Как уже было сказано, прежде чем начать собирать данные, следует определить четкую цель, и, кроме того, надо собирать те данные, которые отражают факты. В реальных ситуациях важно, чтобы данные регистрировались в простой и доступной для использования форме. Одной из таких форм является контрольный листок – бумажный бланк, на котором заранее напечатаны контролируемые параметры, с тем, чтобы можно было легко и точно записать данные измерений. Его главное назначение двояко:
1) облегчить процесс сбора данных;
2) автоматически упорядочить данные для облегчения их дальнейшего использования.
На первый взгляд процесс сбора и регистрации данных достаточно прост, но на самом же деле осуществить его довольно сложно. Обычно чем больше людей собирают данные, тем больше вероятность появления ошибок в процессе записи. Поэтому контрольный листок, на который можно заносить данные с помощью пометок или простых символов и который позволяет автоматически упорядочить данные без их последующего переписывания от руки, – хорошее средство регистрации данных. Далее приводятся примеры некоторых типов контрольных листков.
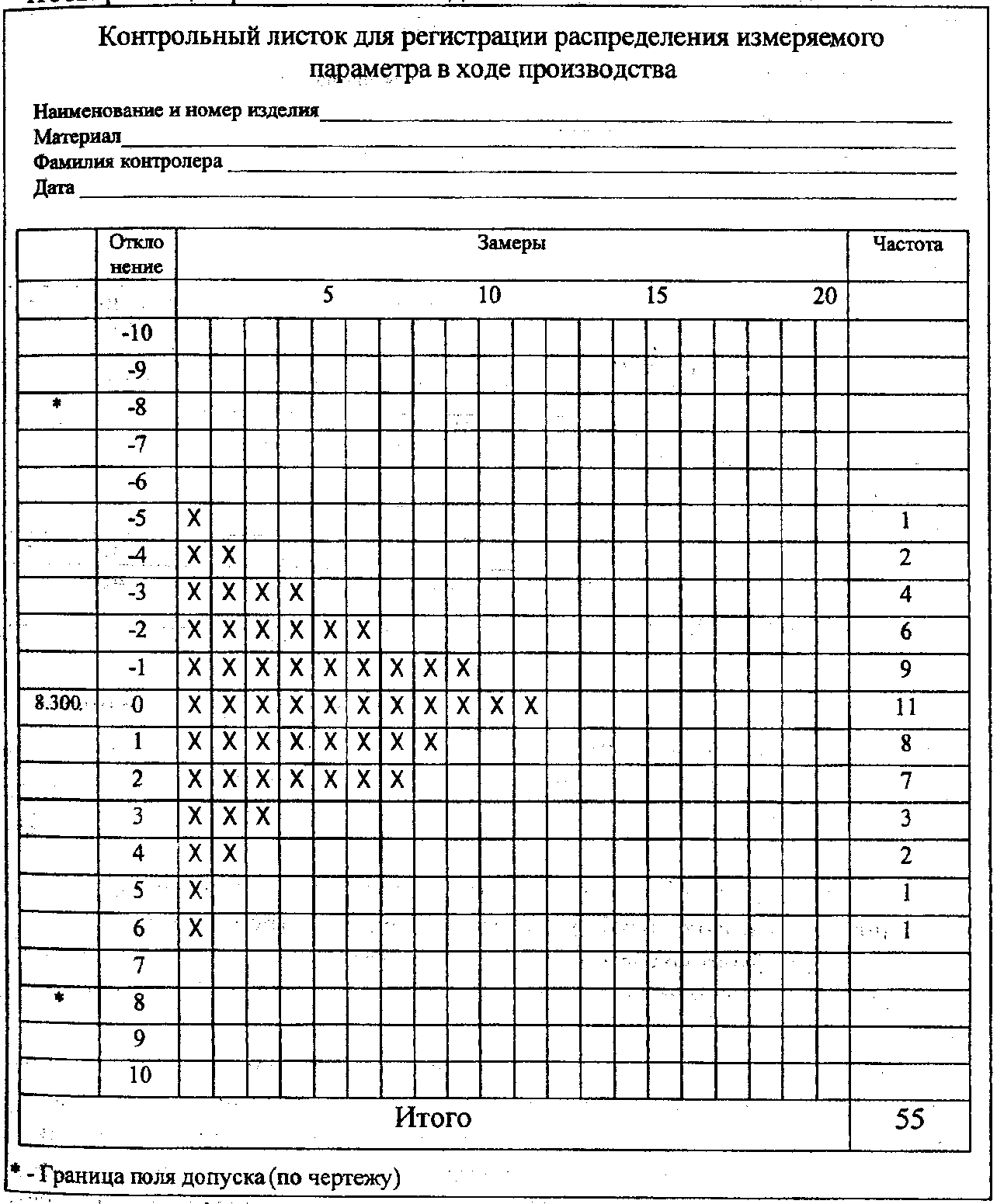
Допустим, что нам важно выявить изменения в размерах некоторой детали, подвергающейся механической обработке, причем размер, указанный в чертеже, – (8,300 ± 0,008) мм. Для получения распределения значений этого показателя в ходе процесса обычно используются гистограммы. На основе гистограммы вычисляют среднее значение и дисперсию, а также исследуют форму кривой распределения. Чтобы построить гистограмму, надо затратить немало труда на сбор большого числа данных и на представление частотного распределения в графической форме. Проще классифицировать данные в момент сбора.
