
Сварочная проволока. При дуговой сварке большинства соединений требуется проволока, металл которой заполняет зазоры, а также обеспечивает формирование шва в соответствии с размерами, установленными ГОСТ 14806-80. Кроме того, проволока позволяет изменять состав шва, что особенно важно при сварке различных алюминиевых сплавов. Требуемый для легирования состав проволоки выбирают с учетом химического состава свариваемых кромок и доли участия проволоки в образовании шва. Для дуговой сварки в инертных газах содержание каждого элемента в проволоке можно рассчитать из уравнения [8] <img width=«200» height=«62» src=«ref-1_497570795-2308.coolpic» v:shapes="_x0000_i1034">
где СП – расчетное содержание элемента в проволоке; С0 – содержание элемента в свариваемом металле; СШ – содержание элемента в металле шва; kY – суммарный коэффициент усвоения элемента металлом шва при сварке; .П – доля проволоки в металле шва.
Доля проволоки в металле шва зависит от типа соединения, толщины свариваемых кромок, формы и размеров шва, зазоров.
Под действием высоких температур часть легирующих элементов улетучивается с поверхности расплавленного металла сварочной ванны и электродной проволоки. Эти потери учитывает суммарный коэффициент усвоения элемента металлом шва, который учитывает, какое количество данного элемента перешло в шов. Величина потерь зависит от способа и режима сварки, физико-химических свойств элемента и его содержания в проволоке. Обычно коэффициент усвоения kY определяют экспериментальным путем, сравнивая фактическое содержание элемента в шва с расчетным.
Определенный по уравнению состав проволоки чаще всего не совпадает с составом проволок, выпускаемых промышленностью. В связи с этим для сварки подбирают ту марку проволоки, у которой состав наиболее соответствует расчетному.
С введением легирующих элементов прочность металла шва повышается, а пластичность и коррозионная стойкость снижаются. Для большинства алюминиевых сплавов суммарное содержание в шве или зоне сплавления 5-8% легирующих элементов достаточно, чтобы по границам зерен образовался сплошной ободок из вторичных фаз. При такой структуре дальнейшее легирование не только не увеличивает, а даже несколько снижает прочность в результате концентрации напряжений по малопластичным вторичным фазам. Таким образом, для получения пластичных коррозионно-стойких соединений алюминиевые сплавы целесообразно сваривать менее легированными проволоками. Когда требуются сварные соединения повышенной прочности, наоборот, применяют более легированные проволоки с суммарным содержанием легирующих элементов не выше 6 –7%.
Наличие максимума трещинообразования при сварке алюминиевых сплавов в каждой системе легирования определяет выбор проволоки, способной обеспечить соединениям повышенную стойкость против трещин. Чтобы повысить стойкость соединений против образования горячих трещин, при сварке сплавов менее легированных, чем сплав с максимальным показателем трещинообразования, применяют проволоку с пониженным содержанием легирующих элементов, тогда как более легированные сплавы сваривают проволоками с более высоким содержанием легирующих элементов.
В зависимости от предъявляемых к соединениям требований, для сварки каждого из алюминиевых сплавов обычно применяют несколько марок проволок. Наиболее простым подходом является применение универсальной проволоки, которая обеспечивает сварным соединениям достаточно высокие значения всех основных характеристик: стойкость против горячих трещин, прочность, пластичность и коррозионную стойкость. Остальные рекомендованные проволоки обеспечивают соединениям повышенные значения одной из названных характеристик при удовлетворительных значениях всех остальных (табл. 1.2.).
Таблица 1.2.
Рекомендуемые марки проволок для сварки распространенных алюминиевых сплавов.
Свариваемый Металл
Универсальная проволока, обеспечивающая удовлетворит. характеристики соединения
Проволока, обеспечивающая удовлетворительные характеристики соединения и повышенные показатели
Стойкость против горячих трещин
Временное сопротивление разрыву
Относительное удлинение
Коррозион. стойкость
А99, А97, А95
А99
А99
СвА85Т
А99
А99
АД0, АД1
СвА5
СвА5
СвА5
СвА97
СвА97
Амц
СвАМц
СвАМц
СвАМц
СвАМц
СвАМц
АМг3
СвАМг3
СвАМг5
СвАМг5
АВч
АВч
АМг5
СвАМг5
СвАМг63
СвАМг6
СвАМг5
Св1557
АМг6
СвАМг6
СвАМг63
СвАМг61
СвАМг63
Св1557
АВ, АД31, АД33
СвАК5
СвАК5
Св1557
Св1557
АВч
1915
Св1557
СвАМг5
СвАМг6
СвАМг5
Св1557
Прим. Проволоку с обозначением «Св» поставляют по ГОСТ 7871-75, остальную по ТУ
Проволока может применяться в двух назначениях:
как электродная проволока при полуавтоматической или автоматической сварке в защитных газах (в шведском стандарте называется «Autrod»)
как присадочный материал при аргонодуговой сварке неплавящимся электродом (в шведском стандарте называется «Tigrod»)
Применяют также импортную сварочную проволоку фирмы «ESAB» (Швеция), (табл.1.3).
Таблица 1.3
Рекомендуемые марки проволок фирмы «ESAB» для сварки распространенных алюминиевых сплавов [4].
Свариваемый металл
Марка проволоки
Чистый алюминий А995
OK Autrod 18.01 (состав проволоки Al99,5)
Чистый алюминий A995
OK Autrod 18.11 (состав проволоки Al99,5Ti)
Силумин, с содержанием Si до 7%
OK Autrod 18.04 (состав проволоки AlSi5)
Сплав АМг3 (до 3%Mg)
OK Autrod 18.13 (состав проволоки AlMg3)
Сплав АМг5 (до 5%Mg)
OK Autrod 18.15 (состав проволоки AlMg5)
Сплавы АМг4, АМг5
OK Autrod 18.16 (состав проволоки AlMg4,5Mn)
2. Обзор наиболее распространенных способов сварки алюминия и его сплавов .
Для алюминия и его сплавов применяют практически все промышленные способы сварки плавлением. К основным методам сварки относятся: ручная дуговая сварка покрытыми электродами (ММА), аргонодуговая сварка неплавящимся вольфрамовым электродом с подачей присадочной проволоки (ТIG), плазменная сварка, полуавтоматическая сварка в защитном газе – бывает как минимум четырех разновидностей (импульсная полуавтоматическая сварка, традиционная полуавтоматическая сварка, полуавтоматическая сварка с управляемым массопереносом на инверторном источнике питания, полуавтоматическая сварка на источниках питания типа ВД-306ДК с комбинированной вольтамперной характеристикой). Другие виды сварки алюминия и его сплавов, такие как автоматическая сварка под слоем флюса и газовая сварка применяются значительно реже и рассматриваться не будут. Каждый способ сварки имеет свои особенности, которые необходимо учитывать для наиболее эффективного их использования при изготовлении изделий различного назначения.
2.1. Ручная дуговая сварка покрытыми электродами алюминия и его сплавов .
Ручную дуговую сварку покрытыми электродами применяют при изготовлении конструкций из технического алюминия, сплавов АМц и АМг, содержащих до 5 % магния, а также силумина. Толщина свариваемого металла лимитируется диаметром электрода. Минимальный диаметр электрода обычно составляет 4 мм, что вызвано трудностями сварки электродами малого сечения вследствие высокой скорости их плавления. Алюминиевый электрод расплавляется в 2-3 раза быстрее стального. В связи с этим толщина свариваемого металла должна быть свыше 4 мм.
Наиболее приемлемым типом сварного соединения для алюминия является стыковое. Соединений внахлестку и тавровых избегают, так как возможно затекание шлака в зазоры, из которых его трудно удалить при промывке после сварки. Наличие шлака в зазоре может вызвать коррозию металла. Поэтому, этот метод сварки алюминия наиболее редко применяется в промышленности. Отличие от ручной дуговой сварки стальных металлоконструкций заключается в том, что алюминий имеет значительно более высокую теплопроводность, чем сталь (см. п.1). Это приводит к тому, что шлак при ручной дуговой сварке не успевает, в ряде случаев, удаляться из расплавленного металла сварного соединения ввиду малого времени нахождения сварочной ванны в расплавленном состоянии и остается в соединении в виде дефектов.
Защитные (инертные) газы. Для защиты расплавленного металла сварочной ванны и проволоки при сварке алюминия и его сплавов применяются инертные газы и их смеси: аргон высшего или первого сорта по ГОСТ 10157 –79 и гелий особой или высокой чистоты по ГОСТ20461-75. Инертные газы аргон и гелий поставляются в баллонах.
Вольфрамовые электроды. Вольфрам – самый тугоплавкий из известных металлов (по температуре плавления он уступает только углероду). Температура плавления вольфрама равна 36000С, удельный вес 19,3 г/см3, он обладает весьма малой летучестью при высоких температурах и имеет низкий коэффициент теплопроводности. Вольфрамовые электроды изготавливаются по ГОСТ 23949-80. Они различаются по легированию, которое уменьшает работу выхода электронов и соответственно срок службы электродов. Электроды бывают чистые (ЭВЧ), лантанированные(ЭВЛ), иттрированные (ЭВИ), торированные (ЭВТ). Характеристики наиболее распространенных электродов в табл. 1.5.
Таблица 1.5
Характеристики наиболее распространенных электродов [8]
Марка электрода
Содержание примесей, мас. %
Диаметр прутка или проволоки, мм
ЭВЧ
0,5;
1,0; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0;10,0
ЭВЛ
(1,1-1,4) окиси лантана (LaO)
1,0; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0;10,0
ЭВИ-1
(1,5-2,3) окиси иттрия (Y2O3)
2,0; 3,0; 4,0; 5,0; 6,0; 8,0;10,0
ЭВИ-2
(2,0-3,0) окиси иттрия (Y2O3)
2,0; 3,0; 4,0; 5,0; 6,0; 8,0;10,0
ЭВИ-3
(2,5-3,5) окиси иттрия (Y2O3)
2,0; 3,0; 4,0; 5,0; 6,0; 8,0;10,0
ЭВТ-15
(1,5-2,0) двуокиси тория(ThO2)
2,0; 3,0; 4,0; 5,0; 6,0; 8,0;10,0
Электроды, применяемые при аргонодуговой сварке необходимо затачивать. Это повышает стабильность работы аргонодуговой установки и качество сварного соединения.
Покрытые электроды. Для сварки алюминия и его сплавов применяют следующие наиболее распространенные марки покрытых электродов, производства России и других стран [4,5]:
Электрод Свариваемый сплав
ОЗА 1 Технический алюминий
ОК 96.10 («ESAB») Технический алюминий
ОЗА2 Литой сплав типа АЛ-4
ОК 95.50 («ESAB») Литой сплав типа АЛ-4
МВТУ Сплавы типа АМц
АФ1 Сплавы типа АМг, АМц
ОК 96.20 («ESAB») Сплавы типа АМг, АМц
А1Ф Сплавы типа АМц, силумин
Состав электродных покрытий для сварки алюминия и его сплавов для некоторых из перечисленных марок электродов приведен в табл. 1.6.
Таблица 1.6
Состав некоторых электродных покрытий для сварки алюминия и его сплавов, мас. % [5]
Компонент
Марки покрытия
ОЗА1
ОЗА 2
МВТУ
АФ1
А1Ф
Хлористый натрий
18,2
30
18,0
Хлористый калий
32,5
50
20,0
32,0
Хлористый литий
9,1
24,0
9,0
Фтористый калий
39,0
Криолит
35,0 20
35,0 33,0
Фтористый натрий
5,2
17,0
5,0
Ферросилиций
3,0
Флюс АФ-4А
65,0
С течением времени при хранении электроды увлажняются, поэтому перед сваркой их необходимо подсушить при температуре 150 – 200 0С.
Сварочные флюсы. Для полуавтоматической сварки под слоем флюса применяют флюсы АН-А1, АН-А4, 48-АФ-1, МАТИ-1а, МАТИ-10.Состав флюсов в табл. 1.7.
Таблица 1.7
Состав флюсов для сварки алюминия и его сплавов, мас.% [5]
Компонент
Марка флюса
АН-А1
АН-А4
48-АФ-1
МАТИ-1а
МАТИ-10
Хлористый натрий 20,0
Хлористый калий
50,0
57,0
47,0
47,0
30,0
Хлористый литий
8,0
Фтористый барий
28,0 47,0
68,0
Фтористый натрий
42,0
Фтористый калий
2,0
Фтористый литий
7,5
Фтористый алюминий
7,5
2,0
Криолит
30
3,0
Фторцирконат калия
2,0
Окись хрома
2,0
Флюс должен храниться в герметически закрываемой таре, а перед употреблением просушиваться при температуре 200 – 250 0С в течении 2 часов.
Наиболее приемлемым типом сварного соединения для алюминия является стыковое. Соединений внахлестку и тавровых избегают, так как возможно затекание шлака в зазоры, из которых его трудно удалить при промывке после сварки. Наличие шлака в зазоре может вызвать коррозию металла. Поэтому, этот метод сварки алюминия наиболее редко применяется в промышленности. Отличие от ручной дуговой сварки стальных металлоконструкций заключается в том, что алюминий имеет значительно более высокую теплопроводность, чем сталь (см. п.1). Это приводит к тому, что шлак при ручной дуговой сварке не успевает, в ряде случаев, удаляться из расплавленного металла сварного соединения ввиду малого времени нахождения сварочной ванны в расплавленном состоянии
и остается в соединении в виде дефектов.
2.2. Аргонодуговая сварка неплавящимся вольфрамовым электродом с подачей присадочной проволоки (ТIG).
Аргонодуговая сварка неплавящимся вольфрамовым электродом с подачей присадочной проволоки (ТИГ) наиболее распространенный способ сварки, применяющийся для изготовления сварных конструкций из алюминиевых сплавов ответственного назначения. Основным преимуществом процесса дуговой сварки вольфрамовым электродом в среде защитного газа является отсутствие шлаковых включений, возможность работы на малых токах дуги (от 5А), возможность сварки тонких листов, включая фольгу, высокая устойчивость горения дуги во всем диапазоне токов, технологичность процесса. Благодаря этому процесс широко используется при сварке алюминия и его сплавов. 2.2.1. Сварка вольфрамовым электродом переменным
симметричным током.
Питание дуги осуществляется переменным током от источников с падающими внешними характеристиками. Существует справедливое мнение, что аргонодуговую сварку необходимо производить на штыковых или крутопадающих внешних вольт-амперных характеристиках. Это обусловлено тем, что в указанном случае минимален пусковой бросок тока, что резко улучшает свойства сварного соединения. Переменный ток дуги при сварке алюминия обеспечивает разрушение окисной пленки. Для повышения стабильности горения электрической дуги и эффективного разрушения окисной пленки, кроме падающей внешней характеристики источника и постоянной работы осциллятора используют дополнительную индуктивность (дроссель) в цепи дуги (обеспечивает дополнительную ЭДС самоиндукции и не позволяет погаснуть электрической дуге). Осцилляторы выполняют две функции – бесконтактное зажигание электрической дуги и стабилизацию сварочного тока в момент прохождения через ноль специальными стабилизаторами, синхронизированными со сварочным током и включенными, как правило, параллельно электрической дуге. Последние устройства обычно совмещают с осцилляторами. Электрическая дуга горит между изделием и неплавящимся вольфрамовым электродом. Для повышения стабильности горения электрической дуги рекомендуется тщательно затачивать конец вольфрамового электрода. Симметричность тока обеспечивает равную проплавляющую и очищающую способность электрической дуги. Это самый простой и распространенный способ аргонодуговой сварки. 2.2.2. Сварка вольфрамовым электродом переменным
асимметричным током.
