Их преимущество заключается в простоте использования и легкости обучения сотрудников. Если же на рабочем месте имеется компьютер, возможно занесение данных через соответствующие программные продукты.
В зависимости от специфики показателя, определяется частота, время сбора и объем выборки для обеспечения репрезентативности данных. Собранные данные являются основой для проведения дальнейших операций и вычислений.
После сбора информации, исследователь должен принять решение о необходимости группировки данных. Разбиение на группы зачастую определяет работоспособность контрольных карт. Здесь, с помощью уже проведенного анализа с применением причинно-следственной диаграммы можно установить факторы, по которым можно будет наиболее рационально сгруппировать данные. Следует учесть, что данные внутри одной группы должны обладать небольшой изменчивостью, в ином случае, данные могут быть ложно интерпретированы. Также, если процесс делится с помощью стратифицирования на части, следует проанализировать каждую их частей в отдельности (пример: изготовление одинаковых деталей, разными работниками).
Изменение способа группирования, будет приводить к изменению факторов, которые образуют внутригрупповые вариации. Следовательно, необходимо изучить факторы, влияющие на изменение показателя, чтобы суметь применить правильную группировку.
IV. Вычисление значений контрольной карты.
Контрольные карты Шухарта делятся на количественные и качественные (альтернативные) в зависимости от измеримости исследуемого показателя. Если значение показателя измеримо (температура, вес, размер, и др.) применяют карты значения показателя, размахов и двойные карты Шухарта. Напротив, если показатель не позволяет применять числовые измерения, используют типы карт, для альтернативного признака. Фактически, показатели, исследуемые по такому признаку, определяются как соответствующие или не соответствующие предъявляемым требованиям. Отсюда и использование карт для доли (числа) дефектов и числа соответствий (несоответствий) на единицу продукции.
Для любого типа карт Шухарта предполагается определение центральной и контрольных линий, где центральная линия (CL-control limit), фактически представляет собой среднее значение показателя, а контрольные границы (UCL-upper control limit; LCL-lower control limit) - допустимые значения допуска.
Значения верхней и нижней контрольных границ определяются по формулам для разных типов карт, как можно видеть из схемы в приложении 1. Для их вычисления, с целью замены громоздких формул, используют коэффициенты из специальных таблиц для построения контрольных карт, где значение коэффициента зависит от объема выборки (приложение 2). Если же объем выборки велик, то используют карты  , дающие наиболее полную информацию.
, дающие наиболее полную информацию.
На данном этапе исследователь должен вычислить значения CL, UCL, LCL.
V. Построение контрольной карты.
Итак, мы и подошли к наиболее интересному процессу – графическое отражение полученных данных. Итак, если данные заносились в компьютер, то с помощью среды программ Statistica или Excel, можно, быстро графически изобразить данные. Однако можно построить контрольную карту и, не имея специальных программ, тогда, по оси OY контрольных карт откладываем значения показателя качества, а по OX – моменты времени регистрации значений, в такой последовательности:
наносим на контрольную карту центральную линию (CL)
наносим границы (UCL; LCL)
отражаем, полученные в ходе исследования данные, путем нанесения соответствующего маркера в точку пересечения значения показателя и времени его регистрации. Рекомендуется использование разных типов маркеров для значений, находящихся внутри границ допуска и выходящих за эти границы.
в случае использования двойных карт, повторите пункты 1-3 для второй карты.
VI. Проверка стабильности и управляемости процесса.
Этот этап призван показать нам то, ради чего и проводились исследования – стабилен ли процесс. Под стабильностью (статистической управляемостью) понимают состояние, при котором гарантирована повторяемость параметров. Таким образом, процесс будет стабилен, только в том случае, если не происходят нижеперечисленные случаи.
Рассмотрим основные критерии нестабильности процесса:
Выход за контрольные границы
Серия – определенное число точек, неизменно оказывающееся по одну сторону от центральной линии - (сверху)снизу.

Серия длиной в семь точек рассматривается как ненормальная. Кроме того, ситуацию следует рассматривать как ненормальную, если:
а) не менее 10 из 11 точек оказываются по одну сторону от центральной линии;
б) не менее 12 из 14 точек оказываются по одну сторону от центральной линии;
в) не менее 16 из 20 точек оказываются по одну сторону от центральной линии.
тренд – непрерывно повышающаяся или понижающаяся кривая.

приближение к контрольным границам. Если 2 или 3 точки оказываются очень близки к контрольным границам, это свидетельствует о ненормальности распределения.

приближение к центральной линии. Если значения концентрируются около центральной линии, это может свидетельствовать о неверном выборе способа группировки, что делает размах слишком широким и приводит к смешиванию данных различным распределений.

периодичность. Когда, спустя, определенные равные промежутки времени, кривая идет то на «спад», то на «подъем».

VII. Анализ контрольных карт.
Дальнейшие действия основываются на выводе о стабильности или нестабильности процесса. Если процесс не отвечает критериям стабильности, следует уменьшить влияние неслучайных факторов и, собрав новые данные, построить контрольную карту. Но, если процесс отвечает критериям стабильности, необходимо оценить возможности процесса (Cp). Чем меньше разброс параметров внутри границ допуска, тем выше значение показателя возможности процесса. Показатель отражает отношение ширины параметра и степень его разброса. 1 Индекс возможности рассчитывается как  , где
, где  можно вычислить как
можно вычислить как  .
.
Если вычисленный показатель меньше 1, то исследователю нужно усовершенствовать процесс, либо остановить изготовление продукции, либо изменить требования к продукции. При значении индекса:
Cр<1 возможности процесса неприемлемы,
Cр=1 процесс находится на грани требуемых возможностей,
Cр>1 процесс удовлетворяет критерию возможности.
В случае отсутствия смещения относительно центральной линии Cp=Cpk , где  . Два этих показателя используют всегда совместно, для определения статуса процесса, так, в машиностроении считается нормой
. Два этих показателя используют всегда совместно, для определения статуса процесса, так, в машиностроении считается нормой  , что означает, что вероятность несоответствия не превышает 0,00006.
, что означает, что вероятность несоответствия не превышает 0,00006.
Дальше, следует скорректировать процесс на полученные данные и проводить его регулярный (постоянный) мониторинг с помощью контрольных карт.
Теперь, рассмотрев алгоритм построения контрольных карт, разберем конкретный пример.
Задание: Контролируется содержание хрома в стальных отливках. Проводят замеры в четырех плавках. В таблице 2 приведены данные по 15 подгруппам. Необходимо построить карту.
Решение: Поскольку уже заранее известно, какой тип карты необходимо построить, вычислим значения 