На рис. 1 показан бланк, который можно заранее заготовить для этой цели. Каждый раз, когда производится замер, в соответствующую клеточку ставится крестик, так что к концу измерений гистограмма готова. Если нужно произвести расслаивание с использованием одного контрольного листка, лучше для пометок брать карандаши разного цвета, чтобы разница проявлялась наглядно.
Рис. 1
На рис. 2 показан контрольный листок, используемый в процессе приемочного контроля одной штампованной детали. Всякий раз, когда контролер обнаруживает дефект, он делает в нем пометку. В конце рабочего дня он может быстро подсчитать число и разновидности встретившихся дефектов.

Рис. 2. Контрольный листок видов дефектов
Знание только числа дефектов не позволяет принять решение о корректирующих мерах. Применение же подобного контрольного листка может дать важную информацию для совершенствования процесса, поскольку он показывает, какие виды дефектов встречаются часто, а какие – нет.
Используя подобный контрольный листок, нельзя потом произвести расслаивание данных, разбив их, например, на утреннюю и вечернюю смены, как это было возможно в случае с листком, представленным на рис. 1. Поэтому если расслаивание необходимо, то при разработке бланка это нужно предусмотреть заранее.
Надо также продумать, как регистрировать данные в том случае, если в изделии содержатся два дефекта, и следует дать инструкции людям, которые маркируют изделия. В случае, представленном на рис. 2, забракованными оказались 42 изделия из 1525, но общее число обнаруженных дефектов – 62, поскольку в некоторых изделиях содержалось по два или более дефектов.
studfiles.net
Контрольный листок (таблица накопленных частот) составляется для построения гистограммы распределения, включает в себя следующие графы: (табл.5.1.).
Таблица 5.1.
| № интервала | Измеренные значения | Частота | Накопленная частота | Накопленная относительная частота |
На основании контрольного листка строится гистограмма (рис. 5.13.), или, при большом количестве измерений, кривая распределения плотности вероятностей (рис. 5.14.).
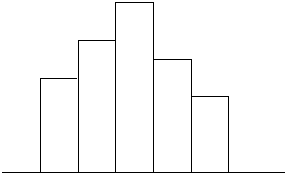
Рис. 5.13. Пример представления данных в виде гистограммы
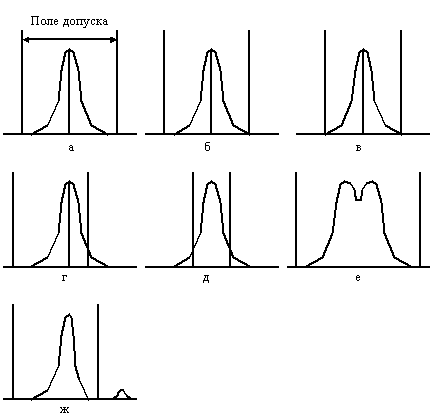
Рис. 5.14 Виды кривых распределения плотности вероятностей.
Гистограмма представляет собой столбчатый график и применяется для наглядного изображения распределения конкретных значений параметра по частоте появления за определенный период времени. При нанесении на график допустимых значений параметра можно определить, как часто этот параметр попадает в допустимый диапазон или выходит за его предел.
При исследовании гистограммы можно выяснить, в удовлетворительном ли состоянии находятся партия изделий и технологический процесс. Рассматривают следующие вопросы:
какова ширина распределения по отношению к ширине допуска;
каков центр распределения по отношению к центру поля допуска;
какова форма распределения.