По сравнению с аргонодуговой сваркой неплавящимся электродом симметричным током, сварка асимметричным током алюминиевых сплавов расширяет технологические возможности за счет регулирования параметров тока прямой и обратной полярности. Как правило, регулировка асимметричности осуществляется в пределах 30% от амплитудного значения параметра. Преобладание составляющей тока прямой полярности приводит к увеличению глубины проплавления и скорости сварки, а также к повышению стойкости вольфрамового электрода. Преобладание тока обратной полярности улучшает очистку свариваемого металла от окисной пленки и улучшает качество формирования шва. Выбор правильного режима сварки в этом случае является задачей технолога. Для аргонодуговой сварки алюминиевых сплавов неплавящимся вольфрамовым электродом переменным асимметричным током используются установки УДГУ-351АС/DC и УДГУ-501AC/DC. 2.2.3. Импульсная сварка вольфрамовым электродом.
В ряде случаев целесообразно использовать сварку вольфрамовым электродом импульсной дугой. Подача импульсов осуществляется, как правило, с частотой до 50 или свыше 100Гц и эти импульсы накладываются на базовое напряжение на дуге. Импульсы имеют остроугольную или прямоугольную форму и служат для улучшения формирования сварного шва (при частоте следования 1-50 Гц) и для улучшения удаления окисной пленки (при частоте следования более 100 Гц). Наиболее часто такие импульсы применяются при сварке тонколистового металла. Для сварки в импульсном режиме выпускаются приставки к установкам УДГУ-351АС/DC и УДГУ-501AC/DC (типа ППС-01 -пульт пульсирующей сварки). Пульт пульсирующей сварки ППС-01 позволяет регулировать максимальное и минимальное значения импульсов тока, а также их продолжительность. В стандартном исполнении он позволяет регулировать частоту следования импульсов до 10 Гц, по спецзаказу- до 30Гц. Это обеспечивает снижение вероятности прожогов свариваемого металла и улучшает формирование сварного соединения. 2.3. Плазменная сварка.
Плазменная сварка является дальнейшим развитием и усовершенствованием аргонодуговой сварки вольфрамовым неплавящимся электродом. Плазменная сварка – это сварка плавлением, при которой нагрев производится сжатой дугой. Сжатая дуга – это дуга, столб которой сжат с помощью сопла плазменной горелки, потока газа или внешнего электромагнитного поля. Промышленное развитие получили сварочные плазменные горелки, где стабилизация и сжатие дуги осуществляется с помощью сопла плазменной горелки и потока плазмообразующего газа. При свободном горении дуги температура столба достигает 5000-6000К и столб дуги имеет форму усеченного конуса (рис.2.2, а). При ограничении возможности свободного расширения дуги температура ее возрастает. Кроме того, при сжатии столб дуги принимает практически цилиндрическую форму (рис.2.2, б), стабилизируется анодное пятно на изделии, тепловой поток становится более сосредоточенным, глубина проплавления возрастает, снижается нагрев основного металла, прилегающего к шву.
<img width=«511» height=«224» src=«ref-1_497573103-17865.coolpic» v:shapes="_x0000_i1035">
Рис.2.2. Схемы сопловых частей аргонодуговой (а) и плазменной (б) горелок
Сжимающее дугу сопло, через которое проходит плазма, имеет два важных размера – диаметр выходного отверстия dc и длину lc. Расстояние, на котором установлен электрод от выходного отверстия сопла, называется углублением электрода ly, а расстояние между внешней поверхностью (торцом) сопла и свариваемым изделием – рабочим расстоянием Н. Рекомендуется длину цилиндрической части сопла lc выполнять в диапазоне 0.5-2 dc . Соотношение lc/ dc носить название калибра и является важной характеристикой сварочной плазменной горелки, так как определяет давление сжатой дуги на сварочную ванну и возможность возникновения аварийного режима работы горелки – двойного дугообразования (дуга горит между электродом и соплом, соплом и изделием). Чем меньше длина цилиндрической части сопла, тем меньше вероятность возникновения этого аварийного режима.
По сравнению с аргонодуговой сваркой неплавящимся вольфрамовым электродом плазменная сварка имеет следующие преимущества:
• Меньшее влияние возможного изменения расстояния от торца сопла до изделия на геометрические размеры зоны проплавления;
• Меньшее влияние изменения тока на форму дуги, а, следовательно, и на стабильность проплавления металла;
• Высокая надежность зажигания дуги благодаря дежурной дуге;
• Отсутствие включений вольфрама в сварном соединении;
• Повышенная скорость сварки;
• Меньшее тепловложение и, следовательно, коробление изделий.
Если принять одинаковую скорость сварки, то при плазменной сварке необходим ток в два раза меньший по сравнению с аргонодуговой сваркой, сварные швы более узкие и с уменьшенной зоной термического влияния, благодаря чему уменьшается деформация конструкций. Недостатком плазменной сварки является то, что применяются водоохлаждаемые плазменные горелки и значительно усложняется и удорожается оборудование.
Плазменная сварка алюминия и его сплавов в связи с необходимостью разрушения и удаления окисной пленки выполняется сжатой дугой постоянного тока обратной полярности. Электрод в такой горелке служит анодом. В табл. 2.4 приведены рекомендуемые значения допустимого сварочного тока прямой и обратной полярности для вольфрамовых электродов различных марок и диаметров.
Таблица 2.4.
Допустимые значения постоянного тока прямой и обратной полярности для электродов различных марок [8]
Диаметр электрода, мм
Максимальный сварочный ток (А) для вольфрамовых электродов при полярности
ЭВЧ
ЭВЛ
ЭВТ-15
ЭВИ-3
прямой
обратной
прямой
обратной
прямой
обратной
прямой
обратной
2,0
50-90
20-25
110-150 30-
35
140-180
35-40
160-200
40-50
3,0
160-200
30-35
240-280
40-45
300-340
45-50
320-360
50-70
4,0
320-370
40-50
470-520
50-60
530-580
60-70
600-660
70-80
5,0
570-600
50-70
680-740
60-80
770-830
70-90
860-920
80-110
6,0
70-90
80-110
90-120
100-130
8,0
110-140
120-160
140-180
160-200
10,0
160-210
170-220
200-250
220-270
Как следует из табл. 2.4, при переходе на обратную полярность происходит многократное снижение допустимого тока. Поэтому, наиболее разумным решением является использование медных сферических водоохлаждаемых анодов. Это обеспечивает возможность изменения сварочного тока в широких пределах (до 300А) при сохранении высокой (более 10 часов) продолжительности работы. Работы в этом направлении, как отмечалось выше, проводит ЗАО НПФ «ИТС» и ВАТТ МО РФ, г. С-Петербург.
Процесс возбуждения дуги в установках обычно происходит следующим образом:
• С помощью высокочастотного высоковольтного напряжения осциллятора в промежутке электрод – сопло возбуждается искровой разряд, который затем переходит в дуговой (под воздействием электрического поля источника питания), т.е. возбуждается так называемая дежурная дуга постоянного тока, горящая между электродом и соплом.
• Потоком плазмообразующего газа катодное пятно дежурной дуги перемещается с внутренней конической поверхности сопла на его цилиндрическую поверхность, одновременно с этим дежурная дуга растягивается и плазменная струя длиной 20-40 мм истекает из сопла.
• При касании факела дежурной дуги изделия замыкается цепь электрод – изделие и возникает основная дуга, ток дежурной дуги снижается до нуля.
Для плазменной сварки алюминия применяют установки типа УПС-301 (токи до 300А) и УПС-501 (токи до 500А). В последнее время наиболее часто применяют источник питания ВД-306ДК или ВД-506ДК и приставку БУСП-ТИГ для аргонодуговой сварки, которая служит для подключения плазменной горелки, регулировки тока дежурной дуги, базового тока, скорости нарастания-снижения базового тока, времени продувки до и после сварки и времени горения дежурной дуги после выключения основной сварочной дуги.
В качестве плазменной горелки часто применяли плазмотрон типа ПС-3, конструкция которого допускает использование медного или вольфрамового электродов. Плазмотрон разработан СПбГТУ, выпускался заводом «Электрик». В настоящее время наибольший интерес вызывает псевдоплазменная горелка с медным анодом разработки ЗАО НПФ «ИТС» и ВАТТ. Существует соглашение, что после промышленных испытаний промышленное производство этой горелки будет осуществлять немецкая фирма «Abicor Binzel»
Рекомендуемые режимы плазменной сварки сплава АМг6 приведены в табл.2.5.
Таблица 2.5.
Ориентировочные режимы плазменной сварки стыковых соединений из сплава АМг6 толщиной 3,2 мм. [5]
Род тока
IСВ, А UД, В
VСВ, м/ч
dПР, мм
q/v.103, Дж/м
Постоянный (обратная полярность)
87
33
23
1,8
225
Переменный
220 21
20
2,0
415
Механические свойства сварных соединений из сплава АМг6 толщиной 3,2 мм, выполненных на постоянном токе обратной полярности следующие: предел прочности .В = 32,3 – 33,4 кгс/мм2 (316,9 – 327,7 МПа), угол загиба . = 78 – 81 град. [5]
2.4. Механизированная аргонодуговая сварка плавящимся электродом.
2.4.1. Механизированная сварка плавящимся электродом непрерывным током
Механизированную сварку плавящимся электродом применяют для получения стыковых, тавровых, нахлесточных и других соединений алюминия и его сплавов толщиной 4-6 мм и более. Этот способ является самым производительным среди ручных видов сварки. За границей наиболее распространенный среди видов сварки алюминия.
Отличием механизированной сварки алюминия от традиционной механизированной сварки сталей является: использование аргона в качестве защитного газа, тефлоновых подающих каналов вместо стальных, специальной формы роликов в подающем механизме, специальных мундштуков на горелках. В СССР ввиду отсутствия дешевых тефлоновых каналов этот метод сварки был незаслуженно не востребован.
Электрическая дуга при этом способе сварки горит между изделием и плавящимся электродом (проволокой), который подается в зону дуги обычно с постоянной скоростью.
Надежное разрушение пленки окислов при механизированной сварке плавящимся электродом достигается лишь при питании дуги постоянным током обратной полярности. Механизм удаления окисной пленки в этом случае заключается в разрушении и распылении ее тяжелыми положительными ионами, бомбардирующими катод (эффект катодного распыления).
Недостатком способа сварки алюминия плавящимся электродом является некоторое снижение по сравнению со сваркой неплавящимся электродом показателей механических свойств. В частности, уменьшение прочности шва об
ясняется тем, что электродный металл, проходя через дуговой промежуток, перегревается в большей степени, чем присадочная проволока при сварке неплавящимся электродом. Также происходит худшее удаление окисной пленки, т.к. при аргонодуговой механизированной сварке непрерывным током сварочный процесс сопровождается короткими замыканиями, в момент которых катодное распыление отсутствует.
Для устранения этих недостатка в сварочной установке ВД-306ДК применены принципиально новые технические решения: низковольтная постоянная подпитка сварочной дуги напряжением 10-11В, которая накладывается на общую картину сварочного напряжения.
Для сварки, как правило, применяют проволоку диаметром 1.2-1.6 мм, так как из-за недостаточной жесткости сварка алюминиевой проволокой меньшего диаметра затруднена. Применение проволоки большего диаметра принципиально возможно, однако сварные соединения в этом случае получаются крупночешуйчатые, что ухудшает их внешний вид и механические свойства.
Установки для механизированной сварки состоят из выпрямителя (ВД-306ДК и т.д.), механизма подачи (ПДГО-508, ПДГО-510 и т.д.) со специальными роликами.
Конструкция механизма подачи должна обеспечивать надежное и стабильное поступление мягкой алюминиевой проволоки. Обычно в таких механизмах предусматривают две пары специальных ведущих и прижимных роликов, что уменьшает возможность проскальзывания проволоки и ее сминания.
Наиболее применимы сварочные горелки немецкой фирмы «Abicor Binzel» с тефлоновым подающим каналом. Следует отметить, что в виду использования аргона, как защитного газа, чаще всего применяют водоохлаждаемые модели горелок. Сопло горелки должно обеспечивать надежную защиту инертным газом жидкой сварочной ванны. Диаметр сопла горелки для механизированной сварки алюминия обычно 18-22 мм.
Ориентировочные режимы механизированной аргонодуговой сварки алюминия плавящимся электродом приведены в табл. 2.6.
Таблица 2.6.
Ориентировочные режимы механизированной аргонодуговой сварки алюминия и его сплавов плавящимся электродом. [5]
Тип соединения
b, мм
dЭЛ.ПР., мм
IСВ, А
UД, В
VCВ, м/ч
Расход аргона, л/мин
Число проходов
Встык, без разделки кромок
4-6 8-10 12
1,5-2,0 1,5-2,0 2,0
140-240 220-300 280-300
19-22 22-25 23-25
20-30 15-25 15-18
6-10 8-10 10-12
2 2 2
Встык, с Vобразной разделкой кромок на подкладке
5-8 10-12
1,5-2,0 2,0
220-280 260-280
21-24 21-25
20-25 15-20
8-10 8-12
2-3 3-4
Встык, с Х образной разделкой кромок
12-16 20-25 30-60
2,0 2,0 2,0
280-360 330-360 330-360
24-28 26-28 26-28
20-25 18-20 18-20
10-12 12-15 12-15
2-4 4-8 10-40
Тавровое, угловое и нахлесточное
4-6 8-16 20-30
1,5-2,0 2,0 2,0
200-260 270-330 330-360
18-22 24-26 26-28
20-30 20-25 20-25
6-10 8-12 12-15
1 2-6 10-40
Особый интерес при механизированной сварке алюминия вызывает использование источника питания ВД-306ДК с механизмом подачи ПДГО-508(510) (полуавтоматический модуль мультисистемы «Сорока»). Использование этого источника вызывает большой промышленный интерес в виду того, что в нем применены принципиально новые технические решения: низковольтная постоянная подпитка сварочной дуги напряжением 10-11В. Особенностью низковольтной подпитки напряжения на сварочной дуге является наложение постоянно действующего отрицательного потенциала. Это обеспечивает непрерывное горение электрической дуги, улучшает удаление окисной пленки, обеспечивает более мягкий переход капель электродного металла в сварочную ванну, уменьшает разбрызгивание и улучшает стабильность горения электрической дуги и качество формирования сварного соединения. Высоковольтная подпитка служит для облегчения зажигания дуги. Таким образом, в указанной схеме стало возможным производить регулирование продолжительности коротких замыканий и их частоты, возможность регулирования тока короткого замыкания. Установка имеет также возможность регулировки угла наклона вольтамперных характеристик и возможность производить сварку на значительном удалении от источника питания (до 20м). Последнее обеспечивается за счет применения обратных связей по току и напряжению на дуге. Для реализации последнего необходимо применять подающий механизм ПДГО-510Т и выпрямитель ВД-306ДК. Следует напомнить, что этот источник обеспечивает высококачественную сварку алюминия и его сплавов в режиме ручной дуговой сварки. Кроме того, его использование позволяет решить проблемы комплектации сварочной техникой цехов, когда все виды сварки (ММА, МИГ, ТИГ) можно производить на базе одного выпрямителя, комплектуя его различными приставками (БУСП-ТИГ, ПДГО) для реализации различных технологических процессов.
Механические свойства сварных соединений из сплава АМг6 толщиной 10 мм, выполненных механизированной сваркой на традиционных источниках питания (типа ВДУ-506) следующие [7]: .В = 30,6 кг/мм2, угол загиба . = 133 град.
2.4.2. Механизированная импульсно-дуговая сварка плавящимся электродом.
