Любой производственный процесс испытывает большое число случайных воздействий. При организации производственного процесса возникает задача установки пределов изменения характеристик изделий, в рамках которых произведенная продукция отвечает своему назначению. Существует два “врага” качества продукции: первый, отклонения характеристик от плановых величин, второе, слишком большой их разброс, которые удается отразить на контрольных картах. Графическое представление контрольной карты – усложненный линейный график центральной линией (ЦЛ) и линиями, определяющими нижний (Lower Control Level) и верхний (Upper Control Level) контрольный пределы. Нижний контрольный предел (НКП) – соответствует минимальному, верхний контрольный предел (ВКП) – максимальному допустимому значению контролируемого параметра. Границами НКП и ВКП устанавливается допустимый диапазон разброса показателей качества в ходе производственных процессов и в готовой продукции. Принимается гипотеза, что в пределах контрольных границ изменение параметра носит случайный характер и не требуется регулирование. Если значение показателя качества выходит за пределы контрольных границ, то это означает нарушение стабильности процесса и качества продукции и требует проведения анализа причин ситуации и принятие соответствующих мер.
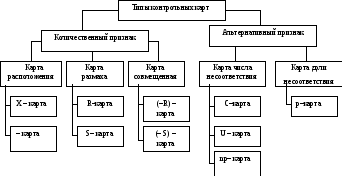
В настоящее время существует порядка 100 видов контрольных карт. Классификация наиболее распространенных контрольных карт дается на рис. 13.6 .
Основными признаками классификации контрольных карт являются:
1) вид оценки – количественная по измеряемым показателям и качественная по альтернативному признаку, т.е. «годен– не годен», «есть дефект – нет дефекта»;
2) вид статистического показателя;
3) заданная вероятность появления неблагоприятных событий, например, выход дефектной продукции больше 5% или меньше 5% и другие пределы.
В практике контроля качества продукции наибольшее распространение получили приведенные на рис. 13.6 десять типов контрольных карт.
Рис. 13.6. Типы основных контрольных карт
Условия применения контрольных карт, индексы которых представлены на рис. 13.5, следующие.
Контрольная Х - карта служит для отображения характера изменения единичного показателя качества Xi , i=1,…,N.
Контрольная  - карта служит для отображения характера изменения среднего значения показателя качества
- карта служит для отображения характера изменения среднего значения показателя качества  по выборкеi, i=1,…,N.
по выборкеi, i=1,…,N.
Контрольная R-карта служит для отображения характера изменения размаха Ri показателя качества Xij. по выборке i, i=1,…,N.
Контрольная S-карта служит для отображения характера изменения среднеквадратичного значения Si показателя качества Xij. по выборке i, i=1,…,N .
Контрольная ( -R) – карта и (
-R) – карта и ( -S) – карта совместное представление двух соответствующих карт, дополняющих друг друга (рис.8.2).
-S) – карта совместное представление двух соответствующих карт, дополняющих друг друга (рис.8.2).
Контрольная С-карта служит для отображения изменения числа дефектов Ciпо выборке (партиям) i, i=1,…,N при условии равенства выборок и пуассоновском распределении оцениваемой переменной величины.
Контрольная U-карта служит для отображения изменения среднего числа дефектов , приходящихся на единицу продукции по выборке (партии) i, i=1,…,N при условии неравенства объема выборок и если доля дефектов, не превышает порога в 5%, а распределение измеряемой переменной подчиняется закону Пуассона.
, приходящихся на единицу продукции по выборке (партии) i, i=1,…,N при условии неравенства объема выборок и если доля дефектов, не превышает порога в 5%, а распределение измеряемой переменной подчиняется закону Пуассона.
Контрольная np -карта служит для отображения изменения числа дефектов npi, в выборке (партии) i, i=1,…,N, при условии равенства объема выборок, большом количестве дефектов (выход дефектной продукции более 5%) и биномиальном распределении переменной величины.
Контрольная р - карта служит для отображения изменения доли дефектов рi в выборке (партии) i, i=1,…,N при условии неравного объема выборок. Для выборок с большой долей дефектов для обработки данных используется аналитический аппарат биномиального распределения, с малой долей дефектов – распределения Пуассона.
studfiles.net
В зависимости от вида показателя и цели существуют различные типы контрольных карт, которые классифицируются по качественным (альтернативным) и количественным признакам.
Поскольку каждая из многочисленных разновидностей контрольных карт обладает своими характерными особенностями, то при выборе типа контрольной карты в целях контроля и/или регулирования процессов необходимо четко понимать эти особенности применительно к конкретной ситуации предполагаемого использования. Ниже говорится о тех главных моментах, какие следует учитывать при использовании наиболее распространенных типов контрольных карт.