В случае, если:
а) форма распределения симметрична, то имеется запас по полю допуска, центр распределения и центр поля допуска совпадают – качество партии в удовлетворительном состоянии;
б) центр распределения смещен вправо, то есть опасение, что среди изделий (в остальной части партии) могут находиться дефектные изделия, выходящие за верхний предел допуска. Проверяют, нет ли систематической ошибки в измерительных приборах. Если нет, то продолжают выпускать продукцию, отрегулировав операцию и сместив размеры так, чтобы центр распределения и центр поля допуска совпадали;
в) центр распределения расположен правильно, однако ширина распределения совпадает с шириной поля допуска. Есть опасения, что при рассмотрении всей партии появятся дефектные изделия. Необходимо исследовать точность оборудования, условия обработки и т.д. либо расширить поле допуска;
г) центр распределения смещен, что свидетельствует о присутствии дефектных изделий. Необходимо путем регулировки переместить центр распределения в центр поля допуска и либо сузить ширину распределения, либо пересмотреть допуск;
д) ситуация аналогична предыдущей, аналогичны и меры воздействия;
е) в распределении 2 пика, хотя образцы взяты из одной партии. Объясняется это либо тем, что сырьё было 2-х разных сортов, либо в процессе работы была изменена настройка станка, либо в 1 партию соединили изделия, обработанные на 2-х разных станках. В этом случае следует производить обследование послойно;
ж) и ширина, и центр распределения – в норме, однако незначительная часть изделий выходит за верхний предел допуска и, отделяясь, образует обособленный островок. Возможно, эти изделия – часть дефектных, которые вследствие небрежности были перемешаны с доброкачественными в общем потоке технологического процесса. Необходимо выяснить причину и устранить её.
studfiles.net