Повысить качество металла шва алюминиевых сплавов удается применением техники управляемого переноса металла при импульсно-дуговой сварке.
Импульсно-дуговая сварка плавящимся электродом отличается от обычной тем, что на постоянный ток обратной полярности, получаемый от основного источника питания, накладываются кратковременные импульсы тока с определенной частотой (как правило, 50 или 100Гц). Импульсы генерируются импульсным устройством для получения мелкокапельного направленного переноса электродного металла через дугу при более низких значениях сварочного тока, чем это имеет место при естественном мелкокапельном переносе. Величину и длительность импульсов сварочного тока выбирают такими, чтобы можно было обеспечить управляемый перенос металла с торца электрода небольшими каплями в широком диапазоне токов. Как правило, в паузах между импульсами значение тока небольшое, но достаточное для поддержания горения сварочной дуги, при котором ввод теплоты в изделие уменьшается и отсутствует перенос металла.
Импульсно-дуговая сварка обеспечивает повышение механических свойств наплавленного металла и сварных соединений в целом, улучшает стабильность процесса, позволяет выполнять сварку в различных пространственных положениях с улучшенным формированием швов, существенно стабилизировать провар корня шва.
Для механизированной импульсно-дуговой сварки плавящимся электродом используют источник питания ВДГИ-302, который комплектуется подающим механизмом ПДИ-304.
Ориентировочные режимы механизированной импульсно-дуговой сварки алюминия и его сплавов плавящимся электродом в аргоне приведены в табл. 2.7.
Таблица 2.7.
Ориентировочные режимы механизированной импульсно-дуговой сварки алюминия и его сплавов плавящимся электродом в аргоне. [5]
b, мм
dЭЛ.ПР., мм
Частота импульсов, 1/с
, А
UД, В
, м/ч
Расход аргона, л/мин
Число проходов
4
1,4-1,6
50
130-150 17-
19 20-
25
10-12
1
5
1,4-1,6
50
140-170 17-
19 20-
25
10-13
1
6
1,4-1,6
100
160-180 18-
21 20-
25
12-14
1
8
2,0
100 160-
190 22-24
25-
30 12-
14 2
10
2,0
100 220-
280 24-
26 25-
30 14-
16
2 продолжение --PAGE_BREAK--
www.ronl.ru
Введение
1. Особенности сварки алюминия и его сплавов, применяемые материалы
1.1 . Удаление окисной пленки с поверхности свариваемого металла
1.2. Конструктивные и технологические особенности сварки алюминия и его сплавов
1.3. Материалы для сварки алюминия и его сплавов
2. Обзор наиболее распространенных способов сварки алюминия и его сплавов
2.1. Ручная дуговая сварка покрытыми электродами алюминия и его сплавов
2.2. Аргонодуговая сварка неплавящимся вольфрамовым электродом с подачей присадочной проволоки
2.2.1. Сварка вольфрамовым электродом переменным симметричным током
2.2.2. Сварка вольфрамовым электродом переменным асимметричным током
2.2.3. Импульсная сварка вольфрамовым электродом
2.3. Плазменная сварка алюминия и его сплавов
2.4. Механизированная аргонодуговая сварка плавящимся электродом
2.4.1. Механизированная сварка плавящимся электродом
2.4.2. Механизированная импульсно-дуговая сварка плавящимся электродом
3. Оценка способов дуговой сварки алюминия и его сплавов
4. Техника безопасности и пожарные мероприятия при выполнении сварочных работ
Список литературы
Введение.
Алюминий и его сплавы играют важную роль в современной промышленности. Это обусловлено тем, что большинство промышленных сплавов алюминия обладает рядом уникальных свойств: сочетание высоких механических свойств (высокая удельная прочность .В/.) и физических свойств (малая плотность ., высокая теплопроводность, которая в 3-3.5 раза выше, чем у стали).
В работе [1] приведены данные о
потреблении алюминия и его сплавов в мире за 1998 год.
Рис.1. Применение алюминия и его сплавов в 1998 году в разных частях мира
Основными областями применения
являются транспорт (авиационная промышленность, кораблестроение,
вагоностроение), строительство (металлоконструкции общего назначения) и
упаковочная промышленность. 
Рис.2. Применение алюминия и его сплавов в промышленности
Большинство промышленных сплавов представляют собой сложные металлургические системы. В качестве основных легирующих элементов для алюминия используют магний, марганец, медь, кремний, цинк, реже никель, титан, бериллий, цирконий. Большинство легирующих элементов образуют с алюминием твердые растворы ограниченной растворимости, а также промежуточные фазы с алюминием и между собой (например, Mg2Si, CuAl2). Суммарное содержание легирующих элементов, как правило, не превышает 15%. алюминия марганцем или магнием способствует повышению его прочности. Дополнительного упрочнения, как и для технического алюминия, можно достичь нагартовкой (наклепом). Однако применение нагартованного металла в сварных конструкциях менее удобно, чем использование ненагартованного или отожженного. Нагартованный металл, в особенности с повышенным содержанием легирующих примесей, труднее деформировать при изготовлении заготовок под сварку. Кроме того, эффект нагартовки легко снимается сварочным нагревом. Временное сопротивление сплава АМг6 в отожженном и нагартованном состояниях 320 и 380 МПа соответственно.
Максимальную прочность термически упрочняемых сплавов получают в результате закалки и последующего старения. В закаленном и состаренном сплаве упрочнение обеспечивается образованием зон Гинье – Престона (зонное упрочнение) или мелкодисперсных фаз (фазовое упрочнение). Закалку сплава осуществляют погружением его в воду. При этом создается пересыщенный твердый раствор алюминия. При последующей выдержке на воздухе и комнатной температуре (естественное старение) или при температуре 100 – 190°С (искусственное старение) прочность полуфабрикатов повышается в 2 2,5 раза. Временное сопротивление термически упрочняемых сплавов достигает 400 – 500 МПа и более.
Чем меньше примесей в алюминиевом сплаве, тем, как правило, выше его пластичность. Технический алюминий, алюминиево-марганцевый и низколегированные сплавы с магнием вплоть до АМг5 легко деформируются в холодном состоянии. Образцы сплава АМг6 в зависимости от толщины, содержания сопутствующих примесей могут быть изогнуты на 100—180°. Термически упрочняемые сплавы допускают деформацию только в закаленном состоянии, а в состаренном состоянии изгибу не подлежат. Их можно деформировать после небольшого нагрева (150 – 200°С).
В связи с тенденцией замены черных металлов алюминием и его сплавами во многих отраслях техники, строительства и транспорта эту замену следует осуществлять с учетом технико-экономических преимуществ того или иного сплава перед сталью. При использовании алюминиевых сплавов необходимо также учитывать их коррозионную стойкость и свариваемость.
Коррозионная стойкость алюминия и его сплавов определяется наличием на поверхности изделий плотной окисной пленки. Алюминий совершенно нетоксичен, чем определяется широкое применение его в пищевой промышленности. Он весьма стоек в окислительных средах. В связи с этим его используют в сосудах для транспортировки и получения азотной кислоты и т.п. Как правило, чем меньше примесей в техническом металле, тем выше его коррозионная стойкость. Алюминий и его сплавы совершенно непригодны для работы в щелочной среде.
Под свариваемостью понимают совокупность свойств, определяющих возможность получения сварных соединений определенного качества при данном способе сварки. Чем легче получаются качественные соединения, тем выше свариваемость сплава. Многогранное понятие «свариваемость» включает склонность сплавов к образованию трещин, пористости, механические свойства сварных соединений, коррозионную стойкость и пр. При сварке плавлением свариваемость зависит от химического состава сплава и его структуры, которая создается в результате металлургического передела слитка. Среди физико-химических характеристик металла наибольшее влияние на свариваемость оказывают наличие окисной пленки, химический состав, теплопроводность, температура плавления, плотность, коэффициенты теплопроводности и линейного расширения. Последнее приводит к тому, что уровень деформации алюминиевых сварных конструкций в 1.5-2 раза выше, чем у аналогичных стальных конструкций.
Чтобы обеспечить алюминиевым сварным конструкциям требуемую форму и размеры, используют конструктивные и технологические методы уменьшения сварочных деформаций. К числу этих методов относят правильный выбор толщины свариваемых деталей, соответствующее конструирование сварного соединения при сварке разнотолщинных деталей, предварительный подогрев свариваемых поверхностей.
При сварке алюминия и его сплавов также существует такое понятие, как критический сварочный ток. Этот ток определяется рядом факторов, которые недостаточно изучены. Увеличение сварочного тока выше критического значения нарушает процесс формирования сварочного шва, его поверхность покрывается морщинистыми складками, а глубина проплавления резко уменьшается. Величина критического тока зависит от вида сварки, качества защиты поверхности сварочной ванны инертным газом, состава этого газа, толщины свариваемых элементов.
В настоящее время в Украине наиболее распространена аргонодуговая сварка неплавящимся электродом алюминия и его сплавов на переменном токе. Этот метод не является оптимальным для всех видов сварных соединений, т.к. имеет недостаточно высокую производительность. Механизированная сварка плавящимся электродом в среде аргона, например, обеспечивает в 4-5 раз большую производительность, но худшее удаление окисных пленок. Это должно отрицательно сказываться на механических свойствах сварных соединений. Механизированная импульсно-дуговая сварка плавящимся электродом, которая мало применяется в Украине, устраняет этот недостаток, однако свойства сварных соединений изучены недостаточно. Появившиеся в последнее время современные источники питания, например, ВД-306ДК, использующие комбинированную вольтамперную характеристику (ВАХ имеет ряд участков, каждый из которых отвечает за определенную стадию массопереноса, включая формирование капли, ее отрыв от электрода и перенос в сварочную ванну), вообще не исследованы в области технологических свойств при сварке алюминия и его сплавов. Инверторные источники питания ввиду минимального распространения в Украине, также не имеют практического опыта промышленного применения в области сварки указанных соединений. Метод плазменной сварки алюминия известен более широко, но имеет распространение в основном за рубежом.
Поэтому, тема настоящего обзора определена необходимостью систематизации и обобщения основных технологических параметров сварки алюминия и его сплавов в свете достижений техники за последние годы, рассмотрения влияния различных видов аппаратурного оформления процесса сварки алюминия и его сплавов на свойства сварных соединений, экономической целесообразностью применения тех или иных методов сварки.
1. Особенности сварки алюминия и его сплавов, применяемые материалы.
Технология сварки алюминия и его сплавов достаточно многообразна, виды сварки перечислены выше и имеют ряд особенностей. К числу основных особенностей сварки алюминия и его сплавов любым из перечисленных методов относятся: необходимость удаления окисной пленки с поверхности свариваемых изделий, тщательная подготовка под сварку, предварительный подогрев и др. В работе [2] приведены основные трудности сварки алюминия и его сплавов. К ним относятся:
1. Наличие и возможность образования тугоплавкого окисла Al2O3 (Tпл = 2050ºС) с плотностью больше, чем у алюминия, затрудняет сплавление кромок соединения и способствует загрязнению металла шва частичками этой пленки.
2. Резкое падение прочности при высоких температурах может привести к разрушению (проваливанию) твердого металла нерасплавившейся части кромок под действием веса сварочной ванны. В связи с высокой жидкотекучестью, алюминий может вытекать через корень шва.
3. В связи с большой величиной коэффициента линейного расширения [. = (21 . 24.7)10-6 . С-1] и низким модулем упругости сплав имеет повышенную склонность к короблению. Уровень сварочных деформаций в 1.5-2 раза выше, чем у аналогичных стальных конструкций.
4. Необходима самая тщательная химическая очистка сварочной проволоки и механическая очистка и обезжиривание свариваемых кромок. В связи с резким повышением растворимости газов в нагретом металле и задержкой их в металле при его остывании возникает интенсивная пористость, обусловленная водородом, приводящая к снижению прочности и пластичности металла. Предварительный и сопутствующий подогрев замедляет кристаллизацию металла сварочной ванны, что способствует более полному удалению газов и снижению пористости.
5. Вследствие высокой теплопроводности алюминия необходимо применение мощных источников теплоты. С этой точки зрения в ряде случаев желательны подогрев начальных участков шва до температуры 120-1500С или применение предварительного и сопутствующего подогрева.
6. Металл шва склонен к возникновению трещин в связи с грубой столбчатой структурой металла шва и выделением по границам зерен легкосплавных эвтектик, а также развитием значительных усадочных напряжений в результате высокой литейной усадки алюминия (7%).
В настоящем разделе приводятся основы технологии сварки алюминия и его сплавов и применяемые сварочные материалы.
1.1. Удаление окисной пленки с поверхности свариваемого металла.
В естественных условиях
производства и хранения алюминий покрывается слоем окиси, предохраняющим его от
коррозии. На воздухе зачищенная поверхность сразу же покрывается новым слоем
окиси, толщина которого восстанавливается практически в течение нескольких
дней, надежно защищая металл от дальнейшего окисления. На рис.1.1 показана
кинетическая зависимость окисления алюминия при 200ºС. 
Рис.1.1. Кинетическая зависимость окисления алюминия при 200ºС.
Окисная пленка на поверхности алюминия и его сплавов затрудняет процесс сварки. Обладая высокой температурой плавления (20500ºС) она не растворяется в жидком металле в процессе сварки. Попадая в ванну, она затрудняет сплавление между собой частиц металла и ухудшает формирование шва.
Важной характеристикой окисной пленки алюминия является ее способность адсорбировать газы, в особенности водяной пар. Поэтому, окисная пленка является источником газов, растворяющихся в металле, и косвенной причиной возникновения в нем несплошностей различного рода.
Естественная защитная пленка имеет значительную толщину и ее удаление в процессе сварки весьма затруднительно. Поэтому поверхность соединяемых деталей и проволоки очищают от слоя окиси непосредственно перед сваркой и создают на ней искусственный слой окиси, который сохраняется достаточно тонким в течении 8-16 ч. Полученный тонкий слой окиси алюминия сравнительно легко удаляется электрической дугой или с помощью флюса во время сварки.
Обработка поверхности свариваемых деталей и проволоки производится следующим образом [3]. Сначала производится механическая зачистка с помощью металлических щеток. Затем свариваемые детали и проволока обезжириваются в водном растворе следующего состава: 40-50 г/л тринатрийфосфата (Na3PO4 . 12h3O), 35-50 г/л кальцинированной соды (Na2CO3) и 25-30 г/л жидкого стекла (Na2SiO3). Время обезжиривания примерно 5 минут, температура раствора 60-700С. Далее свариваемые детали и проволоку подвергают травлению в течении 1-3 мин в 5% растворе щелочи NaOH или KOH. После этого остатки щелочи и продукты реакции смывают сначала горячей, а потом холодной водой. После промывки детали пассивируют 20% азотной кислотой (HNO3), нагретой до температуры 600С. При этом детали покрываются новым тонким слоем окисной пленки. Извлеченные из азотной кислоты детали промывают холодной, затем горячей водой и сушат.
Так как в атмосферных условиях толщина образованной пленки, хотя и более медленно, но все же увеличивается, подготовленные к сварке детали необходимо сварить в течение 24 часов, а сварочную проволоку использовать в течение 8 часов. Различие в сроке хранения подготовленных к сварке деталей и проволоки обусловлено тем, что непосредственно перед сваркой соединяемые кромки деталей дополнительно очищают от окисных пленок механическим путем – проволочной щеткой, а затем шабером. Образовавшаяся после механической зачистки тончайшая пленка окиси легко удаляется сварочной дугой, горящей в среде инертных газов. Весьма эффективно происходит удаление окиси с поверхности металла, имеющего отрицательный потенциал. Присутствующие в дуге положительные ионы инертных газов разгоняются катодным напряжением и ударяют в поверхностный слой окисной пленки. Процесс обработки свариваемого металла положительными ионами называют катодным распылением. Результаты этого процесса остаются в виде беловатых полос по сторонам шва.