| номер подгруппы | X1 | X2 | X3 | X4 | | R |
| 1 | 0,74 | 0,76 | 0,62 | 0,73 | 0,713 | 0,14 |
| 2 | 0,72 | 0,74 | 0,84 | 0,69 | 0,748 | 0,15 |
| 3 | 0,87 | 0,79 | 0,70 | 0,92 | 0,820 | 0,22 |
| 4 | 0,78 | 0,66 | 0,71 | 0,74 | 0,723 | 0,12 |
| 5 | 0,81 | 0,66 | 0,82 | 0,67 | 0,740 | 0,16 |
| 6 | 0,63 | 0,71 | 0,68 | 0,82 | 0,710 | 0,19 |
| 7 | 0,63 | 0,73 | 0,64 | 0,80 | 0,700 | 0,17 |
| 8 | 0,66 | 0,68 | 0,85 | 0,91 | 0,775 | 0,25 |
| 9 | 0,63 | 0,66 | 0,62 | 0,85 | 0,690 | 0,23 |
| 10 | 0,85 | 0,61 | 0,75 | 0,77 | 0,745 | 0,24 |
| 11 | 0,73 | 0,65 | 0,74 | 0,90 | 0,755 | 0,25 |
| 12 | 0,85 | 0,77 | 0,65 | 0,69 | 0,740 | 0,20 |
| 13 | 0,67 | 0,69 | 0,83 | 0,62 | 0,703 | 0,21 |
| 14 | 0,74 | 0,73 | 0,62 | 0,88 | 0,743 | 0,26 |
| 15 | 0,81 | 0,82 | 0,69 | 0,73 | 0,763 | 0,13 |
| средние: | 0,738 | 0,19 |
Следующим шагом будет вычисление  , где, в соответствии с вышеуказанной схемой,
, где, в соответствии с вышеуказанной схемой,  , а
, а  . Теперь, имея, значения центральной линии, среднего значения показателя и среднего отклонения, найдем значения контрольных границ карт
. Теперь, имея, значения центральной линии, среднего значения показателя и среднего отклонения, найдем значения контрольных границ карт  .
.
Для значений  нижние и верхние контрольные границы определяются по формулам:
нижние и верхние контрольные границы определяются по формулам:

 =0,738
=0,738
 , где
, где  находится по таблице коэффициентов для вычислений линий контрольных карт и равно 0,729. Тогда UCL=0,880 , LCL=0,596.
находится по таблице коэффициентов для вычислений линий контрольных карт и равно 0,729. Тогда UCL=0,880 , LCL=0,596.
Для значений  нижние и верхние контрольные границы определяются по формулам:
нижние и верхние контрольные границы определяются по формулам:

 =0,19
=0,19
 ,
,
где  и
и находятся по таблице коэффициентов для вычислений линий контрольных карт и равны 0,000 и 2,282 соответственно. Тогда UCL=0,19*2,282=0,444 и LCL=0,19*0,000=0.
находятся по таблице коэффициентов для вычислений линий контрольных карт и равны 0,000 и 2,282 соответственно. Тогда UCL=0,19*2,282=0,444 и LCL=0,19*0,000=0.
Построим контрольные карты для средних значений и размахов данной выборки, при помощи Excel:


Как мы можем удостовериться, контрольные карты не выявили неслучайные значения, выходы за контрольные границы, серии или тренды. Однако, график средних значений тяготеет к центральному положению, что может свидетельствовать как о неверно выбранных границах допуска, так и о ненормальности распределения и нестабильности процесса. Дабы удостоверится, вычислим индекс возможности процесса.  , где можно вычислить как
, где можно вычислить как  , по таблице коэффициентов, найдем значение, равное
, по таблице коэффициентов, найдем значение, равное  ;
;

Так как, вычисленный индекс <1, что свидетельствует о неприемлемости возможностей процесса, его статистической неуправляемости и не стабильности. Необходимо провести усовершенствования процесса, установить контроль над его протеканием, с целью уменьшения влияния не случайных факторов.
Заключение
Изучая специализированную литературу и углубляясь в управление качеством, мной было почерпнуть большое количество интересной и полезной информации. Так, например, широта использования управления качеством затронула все сферы производства от тяжелой промышленности и нефтезаготовки, до небольших организаций, предоставляющих услуги (места общественного питания, книжные магазины, др.).
В последние годы, под всеобъемлющим влиянием мышления, направленного на улучшение качества и удовлетворение потребителей, к менеджменту качества приписывают такие системы как CRM- клиентоориентированный менеджмент; ERP-система управления ресурсами предприятия; TPM- система всеобщего ухода за оборудованием, и многие другие системы. Исходя из этого, можно сделать вывод, что произошло смещение интересов от управления качеством конкретного процесса к использованию систем качества и программных пакетов, позволяющих тем или иным образом способствовать удовлетворению потребностей клиентов наиболее удобными способами. Вклад Волтера Шухарта в статистическое управление качеством велик, а предложенные им контрольные карты, до сих пор используются, но чаще, вкупе с другими методами, ввиду обеспечения системного подхода и учета многих факторов, которые не брались в учет еще в 20 веке.
В завершение, хотелось бы сказать, что главная проблема современных систем качества, в том, что при всей видимой простоте в использовании они не могут гарантировать, их эффективное применение на предприятии. Причины кроются в истоках! Ведь, главное преимущество использования «7 простых методов» управления качеством, то, что без проникновения философией качества, получение сколь бы то ни было значимых результатов мало возможно. Так, компании, еще не готовые к кардинальным изменениям могли бы уберечь себя от внедрения дорогостоящих систем и излишних трат.
Управление качеством – философия успеха современных фирм!
Литература
ГОСТ Р 50779.42-99 «Статистические методы. Контрольные карты Шухарта»
Голдрат Э.М., Кокс Дж. Цель. Процесс непрерывного совершенствования/Э.М. Голдрат, Дж. Кокс.- издательство «Попурри»-2007.
Йосио Кондо. Управление качеством в масштабах компании: становление и этапы развития./ пер. с англ. Е.П. Маркова, И.Н. Рыбаков.- Нижний Новгород: СМЦ «приоритет», 2002.
Просветов Г.И. Прогнозирование и планирование: задачи и решения:учебно-методическое пособие./Г.И. Просвеов-М.:Издательство РДЛ, 2005.
Кане М.М., Иванов Б.В., Корешков В.Н., Схиртладзе А.Г. Системы, методы и инструменты менеджмента качества/ М.М. Кане, Б.В. Иванов, В.Н. Корешков, А.Г. Схиртладзе. – СПб.: Питер, 2009
Качалов В.А. Что такое «постоянное повышение результативности СМК»?// Методы менеджмента качества.-2006.-№10.
Клячкин В.Н. Статистические методы в управлении качеством: компьютерные технологии: учеб. Пособие/В.Н. Клячкин.-М.:Финансы и статистика, 2007.
Круглов М.Г., Шишков Г.М. Менеджмент качества как он есть/М.Г. Круглов,Г.М. Шишков.-М.:Эксмо, 2006.
Кузнецов Л.А. Контроль и оценка многомерного качества//методы менеджмента качества.-2008.-№10.-С. 40-45.
Сажин Ю.В., Плетнева Н.П. К вопросу о результативности СМК в России// Методы менеджмента качества.-2008.-№10.-С.20-24.
Статистические методы повышения качества: монография/ пер. с англ. Ю.П.Адлера, Л.А. Конарева; под ред. Кумэ.-М.:Финансы и статистика, 1990.
Фейгенбаум А. Контроль качества продукции/А. Фейгенбаум. - М.: Экономика, 1986.
Эванс Дж. Управление качеством: учебн. Пособие/Дж. Эванс.-М.: Юнити-Дана, 2007.
Приложение 1
Схема контрольных карт Шухарта