Во многих видах продукции обнаруживаются внешние дефекты или дефекты, выявляемые специальными методами (например, ультразвуковой дефектоскопией такие, как царапины или грязь), и на многих предприятиях принимаются различные меры для их устранения. Большую роль в решении этой проблемы играют контрольные листки локализации дефектов. В листках такого рода есть эскизы или схемы, на которых делаются пометки, показывающие местонахождение дефектов.
На рис. 3 показан такой листок, используемый на машиностроительном заводе для входного контроля отливок. Поставщик имел возможность и раньше принимать решения о приемке или браковке партий по числу обнаруженных дефектов – таких как раковины в отливках, но качество отливок при этом не улучшалось. После того как были введены листки локализации дефектов, на которых фиксировалось возможное месторасположение раковин, качество отливок резко улучшилось, поскольку облегчился поиск причин дефектов.
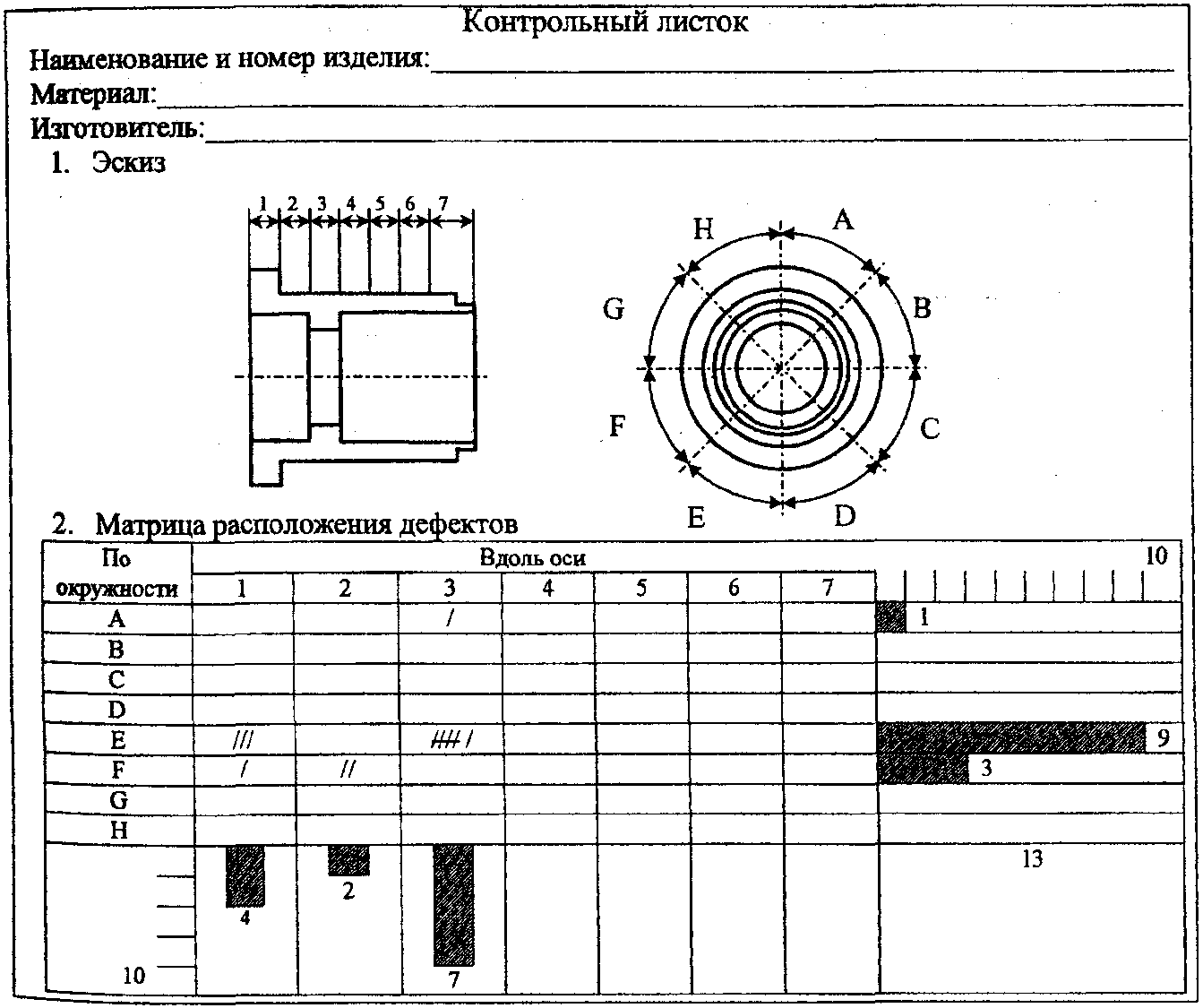
Рис. 3. Контрольный листок локализации дефектов
Такого типа контрольные листки нужны для диагноза процесса, поскольку причины дефектов часто можно найти, исследуя места их возникновения и наблюдая процесс в поисках объяснений, почему дефекты концентрируются именно в этих местах.
Листок локализации дефектов, описанный в предыдущем примере, используется для привлечения внимания к местам возникновения дефектов. Кроме того, контрольные листки применяются иногда для дальнейшей стратификации с целью определения причин дефектов. Вообще говоря, большинство исследований, нацеленных на поиск причин дефектов, предполагают сравнение данных о причинах с соответствующими данными о последствиях дефектов, сопоставляя их в строго установленном порядке для последующего анализа путем стратификации или с использованием диаграмм рассеивания. Но если случай достаточно простой, то можно фиксировать требуемые данные прямо в контрольном листке.
Например, на рис. 4 представлен контрольный листок для регистрации дефектов в ручках, изготовленных методом литья, с учетом оборудования, рабочих, дней изготовления и типов дефектов.
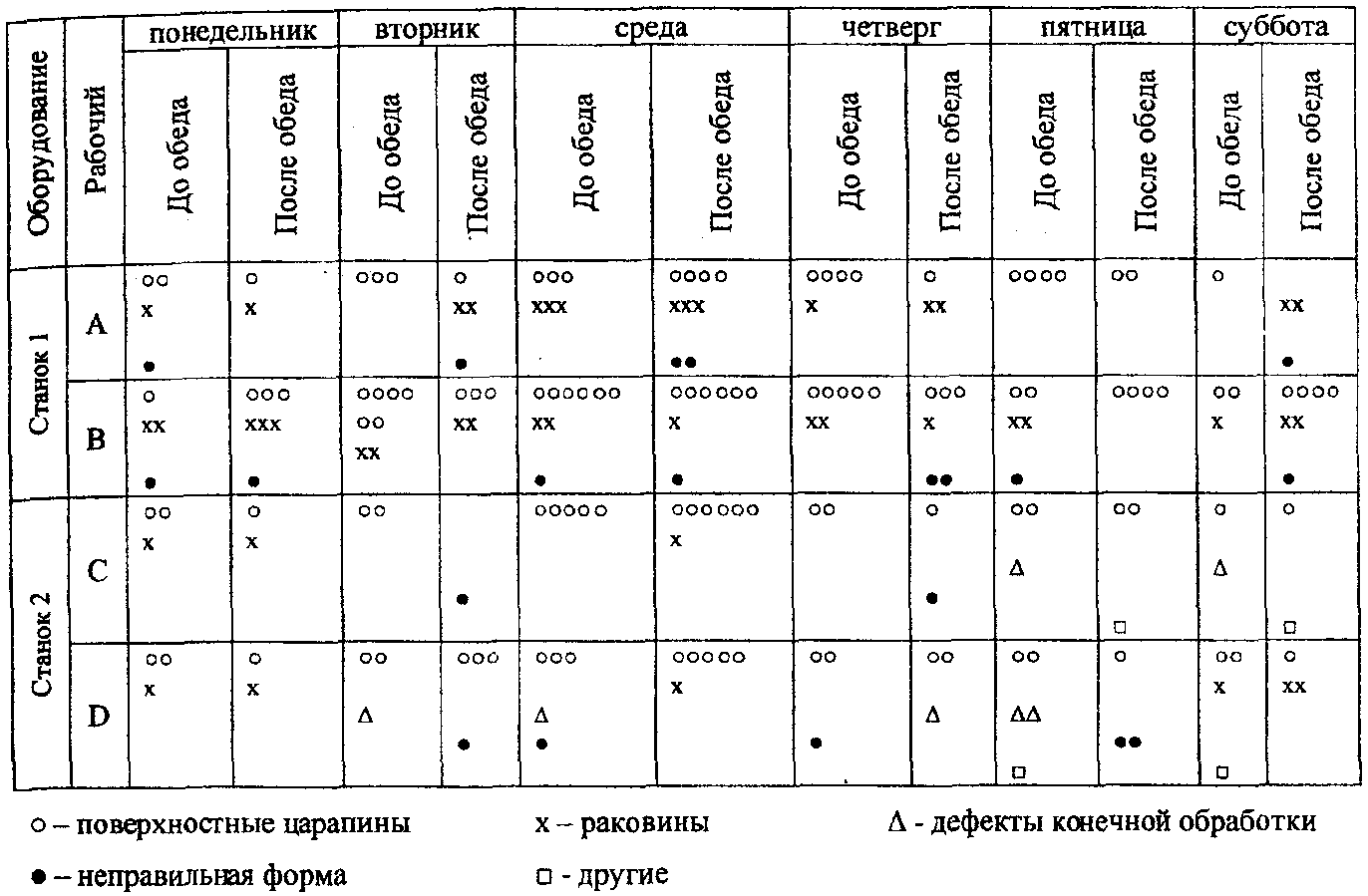
Рис. 4. Контрольный листок причин дефектов