Менее эффективно удаление окиси алюминия с поверхности свариваемого металла происходит, когда он имеет положительный потенциал. Окись алюминия в этом случае разрушается при взаимодействии с расплавленным алюминием. В результате образуется газообразный субокисел Al2O. Поскольку эта реакция возможна только при температурах свыше 17000С, область очищенной поверхности практически ограничена анодным пятном. Естественно, для такого метода сварки применяются мощные горелки и высокие токи дуги для обеспечения большой плотности теплового потока в области анодного пятна дуги. Такой метод удаления окисной пленки называется термической очисткой. Поэтому, этот метод более эффективен при использовании в качестве защитного газа гелия, так как он наиболее высокоэнтальпийный газ и способствует более стабильному поддержанию дугового промежутка.
При ручной дуговой сварке покрытыми электродами и автоматической дуговой сварке по слою флюса расплавленный алюминий защищают от окружающей атмосферы флюсами из хлоридов и фторидов щелочных и щелочноземельных металлов, которые под действием дуги расплавляются и энергично реагируют с окисью алюминия, образуя комплексные соединения, переходящие в шлак, либо летучие соединения. Так, например, при использовании флюсов состава 50% KCl; 15% NaCl; 35% Na3AlF2 происходит разрушение Al2O3 по реакции
Al2O3 + 6KCl = 2AlCl3ЃЄ + 3K2O и растворение Al2O3 в криолите Na3AlF2 с образованием легкоплавкого шлака (NaCl снижает температуру плавления криолита). Криолит не только растворяет Al2O3, но, изменяя поверхностное натяжение металла, способствует образованию мелкокапельного переноса электродного металла. Остатки флюса и шлака, как правило, при комнатных температурах способствуют коррозии алюминия. Поэтому их остатки необходимо тщательно удалять с поверхности сваренных изделий, протирая загрязненные участки волосяными щетками в струе горячей воды или пара. Очищающее действие дуги зависит от глубины ее проникновения в соединяемый металл. Эту глубину регулируют, изменяя силу сварочного тока. Как правило, сварочный ток для сварки алюминия и его сплавов не превышает 550-750А. Увеличение сварочного тока выше этих критических значений нарушает процесс формирования шва.
При сварке плавлением алюминиевых
сплавов наиболее рациональным типом соединений являются стыковые. Для
устранения окисных включений в металле швов используют удаляемые подкладки из
коррозионно-стойкой стали, других металлов с повышенной температурой плавления,
а также меди, благодаря ее высокой теплопроводности. Используют также
остающиеся подкладки из свариваемого алюминиевого сплава или разделку кромок с
обратной стороны шва, что обеспечивает удаление окисных включений из стыка в
канавку подкладки. 
Рис.1.2. Форма поперечного сечения канавки в подкладке,
формирующей обратную сторону стыкового шва:
а – прямоугольная; б – квадратная со скругленными кромками; в – квадратная, наклонная
Подкладка, формирующая обратную
сторону стыкового шва, имеет канавку, различные формы которой представлены на
рис.1.2. Чаще всего используют канавки прямоугольной формы (рис. 1.2, а),
которые обеспечивают стабильные условия для формирования шва и удаления окисных
пленок при довольно значительных смещениях линии стыка и дуги от оси канавки. Канавка,
поперечное сечение которой показано на рис.1.2 б, обеспечивает плавный переход
от усиления шва к основному металлу. Но из-за малой ширины ее надо применять
вместе с дополнительной центрующей оснасткой. Для удаления окисных пленок в
стыковых соединениях с остающейся подкладкой, изготовленной как единое целое со
свариваемым элементом, используют прямоугольные и наклонные канавки (рис.1.2,
в), которые просты в изготовлении. Кроме удаления окисных пленок такая канавка
уменьшает теплоотвод от сварочной ванны в сторону более толстого элемента
замкового соединения. удаления окисных пленок из корня шва при односторонней
сварке стыковых соединений на подкладке с канавкой показан на рис.1.3. Канавка,
как уже говорилось ранее, препятствует отводу теплоты от свариваемых кромок в
подкладку и способствует опусканию окисных пленок вместе с расплавленным
металлом сварочной ванны в нижнюю часть сварного шва. 
Рис.1.3. Схема удаления окисных пленок из корня шва при односторонней
сварке стыковых соединений на подкладке с канавкой:
1 – электрод; 2 – свариваемый металл; 3 – расплавленный металл сварочной ванны; 4 – окисные пленки на поверхности соединяемых кромок; 5 – подкладка с канавкой; 6 – металл шва.
Вероятность полного удаления окисных пленок с торцевых поверхностей свариваемых кромок повышается с увеличением глубины канавки. В то же время слишком глубокая канавка требует дополнительного расхода сварочной проволоки для ее заполнения, а чрезмерно высокий валик на обратной стороне шва будет способствовать концентрации напряжений в зоне сплавления. На практике обычно применяют подкладки с глубиной канавки 1.2-2 мм. При правильно выбранном и стабильном режиме сварки такая глубина канавки более чем в 1.5 раза превышает высоту оставшихся под дугой окисных пленок и обеспечивает их полное удаление в поверхностный слой нижнего усиления шва. Канавка должна иметь достаточную ширину, чтобы обеспечить нормальное прогибание окисных пленок на нижней поверхности состыкованных кромок в условиях возможного смещения стыка в процессе сварки.
1.2. Конструктивные и технологические особенности сварки алюминия.
Как было сказано выше, из-за большого коэффициента теплопроводности и линейного расширения алюминия, существенно искажается форма, и изменяются размеры сварных конструкций из алюминиевых сплавов. Поэтому, необходимо использовать конструктивные и технологические методы уменьшения сварочных деформаций вне зависимости от выбранного вида сварки.
Конструктивные способы
уменьшения деформаций и напряжений предусматриваются при проектировании
сварного соединения. К ним относятся уменьшение количества сварных швов в
изделии, симметричное расположение ребер жесткости, швов, косынок. Для
уравновешивания деформаций припуски деталей на усадку должны быть равны усадке
с тем, чтобы размеры конструкции после сварки соответствовали проектным. Необходимо
предусматривать возможность использования зажимных сборочно-сварочных
приспособлений для предотвращения смещения свариваемых кромок относительно друг
друга в процессе сварки. Повышенная склонность к деформации свариваемых
соединений алюминия и его сплавов способствует появлению в них горячих трещин.
Особенно склонны к образованию горячих трещин стыковые швы, близко
расположенные друг к другу из-за пересечения зон термического влияния.
Необходимо конструктивно располагать швы на максимально возможном удалении друг
от друга. Если нельзя разнести швы, соединяемые элементы изготавливают как
единое целое (рис.1.4).  а)
б)
а)
б)
Рис.1.4. Конструкция соединения близко расположенных патрубков с листом
а – не рекомендуемая; б рекомендуемая
Отличительной чертой сварки
алюминия является то, что описанные выше конструктивные способы необходимо
применять в совокупности с описанными в предыдущем разделе методами удаления
окисной пленки из сварного соединения. Это наглядно иллюстрируется на примере
соединения трубы с трубной доской (такие устройства широко применяются как
теплообменники в энергетике и представляют собой два круглых фланца с
просверленными в них отверстиями, в которые вставлены теплообменные трубки). На
рис.1.5 показаны различные виды соединения трубы с трубной доской. 
Рис.1.5. Соединение трубы с трубной доской
а) замковое; б) стыковое с канавкой, полученное гибкой; в) стыковое с канавкой, полученной резанием.
На рис.1.5 а показано
соединение трубы с трубной доской, где наклонная канавка выполняет две функции:
первая функция – удаление окисных пленок, вторая функция – создание
равнотолщинности сварного соединения (сварка выполняется по кольцу с торцевой
верхней поверхности). На рис.1.5 б, в показан другой вид соединения, где
кольцевая канавка служит для удаления окисных пленок, а кольцевая проточка в
трубной доске – для обеспечения равнотолщинности сварного соединения (сварка
также выполняется с торцевой поверхности по кольцу). Вообще, в связи с низкой
температурой плавления для алюминия проблема равнотолщинности очень актуальна.
Это вызвано тем, что для высококачественного сварочного соединения необходимо
проплавить обе сопрягаемые поверхности. Из-за низкой температуры плавления
более тонкая деталь может просто расплавиться. Поэтому, свариваемые кромки
разнотолщинных элементов должны иметь одинаковую толщину. На рис.1.6 показаны
варианты стыкового соединения разной толщины.  а) б)
а) б)
Рис.1.6. Стыковое соединение металла разной толщины
а – допускаемое; б рекомендуемое
Для стыковых соединений ширину
утоненной части более массивного элемента можно ориентировочно определить по
формуле [8]  где
S1, S2 – толщины свариваемых соединений, l –
длина утоненной части.
где
S1, S2 – толщины свариваемых соединений, l –
длина утоненной части.
Не менее важны технологические меры уменьшения деформаций. Необходимо подобрать оптимальный режим сварки, с тем, чтобы зона термического влияния была минимальной. Для этого стремятся использовать методы сварки, обеспечивающие высокую концентрацию энергии в дуге, а соединения сваривают на повышенных скоростях. На деформацию соединения существенно влияет порядок выполнения швов. При выполнении швов большой протяженности целесообразно использовать обратно-ступенчатый способ сварки. Сварку конструкций, имеющих несколько последовательно расположенных швов, целесообразно начинать со среднего шва, а затем поочередно, с каждой стороны, выполнять остальные швы, двигаясь к краям конструкции. Также необходимо учитывать, что соединения со скосом кромок более склонны к деформации, чем без скоса кромок и соединения с симметричной двусторонней разделкой кромок менее склонны к деформациям, чем с односторонней разделкой кромок. Для предотвращения продольного прогиба соединений применяют предварительный обратный выгиб свариваемых элементов, который подбирают опытным путем.
Для устранения остаточных деформаций применяют ударную и тепловую правку. Чтобы не повредить поверхность, алюминиевые соединения правят ударами резиновых и деревянных молотков. Правку стальными молотками можно выполнять только через алюминиевые или деревянные подкладки. Тепловую правку применяют для тех алюминиевых соединений, работоспособность которых не ухудшается сопровождающим нагрев разупрочнением, например, при правке малонагруженных элементов или конструкций из отожженного металла. Максимальная температура подогрева должна быть не выше температуры отжига для применяемого алюминиевого сплава.
К числу технологических особенностей сварки алюминия необходимо отнести и предварительный подогрев. Он имеет важное значение в виду того, что окисная пленка на поверхности свариваемых алюминиевых металлоконструкций прекрасно адсорбирует влагу и необходимо применять меры по удалению этой влаги. Если этого не делать, то в сварном соединении могут возникнуть дефекты. Поэтому, свариваемые кромки перед сваркой подогревают, используя газовые горелки (восстановительное пламя), горячий воздух или электроконтактные нагреватели.
Температура и время подогрева зависят от марки и толщины свариваемого металла (табл.1.1). Температуру контролируют с помощью контактных термопар или термокарандашей.
Таблица 1.1
Максимальная температура подогрева некоторых алюминиевых сплавов. [8]
|
Сплав |
Толщина металла, мм |
Температура, 0С |
Продолжительность нагрева, мин |
|
А99, АД1 |
Любая |
350 |
60 |
|
АМц |
Любая |
250 |
60 |
|
АМг3, АМг4, АМг5 |
< 12 > 12 |
100 150 |
30 10 |
|
АД31, АД33, АВ |
< 12 > 12 |
180 200 |
60 30 |
|
1915 |
< 12 > 12 |
140 160 |
30 20 |
1.3. Материалы для сварки алюминия и его сплавов.
Сварочная
проволока. При дуговой сварке
большинства соединений требуется проволока, металл которой заполняет зазоры, а
также обеспечивает формирование шва в соответствии с размерами, установленными
ГОСТ 14806-80. Кроме того, проволока позволяет изменять состав шва, что особенно
важно при сварке различных алюминиевых сплавов. Требуемый для легирования
состав проволоки выбирают с учетом химического состава свариваемых кромок и
доли участия проволоки в образовании шва. Для дуговой сварки в инертных газах
содержание каждого элемента в проволоке можно рассчитать из уравнения [8] 
где СП – расчетное содержание элемента в проволоке; С0 – содержание элемента в свариваемом металле; СШ – содержание элемента в металле шва; kY – суммарный коэффициент усвоения элемента металлом шва при сварке; .П – доля проволоки в металле шва.
Доля проволоки в металле шва зависит от типа соединения, толщины свариваемых кромок, формы и размеров шва, зазоров.
Под действием высоких температур часть легирующих элементов улетучивается с поверхности расплавленного металла сварочной ванны и электродной проволоки. Эти потери учитывает суммарный коэффициент усвоения элемента металлом шва, который учитывает, какое количество данного элемента перешло в шов. Величина потерь зависит от способа и режима сварки, физико-химических свойств элемента и его содержания в проволоке. Обычно коэффициент усвоения kY определяют экспериментальным путем, сравнивая фактическое содержание элемента в шва с расчетным.
Определенный по уравнению состав проволоки чаще всего не совпадает с составом проволок, выпускаемых промышленностью. В связи с этим для сварки подбирают ту марку проволоки, у которой состав наиболее соответствует расчетному.
С введением легирующих элементов прочность металла шва повышается, а пластичность и коррозионная стойкость снижаются. Для большинства алюминиевых сплавов суммарное содержание в шве или зоне сплавления 5-8% легирующих элементов достаточно, чтобы по границам зерен образовался сплошной ободок из вторичных фаз. При такой структуре дальнейшее легирование не только не увеличивает, а даже несколько снижает прочность в результате концентрации напряжений по малопластичным вторичным фазам. Таким образом, для получения пластичных коррозионно-стойких соединений алюминиевые сплавы целесообразно сваривать менее легированными проволоками. Когда требуются сварные соединения повышенной прочности, наоборот, применяют более легированные проволоки с суммарным содержанием легирующих элементов не выше 6 –7%.
Наличие максимума трещинообразования при сварке алюминиевых сплавов в каждой системе легирования определяет выбор проволоки, способной обеспечить соединениям повышенную стойкость против трещин. Чтобы повысить стойкость соединений против образования горячих трещин, при сварке сплавов менее легированных, чем сплав с максимальным показателем трещинообразования, применяют проволоку с пониженным содержанием легирующих элементов, тогда как более легированные сплавы сваривают проволоками с более высоким содержанием легирующих элементов.
В зависимости от предъявляемых к соединениям требований, для сварки каждого из алюминиевых сплавов обычно применяют несколько марок проволок. Наиболее простым подходом является применение универсальной проволоки, которая обеспечивает сварным соединениям достаточно высокие значения всех основных характеристик: стойкость против горячих трещин, прочность, пластичность и коррозионную стойкость. Остальные рекомендованные проволоки обеспечивают соединениям повышенные значения одной из названных характеристик при удовлетворительных значениях всех остальных (табл. 1.2.).
Таблица 1.2.