Приложение 2
Коэффициенты для вычислений линий контрольных карт.

topref.ru
САНКТ – ПЕТЕРБУРГСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
ЭКОНОМИЧЕСКИЙ ФАКУЛЬТЕТ
Кафедра экономики и управления на предприятии
Контрольные карты Шухарта в системе управления качеством
Курсовая работа
студентки 2 курса группы ЭУП - 22
дневного отделения
специальности 080502 - «Экономика и управление на предприятии»
Научный руководитель:
г. Санкт - Петербург
2009г.
Оглавление:
Введение
Глава 1. Понятие системы управления качеством
Глава 2. Значение статистических методов в управлении качеством
Глава 2.1. Контрольные карты Шухарта, как метод статистического контроля и управления качеством
Глава 3. Построение контрольных карт Шухарта
Заключение
Литература
Приложение 1
Приложение 2
Введение
Пик развития управления качеством пришелся на 1980-1990 года, когда широко внедрялась система управления качеством. В начале своего развития, концепция помогла многим компаниям пересмотреть процесс производства продукции и избежать многомиллионных затрат, связанных с изготовлением бракованной продукции.
Параллельно уменьшению числа дефектов и улучшению качества продукции компании стали проявлять большее внимание к потребителям и их желаниям. Ведь, как известно, привлечение нового клиента может обойтись в 6 раз дороже компании, нежели удержание уже имеющегося.
На ранних стадиях своего становления, управление качеством не сильно отличалось от тщательного администрирования или диспетчеризации, но шло время, развивалась теория и расширялась практика применения концепции. Сейчас, не только промышленные, но и сервисные компании практикуют качественный подход и используют современные средства контроля качества; как правило, это автоматизированные системы (ERP, MRP, АСУ ТП), имеющие в своем арсенале приложения для построения диаграмм, карт, учета числа дефектов или же просто удобную организацию данных о клиентах (CRM).
Целью данной работы является систематизация знаний в области менеджмента качества. Это и обусловило структуру курсовой работы, для рассмотрения исторических аспектов развития концепции отведена первая глава; описанию значения статистических методов - вторая глава; и построение контрольных карт, на примере случайной выборки некоторого процесса – в третьей. Рассмотрение контрольных карт Шухарта, а не других, более поздних разработок, объясняется, прежде всего, тем, что работы Шухарта, дали толчок развитию концепции в этом направлении. И для более глубокого понимания всего менеджмента качеством, необходимо обладать знаниями о появлении значимых открытий.
Глава 1. Понятие системы управления качеством
Управление качеством имеет множество определений, в зависимости от позиции, занимаемой автором. Некоторые выделяют особую роль человеческого фактора, другие – важность системного подхода и количественных измерений, третьи подчеркивают эволюцию школ менеджмента.
Итак, управление качеством, представляет собой, в широком смысле, такое управление предприятием, которое позволяет наиболее полно удовлетворять потребности клиентов и предвосхитить их ожидания. Возникают, закономерные, на мой взгляд, вопросы: во-первых, за счет чего осуществляется их удовлетворение, во-вторых, чем подход управления качеством в этом плане отличается от обычного процесса планирования и производства продукции?
Отвечая на вопрос об удовлетворении потребителей, можно сказать, что менеджмент качества за главное условие принимает отношение потребителя к качеству получаемой продукции. В таком случае, качество продукции становится наиболее значимым для потребителя показателем и как следствие, основным конкурентным преимуществом.
Второй вопрос касается отличий обычного производства, от такого, где применяются принципы качества. Интересна позиция, японских авторов, относящих процесс управления качеством продукции к особой философии предприятия, новому взгляду на производство и неразрывно связанной с концепцией непрерывного совершенствования. Помимо такого, немного идеализированного отношения, можно показать и другое отличие; обычный процесс производства предусматривает ряд мероприятий, направленных на выявление и удовлетворение потребностей потребителей, о чем также говорится в определении управления качеством. Однако качественный подход подчеркивает неотъемлемую важность изготовления качественной продукции, на всех этапах производства, начиная от разработки товара и заканчивая своевременными поставками потребителю. Такой подход диктует приоритетную задачу, стоящую перед предприятием - изготовление качественной продукции от цикла к циклу, что, несомненно, гарантирует стабильность получения потребителем хорошей продукции. Для предприятия, это, прежде всего, означает, получение уважения потребителей и выработке у них лояльности, что в современных условиях, далеко не маловажная характеристика.
Резюмируя, видим, что потребители получают качественную продукцию, а производители – стабильную прибыль. Современные рынки показывают быстрые темпы развития, что ставит условие перед фирмами: «развивайся, чтобы выжить». И в таком случае, хорошая, качественная продукция, но не отвечающая требованиям рынка, так же не сможет оказать значительной конкуренции, как и фирма, 30% продукции которой, составляют бракованные товары. Именно поэтому управление качеством отводит важную роль предвосхищению ожиданий и потребностей потребителя, созданию у него новых потребностей и их удовлетворения, в соответствии с подходом обеспечения качества продукции.
Как было показано выше, управление качеством процесс обширный, и затрагивающий все производство, все звенья руководства (от контролеров, до руководителей высшего звена) и все производственные процессы. Но, где и при каких условиях он зародился? Что способствовало появлению нового похода в управлении? Давайте посмотрим на управление качеством в ретроспективе.
Управление качеством продукции красной линией проходит через всю историю развития менеджмента. Начиная от знаменитого труда Тауна, 1866 года «инженер как экономист», принято говорить о зарождении менеджмента.
Вдохновленный трудом Тауна, основателем научной школы менеджмента явился Ф. Тейлор. Его подход буквально совершил переворот в производстве. Помимо введения в практику измерения времени, затраченного на выполнение различных операций, Тейлор установил требования к качеству изделий, в виде полей допусков (проходные и непроходные калибры). Также установил систему штрафов за брак (вплоть до увольнения), мотивацию и обучение работников. Революционный подход Тейлора дал толчок дальнейшему развитию менеджмента.
Другим, не безызвестным менеджером 20 века был Генри Форд, основавший поныне существующую автомобильную компанию. Разработав модель «Т», Форд обрек себя на увековечение. Он не только изобрел легкий, прочный (по тем временам) и неприхотливый автомобиль, но и внедрил систему массового конвейерного производства. Унифицировал и стандартизировал все операции, включил в сферу производства послепродажное обслуживание. Занялся охраной труда и созданием нормальных условий работы. «По мнению Генри Форда, главным фактором успеха предприятия является качественный продукт, который оно производит. Пока качество не доказано, нельзя начинать производство продукта»[1].
Большой вклад в развитие менеджмента внес Эмерсон, с книгой, опубликованной в 1912 году «12 принципов производительности». Эмерсон отметил важность постановки цели, диспетчеризации, введении вознаграждений за производительность и другие принципы. Ключевым аспектом организации производства он видел эффективность, за счет увеличения которой можно достичь высоких результатов, избегая перенапряжения.
В ходе дальнейшего развития менеджмента предприятия встали перед необходимостью сокращения трудозатрат на контроль качества, так как прежние методы контроля качества, предполагавшие контроль каждой единицы выпускаемой продукции привели к разрастанию штата контролеров. Проблему решили методы, пришедшие на смену - методы статистического контроля качества. Г. Доджем и Г. Ромингом были предложены методы выборочного контроля, позволившие проверять не всю продукцию, а некоторое количество из всей партии. Осуществляли статистический контроль новые специалисты – инженеры по качеству.
Большой вклад применения статистических методов принадлежит Волтеру Шухарту, который, работая в компании Белла (Bell Telephone Laboratories, ныне АT&T) в составе группы специалистов по качеству, в середине 1920-х гг. заложил основы статистического контроля качества. Шухарт причислен к патриархам современной философии качества[2]. Большое внимание Шухарт отводил составлению и анализу контрольных карт, которые будут рассмотрены в последующих главах.