С той же целью можно использовать контрольные листки в виде диаграмм причин и результатов. По этой диаграмме можно определить, устранению каких причин важно отдавать предпочтение.
Помимо описанных примеров, существует большое число других контрольных листков и форм, которые можно использовать на производстве.
1. Выполнить анализ контрольного листка для регистрации распределения измеряемого параметра в ходе производственного процесса, представленного на рис. 1. На основе анализа сделать вывод о качестве протекания технологического процесса.
2. Выполнить анализ контрольного листка для регистрации видов дефектов, представленного на рис. 2. На основе анализа сделать вывод о частоте различных дефектах штампованных заготовок.
3. Выполнить анализ контрольного листка локализации дефектов, представленного на рис. 3. На основе анализа сделать вывод о месторасположении наибольшего числа дефектов.
4. Выполнить анализ контрольного листка причин дефектов, представленного на рис. 4. На основе анализа выделить рабочего, допускающего наибольшее количество дефектов и определить день недели, когда число дефектов было аномально большим.
5. Разработать процедуру сбора и регистрации данных для следующего примера. В процессе шлифовки детали участвуют двое рабочих, каждый из них обслуживает по два станка. В последнее время возросла доля дефектов на этой операции. Рабочие попросили заменить станки, так как они изношены. Руководство заявило, что рабочие должны тщательнее относиться к работе, поскольку они допускают много дефектов по невнимательности. Какое решение могло быть предложено в подобной ситуации?
studfiles.net
Контрольный листок- это один из семи инструментов контроля качества. Он представляет собой форму для регистрации и подсчета данных, собираемых в результате наблюдений или измерений контролируемых показателей в течении установленного периода времени. Собираемые данные могут быть как целочисленными (например, число дефектов), так и интервальными (например, диапазон значений измерений).