Рекомендуемые марки проволок для сварки распространенных алюминиевых сплавов.
|
Свариваемый Металл |
Универсальная проволока, обеспечивающая удовлетворит. характеристики соединения |
Проволока, обеспечивающая удовлетворительные характеристики соединения и повышенные показатели |
|||||||
|
Стойкость против горячих трещин |
Временное сопротивление разрыву |
Относительное удлинение |
Коррозион. стойкость |
|
|||||
|
А99, А97, А95 |
А99 |
А99 |
СвА85Т |
А99 |
А99 |
||||
|
АД0,АД1 |
СвА5 |
СвА5 |
СвА5 |
СвА97 |
СвА97 |
||||
|
Амц |
СвАМц |
СвАМц |
СвАМц |
СвАМц |
СвАМц |
||||
|
АМг3 |
СвАМг3 |
СвАМг5 |
СвАМг5 |
АВч |
АВч |
||||
|
АМг5 |
СвАМг5 |
СвАМг63 |
СвАМг6 |
СвАМг5 |
Св1557 |
||||
|
АМг6 |
СвАМг6 |
СвАМг63 |
СвАМг61 |
СвАМг63 |
Св1557 |
||||
|
АВ, АД31, АД33 |
СвАК5 |
СвАК5 |
Св1557 |
Св1557 |
АВч |
||||
|
1915 |
Св1557 |
СвАМг5 |
СвАМг6 |
СвАМг5 |
Св1557 |
||||
|
Прим. Проволоку с обозначением «Св» поставляют по ГОСТ 7871-75, остальную по ТУ |
|||||||||
Проволока может применяться в двух назначениях:
как электродная проволока при полуавтоматической или автоматической сварке в защитных газах (в шведском стандарте называется «Autrod»)
как присадочный материал при аргонодуговой сварке неплавящимся электродом (в шведском стандарте называется «Tigrod»)
Применяют также импортную сварочную проволоку фирмы «ESAB» (Швеция), (табл.1.3).
Таблица 1.3
Рекомендуемые марки проволок фирмы «ESAB» для сварки распространенных алюминиевых сплавов [4].
|
Свариваемый металл |
Марка проволоки |
|
Чистый алюминий А995 |
OK Autrod 18.01 (состав проволоки Al99,5) |
|
Чистый алюминий A995 |
OK Autrod 18.11 (состав проволоки Al99,5Ti) |
|
Силумин, с содержанием Si до 7% |
OK Autrod 18.04 (состав проволоки AlSi5) |
|
Сплав АМг3 (до 3%Mg) |
OK Autrod 18.13 (состав проволоки AlMg3) |
|
Сплав АМг5 (до 5%Mg) |
OK Autrod 18.15 (состав проволоки AlMg5) |
|
Сплавы АМг4, АМг5 |
OK Autrod 18.16 (состав проволоки AlMg4,5Mn) |
2. Обзор наиболее распространенных способов сварки алюминия и его сплавов.
Для алюминия и его сплавов применяют практически все промышленные способы сварки плавлением. К основным методам сварки относятся: ручная дуговая сварка покрытыми электродами (ММА), аргонодуговая сварка неплавящимся вольфрамовым электродом с подачей присадочной проволоки (ТIG),плазменная сварка, полуавтоматическая сварка в защитном газе – бывает как минимум четырех разновидностей (импульсная полуавтоматическая сварка, традиционная полуавтоматическая сварка, полуавтоматическая сварка с управляемым массопереносом на инверторном источнике питания, полуавтоматическая сварка на источниках питания типа ВД-306ДК с комбинированной вольтамперной характеристикой). Другие виды сварки алюминия и его сплавов, такие как автоматическая сварка под слоем флюса и газовая сварка применяются значительно реже и рассматриваться не будут. Каждый способ сварки имеет свои особенности, которые необходимо учитывать для наиболее эффективного их использования при изготовлении изделий различного назначения.
2.1 . Ручная дуговая сварка покрытыми электродами алюминия и его сплавов.
Ручную дуговую сварку покрытыми электродами применяют при изготовлении конструкций из технического алюминия, сплавов АМц и АМг, содержащих до 5 % магния, а также силумина. Толщина свариваемого металла лимитируется диаметром электрода. Минимальный диаметр электрода обычно составляет 4 мм, что вызвано трудностями сварки электродами малого сечения вследствие высокой скорости их плавления. Алюминиевый электрод расплавляется в 2-3 раза быстрее стального. В связи с этим толщина свариваемого металла должна быть свыше 4 мм.
Наиболее приемлемым типом сварного соединения для алюминия является стыковое. Соединений внахлестку и тавровых избегают, так как возможно затекание шлака в зазоры, из которых его трудно удалить при промывке после сварки. Наличие шлака в зазоре может вызвать коррозию металла. Поэтому, этот метод сварки алюминия наиболее редко применяется в промышленности. Отличие от ручной дуговой сварки стальных металлоконструкций заключается в том, что алюминий имеет значительно более высокую теплопроводность, чем сталь (см. п.1). Это приводит к тому, что шлак при ручной дуговой сварке не успевает, в ряде случаев, удаляться из расплавленного металла сварного соединения ввиду малого времени нахождения сварочной ванны в расплавленном состоянии и остается в соединении в виде дефектов.
Защитные (инертные) газы. Для защиты расплавленного металла сварочной ванны и проволоки при сварке алюминия и его сплавов применяются инертные газы и их смеси: аргон высшего или первого сорта по ГОСТ 10157 –79 и гелий особой или высокой чистоты по ГОСТ20461-75. Инертные газы аргон и гелий поставляются в баллонах.
Вольфрамовые электроды. Вольфрам – самый тугоплавкий из известных металлов (по температуре плавления он уступает только углероду). Температура плавления вольфрама равна 36000С, удельный вес 19,3 г/см3, он обладает весьма малой летучестью при высоких температурах и имеет низкий коэффициент теплопроводности. Вольфрамовые электроды изготавливаются по ГОСТ 23949-80. Они различаются по легированию, которое уменьшает работу выхода электронов и соответственно срок службы электродов. Электроды бывают чистые (ЭВЧ), лантанированные(ЭВЛ), иттрированные (ЭВИ), торированные (ЭВТ). Характеристики наиболее распространенных электродов в табл. 1.5.
Таблица 1.5
Характеристики наиболее распространенных электродов [8]
|
Марка электрода |
Содержание примесей, мас. % |
Диаметр прутка или проволоки, мм |
|
ЭВЧ |
0,5; |
1,0; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0;10,0 |
|
ЭВЛ |
(1,1-1,4) окиси лантана (LaO) |
1,0; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0;10,0 |
|
ЭВИ-1 |
(1,5-2,3) окиси иттрия (Y2O3) |
2,0; 3,0; 4,0; 5,0; 6,0; 8,0;10,0 |
|
ЭВИ-2 |
(2,0-3,0) окиси иттрия (Y2O3) |
2,0; 3,0; 4,0; 5,0; 6,0; 8,0;10,0 |
|
ЭВИ-3 |
(2,5-3,5) окиси иттрия (Y2O3) |
2,0; 3,0; 4,0; 5,0; 6,0; 8,0;10,0 |
|
ЭВТ-15 |
(1,5-2,0) двуокиси тория(ThO2) |
2,0; 3,0; 4,0; 5,0; 6,0; 8,0;10,0 |
Электроды, применяемые при аргонодуговой сварке необходимо затачивать. Это повышает стабильность работы аргонодуговой установки и качество сварного соединения.
Покрытые электроды. Для сварки алюминия и его сплавов применяют следующие наиболее распространенные марки покрытых электродов, производства России и других стран [4,5]:
Электрод Свариваемый сплав
ОЗА 1 Технический алюминий
ОК 96.10 («ESAB») Технический алюминий
ОЗА2 Литой сплав типа АЛ-4
ОК 95.50 («ESAB») Литой сплав типа АЛ-4
МВТУ Сплавы типа АМц
АФ1 Сплавы типа АМг, АМц
ОК 96.20 («ESAB») Сплавы типа АМг, АМц
А1Ф Сплавы типа АМц, силумин
Состав электродных покрытий для сварки алюминия и его сплавов для некоторых из перечисленных марок электродов приведен в табл. 1.6.
Таблица 1.6
Состав некоторых электродных покрытий для сварки алюминия и его сплавов, мас. % [5]
|
Компонент |
Марки покрытия |
||||||||
|
ОЗА1 |
ОЗА 2 |
МВТУ |
АФ1 |
А1Ф |
|||||
|
Хлористый натрий |
18,2 |
30 |
|
|
18,0 |
||||
|
Хлористый калий |
32,5 |
50 |
20,0 |
|
32,0 |
||||
|
Хлористый литий |
9,1 |
|
24,0 |
|
9,0 |
||||
|
Фтористый калий |
|
|
39,0 |
|
|
||||
|
Криолит |
35,0 20 |
|
|
35,0 33,0 |
|
||||
|
Фтористый натрий |
5,2 |
|
17,0 |
|
5,0 |
||||
|
Ферросилиций |
|
|
|
|
3,0 |
||||
|
Флюс АФ-4А |
|
|
|
65,0 |
|
||||
С течением времени при хранении электроды увлажняются, поэтому перед сваркой их необходимо подсушить при температуре 150 – 200 0С.
Сварочные флюсы. Для полуавтоматической сварки под слоем флюса применяют флюсы АН-А1, АН-А4, 48-АФ-1, МАТИ-1а, МАТИ-10.Состав флюсов в табл. 1.7.
Таблица 1.7
Состав флюсов для сварки алюминия и его сплавов, мас.% [5]
|
Компонент |
Марка флюса |
||||||||
|
АН-А1 |
АН-А4 |
48-АФ-1 |
МАТИ-1а |
МАТИ-10 |
|||||
|
Хлористый натрий 20,0 |
|
|
|
|
|
||||
|
Хлористый калий |
50,0 |
57,0 |
47,0 |
47,0 |
30,0 |
||||
|
Хлористый литий |
|
|
|
8,0 |
|
||||
|
Фтористый барий |
|
28,0 47,0 |
|
|
68,0 |
||||
|
Фтористый натрий |
|
|
|
42,0 |
|
||||
|
Фтористый калий |
|
|
2,0 |
|
|
||||
|
Фтористый литий |
|
7,5 |
|
|
|
||||
|
Фтористый алюминий |
|
7,5 |
|
|
2,0 |
||||
|
Криолит |
30 |
|
3,0 |
|
|
||||
|
Фторцирконат калия |
|
|
2,0 |
|
|
||||
|
Окись хрома |
|
2,0 |
|
|
|
||||
Флюс должен храниться в герметически закрываемой таре, а перед употреблением просушиваться при температуре 200 – 250 0С в течении 2 часов.
Наиболее приемлемым типом сварного соединения для алюминия является стыковое. Соединений внахлестку и тавровых избегают, так как возможно затекание шлака в зазоры, из которых его трудно удалить при промывке после сварки. Наличие шлака в зазоре может вызвать коррозию металла. Поэтому, этот метод сварки алюминия наиболее редко применяется в промышленности. Отличие от ручной дуговой сварки стальных металлоконструкций заключается в том, что алюминий имеет значительно более высокую теплопроводность, чем сталь (см. п.1). Это приводит к тому, что шлак при ручной дуговой сварке не успевает, в ряде случаев, удаляться из расплавленного металла сварного соединения ввиду малого времени нахождения сварочной ванны в расплавленном состоянии
и остается в соединении в виде дефектов.
2.2. Аргонодуговая сварка неплавящимся вольфрамовым электродом с подачей присадочной проволоки (ТIG).
Аргонодуговая сварка неплавящимся вольфрамовым электродом с подачей присадочной проволоки (ТИГ) наиболее распространенный способ сварки, применяющийся для изготовления сварных конструкций из алюминиевых сплавов ответственного назначения. Основным преимуществом процесса дуговой сварки вольфрамовым электродом в среде защитного газа является отсутствие шлаковых включений, возможность работы на малых токах дуги (от 5А), возможность сварки тонких листов, включая фольгу, высокая устойчивость горения дуги во всем диапазоне токов, технологичность процесса. Благодаря этому процесс широко используется при сварке алюминия и его сплавов.
2.2.1. Сварка вольфрамовым электродом переменным
симметричным током.
Питание дуги осуществляется переменным током от источников с падающими внешними характеристиками. Существует справедливое мнение, что аргонодуговую сварку необходимо производить на штыковых или крутопадающих внешних вольт-амперных характеристиках. Это обусловлено тем, что в указанном случае минимален пусковой бросок тока, что резко улучшает свойства сварного соединения. Переменный ток дуги при сварке алюминия обеспечивает разрушение окисной пленки. Для повышения стабильности горения электрической дуги и эффективного разрушения окисной пленки, кроме падающей внешней характеристики источника и постоянной работы осциллятора используют дополнительную индуктивность (дроссель) в цепи дуги (обеспечивает дополнительную ЭДС самоиндукции и не позволяет погаснуть электрической дуге). Осцилляторы выполняют две функции – бесконтактное зажигание электрической дуги и стабилизацию сварочного тока в момент прохождения через ноль специальными стабилизаторами, синхронизированными со сварочным током и включенными, как правило, параллельно электрической дуге. Последние устройства обычно совмещают с осцилляторами. Электрическая дуга горит между изделием и неплавящимся вольфрамовым электродом. Для повышения стабильности горения электрической дуги рекомендуется тщательно затачивать конец вольфрамового электрода. Симметричность тока обеспечивает равную проплавляющую и очищающую способность электрической дуги. Это самый простой и распространенный способ аргонодуговой сварки.
2.2.2. Сварка вольфрамовым электродом переменным
асимметричным током.
По сравнению с аргонодуговой сваркой неплавящимся электродом симметричным током, сварка асимметричным током алюминиевых сплавов расширяет технологические возможности за счет регулирования параметров тока прямой и обратной полярности. Как правило, регулировка асимметричности осуществляется в пределах 30% от амплитудного значения параметра. Преобладание составляющей тока прямой полярности приводит к увеличению глубины проплавления и скорости сварки, а также к повышению стойкости вольфрамового электрода. Преобладание тока обратной полярности улучшает очистку свариваемого металла от окисной пленки и улучшает качество формирования шва. Выбор правильного режима сварки в этом случае является задачей технолога. Для аргонодуговой сварки алюминиевых сплавов неплавящимся вольфрамовым электродом переменным асимметричным током используются установки УДГУ-351АС/DC и УДГУ-501AC/DC.
2.2.3. Импульсная сварка вольфрамовым электродом.
В ряде случаев целесообразно использовать сварку вольфрамовым электродом импульсной дугой. Подача импульсов осуществляется, как правило, с частотой до 50 или свыше 100Гц и эти импульсы накладываются на базовое напряжение на дуге. Импульсы имеют остроугольную или прямоугольную форму и служат для улучшения формирования сварного шва (при частоте следования 1-50 Гц) и для улучшения удаления окисной пленки (при частоте следования более 100 Гц). Наиболее часто такие импульсы применяются при сварке тонколистового металла. Для сварки в импульсном режиме выпускаются приставки к установкам УДГУ-351АС/DC и УДГУ-501AC/DC (типа ППС-01 -пульт пульсирующей сварки). Пульт пульсирующей сварки ППС-01 позволяет
регулировать максимальное и минимальное значения импульсов тока, а также их продолжительность. В стандартном исполнении он позволяет регулировать частоту следования импульсов до 10 Гц, по спецзаказу- до 30Гц. Это обеспечивает снижение вероятности прожогов свариваемого металла и улучшает формирование сварного соединения.
2.3. Плазменная сварка.
Плазменная сварка является дальнейшим развитием и усовершенствованием аргонодуговой сварки вольфрамовым неплавящимся электродом. Плазменная сварка – это сварка плавлением, при которой нагрев производится сжатой дугой. Сжатая дуга – это дуга, столб которой сжат с помощью сопла плазменной горелки, потока газа или внешнего электромагнитного поля. Промышленное развитие получили сварочные плазменные горелки, где стабилизация и сжатие дуги осуществляется с помощью сопла плазменной горелки и потока плазмообразующего газа. При свободном горении дуги температура столба достигает 5000-6000К и столб дуги имеет форму усеченного конуса (рис.2.2, а). При ограничении возможности свободного расширения дуги температура ее возрастает. Кроме того, при сжатии столб дуги принимает практически цилиндрическую форму (рис.2.2, б), стабилизируется анодное пятно на изделии, тепловой поток становится более сосредоточенным, глубина проплавления возрастает, снижается нагрев основного металла, прилегающего к шву.