Велик вклад Эдварда Деминга, американского специалиста в области качества. Во время Второй Мировой Войны, он обучал инженеров США контролю качества, в рамках программы национальной обороны. Уже после войны, в 1950-м году, Деминг был приглашен на оккупированную Японию для представления совместной с Шухартом теории. Выступая перед владельцами и руководителями большинства предприятий, Деминг, увещевал, что если следовать статистическим методам, то очень скоро японские производители смогут выйти на мировые рынки. Что было жизненно важно для послевоенной Японии.
Учение Деминга задало направление развитию японских компаний. Деминг, вдохновил публику своими идеями, «ни одна нация не обязана быть бедной» такой была его вступительная фраза. Очень скоро Япония вышла на мировые рынки, с товарами, превосходящими по качеству свои американские и европейские аналоги.
Следующим ученым, приехавшим в Японию из Америки, был Джуран. Джуран рассматривал вопросы качества на уровне всей компании и отдельных подразделений. Лекции Джурана носили практический характер, и акценты были расставлены на определении показателей качественной продукции, установлении стандартов и способов измерения, соответствия продукции спецификациям.
Целью качественного подхода является создание более совершенного продукта, который сможет лучше удовлетворять потребности клиентов. И такую сложную проблему не решить, только проводя необходимые измерения и анализируя полученные данные. Для достижения такой цели, необходимо подчас, модернизировать имеющееся оборудование, усовершенствовать технологический процесс производства, или целиком его изменить. Также стоит учитывать необходимые работы, лежащие до (маркетинговые исследования, проектирование, закупки ) и после (упаковка, хранение, поставка, продажа и послепродажное обслуживание) производства продукции. Все это доказывает необходимость рассматривать управление качеством в единой системе и управлять им, придерживаясь одной стратегии в масштабе предприятия.
Параллельно Демингу и Джурану, доктор Фейгенбаум (США), в 50-х годах в монографии «всеобщее управление качеством» излагает значимость системного (комплексного) подхода к управлению качеством продукции.
в 1922 году экспертной группой из США было выведено понятие Всеобщего качества : «Всеобщее качество (total quality, TQ) – это система управления, сфокусированная на людях, цель которой – постоянное повышение степени удовлетворения потребителей при постоянном снижении реальных затрат. TQ – это подход на основе всей системы (а не отдельных участков или программ) и интегральная часть стратегии высшего уровня; оно работает горизонтально, охватывая функции и подразделения, привлекая всех сотрудников сверху вниз и выходя за традиционные границы, чтобы включить в общую цепь и цепь поставок и, цепь потребителя. В TQ большое влияние уделяется овладению политикой постоянных изменений и ее адаптации, так как эти составляющие считаются мощными рычагами, в значительной степени влияющих на успех организации»[3].
Следующим этапом на пути развития системы управления качеством является развитие процессного подхода и популяризация реинжениринга. Реинжениринг предлагает заменить принцип разделения труда в управлении на процессный подход. Во главу организации встают процессы, имеющие своих исполнителей. Предприятия были охвачены новой идеей, начался массовый пересмотр работы процессов, их оптимизация, изменение и внедрение новых. До тех пор пока не было обнаружено, что реинжениринг отнюдь не универсальное средство.
Сейчас же, в 21 веке, в науке укореняется адаптивная модель организации и распространяется концепция управления знаниями.
Но, несмотря на широкое распространение знаний о методах и системах управления качеством, многие предприятия не осознают важность контроля качества. Стремясь не отставать от мировых стандартов, устанавливают программные продукты, строят контрольные карты, не понимая, как им может это помочь.
Как бы просты или сложны не были методы управления качеством, сами по себе они не смогут оказать предприятию никакой пользы, ведь, даже проведя все необходимые исследования, и получив выводы, следует еще разработать и внедрить изменения. Существенная часть российских предприятий, приступая к разработке системы менеджмента качества (СМК), не ставит задачу достижения результативности, и тем более эффективности СМК[4], что является обязательным условием управления качеством. Внедрение же распространенной системы ISO, напоминает больше дорогостоящую сертификацию, нежели менеджмент, направленный на удовлетворение потребителей.
Внедрение всеобщего менеджмента качества в России сопряжено со значительными трудностями, и прежде всего, это неприятие концепции качества руководителями, неготовность быть лидерами, приверженными внедрению качества и следовать выбранной цели.[5] Специфика России, ее людей, нравов и порядков, видимо, еще не скоро окажется, готова к кардинальным изменениям системы взглядов на управление организацией.
Таковы основные вехи развития систем управления качеством продукции.
Глава 2. Значение статистических методов в управлении качеством
карта шухарт управление качество
Значение статистических методов трудно переоценить, так как без подобных методов контроля, было бы трудно, почти невозможно, выявить зависимость дефектов от тех или иных факторов. При этом, организации должны стремиться к уменьшению изменчивости факторов, и как следствие, проявлению большей стабильности качества продукции. К примеру, во время механической обработки металла используется резец, который после обработки новой единицы металла немного затупляется. Помимо этого, изменение температуры, состава смазочно-охлаждающей жидкости или влияние других факторов может привести к появлению брака продукции.
Далеко не все участвующие в производстве факторы обладают постоянством, на уменьшение их изменчивости и направлены статистические методы контроля и управления качеством. Существуют, однако, и другие способы снижения уровня дефектности продукции, такие как использование интуиции эксперта или прошлого опыта по устранению подобных проблем.
Предложенные методы могут, как оказаться очень действенными, так и проявить неспособность правильно продиагностировать и решить проблему. И здесь дело встает за человеком, руководящим контролем, соответствием методов для достижения поставленных целей исследования, объективностью выбранных показателей, надежностью измерений т.д.
Рассмотрим статистические методы контроля качеством. Каэру Исикава, заслуженным профессором Токийского университета, было предложено разделение статистических методов на три группы:
1. элементарные методы, к ним относятся «семь простых инструментов качества»
· контрольный листок
æ позволяет в удобной форме регистрировать данные о дефектах, с которыми сталкивается контролер. В дальнейшем, становится источником статистической информации.
· гистограмма качества
æ Строится на основе контрольного листка и показывает частоту попадания значений контролируемого параметра в заданные интервалы.
· причинно-следственная диаграмма
æ также называют диаграммой «рыбий скелет». За основу диаграммы берется один показатель качества, принимающий вид прямой горизонтальной линии («хребет»), к которой присоединяются линиями главные причины, влияющие на показатель («большие кости хребта»). Вторичные и третичные причины, оказывающие влияние на старшие причины, соединяются также прямыми линиями («средние и мелкие кости»). После построения, необходимо проранжировать все причины по степени влияния на показатель.
· диаграмма Парето
æ Главное предположение диаграммы, что в большинстве случаев, подавляющее число дефектов возникает из-за небольшого числа важных причин.[6] Следствием из поостренной диаграммы будет вывод о том, какие виды дефектов имеют большую долю среди остальных и, соответственно, на что следует обратить особое внимание.
· Стратификация
æ Стратификация или расслоение данных проводится при необходимости сравнения результатов аналогичных процессов, выполненных разными рабочими, или на разных станках, с применением разных материалов и в других случаях.
· диаграмма рассеивания
æ строится на основе парных данных (например, число дефектов от температуры воздуха в печи) зависимость которых необходимо исследовать. Диаграмма может дать информацию о форме распределения пар. На основе диаграммы возможно проведение корреляционного и регрессионного анализа.
· контрольная карта
æ принципы и способы построения контрольных карт будут рассмотрены в третьей главе работы.
2. промежуточные методы, это методы приемочного контроля, теории распределений, статистические оценки и критерии.
3. передовые методы, это методы, основанные на использовании компьютерных технологий:
· планирование эксперимента,
· многомерный анализ
· методы исследования операций.[7]
Качество продукции определяется набором величин и признаков, которые в общем можно назвать показателями качества. На их основе проводят статистические исследования. Показатели характеризуют потребительские свойства продукции и могут иметь различный содержательный смысл[8].
Глава 2.1 Контрольные карты Шухарта, как метод статистического контроля и управления качеством