Основное назначение контрольного листка – представлять информацию в удобном для восприятия виде. Контрольный листок позволяет распределить данные по категориям. Он показывает, как часто возникают те или иные события, поэтому информация контрольного листка является более систематизированной, чем обычный сбор данных.
По форме, контрольный листок это, как правило, таблица, которая сопровождает процесс или объект, в которой записываются данные контроля. В таблице уже определены типы несоответствий, которые могут возникнуть в объекте, и предусмотрено место для заполнения количества обнаруженных несоответствий. В ходе проверочной операции контролер отмечает с помощью простых символов каждое выявленное несоответствие, например в виде штрихов. Такой принцип сбора данных предусматривает минимальные действия контролера при регистрации несоответствий, что сокращает количество возможных ошибок, связанных со сбором информации.
| Как разработать контрольный листок: 1.Определяются события (несоответствия, проблемы процесса), которые необходимо регистрировать в контрольном листке. 2.Определяется период сбора данных и подходящий интервал. Период сбора данных необходимо выбирать таким образом, чтобы он был репрезентативным, т.е. наиболее типичным для исследуемого процесса. Например, если наибольшее число несоответствий возникает в ночную смену работы, то период сбора данных должен приходиться на период работы ночной смены. 3.Определяется категория данных для регистрации в контрольном листке – целочисленные данные или интервальные. 4.Разрабатывается форма контрольного листка. В этой форме необходимо предусмотреть достаточно места для регистрации данных в течении всего установленного интервала времени. Форма должна содержать ясные формулировки категорий данных и разделы для суммарных данных по категориям и за весь интервал сбора данных. 5.Проводится инструктаж сотрудников, ответственных за сбор информации. Каждый сотрудник должен понимать, как заполнять контрольный листок, какие события необходимо в нем регистрировать и в каком интервале времени. 6.Собираются данные по исследуемой проблеме. Данные регистрируются по каждому наблюдению (измерению) в соответствующей категории. 7.Данные суммируются по каждой категории и по всему интервалу наблюдений. 8.Проводится анализ данных и их дальнейшая обработка с помощью других инструментов качества.
ПРИМЕР | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Контрольный листок для регистрации целочисленных данных. Регистрация проводилась по дням недели, для установленных ранее видов дефектов.
Контрольный листок для регистрации интервальных данных. Регистрация проводилась для пяти интервальных значений по шести производственным линиям.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Контрольный листок является эффективным способом отображения данных. Помимо этого, он обладает и рядом других преимуществ– легкость применения, систематизация данных для работы с другими инструментами качества, применение единой формы для регистрации.
При этом недостаткиконтрольного листка связаны с его преимуществами. Это заранее заданные категории данных. Если в процессе наблюдений обнаружится событие, которое не определено в контрольном листке (вид дефекта или диапазон измерений), то это событие не будет зарегистрировано в контрольном листке.
studfiles.net
Контрольный листок входит в число «семи новых инструментов качества», отобранных Японским союзом ученных и инженеров по принципу доступности для неподготовленных пользователей (в 1979 году, — ред.). Это бумажный или, реже, электронный бланк, сформированный таким образом, чтобы заполняющий его сотрудник мог максимально легко отражать в нем качественные или количественные характеристики производственного процесса, за ход которого он отвечает. Полученные благодаря контрольному листку данные затем ложатся в основу анализа, направленного на улучшение работы или используются для применения сложных статистических методов контроля качества. Если принято решение использовать в своей практике контрольные листки, то встает вопрос о том, как они должны быть оформлены и какую информацию в них отражать. Если вы столкнулись с какой-то вполне стандартной задачей, то иногда наилучшим выходом будет использовать шаблон контрольного листка. За время существования этого метода таких устоявшихся форматов возникло великое множество. Например, есть стандартизированные формы контрольных листков причин дефектов, локализации дефектов, фиксирования отказавших деталей в приборах. Примеры контрольных листков под какие-то конкретные задачи можно легко найти в Интернете. Но иногда задача носит специфический характер и требует разработать форму контрольного листка самостоятельно.