Контрольные карты по качественным признакам:
1) p-карта (для доли дефектных изделий). Контрольная карта p применяется для контроля и регулирования технологического процесса в тех случаях, когда измеряемой характеристикой процесса является доля дефектных изделий. Значение доли дефектных изделий выявляется после проверки некоторой части изделий, разделения их на хорошие и дефектные, и деления числа обнаруженных дефектных изделий на полное число проверенных изделий. Хотя сами измеряемые показатели качества обычно относятся к количественным признакам, после разграничения изделий на доброкачественные и дефектные эти две группы относятся к категории качественных признаков, и поэтому в таких случаях целесообразно использовать p-карту. Кроме применения контрольной карты p для доли дефектных изделий, ее можно применять для определения интенсивности выпуска продукции, процента неявки на работу и т.п.
Преимущество p-карты состоит в том, что одновременно можно контролировать несколько параметров, причем число проверяемых изделий n может меняться.
Особенно удобна p-карта при приемочном контроле сложных изделий, когда перед отправкой потребителю проверяется вся продукция; контролируются ее функциональные характеристики, товарный вид и т.п.
2) np-карта (для числа дефектных изделий). Контрольная карта np применяется для контроля и регулирования технологического процесса в тех случаях, когда контролируемым параметром является число дефектных изделий при постоянном объеме выборки n. Эта контрольная карта соответствует контрольной карте p при постоянном n и, по существу, совпадает с ней.
3) c-карта, u-карта. Иногда бывает, что анализ и управление процессом ведутся по таким дефектам в продукции, как, например, число царапин на листе металла, число дефектов сварки в конструкции, число дефектов печатной платы и т.д. В этих случаях для числа дефектов в изделиях одинакового размера применяются карты типа c, а для изделий разного размера – карты типа u.
Иными словами, контрольная карта c используется тогда, когда контролируемым параметром служит число дефектов, обнаруживаемых среди каких-то постоянных объемов продукции. В качестве таких постоянных объемов продукции лучше всего брать какую-то определенную площадь, определенный объем и т.п. Например, если это автомобили, то это – одна транспортная единица или пять транспортных единиц; если это листовая сталь, то один или 10 листов.
Контрольная карта u применяется в тех случаях, когда контролируемым параметром является число дефектов, обнаруживаемых среди непостоянных объемов некоторой продукции. Например, эти карты используют, когда подсчитывают число дефектов, приходящихся на продукцию с различной площадью, длиной, объемом, массой и т.п.
Карты для контроля числа и доли дефектных изделий, описанные в пп.1),2),3) получили наибольшее распространение в практике отечественных и зарубежных предприятий, так как просты для применения и отличаются большой гибкостью и наглядностью.
Контрольные карты по количественным признакам:
а) ( -R)-карта. Эта карта используется в тех случаях, когда для анализа и управления процессом применяют такие показатели, как среднее арифметическое (
-R)-карта. Эта карта используется в тех случаях, когда для анализа и управления процессом применяют такие показатели, как среднее арифметическое ( ) и размах (R). Контрольная карта (
) и размах (R). Контрольная карта ( -R) фактически состоит из двух контрольных карт, одна из которых обеспечивает контроль за поведением среднего арифметического
-R) фактически состоит из двух контрольных карт, одна из которых обеспечивает контроль за поведением среднего арифметического  , а другая показывает, как ведет себя рассеивание (разброс) показателя качества. Карта (
, а другая показывает, как ведет себя рассеивание (разброс) показателя качества. Карта ( -R) применяется для контроля количественных показателей качества, таких, как длина, масса, диаметр, время, предел прочности, твердость, прибыль и т.д. Для каждого контролируемого параметра требуется отдельная карта
-R) применяется для контроля количественных показателей качества, таких, как длина, масса, диаметр, время, предел прочности, твердость, прибыль и т.д. Для каждого контролируемого параметра требуется отдельная карта  -R. Поэтому можно рекомендовать применение этой карты для одного, наиболее ответственного показателя (параметра).
-R. Поэтому можно рекомендовать применение этой карты для одного, наиболее ответственного показателя (параметра).