Контрольные карты принадлежат к «семерке простых методов» менеджмента качества, по классификации К. Исикавы. Как и другие методы, контрольные карты направлены на выявление факторов, влияющих на вариабельность процессов. Так как, на изменчивость могут влиять случайные, либо определенные (неслучайные) причины. К случайным причинам, можно отнести такие причины, чье появление невозможно избежать, даже используя одинаковое сырье, оборудование и работников, обслуживающих процесс (примером могут служить колебания температуры окружающей среды, характеристик материала, и т.д.). Определенные (неслучайные) же причины подразумевают наличие некоторой зависимости, между изменением факторов и вариабельностью процесса. Такие причины могут быть выявлены и устранены при настройке процесса (например, ослабление креплений, износ инструмента, недостаточная заточка станка и др.). В идеальной ситуации, изменчивость определенных факторов следует снизить до ноля, а путем усовершенствования технологического процесса добиться уменьшения влияния и случайных факторов.
Контрольные карты используются для настройки уже существующих процессов, при которых продукция удовлетворяет техническим требованиям.
Построение контрольных карт главным образом, направлено на подтверждение или отклонение гипотезы о стабильности и контролируемости процесса. За счет того, что карты носят многократный характер, они позволяют определить, случайно ли протекание исследуемого процесса, если это так, то процесс должен стремиться к нормальному, гауссовскому распределению. В противном случае, на графике можно будет проследить тренды, серии и другие ненормальные отклонения.
В следующей главе будет рассмотрена практическая часть, касательно контрольных карт Шухарта.
Глава 3. Построение контрольных карт Шухарта
Прежде чем приступать к непосредственному построению контрольных карт, ознакомимся с основными этапами поставленной задачи. Итак, ввиду того, что разные авторы преследуют свои цели, описывая построение контрольных карт, ниже будет представлено оригинальное видение этапов построения контрольных карт Шухарта.
Алгоритм построения контрольных карт Шухарта:
I. Анализ процесса.
В первую очередь необходимо задаться вопросом о существующей проблеме, потому что, при отсутствии оных, проведение анализа не будет иметь смысла. Для большей наглядности, можно воспользоваться причинно-следственной диаграммой Исикавы (упоминалась выше, гл. 2). Для ее составления рекомендуется привлечение сотрудников из разных отделов и использование мозгового штурма. Проведя доскональный анализ проблемы, и выяснив факторы, на нее влияющие переходим ко второму этапу.
II. Выбор процесса.
Прояснив в предыдущем этапе влияющие на процесс факторы, нарисовав детальный скелет «рыбы», необходимо выбрать процесс, который будет подвержен дальнейшему исследованию. Этот этап очень важен, потому что, выбор неверных показателей сделает всю контрольную карту менее эффективной, ввиду исследования малозначительных показателей. На этом этапе стоит осознавать, что выбор соответственного процесса и показателя определяет исход всего исследования и затрат, связанного с ним.
Приведем некоторые примеры, возможных показателей :
Таблица 1. Применение контрольных кар в сервисных организациях
| Организация | Показатели качества |
| Больница |
Точность лабораторных тестов Точность заявок на страховые выплаты Своевременность доставки еды и лекарств |
| Почтовое отделение |
Точность сортировки почтовых отправлений Время доставки почтовых отправлений Процент точных почтовых отправлений, доставленных вовремя. |
| Транспорт |
Доля правильно выбранных маршрутов для грузовых автомобилей Стоимость повреждения груза в расчете на одну претензию |
| Гостиница |
Доля номеров, убранных с удовлетворительных качеством Время расчета с гостем Число полученных жалоб |
Источник Эванс Дж. Управление качеством: учебн. Пособие/Дж. Эванс.-М.: Юнити-Дана, 2007.
При этом, показатель следует выбирать, руководствуясь главной целью компании, а именно, удовлетворение потребностей покупателей. Когда выбран процесс и показатель, его характеризующий можно переходить к сбору данных.
III. Сбор данных.
Цель данного этапа - сбор данных о процессе. Для этого, необходимо спроектировать наиболее пригодный способ для сбора данных, выяснить, кто и в какое время будет проводить замеры. Если процесс не оснащен техническими средствами, позволяющими автоматизировать занесение и обработку данных, возможно применение одного из семи простых способов Исикавы – контрольных листков. Контрольные листки, фактически, представляют собой бланки, для регистрации исследуемого параметра. Их преимущество заключается в простоте использования и легкости обучения сотрудников. Если же на рабочем месте имеется компьютер, возможно занесение данных через соответствующие программные продукты.
В зависимости от специфики показателя, определяется частота, время сбора и объем выборки для обеспечения репрезентативности данных. Собранные данные являются основой для проведения дальнейших операций и вычислений.
После сбора информации, исследователь должен принять решение о необходимости группировки данных. Разбиение на группы зачастую определяет работоспособность контрольных карт. Здесь, с помощью уже проведенного анализа с применением причинно-следственной диаграммы можно установить факторы, по которым можно будет наиболее рационально сгруппировать данные. Следует учесть, что данные внутри одной группы должны обладать небольшой изменчивостью, в ином случае, данные могут быть ложно интерпретированы. Также, если процесс делится с помощью стратифицирования на части, следует проанализировать каждую их частей в отдельности (пример: изготовление одинаковых деталей, разными работниками).
Изменение способа группирования, будет приводить к изменению факторов, которые образуют внутригрупповые вариации. Следовательно, необходимо изучить факторы, влияющие на изменение показателя, чтобы суметь применить правильную группировку.
IV. Вычисление значений контрольной карты.
Контрольные карты Шухарта делятся на количественные и качественные (альтернативные) в зависимости от измеримости исследуемого показателя. Если значение показателя измеримо (температура, вес, размер, и др.) применяют карты значения показателя, размахов и двойные карты Шухарта. Напротив, если показатель не позволяет применять числовые измерения, используют типы карт, для альтернативного признака. Фактически, показатели, исследуемые по такому признаку, определяются как соответствующие или не соответствующие предъявляемым требованиям. Отсюда и использование карт для доли (числа) дефектов и числа соответствий (несоответствий) на единицу продукции.
Для любого типа карт Шухарта предполагается определение центральной и контрольных линий, где центральная линия (CL-control limit), фактически представляет собой среднее значение показателя, а контрольные границы (UCL-upper control limit; LCL-lower control limit) - допустимые значения допуска.
Значения верхней и нижней
контрольных границ определяются по формулам для разных типов карт, как можно
видеть из схемы в приложении 1. Для их вычисления, с целью замены громоздких формул,
используют коэффициенты из специальных таблиц для построения контрольных карт,
где значение коэффициента зависит от объема выборки (приложение 2). Если же
объем выборки велик, то используют карты  , дающие наиболее полную
информацию.
, дающие наиболее полную
информацию.
На данном этапе исследователь должен вычислить значения CL, UCL, LCL.
V. Построение контрольной карты.
Итак, мы и подошли к наиболее интересному процессу – графическое отражение полученных данных. Итак, если данные заносились в компьютер, то с помощью среды программ Statistica или Excel, можно, быстро графически изобразить данные. Однако можно построить контрольную карту и, не имея специальных программ, тогда, по оси OY контрольных карт откладываем значения показателя качества, а по OX – моменты времени регистрации значений, в такой последовательности:
1. наносим на контрольную карту центральную линию (CL)
2. наносим границы (UCL; LCL)
3. отражаем, полученные в ходе исследования данные, путем нанесения соответствующего маркера в точку пересечения значения показателя и времени его регистрации. Рекомендуется использование разных типов маркеров для значений, находящихся внутри границ допуска и выходящих за эти границы.
4. в случае использования двойных карт, повторите пункты 1-3 для второй карты.
VI. Проверка стабильности и управляемости процесса.
Этот этап призван показать нам то, ради чего и проводились исследования – стабилен ли процесс. Под стабильностью (статистической управляемостью) понимают состояние, при котором гарантирована повторяемость параметров. Таким образом, процесс будет стабилен, только в том случае, если не происходят нижеперечисленные случаи.
Рассмотрим основные критерии нестабильности процесса:
1. Выход за контрольные границы
2. Серия – определенное число точек, неизменно оказывающееся по одну сторону от центральной линии - (сверху)снизу.