Прежде всего, необходимо четко сформулировать для себя, зачем собираются данные, для какой цели. Когда вы с этим определились, можно без труда установить тип данных, который вам нужен исходя из вашей цели. Какой аспект хода интересующего вас производственного процесса вам нужен для дальнейшего анализа и принятия решений? Все сказанное кажется очевидным, но одной из главных проблем в применении этого, да и других инструментов качества, заключается в том, что собираются не те данные и не так. А потом оказывается, что для анализа какой-либо проблемы просто нет информации и нужно возвращаться опять на этап сбора информации. Помимо типа данных необходимо принять решение о том, какие адресные данные нужно закрепить в контрольном листке. «Адресные данные» – имеется в виду информация о дате, когда заполняется контрольный листок, о сотруднике, который это делает и тому подобные сведения. Неправильный выбор в этом вопросе может тоже обесценить собранную информацию. Например, без даты или имени сотрудника данные нельзя будет отсортировать по этим признакам.

Рис. 1. Пример контрольного листка
Разрабатывать контрольный листок лучше в сотрудничестве с теми, кто будет его в итоге заполнять. Во-первых, непосредственный исполнитель может знать свою деятельность с более практической стороны, чем вы, а во-вторых участие в работе познакомит работника с контрольным листком и он не будет относиться к нему, как к навязанной сверху досадной помехе основной работе. Еще один важный момент – хранение новых бланков контрольных листков. Касается это, конечно, только тех из них, которые имеют бумажный носитель. Такие контрольные листки, разумеется, имеют срок действия, после которого заполненный бланк нужно отдать, а новый взять. Чтобы при «смене караула» не возникало ошибок и путаницы, новые бланки контрольных листков лучше хранить поблизости.
В структуре контрольного листка иногда бывает не лишне предусмотреть правила его заполнения. Например, в нашем варианте на рисунке №1, эти правила сформулированы одним предложением в шапке таблицы. Контрольный листок – только один из инструментов качества. К «семи новым инструментам качества» относятся также: диаграмма Парето, диаграмма Исикавы, контрольная карта Шухарта, диаграмма рассеяния, диаграмма сродства и ряд других инструментов.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
1cert.ru
Количество просмотров публикации КОНТРОЛЬНЫЙ ЛИСТОК. - 495
Контрольный листок (или лист) -инструмент для сбора данных и автоматического их упорядочения для облегчения дальнейшего использования собранной информации. Контрольный литок - бумажный бланк, на котором заранее напечатаны контролируемые параметры, соответственно которым можно заносить данные с помощью пометок или простых символов.
Число различных конкретных контрольных листков исчисляется сотнями, и в принципе для каждой конкретной цели должна быть разработан свой листок. Но принцип их оформления остается неизменным: наименование контролируемого параметра, место измерений, ответственный исполнитель, время проведения измерений, порядок регистрации данных. Пример оформления контрольного листка приведен в таблице 6.1, а результаты обработки данных контрольного листка в таблице 6.2.
Таблица 6.1.
Измерение пробивного напряжения диэлектрических
слоев МОП - структур на измерительной установке.
Каждое значений пробивного напряжения отмечайте так: I
Время: 22-27 февраля 1999 ᴦ.
Лаборант: Иванов И.И.
| Х | Количество наблюдений | m | X | Количество наблюдений | m |
| / | ///////// | ||||
| / | //////// | ||||
| / | ////////////// | ||||
| / | ////////// | ||||
| / | ////////// | ||||
| // | / | ||||
| // | /////// | ||||
| // | ////// | ||||
| ///////// | ///// | ||||
| ////////// | /// | ||||
| /// | ///// | ||||
| /////// | / | ||||
| ////// | // | ||||
| ////// | / | ||||
| ///////////////// | // | ||||
| ////// | / |
Данные, полученные на основании контрольного листка, представляют из себяпервичный статистический материал, подлежащий обработке, осмыслению и научному анализу. Упорядоченное представление данных принято называть ранжированием (таблица 6.2.). Для получения статистического рядакрайне важно не только ранжировать статистический материал, но и подвергнуть его дополнительной обработке, объединив одни и те же значения в интервалы или группы. За величину интервала,как правило, принимают его середину, ᴛ.ᴇ. центральное значение.
Удобно представлять статистический материал числовыми значениями, которые до некоторой степени отражают существенные характеристики статистического ряда - характеристики положения и рассеивания случайной величины. Важнейшими характеристиками положения являются: средняя арифметическая величина, мода и медиана. Мода - значение случайной величины, ĸᴏᴛᴏᴩᴏᴇ наиболее часто встречается в данном ряду (в примере мода равна 196). Медиана - значение параметра, ĸᴏᴛᴏᴩᴏᴇ делит упорядоченный ряд на две равные по объёму группы.
Для отображения рассеивания в математической статистике применяют ряд характеристик. Размах R -разность между наибольшим и наименьшим значениями наблюдаемой случайной величины.