б) ( -R)-карта. Эта карта используется в тех случаях, когда для анализа и управления процессом применяют такие показатели, как медиана (
-R)-карта. Эта карта используется в тех случаях, когда для анализа и управления процессом применяют такие показатели, как медиана ( ) и размах (R). Аналогично с картой (
) и размах (R). Аналогично с картой ( -R) представляет собой сочетание контрольной карты
-R) представляет собой сочетание контрольной карты  , осуществляющей контроль за изменениями значений медианы, и контрольной карты R, осуществляющей контроль за изменениями рассеивания значений показателя качества. На практике её применяют для таких же элементов контроля, что и контрольную карту (
, осуществляющей контроль за изменениями значений медианы, и контрольной карты R, осуществляющей контроль за изменениями рассеивания значений показателя качества. На практике её применяют для таких же элементов контроля, что и контрольную карту ( -R). Вместе с тем, сравнивая эту контрольную карту с контрольной картой (
-R). Вместе с тем, сравнивая эту контрольную карту с контрольной картой ( -R) можно заметить, что:
-R) можно заметить, что:
-карта менее точна и потому дает меньшую возможность выявлять отклонения;
- карта достаточно проста и, следовательно, она окажется более пригодной непосредственно на месте работ;
- измеряемые величины можно непосредственно сравнивать с нормированными значениями.
в) ( -s)-карта. Вместо карты
-s)-карта. Вместо карты  -R можно применять карту
-R можно применять карту  -s, т.е. карту средних значений и среднеквадратичного отклонения. Она более точно отражает величину рассеивания (разброса), но при этом расчеты чуть-чуть усложняются.
-s, т.е. карту средних значений и среднеквадратичного отклонения. Она более точно отражает величину рассеивания (разброса), но при этом расчеты чуть-чуть усложняются.
studfiles.net
Любой производственный процесс испытывает большое число случайных воздействий. При организации производственного процесса возникает задача установки пределов изменения характеристик изделий, в рамках которых произведенная продукция отвечает своему назначению. Существует два “врага” качества продукции: первый, отклонения характеристик от плановых величин, второе, слишком большой их разброс, которые удается отразить на контрольных картах. Графическое представление контрольной карты – усложненный линейный график центральной линией (ЦЛ) и линиями, определяющими нижний (Lower Control Level) и верхний (Upper Control Level) контрольный пределы. Нижний контрольный предел (НКП) – соответствует минимальному, верхний контрольный предел (ВКП) – максимальному допустимому значению контролируемого параметра. Границами НКП и ВКП устанавливается допустимый диапазон разброса показателей качества в ходе производственных процессов и в готовой продукции. Принимается гипотеза, что в пределах контрольных границ изменение параметра носит случайный характер и не требуется регулирование. Если значение показателя качества выходит за пределы контрольных границ, то это означает нарушение стабильности процесса и качества продукции и требует проведения анализа причин ситуации и принятие соответствующих мер.
В настоящее время существует порядка 100 видов контрольных карт. Классификация наиболее распространенных контрольных карт дается на рис. 13.6 .
Основными признаками классификации контрольных карт являются:
1) вид оценки – количественная по измеряемым показателям и качественная по альтернативному признаку, т.е. «годен– не годен», «есть дефект – нет дефекта»;
2) вид статистического показателя;
3) заданная вероятность появления неблагоприятных событий, например, выход дефектной продукции больше 5% или меньше 5% и другие пределы.
В практике контроля качества продукции наибольшее распространение получили приведенные на рис. 13.6 десять типов контрольных карт.
Рис. 13.6. Типы основных контрольных карт
Условия применения контрольных карт, индексы которых представлены на рис. 13.5, следующие.
Контрольная Х - карта служит для отображения характера изменения единичного показателя качества Xi , i=1,…,N.
Контрольная  - карта служит для отображения характера изменения среднего значения показателя качества
- карта служит для отображения характера изменения среднего значения показателя качества  по выборкеi, i=1,…,N.
по выборкеi, i=1,…,N.
Контрольная R-карта служит для отображения характера изменения размаха Ri показателя качества Xij. по выборке i, i=1,…,N.
Контрольная S-карта служит для отображения характера изменения среднеквадратичного значения Si показателя качества Xij. по выборке i, i=1,…,N .
Контрольная ( -R) – карта и (
-R) – карта и ( -S) – карта совместное представление двух соответствующих карт, дополняющих друг друга (рис.8.2).
-S) – карта совместное представление двух соответствующих карт, дополняющих друг друга (рис.8.2).
Контрольная С-карта служит для отображения изменения числа дефектов Ciпо выборке (партиям) i, i=1,…,N при условии равенства выборок и пуассоновском распределении оцениваемой переменной величины.
Контрольная U-карта служит для отображения изменения среднего числа дефектов , приходящихся на единицу продукции по выборке (партии) i, i=1,…,N при условии неравенства объема выборок и если доля дефектов, не превышает порога в 5%, а распределение измеряемой переменной подчиняется закону Пуассона.