Серия длиной в семь точек рассматривается как ненормальная. Кроме того, ситуацию следует рассматривать как ненормальную, если:
а) не менее 10 из 11 точек оказываются по одну сторону от центральной линии;
б) не менее 12 из 14 точек оказываются по одну сторону от центральной линии;
в) не менее 16 из 20 точек оказываются по одну сторону от центральной линии.
3. тренд – непрерывно повышающаяся или понижающаяся кривая.

4. приближение к контрольным границам. Если 2 или 3 точки оказываются очень близки к контрольным границам, это свидетельствует о ненормальности распределения.

5. приближение к центральной линии. Если значения концентрируются около центральной линии, это может свидетельствовать о неверном выборе способа группировки, что делает размах слишком широким и приводит к смешиванию данных различным распределений.

6. периодичность. Когда, спустя, определенные равные промежутки времени, кривая идет то на «спад», то на «подъем».

VII. Анализ контрольных карт.
Дальнейшие действия
основываются на выводе о стабильности или нестабильности процесса. Если процесс
не отвечает критериям стабильности, следует уменьшить влияние неслучайных
факторов и, собрав новые данные, построить контрольную карту. Но, если процесс
отвечает критериям стабильности, необходимо оценить возможности процесса (Cp). Чем меньше разброс параметров
внутри границ допуска, тем выше значение показателя возможности процесса. Показатель
отражает отношение ширины параметра и степень его разброса. [9]
Индекс возможности рассчитывается как  , где
, где  можно вычислить как
можно вычислить как  .
.
Если вычисленный показатель меньше 1, то исследователю нужно усовершенствовать процесс, либо остановить изготовление продукции, либо изменить требования к продукции. При значении индекса:
Cр<1 возможности процесса неприемлемы,
Cр=1 процесс находится на грани требуемых возможностей,
Cр>1 процесс удовлетворяет критерию возможности.
В случае отсутствия
смещения относительно центральной линии Cp=Cpk , где  . Два этих показателя используют
всегда совместно, для определения статуса процесса, так, в машиностроении
считается нормой
. Два этих показателя используют
всегда совместно, для определения статуса процесса, так, в машиностроении
считается нормой  , что означает, что вероятность
несоответствия не превышает 0,00006.
, что означает, что вероятность
несоответствия не превышает 0,00006.
Дальше, следует скорректировать процесс на полученные данные и проводить его регулярный (постоянный) мониторинг с помощью контрольных карт.
Теперь, рассмотрев алгоритм построения контрольных карт, разберем конкретный пример.
Задание: Контролируется
содержание хрома в стальных отливках. Проводят замеры в четырех плавках. В
таблице 2 приведены данные по 15 подгруппам. Необходимо построить карту.
Решение: Поскольку уже
заранее известно, какой тип карты необходимо построить, вычислим значения 