Выборочная дисперсия (s2)показывает, как тесно группируются отдельные значения вокруг средней арифметической или как они рассеиваются вокруг этой средней - сумма квадратов отклонений отдельных значений от средней арифметической, деленную на число наблюдений, уменьшенное на единицу. Корень квадратный из выборочной дисперсии принято называть выборочным стандартным отклонением (s). Отношение стандартного отклонения к средней арифметической, выраженное в процентах, принято называть коэффициентом вариации (V), который показывает относительное колебание отдельных значений около средней арифметической.
Таблица 6.2.
Интервальный ряд распределения пробивных напряжений диэлектрических слоев МОП - структур
| Интервал | Середина интервала | Частота mi | Относительная частота wi,% | Накопленная частота Smi | Относительная накопленная частота S mi |
| 176,5...179,4 | 0,6 | 0,6 | |||
| 179,5...182,4 | 1,9 | 2,5 | |||
| 182,5...185,4 | 3,1 | 5,6 | |||
| 185,5...188,4 | 13,1 | 18,1 | |||
| 188,5...191,4 | 10,0 | 28,7 | |||
| 191,5...194,4 | 18,1 | 46,8 | |||
| 194,5...197,4 | 19,4 | 66,2 | |||
| 197,5...200,4 | 13,1 | 79,3 | |||
| 200,5...203,4 | 11,4 | 90,7 | |||
| 203,5...206,4 | 5,6 | 96,3 | |||
| 206,5...209,4 | 3,1 | 99,4 | |||
| 209,5...212,4 | 0,6 | 100,0 |
Математической ожиданиеиграет роль характеристики положения случайной величины в генеральной совокупности, и в связи с этим его иногда называют генеральным средним арифметическим значением случайной величины или центром группирования значений случайной величины в генеральной совокупности. Математическое ожидание рассчитывается с учетом вероятности попадания в выборку отдельных значений контролируемого параметра.
Дисперсиюслучайной величины Х в генеральной совокупности (s2) рассчитывают по формуле:
где М(х) - генеральное среднее арифметическое значение случайной величины х;
к - количество интервалов;
хi- величина интервала;
n - количество измерений;
mi - частота в интервале;
i - номер интервала.
Чаще на практике вместо дисперсии применяют стандартное отклонение s(х), ĸᴏᴛᴏᴩᴏᴇ вычисляется как корень квадратный из величины дисперсии.
Важнейшим этапом, предшествующим принятию решения при управлении процессом, является определение закона распределения случайной величины по выборочным данным. Наиболее часто встречается Гауссовский закон распределения.В математической статистике применяется способ оценки диапазона возможных значений случайной величины известный под названием правила трех сигм. Согласно этому правилу в диапазоне М(х) s находится 68,27% всех наблюдений, в диапазоне М(х) 2s - 95,45%, в диапазоне М(х) 3s - 99,73%.
Контрольный листок — это форма, которая используется для систематического сбора и регистрации данных в целях изучения фактического положения дел. Она позволяет определить, как часто происходит то или иное событие, и регистрировать аналогичные данные одним и тем же... [читать подробнее].
Классификация и регистрация информационных данных Цели сбора информации Затраты на брак продукции Затраты на предотвращение. К ним относятся расходы на доработку иусовершенствование продукции, не отвечающей стандартам и... [читать подробнее].
- инструмент, предназначенный для облегчения процесса сбора данных и автоматического их упорядочения с целью облегчения дальнейшего использования (обработки) собранной информации. Это удобное средство регистрации информации, включающее в себя элементы... [читать подробнее].
К показателям качества продукции относятся следующие группы показателей: назначения, надёжности (безотказности, долговечности, ремонтопригодности, сохраняемости), экологичности, эргономичности, технологичности, эстетичности, стандартизации и унификации,... [читать подробнее].
№ Причины, вынуждающие клиентов ждать Всего В среднем в день До После До После 1. Только один оператор 14,5 1,2 2. Адресата нет на месте 6,1 1,4 3. В отделе, который должен ответить на звонок, никого нет 5,1 1,4 4. ... [читать подробнее].
Контрольные листки предназначены для сбора данных о качестве. В них заносится информация о контролируемом показателе, или дефектах изделия, или о причинах дефектов, и т.п. Форма листка зависит от его назначения. а) контрольный листок для регистрации распределения... [читать подробнее].
referatwork.ru