, приходящихся на единицу продукции по выборке (партии) i, i=1,…,N при условии неравенства объема выборок и если доля дефектов, не превышает порога в 5%, а распределение измеряемой переменной подчиняется закону Пуассона.
Контрольная np -карта служит для отображения изменения числа дефектов npi, в выборке (партии) i, i=1,…,N, при условии равенства объема выборок, большом количестве дефектов (выход дефектной продукции более 5%) и биномиальном распределении переменной величины.
Контрольная р - карта служит для отображения изменения доли дефектов рi в выборке (партии) i, i=1,…,N при условии неравного объема выборок. Для выборок с большой долей дефектов для обработки данных используется аналитический аппарат биномиального распределения, с малой долей дефектов – распределения Пуассона.
studfiles.net
Карты Шухарта требуют данных, получаемых выборочно по процессу через примерно одинаковые интервалы, которые могут быть заданы либо по времени, либо по количеству продукции (партий) с одними и теми же контролируемыми показателями. Например, контроль ведется 25 смен с интервалом 10 часов: в смене анализу подвергают выборку из 3–4 проб, определяя по выборке одну или несколько статистик ( ,
, ,
, ,
, ).
).
График распределения значений одной из определяемых статистик подгруппы данных в зависимости от номера подгруппы и является картой Шухарта (рис. 2).
Наиболее простая карта – карта индивидуальных значений Х (параметр технического контроля: плотность, динамическая вязкость, зольность и др.), приведенная на рис. 2. Центральная линия (CL) соответствует либо эталонному значению Х0, либо среднему арифметическому из всех измеренных значений  . При заданном эталонном значении верхней (UCL) и нижней (LCL) границами на карте является внутренний допуск
. При заданном эталонном значении верхней (UCL) и нижней (LCL) границами на карте является внутренний допуск – «границы действия». При попадании точки контроля на эту границу или за нее необходимо осуществить регулирующее воздействие на процесс. Иногда используют «границы предупреждения» –
– «границы действия». При попадании точки контроля на эту границу или за нее необходимо осуществить регулирующее воздействие на процесс. Иногда используют «границы предупреждения» – . Попадание точки за «границу предупреждения» служит предостережением о грозящей ситуации выхода процесса из состояния статистической управляемости.
. Попадание точки за «границу предупреждения» служит предостережением о грозящей ситуации выхода процесса из состояния статистической управляемости.
В каждом типе карты подразделяются на два вида:
1) карты, для которых не заданы стандартные значения статистик;
2) карты с заданными стандартными значениями статистик.
Для построения карт любого вида необходимо рассчитать значения параметров UCL и LCL, т.е. верней и нижней границ, выбрав соответствующий параметр центральной линии (CL). Полученные значения наносятся на график в выбранных координатах с соответствующим масштабом по оси Y. По оси Х всегда наносят номера групп измерений контролируемого параметра в порядке их возрастания.
Возможные виды контрольных карт Шухарта и формулы для расчета граничных линий приведены в табл. 2.
Таблица 2
Виды карт Шухарта и формулы для расчета контрольных границ
с использованием количественных данных анализа [2]
| Статистика | Стандартные значения не заданы | Стандартные значения заданы | ||
| CL | UCLиLCL | CL | UCLиLCL | |
|
|
|
|
|
|
| R=хmax–xmin в подгруппе |
|
| R0 или |
|
| S |
|
|
|
|
| Индивидуальные значения Х |
|
| Х0или μ |
|
| Скользящий размах
|
|
| R0 или |
|
Кроме рассмотренных выше контрольных карт с использованием количественных данных анализа существуют карты для альтернативных данных, например, карты долей или числа несоответствующих единиц продукции; карты числа несоответствий и др. [2]. Коэффициенты в формулах для расчета контрольных границ, выведенные при условии нормальности распределения данных, приведены в табл. 2.
Контрольные карты для количественных данных всегда применяются и анализируются парами: одна для расположения, другая для разброса точек. Наибольшее распространение получили карты R и  .R-карта выявляет любую нежелательную вариацию внутри подгрупп и служит индикатором изменчивости исследуемого процесса.
.R-карта выявляет любую нежелательную вариацию внутри подгрупп и служит индикатором изменчивости исследуемого процесса.  -карта показывает какова стабильность процесса.
-карта показывает какова стабильность процесса.
Таблица 2
studfiles.net
 или
или
 Х0или μ
Х0или μ
 , 0
, 0
 , 0
, 0
 , 0
, 0 или
или
 , 0
, 0
 , 0
, 0 
 , 0
, 0