| номер подгруппы | X1 | X2 | X3 | X4 |
|
R |
| 1 | 0,74 | 0,76 | 0,62 | 0,73 | 0,713 | 0,14 |
| 2 | 0,72 | 0,74 | 0,84 | 0,69 | 0,748 | 0,15 |
| 3 | 0,87 | 0,79 | 0,70 | 0,92 | 0,820 | 0,22 |
| 4 | 0,78 | 0,66 | 0,71 | 0,74 | 0,723 | 0,12 |
| 5 | 0,81 | 0,66 | 0,82 | 0,67 | 0,740 | 0,16 |
| 6 | 0,63 | 0,71 | 0,68 | 0,82 | 0,710 | 0,19 |
| 7 | 0,63 | 0,73 | 0,64 | 0,80 | 0,700 | 0,17 |
| 8 | 0,66 | 0,68 | 0,85 | 0,91 | 0,775 | 0,25 |
| 9 | 0,63 | 0,66 | 0,62 | 0,85 | 0,690 | 0,23 |
| 10 | 0,85 | 0,61 | 0,75 | 0,77 | 0,745 | 0,24 |
| 11 | 0,73 | 0,65 | 0,74 | 0,90 | 0,755 | 0,25 |
| 12 | 0,85 | 0,77 | 0,65 | 0,69 | 0,740 | 0,20 |
| 13 | 0,67 | 0,69 | 0,83 | 0,62 | 0,703 | 0,21 |
| 14 | 0,74 | 0,73 | 0,62 | 0,88 | 0,743 | 0,26 |
| 15 | 0,81 | 0,82 | 0,69 | 0,73 | 0,763 | 0,13 |
| средние: | 0,738 | 0,19 |
Следующим шагом будет
вычисление  ,
где, в соответствии с вышеуказанной схемой,
,
где, в соответствии с вышеуказанной схемой,  , а
, а  . Теперь, имея, значения
центральной линии, среднего значения показателя и среднего отклонения, найдем
значения контрольных границ карт .
. Теперь, имея, значения
центральной линии, среднего значения показателя и среднего отклонения, найдем
значения контрольных границ карт .
Для значений  нижние и
верхние контрольные границы определяются по формулам:
нижние и
верхние контрольные границы определяются по формулам:

 =0,738
=0,738
 , где
, где  находится по таблице
коэффициентов для вычислений линий контрольных карт и равно 0,729. Тогда UCL=0,880 , LCL=0,596.
находится по таблице
коэффициентов для вычислений линий контрольных карт и равно 0,729. Тогда UCL=0,880 , LCL=0,596.
Для значений  нижние и
верхние контрольные границы определяются по формулам:
нижние и
верхние контрольные границы определяются по формулам:

 =0,19
=0,19
 ,
,
где  и
и находятся по таблице
коэффициентов для вычислений линий контрольных карт и равны 0,000 и 2,282
соответственно. Тогда UCL=0,19*2,282=0,444
и LCL=0,19*0,000=0.
находятся по таблице
коэффициентов для вычислений линий контрольных карт и равны 0,000 и 2,282
соответственно. Тогда UCL=0,19*2,282=0,444
и LCL=0,19*0,000=0.
Построим контрольные карты для средних значений и размахов данной выборки, при помощи Excel:


Как мы можем
удостовериться, контрольные карты не выявили неслучайные значения, выходы за
контрольные границы, серии или тренды. Однако, график средних значений тяготеет
к центральному положению, что может свидетельствовать как о неверно выбранных
границах допуска, так и о ненормальности распределения и нестабильности
процесса. Дабы удостоверится, вычислим индекс возможности процесса.  , где можно вычислить
как
, где можно вычислить
как  , по
таблице коэффициентов, найдем значение, равное
, по
таблице коэффициентов, найдем значение, равное  ;
;

Так как, вычисленный индекс <1, что свидетельствует о неприемлемости возможностей процесса, его статистической неуправляемости и не стабильности. Необходимо провести усовершенствования процесса, установить контроль над его протеканием, с целью уменьшения влияния не случайных факторов.
Заключение
Изучая специализированную литературу и углубляясь в управление качеством, мной было почерпнуть большое количество интересной и полезной информации. Так, например, широта использования управления качеством затронула все сферы производства от тяжелой промышленности и нефтезаготовки, до небольших организаций, предоставляющих услуги (места общественного питания, книжные магазины, др.).
В последние годы, под всеобъемлющим влиянием мышления, направленного на улучшение качества и удовлетворение потребителей, к менеджменту качества приписывают такие системы как CRM- клиентоориентированный менеджмент; ERP-система управления ресурсами предприятия; TPM- система всеобщего ухода за оборудованием, и многие другие системы. Исходя из этого, можно сделать вывод, что произошло смещение интересов от управления качеством конкретного процесса к использованию систем качества и программных пакетов, позволяющих тем или иным образом способствовать удовлетворению потребностей клиентов наиболее удобными способами. Вклад Волтера Шухарта в статистическое управление качеством велик, а предложенные им контрольные карты, до сих пор используются, но чаще, вкупе с другими методами, ввиду обеспечения системного подхода и учета многих факторов, которые не брались в учет еще в 20 веке.
В завершение, хотелось бы сказать, что главная проблема современных систем качества, в том, что при всей видимой простоте в использовании они не могут гарантировать, их эффективное применение на предприятии. Причины кроются в истоках! Ведь, главное преимущество использования «7 простых методов» управления качеством, то, что без проникновения философией качества, получение сколь бы то ни было значимых результатов мало возможно. Так, компании, еще не готовые к кардинальным изменениям могли бы уберечь себя от внедрения дорогостоящих систем и излишних трат.
Управление качеством – философия успеха современных фирм!
Литература
1. ГОСТ Р 50779.42-99 «Статистические методы. Контрольные карты Шухарта»
2. Голдрат Э.М., Кокс Дж. Цель. Процесс непрерывного совершенствования/Э.М. Голдрат, Дж. Кокс.- издательство «Попурри»-2007.
3. Йосио Кондо. Управление качеством в масштабах компании: становление и этапы развития./ пер. с англ. Е.П. Маркова, И.Н. Рыбаков.- Нижний Новгород: СМЦ «приоритет», 2002.
4. Просветов Г.И. Прогнозирование и планирование: задачи и решения:учебно-методическое пособие./Г.И. Просвеов-М.:Издательство РДЛ, 2005.
5. Кане М.М., Иванов Б.В., Корешков В.Н., Схиртладзе А.Г. Системы, методы и инструменты менеджмента качества/ М.М. Кане, Б.В. Иванов, В.Н. Корешков, А.Г. Схиртладзе. – СПб.: Питер, 2009
6. Качалов В.А. Что такое «постоянное повышение результативности СМК»?// Методы менеджмента качества.-2006.-№10.
7. Клячкин В.Н. Статистические методы в управлении качеством: компьютерные технологии: учеб. Пособие/В.Н. Клячкин.-М.:Финансы и статистика, 2007.
8. Круглов М.Г., Шишков Г.М. Менеджмент качества как он есть/М.Г. Круглов,Г.М. Шишков.-М.:Эксмо, 2006.
9. Кузнецов Л.А. Контроль и оценка многомерного качества//методы менеджмента качества.-2008.-№10.-С. 40-45.
10. Сажин Ю.В., Плетнева Н.П. К вопросу о результативности СМК в России// Методы менеджмента качества.-2008.-№10.-С.20-24.
11. Статистические методы повышения качества: монография/ пер. с англ. Ю.П.Адлера, Л.А. Конарева; под ред. Кумэ.-М.:Финансы и статистика, 1990.
12. Фейгенбаум А. Контроль качества продукции/А. Фейгенбаум. - М.: Экономика, 1986.
13. Эванс Дж. Управление качеством: учебн. Пособие/Дж. Эванс.-М.: Юнити-Дана, 2007.
Приложение 1
Схема контрольных карт Шухарта