Рис.2.2. Схемы сопловых частей аргонодуговой (а) и плазменной (б) горелок
Сжимающее дугу сопло, через которое проходит плазма, имеет два важных размера – диаметр выходного отверстия dc и длину lc. Расстояние, на котором установлен электрод от выходного отверстия сопла, называется углублением электрода ly, а расстояние между внешней поверхностью (торцом) сопла и свариваемым изделием – рабочим расстоянием Н. Рекомендуется длину цилиндрической части сопла lc выполнять в диапазоне 0.5-2 dc . Соотношение lc/ dc носить название калибра и является важной характеристикой сварочной плазменной горелки, так как определяет давление сжатой дуги на сварочную ванну и возможность возникновения аварийного режима работы горелки – двойного дугообразования (дуга горит между электродом и соплом, соплом и изделием). Чем меньше длина цилиндрической части сопла, тем меньше вероятность возникновения этого аварийного режима.
По сравнению с аргонодуговой сваркой неплавящимся вольфрамовым электродом плазменная сварка имеет следующие преимущества:
• Меньшее влияние возможного изменения расстояния от торца сопла до изделия на геометрические размеры зоны проплавления;
• Меньшее влияние изменения тока на форму дуги, а, следовательно, и на стабильность проплавления металла;
• Высокая надежность зажигания дуги благодаря дежурной дуге;
• Отсутствие включений вольфрама в сварном соединении;
• Повышенная скорость сварки;
• Меньшее тепловложение и, следовательно, коробление изделий.
Если принять одинаковую скорость сварки, то при плазменной сварке необходим ток в два раза меньший по сравнению с аргонодуговой сваркой, сварные швы более узкие и с уменьшенной зоной термического влияния, благодаря чему уменьшается деформация конструкций. Недостатком плазменной сварки является то, что применяются водоохлаждаемые плазменные горелки и значительно усложняется и удорожается оборудование.
Плазменная сварка алюминия и его сплавов в связи с необходимостью разрушения и удаления окисной пленки выполняется сжатой дугой постоянного тока обратной полярности. Электрод в такой горелке служит анодом. В табл. 2.4 приведены рекомендуемые значения допустимого сварочного тока прямой и обратной полярности для вольфрамовых электродов различных марок и диаметров.
Таблица 2.4.
Допустимые значения постоянного тока прямой и обратной полярности для электродов различных марок [8]
|
Диаметр электрода, мм |
Максимальный сварочный ток (А) для вольфрамовых электродов при полярности |
|||||||||||
|
ЭВЧ |
ЭВЛ |
ЭВТ-15 |
ЭВИ-3 |
|||||||||
|
прямой |
обратной |
прямой |
обратной |
прямой |
обратной |
прямой |
обратной |
|||||
|
2,0 |
50-90 |
20-25 |
110-150 30- |
35 |
140-180 |
35-40 |
160-200 |
40-50 |
||||
|
3,0 |
160-200 |
30-35 |
240-280 |
40-45 |
300-340 |
45-50 |
320-360 |
50-70 |
||||
|
4,0 |
320-370 |
40-50 |
470-520 |
50-60 |
530-580 |
60-70 |
600-660 |
70-80 |
||||
|
5,0 |
570-600 |
50-70 |
680-740 |
60-80 |
770-830 |
70-90 |
860-920 |
80-110 |
||||
|
6,0 |
|
70-90 |
|
80-110 |
|
90-120 |
|
100-130 |
||||
|
8,0 |
|
110-140 |
|
120-160 |
|
140-180 |
|
160-200 |
||||
|
10,0 |
|
160-210 |
|
170-220 |
|
200-250 |
|
220-270 |
||||
Как следует из табл. 2.4, при переходе на обратную полярность происходит многократное снижение допустимого тока. Поэтому, наиболее разумным решением является использование медных сферических водоохлаждаемых анодов. Это обеспечивает возможность изменения сварочного тока в широких пределах (до 300А) при сохранении высокой (более 10 часов) продолжительности работы. Работы в этом направлении, как отмечалось выше, проводит ЗАО НПФ «ИТС» и ВАТТ МО РФ, г. С-Петербург.
Процесс возбуждения дуги в установках обычно происходит следующим образом:
• С помощью высокочастотного высоковольтного напряжения осциллятора в промежутке электрод – сопло возбуждается искровой разряд, который затем переходит в дуговой (под воздействием электрического поля источника питания), т.е. возбуждается так называемая дежурная дуга постоянного тока, горящая между электродом и соплом.
• Потоком плазмообразующего газа катодное пятно дежурной дуги перемещается с внутренней конической поверхности сопла на его цилиндрическую поверхность, одновременно с этим дежурная дуга растягивается и плазменная струя длиной 20-40 мм истекает из сопла.
• При касании факела дежурной дуги изделия замыкается цепь электрод – изделие и возникает основная дуга, ток дежурной дуги снижается до нуля.
Для плазменной сварки алюминия применяют установки типа УПС-301 (токи до 300А) и УПС-501 (токи до 500А). В последнее время наиболее часто применяют источник питания ВД-306ДК или ВД-506ДК и приставку БУСП-ТИГ для аргонодуговой сварки, которая служит для подключения плазменной горелки, регулировки тока дежурной дуги, базового тока, скорости нарастания-снижения базового тока, времени продувки до и после сварки и времени горения дежурной дуги после выключения основной сварочной дуги.
В качестве плазменной горелки часто применяли плазмотрон типа ПС-3, конструкция которого допускает использование медного или вольфрамового электродов. Плазмотрон разработан СПбГТУ, выпускался заводом «Электрик». В настоящее время наибольший интерес вызывает псевдоплазменная горелка с медным анодом разработки ЗАО НПФ «ИТС» и ВАТТ. Существует соглашение, что после промышленных испытаний промышленное производство этой горелки будет осуществлять немецкая фирма «Abicor Binzel»
Рекомендуемые режимы плазменной сварки сплава АМг6 приведены в табл.2.5.
Таблица 2.5.
Ориентировочные режимы плазменной сварки стыковых соединений из сплава АМг6 толщиной 3,2 мм. [5]
|
Род тока |
IСВ, А UД, В |
|
VСВ, м/ч |
dПР, мм |
q/v.103, Дж/м |
|
Постоянный (обратная полярность) |
87 |
33 |
23 |
1,8 |
225 |
|
Переменный |
220 21 |
20 |
2,0 |
415 |
|
Механические свойства сварных соединений из сплава АМг6 толщиной 3,2 мм, выполненных на постоянном токе обратной полярности следующие: предел прочности .В = 32,3 – 33,4 кгс/мм2 (316,9 – 327,7 МПа), угол загиба . = 78 – 81 град. [5]
2.4. Механизированная аргонодуговая сварка плавящимся электродом.
2.4.1. Механизированная сварка плавящимся электродом непрерывным током
Механизированную сварку плавящимся электродом применяют для получения стыковых, тавровых, нахлесточных и других соединений алюминия и его сплавов толщиной 4-6 мм и более. Этот способ является самым производительным среди ручных видов сварки. За границей наиболее распространенный среди видов сварки алюминия.
Отличием механизированной сварки алюминия от традиционной механизированной сварки сталей является: использование аргона в качестве защитного газа, тефлоновых подающих каналов вместо стальных, специальной формы роликов в подающем механизме, специальных мундштуков на горелках. В СССР ввиду отсутствия дешевых тефлоновых каналов этот метод сварки был незаслуженно не востребован.
Электрическая дуга при этом способе сварки горит между изделием и плавящимся электродом (проволокой), который подается в зону дуги обычно с постоянной скоростью.
Надежное разрушение пленки окислов при механизированной сварке плавящимся электродом достигается лишь при питании дуги постоянным током обратной полярности. Механизм удаления окисной пленки в этом случае заключается в разрушении и распылении ее тяжелыми положительными ионами, бомбардирующими катод (эффект катодного распыления).
Недостатком способа сварки алюминия плавящимся электродом является некоторое снижение по сравнению со сваркой неплавящимся электродом показателей механических свойств. В частности, уменьшение прочности шва об
ясняется тем, что электродный металл, проходя через дуговой промежуток, перегревается в большей степени, чем присадочная проволока при сварке неплавящимся электродом. Также происходит худшее удаление окисной пленки, т.к. при аргонодуговой механизированной сварке непрерывным током сварочный процесс сопровождается короткими замыканиями, в момент которых катодное распыление отсутствует.
Для устранения этих недостатка в сварочной установке ВД-306ДК применены принципиально новые технические решения: низковольтная постоянная подпитка сварочной дуги напряжением 10-11В, которая накладывается на общую картину сварочного напряжения.
Для сварки, как правило, применяют проволоку диаметром 1.2-1.6 мм, так как из-за недостаточной жесткости сварка алюминиевой проволокой меньшего диаметра затруднена. Применение проволоки большего диаметра принципиально возможно, однако сварные соединения в этом случае получаются крупночешуйчатые, что ухудшает их внешний вид и механические свойства.
Установки для механизированной сварки состоят из выпрямителя (ВД-306ДК и т.д.), механизма подачи (ПДГО-508, ПДГО-510 и т.д.) со специальными роликами.
Конструкция механизма подачи должна обеспечивать надежное и стабильное поступление мягкой алюминиевой проволоки. Обычно в таких механизмах предусматривают две пары специальных ведущих и прижимных роликов, что уменьшает возможность проскальзывания проволоки и ее сминания.
Наиболее применимы сварочные горелки немецкой фирмы «Abicor Binzel» с тефлоновым подающим каналом. Следует отметить, что в виду использования аргона, как защитного газа, чаще всего применяют водоохлаждаемые модели горелок. Сопло горелки должно обеспечивать надежную защиту инертным газом жидкой сварочной ванны. Диаметр сопла горелки для механизированной сварки алюминия обычно 18-22 мм.
Ориентировочные режимы механизированной аргонодуговой сварки алюминия плавящимся электродом приведены в табл. 2.6.
Таблица 2.6.
Ориентировочные режимы механизированной аргонодуговой сварки алюминия и его сплавов плавящимся электродом. [5]
|
Тип соединения |
b, мм |
dЭЛ.ПР., мм |
IСВ, А |
UД, В |
VCВ, м/ч |
Расход аргона, л/мин |
Число проходов |
|
Встык, без разделки кромок |
4-6 8-10 12 |
1,5-2,0 1,5-2,0 2,0 |
140-240 220-300 280-300 |
19-22 22-25 23-25 |
20-30 15-25 15-18 |
6-10 8-10 10-12 |
2 2 2 |
|
Встык, с Vобразной разделкой кромок на подкладке |
5-8 10-12 |
1,5-2,0 2,0 |
220-280 260-280 |
21-24 21-25 |
20-25 15-20 |
8-10 8-12 |
2-3 3-4 |
|
Встык, с Х образной разделкой кромок |
12-16 20-25 30-60 |
2,0 2,0 2,0 |
280-360 330-360 330-360 |
24-28 26-28 26-28 |
20-25 18-20 18-20 |
10-12 12-15 12-15 |
2-4 4-8 10-40 |
|
Тавровое, угловое и нахлесточное |
4-6 8-16 20-30 |
1,5-2,0 2,0 2,0 |
200-260 270-330 330-360 |
18-22 24-26 26-28 |
20-30 20-25 20-25 |
6-10 8-12 12-15 |
1 2-6 10-40 |
Особый интерес при механизированной сварке алюминия вызывает использование источника питания ВД-306ДК с механизмом подачи ПДГО-508(510) (полуавтоматический модуль мультисистемы «Сорока»). Использование этого источника вызывает большой промышленный интерес в виду того, что в нем применены принципиально новые технические решения: низковольтная постоянная подпитка сварочной дуги напряжением 10-11В. Особенностью низковольтной подпитки напряжения на сварочной дуге является наложение постоянно действующего отрицательного потенциала. Это обеспечивает непрерывное горение электрической дуги, улучшает удаление окисной пленки, обеспечивает более мягкий переход капель электродного металла в сварочную ванну, уменьшает разбрызгивание и улучшает стабильность горения электрической дуги и качество формирования сварного соединения. Высоковольтная подпитка служит для облегчения зажигания дуги. Таким образом, в указанной схеме стало возможным производить регулирование продолжительности коротких замыканий и их частоты, возможность регулирования тока короткого замыкания. Установка имеет также возможность регулировки угла наклона вольтамперных характеристик и возможность производить сварку на значительном удалении от источника питания (до 20м). Последнее обеспечивается за счет применения обратных связей по току и напряжению на дуге. Для реализации последнего необходимо применять подающий механизм ПДГО-510Т и выпрямитель ВД-306ДК. Следует напомнить, что этот источник обеспечивает высококачественную сварку алюминия и его сплавов в режиме ручной дуговой сварки. Кроме того, его использование позволяет решить проблемы комплектации сварочной техникой цехов, когда все виды сварки (ММА, МИГ,ТИГ) можно производить на базе одного выпрямителя, комплектуя его различными приставками (БУСП-ТИГ, ПДГО) для реализации различных технологических процессов.
Механические свойства сварных соединений из сплава АМг6 толщиной 10 мм, выполненных механизированной сваркой на традиционных источниках питания (типа ВДУ-506) следующие [7]: .В = 30,6 кг/мм2, угол загиба . = 133 град.
2.4.2. Механизированная импульсно-дуговая сварка плавящимся электродом.
Повысить качество металла шва алюминиевых сплавов удается применением техники управляемого переноса металла при импульсно-дуговой сварке.
Импульсно-дуговая сварка плавящимся электродом отличается от обычной тем, что на постоянный ток обратной полярности, получаемый от основного источника питания, накладываются кратковременные импульсы тока с определенной частотой (как правило, 50 или 100Гц). Импульсы генерируются импульсным устройством для получения мелкокапельного направленного переноса электродного металла через дугу при более низких значениях сварочного тока, чем это имеет место при естественном мелкокапельном переносе. Величину и длительность импульсов сварочного тока выбирают такими, чтобы можно было обеспечить управляемый перенос металла с торца электрода небольшими каплями в широком диапазоне токов. Как правило, в паузах между импульсами значение тока небольшое, но достаточное для поддержания горения сварочной дуги, при котором ввод теплоты в изделие уменьшается и отсутствует перенос металла.
Импульсно-дуговая сварка обеспечивает повышение механических свойств наплавленного металла и сварных соединений в целом, улучшает стабильность процесса, позволяет выполнять сварку в различных пространственных положениях с улучшенным формированием швов, существенно стабилизировать провар корня шва.
Для механизированной импульсно-дуговой сварки плавящимся электродом используют источник питания ВДГИ-302, который комплектуется подающим механизмом ПДИ-304.
Ориентировочные режимы механизированной импульсно-дуговой сварки алюминия и его сплавов плавящимся электродом в аргоне приведены в табл. 2.7.
Таблица 2.7.