Приложение 2
Коэффициенты для вычислений линий контрольных карт.

www.neuch.ru
Количество просмотров публикации Контрольные карты Шухарта - 398
В процессе статистического регулирования технологического процесса периодически проверяют небольшое количество изготовляемой продукции на конкретной операции, рассчитывают статистический параметр качества и сопоставляют его с номинальным значением, что дает возможность своевременно сигнализировать об отклонении и тем самым предупреждать возникновение дефектов и брака, обеспечивая заданный уровень качества продукции. Для реализации процесса статистического регулирования по одному показателю качества используют контрольные карты Шухарта. В верхней части карты отмечаются точками значения средних арифметических показателей качества х. Здесь нанесены четыре границы: две внешние, ограничивающие поле допуска – Тв (верхний технический допуск) и Тн (нижний технический допуск), за пределами которых находится зона брака, и две внутренние – Рв (верхний предупредительный допуск) и Рн (нижний предупредительный допуск), между которыми находится номинальный размер контролируемого параметра Рном.
Предупредительные границы Рв и Рн устанавливаются таким образом, чтобы выход тех или иных значений за предел этих границ под влиянием погрешностей, нарушающих нормальный ход процесса, еще не означал появления брака, а лишь сигнализировал о возможности его возникновения, в случае если эти погрешности не будут немедленно устранены.
Технологический процесс протекает удовлетворительно, в случае если средние арифметические значения х выборок не выходят за границы регулирования Рв и Рн, а размахи R не выходят за свою границу Тв.R. В этом случае вся партия, произведенная между текущей выборкой и предыдущей выборкой, считается годной и убирается с рабочего места. В случае если же в выборке обнаружен брак или статистический анализ показывает на возможность его появления при данном состоянии технологического процесса, вся накопившаяся у станка за последний период времени продукция подлежит разбраковке, а станок останавливается для переналадки.
| |
Контрольная карта У. Шухарта
ʼʼСемь новых инструментов управления качествомʼʼ преимущественно работают с логическими и ассоциативными связями, систематизацией факторов и направлений решения проблем. Это диаграммы сродства и связей, диаграммы древовидная, матричная, стрелочная и диаграмма процесса осуществления программы.
1. Диаграмма сродства - инструмент, позволяющий выявлять основные нарушения процесса путем обобщения и анализа близких устных данных.
2. Диаграмма связей - инструмент, позволяющий выявлять логические связи между основной идеей, проблемой и различными факторами влияния.
3. Диаграмма дерева - инструмент стимулирования процесса творческого мышления, способствующий систематическому поиску наиболее подходящих и эффективных средств решения проблем.
4. Матричная диаграмма - инструмент, позволяющий выявлять важность различных неочевидных (скрытых) связей. Обычно используются двумерные матрицы в виде таблиц со строками и столбцами a1, a2,., b1, b2. - компоненты исследуемых объектов.
5. Матрица приоритетов - инструмент, для обработки большого количества числовых данных, полученных при построении матричных диаграмм, с целью выявления приоритетных данных. Этот анализ часто воспринимается как факультативный.
6. Блок-схема процесса принятия решения - это инструмент, который помогает запустить механизм непрерывного планирования. Его использование способствует уменьшению риска практически в любом деле. Планирует каждый мыслимый случай, который может произойти, перемещаясь от утверждения проблемы до возможных решений.
7. Стрелочная диаграмма - инструмент, позволяющий планировать оптимальные сроки выполнения всех необходимых работ для реализации поставленной цели и эффективно их контролировать.
referatwork.ru
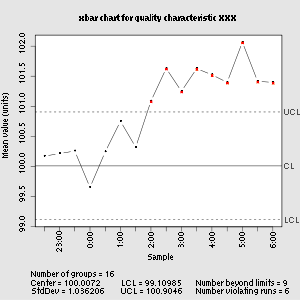
 Контрольная карта Шухарта
Контрольная карта Шухарта Контрольная карта Шухарта, в управлении производством, бизнес-процессами — визуальный инструмент, график изменения параметров процесса, оцениваемых по выборке, во времени. Контрольная карта используется для обеспечения статистического контроля стабильности процесса. Своевременное выявление нестабильности может помочь предотвратить возникновения брака. Учитывая независимость среднего и средеквадратического отклонения у нормального распределения, контрольные карты обычно используют парами, например для среднего и среднеквадратичного отклонения. Контрольные карты впервые введены в 1924 году Уолтером Шухартом с целью исключения отклонений, вызванных не случайными причинами, а при нарушении процесса обработки деталей (технологии обработки).
Цель построения контрольной карты Шухарта — выявление точек выхода процесса из устойчивого состояния для последующего установления причин отклонения и их устранения.
Задачи построения контрольной карты Шухарта:
Выходящий параметр процесса всегда имеет изменчивость вследствие воздействия различных шумов (малых кратковременных отклонений входов и внутренних параметров). Факторов слабых (малых) шумов обычно много, и поэтому они частично компенсируют друг друга. Вследствие этого в устойчивом состоянии выходы процесса лежат в определённом коридоре. Вероятность выхода параметра за пределы коридора под воздействием только шумов мала.
Если доказать влияние отдельного фактора шумов на отклонение выхода с требуемой вероятностью невозможно, то этот фактор называют незначимым.
Некоторые слабые факторы шумов становятся значимыми при большой выборке, но при этом их влияние все равно будет очень малым, так как факторов, вызывающих шумы, много.
Практический интерес представляют крупные отклонения выходного параметра, превышающие обычную его изменчивость. Обычно крупные отклонения являются значимыми.
Величину называют статисти́чески зна́чимой, если мала вероятность случайного возникновения её или ещё более крайних величин.
При введении контрольных карт в организации важно определить первоочередные проблемы и использовать карты там, где они наиболее необходимы. Сигналы о проблемах могут исходить от систем управления дефектами, от претензий потребителей.
Контрольные границы - коридор, внутри которого лежат выборочные параметры, например среднее или СКО, при устойчивом состоянии процесса
Признаки особой изменчивости сигнализируют о нарушении обычного хода процесса:
по шкале измерения
По выборочному параметру
dic.academic.ru