Ориентировочные режимы механизированной импульсно-дуговой сварки алюминия и его сплавов плавящимся электродом в аргоне. [5]
|
b, мм |
dЭЛ.ПР., мм |
Частота импульсов, 1/с |
, А |
UД, В |
, м/ч |
Расход аргона, л/мин |
Число проходов |
|
4 |
1,4-1,6 |
50 |
130-150 17- |
19 20- |
25 |
10-12 |
1 |
|
5 |
1,4-1,6 |
50 |
140-170 17- |
19 20- |
25 |
10-13 |
1 |
|
6 |
1,4-1,6 |
100 |
160-180 18- |
21 20- |
25 |
12-14 |
1 |
|
8 |
2,0 |
100 160- |
190 22-24 |
25- |
30 12- |
14 2 |
|
|
10 |
2,0 |
100 220- |
280 24- |
26 25- |
30 14- |
16 |
2 |
В последние годы широкое распространение при импульсно-дуговой сварке алюминия получили инверторные установки. Наиболее характерным представителем является установка для механизированной сварки типа Sinermig – 401 («OZAS»). Работа источника осуществляется на частоте 26 кГц с возможностью наложения дополнительных импульсов регулируемой амплитуды и скважности. Применение дополнительных импульсов позволяет увеличить производительность на 25% (по данным ОАО «Адмиралтейские верфи»). Использование этого источника позволяет получать кроме указанных выше возможностей, еще и формирование швов с обратным валиком и т.д., что часто требуется при сварке трубопроводов. Это достигается за счет возможности регулировки амплитуды и скважности импульсов, что невозможно на установке ВДГИ-302, где импульсы следуют постоянной амплитуды и частоты. Однако, данных по механическим свойствам изделий из алюминия и его сплавов, сваренных на таком источнике, не существует, ввиду его новизны, поэтому, точно делать выводы о применимости его для сварки конструкций из алюминиевых сплавов нельзя. В данной работе ниже приводится систематические данные по сравнению механических свойств на различных источниках питания при различных видах сварки.
3. Оценка способов дуговой сварки алюминия и его сплавов.
1. Электродуговая сварка алюминия является сложным процессом и требует точного поддержания параметров технологического процесса. Это обусловлено специфическими свойствами алюминия (низкая температура плавления ТПЛ =
VCВ
IСВ 6600С, высокая теплопроводность . = 0.52 кал/см.сек.0С, высокая скорость кристаллизации металла шва, высокое сродство к кислороду, высокий коэффициент линейного расширения . = 24,58.10-6). При нарушении технологии швы могут быть плохого качества. Основными дефектами являются непровары, прожоги, поры, трещины, окисные и вольфрамовые включения, а также неудовлетворительное формирование шва.
2. При всех видах электродуговой сварки алюминия применяют специальные технологические и конструктивные меры, способствующие удалению окисной пленки с поверхности свариваемого металла, шлаковых включений, снижению загазованности сварочной ванны, уменьшающие коробление и т.д., которые описаны в настоящей работе.
3. Принципиально дуговая сварка алюминия и его сплавов может осуществляться всеми известными методами: ручная дуговая сварка покрытыми электродами, аргонодуговая сварка неплавящимся электродом (симметричным переменным током, асимметричным переменным током, импульсная), плазменная сварка, полуавтоматическая аргонодуговая сварка плавящимся электродом (с использованием источников питания, выполненных по стандартной схеме выпрямления, с использованием низковольтных и высоковольтных подпиток напряжения на сварочной дуге – комбинированная вольтамперная характеристика, с наложением импульсов на сварочное напряжение). Особое внимание при использовании этих методов необходимо обратить на то, что сварку необходимо осуществлять на обратной полярности или переменном токе. Этот процесс промышленно освоен. Применение сварки на прямой полярности принципиально возможно и обеспечивает высокое качество но находится в стадии лабораторных образцов. В табл. 3.1 приведено сравнение механических свойств сварного соединения из сплава АМГ-5, выполненного различными методами и наличия внутренних дефектов. Сварка производилась на сплаве АМг5, S = 2.5 мм, = 1.2 мм.
Таблица 3.1
Зависимость механических свойств сварного соединения из АМг-5 от вида сварки
|
Вид сварки |
Установка |
Режим сварки |
.В, кгс/мм2 |
., град |
Дефекты |
|||||
Исходный материал |
32 |
|
|
|||||||
|
Механизированная сварка плавящимся электродом |
ВС-300Б |
=110А, UД = 18В |
19 |
105 |
П1,0; 7П0,3 |
|||||
|
ВДУ-506 |
=125А, UД = 18В |
21 |
125 |
3П0,3; П1,0 |
||||||
|
ВД-506ДК |
=120А, UД = 17В |
26 |
45 |
10П0,3 |
||||||
|
Механизированная импульсно-дуговая сварка плавящимся электродом |
ВДГИ-302 |
f = 100Гц, =100А, UД = 20В |
10 |
90 |
2Н5,0; 6П0,3; 2П1,0 |
|||||
|
ВДГИ-302 |
f = 50Гц, IСВ = 100А, UД = 20В |
27 |
103 |
|
||||||
|
Синермиг-401 |
= 87А, UД = 16В |
18 |
130 |
3П1,0; 3П0,5 |
||||||
IСВ IСВ IСВ IСВ IСВ dПР
|
Аргонодуговая сварка неплавящимся вольфрамовым электродом с подачей присадочной проволоки |
УДГУ-351 |
Симметричный ток, IСВ = 50А |
16 |
37 |
Ц5В0,5; 5П0,3; В0,5 |
||||
|
УДГУ-351 |
Асимметричный ток, IСВ = 50А, КАС = 0.56 |
9 |
90 |
3П0,3; В2,0 |
|||||
|
УДГУ-351 |
Асимметричный ток, IСВ = 50А, КАС = 0.43 |
26 |
83 |
4С5В0,5; 2В0,5 |
|||||
|
УДГУ-351 |
Пульсир. режим = 0.15с, tп= 0.15с, IСВ = 50А |
23 |
75 |
2С10В0,5; С20В0,5; П 1,0 |
|||||
Из анализа данных таблицы 3.1 следует: . . . .
Наилучший результат обеспечивает стандартная установка для импульсно-дуговой механизированной сварки типа ВДГИ-302 на частоте следования импульсов 50Гц. Сварные соединения, сваренные этим методом, единственные среди исследованных в работе, не имеют внутренних дефектов, имеют самую высокую механическую прочность сварного соединения (84% от прочности основного металла) и один из самых высоких углов загиба.
Ко второй группе установок относятся выпрямители для полуавтоматической сварки (ВД-306(506)ДК, ВДУ-506), которые показали очень неплохие результаты. Механическая прочность составляет 81,2% от прочности основного металла для ВД-306ДК и 65% для ВДУ-506.
К третьей группе установок относится синергетический источник Синермиг-401 на котором производилась импульсно-дуговая механизированная сварка на базовой частоте 26кГц и подача дополнительных импульсов на частоте 100Гц. Полученные данные по этому источнику достаточно противоречивы. С одной стороны получена самая высокая пластичность сварного соединения (данные по углу загиба), с другой стороны – один из самых низких показателей механической прочности (56% от прочности основного металла).
К четвертой группе установок можно отнести метод сварки ТИГ на установках типа УДГУ-501. Самым интересным результатом является факт, что при сварке переменным симметричным током получены одни из самых низких показателей по механической прочности и углу загиба сварного соединения (50% от прочности основного металла). Хуже имеются данные только при коэффициенте асимметрии 0,43, т.е., когда синусоида напряжения на электроде горелки и изделии сдвинута в положительную область, т.е. на изделии присутствует больше положительного потенциала, чем отрицательного (28% от прочности основного металла). Картина качественно меняется, когда коэффициент асимметрии составляет 0,53, т.е. синусоида напряжения на электроде и изделии сдвинута в отрицательную область (81,2% от прочности основного металла) или когда применен пульсирующий режим сварки (72 % от прочности основного металла).
Объяснить полученные результаты можно следующим образом: при сварке алюминиевых конструкций и использовании алюминиевой проволоки для обеспечения формирования плотного малоокисленного сварного соединения перенос должен вестись каплями достаточно однородного размера, причем размер этих капель должен не быть минимальным, а перенос, соответственно, не должен быть струйным. В противном случае, при использовании инверторных источников питания, когда из-за работы источника питания на большой частоте происходит процесс дробления капель, происходит их интенсивное окисление, ввиду резкого увеличения удельной поверхности капель. Сварное соединение формируется из капель минимального размера, которые достаточно окислены, поэтому механические свойства соединения невелики, но внешний вид и пластичность соединения находятся на высоком уровне. Для формирования высококачественного сварного соединения просто не хватает степени газовой защиты, а сварка со специальными дополнительными газовыми поддувами или камерами с контролируемой атмосферой экономически не оправдана.
Косвенно полученный вывод подтверждает результат по использованию другого импульсно-дугового источника, но работающего на промышленной частоте – ВДГИ-302. В этом случае, уменьшение частоты следования импульсов со 100 до 50Гц, т. е. не стремление к струйному переносу, а стремление фиксировать размер капель электродного металла на уровне 0,8-1 мм, позволило получить самые высокие результаты.
В таблице 3.2 приведены
экспериментальные характеристики сварочного процесса при механизированной
сварке плавящимся электродом (dэ=1.2 мм) в среде аргона сплава АМг5. Таблица
3.2 Экспериментальные характеристики сварочного процесса при механизированной
сварке плавящимся электродом (dэ=1.2 мм) в среде аргона сплава АМг5 
ТЕХНИКА БЕЗОПАСНОСТИ И ПОЖАРНЫЕ МЕРОПРИЯТИЯ ПРИ ВЫПОЛНЕНИИ СВАРОЧНЫХ РАБОТ
Леса, подмостки и трапы на судне должны быть надежными, изготовленными по утвержденным чертежам и принятыми представителями отдела техники безопасности. Леса должны иметь бортовые доски высотой 150 мм, чтобы исключить падение вниз инструментов или других предметов. На лесах обязательно устанавливают 2-3 яруса лееров. Трапы или сходни должны быть прочно закреплены и иметь перила по обеим сторонам. Не допускается перегрузка лесов сверх нормы. Необходимо следить, чтобы по одной вертикали на лесах и площадках не работало несколько человек.
Запрещается работать на мокрых, скользких и обледенелых палубах судна и настилах лесов. Лед надо сколоть, а мокрые места посыпать песком, опилками и т.п.
Все рабочие места в цехе и на судне должны быть оборудованы средствами тушения пожаров. В жаркое время года деревянные настилы лесов периодически поливают водой. Все горючие и быстровоспламеняющиеся материалы хранят в специальных помещениях и специальной таре. При использовании огнеопасных материалов нужно строго придерживаться инструкций.
В случае возникновения пожара в цехе или на судне необходимо срочно вызвать пожарную команду завода, а до ее прибытия принять меры по тушению пожара (воспользоваться огнетушителем, песком и водой) и меры по обеспечению безопасности людей и спасению имущества от огня.
Следует помнить, что масло, нефть можно тушить пенными огнетушителями или песком. Горячую электропроводку и электрические машины, находящиеся под напряжением, нельзя тушить водой и пенными огнетушителями, так как это может привести к поражению людей электрическим током. В таких случаях нужно немедленно обесточить проводку и машины и только после этого приступить к тушению огня. При возникновении пожара очень важно сохранить спокойствие, дисциплину и беспрекословно выполнять распоряжения руководителя, ответственного за тушение пожара.
Ответственность за организацию и состояние техники безопасности на предприятиях несет администрация этих предприятий, в составе которой имеются специальные отделы по технике безопасности, или инженеры по технике безопасности.
Все рабочие, перед допуском к работе, должны быть проинструктированы по безопасному ведению работ и в случае необходимости сдать соответствующее испытание по правилам техники безопасности.
Вредное влияние излучения электрической дуги, невидимые ультрафиолетовые лучи, используемые сварочной дугой, вредно действует на сетчатку и роговую оболочку глаз. Если смотреть не защищенными глазами на свет дуги в течение 5-10 минут, то спустя 1-2 часа после этого, появляется боль в глазах, спазмы век, слезотечение, светобоязнь и воспаление глаз. В этом случае нужно обратиться к врачу.
Для защиты зрения служат щитки и маски с защитными стеклами. Стекла совершенно не пропускают ультрафиолетовых лучей, а инфракрасные лучи пропускают лишь в пределах от 0,1 до 3% от общего количества.
Для предохранения от действия лучей сварочной дуги, людей, работающих по соседству с местами сварки, ограждают светонепроникающими щитами, ширмами или кабинами из фанеры и брезентом высотой 1,8 м. Для улучшения вентиляции внутри кабины, стенки не доводят до пола на 25-30 см. чтобы уменьшить разность в яркости света, стенки кабин окрашивают в матовые светлые тона (серый, голубой, желтый) и увеличивают искусственную освещенность рабочего места.
Поражение электрическим током. Предельное напряжение холостого хода при сварке не должно превышать, как правило, 70 В. Особенно опасно поражение током при сварке внутри резервуаров, где сварщик соприкасается с металлическими поверхностями, находящимися под напряжением по отношению к электродержателю.
Список используемой литературы.
1.Anders Norlin. A century of aluminium – a product of the future // A welding review published by Esab. Focus Aluminium, 2000. №2. с. 31-33.
2.Акулов А.И., Бельчук Г.А., Демянцевич В.П. Технология и оборудование сварки плавлением. .: Машиностроение, 1977.
3. Аргоно-дуговая сварка алюминиевых сплавов для строительных конструкций, технологические рекомендации. М.: Госстройиздат, 1963.
4. Каталог ESAB, 1998.
5. Гуревич С.М. Справочник по сварке цветных металлов. Киев: Наукова думка, 1981.
6. Малаховский В.. Плазменная сварка. М.: Высш.шк., 1987.
7. Руссо В.Л. Сварка алюминиевых сплавов в среде инертных газов. Л.: Судпромгиз 1962.
8.Рабкин Д.М., Игнатьев В.Г., Довбищенко И.В. Дуговая сварка алюминия и его сплавов. М.: Машиностроение, 1982.
9. Рабкин Д.М., Игнатьев В.Г., Довбищенко И.В. Сварка алюминия и его сплавов: курс лекций для специалистов-сварщиков. Киев: Наукова думка, 1983.
10.Klas Weman. Equipment for aluminiu welding //A welding review published by Esab. Focus Aluminium , 2000. №2. с. 11-13.
www.referatmix.ru

Введение 1. Особенности сварки алюминия и его сплавов, применяемые материалы
1.1 . Удаление окисной пленки с поверхности свариваемого металла
1.2. Конструктивные и технологические особенности сварки алюминия и его сплавов 1.3. Материалы для сварки алюминия и его сплавов
2. Обзор наиболее распространенных способов сварки алюминия и его сплавов
2.1. Ручная дуговая сварка покрытыми электродами алюминия и его сплавов
2.2. Аргонодуговая сварка неплавящимся вольфрамовым электродом с подачей присадочной проволоки 2.2.1. Сварка вольфрамовым электродом переменным симметричным током
2.2.2. Сварка вольфрамовым электродом переменным асимметричным током 2.2.3. Импульсная сварка вольфрамовым электродом
2.3. Плазменная сварка алюминия и его сплавов
2.4. Механизированная аргонодуговая сварка плавящимся электродом 2.4.1. Механизированная сварка плавящимся электродом
2.4.2. Механизированная импульсно-дуговая сварка плавящимся электродом 3. Оценка способов дуговой сварки алюминия и его сплавов
4. Техника безопасности и пожарные мероприятия при выполнении сварочных работ Список литературы
Введение.
Алюминий и его сплавы играют важную роль в современной промышленности. Это обусловлено тем, что большинство промышленных сплавов алюминия обладает рядом уникальных свойств: сочетание высоких механических свойств (высокая удельная прочность .В/.) и физических свойств (малая плотность ., высокая теплопроводность, которая в 3-3.5 раза выше, чем у стали).
В работе [1] приведены данные о потреблении алюминия и его сплавов в мире за 1998 год.
Рис.1. Применение алюминия и его сплавов в 1998 году в разных частях мира Основными областями применения являются транспорт (авиационная промышленность, кораблестроение, вагоностроение), строительство (металлоконструкции общего назначения) и упаковочная промышленность.
Рис.2. Применение алюминия и его сплавов в промышленности Большинство промышленных сплавов представляют собой сложные металлургические системы. В качестве основных легирующих элементов для алюминия используют магний, марганец, медь, кремний, цинк, реже никель, титан, бериллий, цирконий. Большинство легирующих элементов образуют с алюминием твердые растворы ограниченной растворимости, а также промежуточные фазы с алюминием и между собой (например, Mg2Si, CuAl2). Суммарное содержание легирующих элементов, как правило, не превышает 15%. алюминия марганцем или магнием способствует повышению его прочности. Дополнительного упрочнения, как и для технического алюминия, можно достичь нагартовкой (наклепом). Однако применение нагартованного металла в сварных конструкциях менее удобно, чем использование ненагартованного или отожженного. Нагартованный металл, в особенности с повышенным содержанием легирующих примесей, труднее деформировать при изготовлении заготовок под сварку. Кроме того, эффект нагартовки легко снимается сварочным нагревом. Временное сопротивление сплава АМг6 в отожженном и нагартованном состояниях 320 и 380 МПа соответственно.
Максимальную прочность термически упрочняемых сплавов получают в результате закалки и последующего старения. В закаленном и состаренном сплаве упрочнение обеспечивается образованием зон Гинье – Престона (зонное упрочнение) или мелкодисперсных фаз (фазовое упрочнение). Закалку сплава осуществляют погружением его в воду. При этом создается пересыщенный твердый раствор алюминия. При последующей выдержке на воздухе и комнатной температуре (естественное старение) или при температуре 100 – 190°С (искусственное старение) прочность полуфабрикатов повышается в 2 2,5 раза. Временное сопротивление термически упрочняемых сплавов достигает 400 – 500 МПа и более.
Чем меньше примесей в алюминиевом сплаве, тем, как правило, выше его пластичность. Технический алюминий, алюминиево-марганцевый и низколегированные сплавы с магнием вплоть до АМг5 легко деформируются в холодном состоянии. Образцы сплава АМг6 в зависимости от толщины, содержания сопутствующих примесей могут быть изогнуты на 100—180°. Термически упрочняемые сплавы допускают деформацию только в закаленном состоянии, а в состаренном состоянии изгибу не подлежат. Их можно деформировать после небольшого нагрева (150 – 200°С).
В связи с тенденцией замены черных металлов алюминием и его сплавами во многих отраслях техники, строительства и транспорта эту замену следует осуществлять с учетом технико-экономических преимуществ того или иного сплава перед сталью. При использовании алюминиевых сплавов необходимо также учитывать их коррозионную стойкость и свариваемость.
Коррозионная стойкость алюминия и его сплавов определяется наличием на поверхности изделий плотной окисной пленки. Алюминий совершенно нетоксичен, чем определяется широкое применение его в пищевой промышленности. Он весьма стоек в окислительных средах. В связи с этим его используют в сосудах для транспортировки и получения азотной кислоты и т.п. Как правило, чем меньше примесей в техническом металле, тем выше его коррозионная стойкость. Алюминий и его сплавы совершенно непригодны для работы в щелочной среде.
Под свариваемостью понимают совокупность свойств, определяющих возможность получения сварных соединений определенного качества при данном способе сварки. Чем легче получаются качественные соединения, тем выше свариваемость сплава. Многогранное понятие «свариваемость» включает склонность сплавов к образованию трещин, пористости, механические свойства сварных соединений, коррозионную стойкость и пр. При сварке плавлением свариваемость зависит от химического состава сплава и его структуры, которая создается в результате металлургического передела слитка. Среди физико-химических характеристик металла наибольшее влияние на свариваемость оказывают наличие окисной пленки, химический состав, теплопроводность, температура плавления, плотность, коэффициенты теплопроводности и линейного расширения. Последнее приводит к тому, что уровень деформации алюминиевых сварных конструкций в 1.5-2 раза выше, чем у аналогичных стальных конструкций.
Чтобы обеспечить алюминиевым сварным конструкциям требуемую форму и размеры, используют конструктивные и технологические методы уменьшения сварочных деформаций. К числу этих методов относят правильный выбор толщины свариваемых деталей, соответствующее конструирование сварного соединения при сварке разнотолщинных деталей, предварительный подогрев свариваемых поверхностей.
При сварке алюминия и его сплавов также существует такое понятие, как критический сварочный ток. Этот ток определяется рядом факторов, которые недостаточно изучены. Увеличение сварочного тока выше критического значения нарушает процесс формирования сварочного шва, его поверхность покрывается морщинистыми складками, а глубина проплавления резко уменьшается. Величина критического тока зависит от вида сварки, качества защиты поверхности сварочной ванны инертным газом, состава этого газа, толщины свариваемых элементов.
В настоящее время в Украине наиболее распространена аргонодуговая сварка неплавящимся электродом алюминия и его сплавов на переменном токе. Этот метод не является оптимальным для всех видов сварных соединений, т.к. имеет недостаточно высокую производительность. Механизированная сварка плавящимся электродом в среде аргона, например, обеспечивает в 4-5 раз большую производительность, но худшее удаление окисных пленок. Это должно отрицательно сказываться на механических свойствах сварных соединений. Механизированная импульсно-дуговая сварка плавящимся электродом, которая мало применяется в Украине, устраняет этот недостаток, однако свойства сварных соединений изучены недостаточно. Появившиеся в последнее время современные источники питания, например, ВД-306ДК, использующие комбинированную вольтамперную характеристику (ВАХ имеет ряд участков, каждый из которых отвечает за определенную стадию массопереноса, включая формирование капли, ее отрыв от электрода и перенос в сварочную ванну), вообще не исследованы в области технологических свойств при сварке алюминия и его сплавов. Инверторные источники питания ввиду минимального распространения в Украине, также не имеют практического опыта промышленного применения в области сварки указанных соединений. Метод плазменной сварки алюминия известен более широко, но имеет распространение в основном за рубежом.
Поэтому, тема настоящего обзора определена необходимостью систематизации и обобщения основных технологических параметров сварки алюминия и его сплавов в свете достижений техники за последние годы, рассмотрения влияния различных видов аппаратурного оформления процесса сварки алюминия и его сплавов на свойства сварных соединений, экономической целесообразностью применения тех или иных методов сварки.
1. Особенности сварки алюминия и его сплавов, применяемые материалы.
Технология сварки алюминия и его сплавов достаточно многообразна, виды сварки перечислены выше и имеют ряд особенностей. К числу основных особенностей сварки алюминия и его сплавов любым из перечисленных методов относятся: необходимость удаления окисной пленки с поверхности свариваемых изделий, тщательная подготовка под сварку, предварительный подогрев и др. В работе [2] приведены основные трудности сварки алюминия и его сплавов. К ним относятся:
1. Наличие и возможность образования тугоплавкого окисла Al2O3 (Tпл = 2050ºС) с плотностью больше, чем у алюминия, затрудняет сплавление кромок соединения и способствует загрязнению металла шва частичками этой пленки.
2. Резкое падение прочности при высоких температурах может привести к разрушению (проваливанию) твердого металла нерасплавившейся части кромок под действием веса сварочной ванны. В связи с высокой жидкотекучестью, алюминий может вытекать через корень шва.
3. В связи с большой величиной коэффициента линейного расширения [. = (21 . 24.7)10-6 . С-1] и низким модулем упругости сплав имеет повышенную склонность к короблению. Уровень сварочных деформаций в 1.5-2 раза выше, чем у аналогичных стальных конструкций.
4. Необходима самая тщательная химическая очистка сварочной проволоки и механическая очистка и обезжиривание свариваемых кромок. В связи с резким повышением растворимости газов в нагретом металле и задержкой их в металле при его остывании возникает интенсивная пористость, обусловленная водородом, приводящая к снижению прочности и пластичности металла. Предварительный и сопутствующий подогрев замедляет кристаллизацию металла сварочной ванны, что способствует более полному удалению газов и снижению пористости.
5. Вследствие высокой теплопроводности алюминия необходимо применение мощных источников теплоты. С этой точки зрения в ряде случаев желательны подогрев начальных участков шва до температуры 120-1500С или применение предварительного и сопутствующего подогрева.
6. Металл шва склонен к возникновению трещин в связи с грубой столбчатой структурой металла шва и выделением по границам зерен легкосплавных эвтектик, а также развитием значительных усадочных напряжений в результате высокой литейной усадки алюминия (7%).
В настоящем разделе приводятся основы технологии сварки алюминия и его сплавов и применяемые сварочные материалы.
1.1. Удаление окисной пленки с поверхности свариваемого металла.
В естественных условиях производства и хранения алюминий покрывается слоем окиси, предохраняющим его от коррозии. На воздухе зачищенная поверхность сразу же покрывается новым слоем окиси, толщина которого восстанавливается практически в течение нескольких дней, надежно защищая металл от дальнейшего окисления. На рис.1.1 показана кинетическая зависимость окисления алюминия при 200ºС.
Рис.1.1. Кинетическая зависимость окисления алюминия при 200ºС.
Окисная пленка на поверхности алюминия и его сплавов затрудняет процесс сварки. Обладая высокой температурой плавления (20500ºС) она не растворяется в жидком металле в процессе сварки. Попадая в ванну, она затрудняет сплавление между собой частиц металла и ухудшает формирование шва.
Важной характеристикой окисной пленки алюминия является ее способность адсорбировать газы, в особенности водяной пар. Поэтому, окисная пленка является источником газов, растворяющихся в металле, и косвенной причиной возникновения в нем несплошностей различного рода.
Естественная защитная пленка имеет значительную толщину и ее удаление в процессе сварки весьма затруднительно. Поэтому поверхность соединяемых деталей и проволоки очищают от слоя окиси непосредственно перед сваркой и создают на ней искусственный слой окиси, который сохраняется достаточно тонким в течении 8-16 ч. Полученный тонкий слой окиси алюминия сравнительно легко удаляется электрической дугой или с помощью флюса во время сварки.
Обработка поверхности свариваемых деталей и проволоки производится следующим образом [3]. Сначала производится механическая зачистка с помощью металлических щеток. Затем свариваемые детали и проволока обезжириваются в водном растворе следующего состава: 40-50 г/л тринатрийфосфата (Na3PO4 . 12h3O), 35-50 г/л кальцинированной соды (Na2CO3) и 25-30 г/л жидкого стекла (Na2SiO3). Время обезжиривания примерно 5 минут, температура раствора 60-700С. Далее свариваемые детали и проволоку подвергают травлению в течении 1-3 мин в 5% растворе щелочи NaOH или KOH. После этого остатки щелочи и продукты реакции смывают сначала горячей, а потом холодной водой. После промывки детали пассивируют 20% азотной кислотой (HNO3), нагретой до температуры 600С. При этом детали покрываются новым тонким слоем окисной пленки. Извлеченные из азотной кислоты детали промывают холодной, затем горячей водой и сушат.
Так как в атмосферных условиях толщина образованной пленки, хотя и более медленно, но все же увеличивается, подготовленные к сварке детали необходимо сварить в течение 24 часов, а сварочную проволоку использовать в течение 8 часов. Различие в сроке хранения подготовленных к сварке деталей и проволоки обусловлено тем, что непосредственно перед сваркой соединяемые кромки деталей дополнительно очищают от окисных пленок механическим путем – проволочной щеткой, а затем шабером. Образовавшаяся после механической зачистки тончайшая пленка окиси легко удаляется сварочной дугой, горящей в среде инертных газов. Весьма эффективно происходит удаление окиси с поверхности металла, имеющего отрицательный потенциал. Присутствующие в дуге положительные ионы инертных газов разгоняются катодным напряжением и ударяют в поверхностный слой окисной пленки. Процесс обработки свариваемого металла положительными ионами называют катодным распылением. Результаты этого процесса остаются в виде беловатых полос по сторонам шва.
Менее эффективно удаление окиси алюминия с поверхности свариваемого металла происходит, когда он имеет положительный потенциал. Окись алюминия в этом случае разрушается при взаимодействии с расплавленным алюминием. В результате образуется газообразный субокисел Al2O. Поскольку эта реакция возможна только при температурах свыше 17000С, область очищенной поверхности практически ограничена анодным пятном. Естественно, для такого метода сварки применяются мощные горелки и высокие токи дуги для обеспечения большой плотности теплового потока в области анодного пятна дуги. Такой метод удаления окисной пленки называется термической очисткой. Поэтому, этот метод более эффективен при использовании в качестве защитного газа гелия, так как он наиболее высокоэнтальпийный газ и способствует более стабильному поддержанию дугового промежутка.
При ручной дуговой сварке покрытыми электродами и автоматической дуговой сварке по слою флюса расплавленный алюминий защищают от окружающей атмосферы флюсами из хлоридов и фторидов щелочных и щелочноземельных металлов, которые под действием дуги расплавляются и энергично реагируют с окисью алюминия, образуя комплексные соединения, переходящие в шлак, либо летучие соединения. Так, например, при использовании флюсов состава 50% KCl; 15% NaCl; 35% Na3AlF2 происходит разрушение Al2O3 по реакции
Al2O3 + 6KCl = 2AlCl3ЃЄ + 3K2O и растворение Al2O3 в криолите Na3AlF2 с образованием легкоплавкого шлака (NaCl снижает температуру плавления криолита). Криолит не только растворяет Al2O3, но, изменяя поверхностное натяжение металла, способствует образованию мелкокапельного переноса электродного металла. Остатки флюса и шлака, как правило, при комнатных температурах способствуют коррозии алюминия. Поэтому их остатки необходимо тщательно удалять с поверхности сваренных изделий, протирая загрязненные участки волосяными щетками в струе горячей воды или пара. Очищающее действие дуги зависит от глубины ее проникновения в соединяемый металл. Эту глубину регулируют, изменяя силу сварочного тока. Как правило, сварочный ток для сварки алюминия и его сплавов не превышает 550-750А. Увеличение сварочного тока выше этих критических значений нарушает процесс формирования шва.
При сварке плавлением алюминиевых сплавов наиболее рациональным типом соединений являются стыковые. Для устранения окисных включений в металле швов используют удаляемые подкладки из коррозионно-стойкой стали, других металлов с повышенной температурой плавления, а также меди, благодаря ее высокой теплопроводности. Используют также остающиеся подкладки из свариваемого алюминиевого сплава или разделку кромок с обратной стороны шва, что обеспечивает удаление окисных включений из стыка в канавку подкладки.
Рис.1.2. Форма поперечного сечения канавки в подкладке,
формирующей обратную сторону стыкового шва:
а – прямоугольная; б – квадратная со скругленными кромками; в – квадратная, наклонная
Подкладка, формирующая обратную сторону стыкового шва, имеет канавку, различные формы которой представлены на рис.1.2. Чаще всего используют канавки прямоугольной формы (рис. 1.2, а), которые обеспечивают стабильные условия для формирования шва и удаления окисных пленок при довольно значительных смещениях линии стыка и дуги от оси канавки. Канавка, поперечное сечение которой показано на рис.1.2 б, обеспечивает плавный переход от усиления шва к основному металлу. Но из-за малой ширины ее надо применять вместе с дополнительной центрующей оснасткой. Для удаления окисных пленок в стыковых соединениях с остающейся подкладкой, изготовленной как единое целое со свариваемым элементом, используют прямоугольные и наклонные канавки (рис.1.2, в), которые просты в изготовлении. Кроме удаления окисных пленок такая канавка уменьшает теплоотвод от сварочной ванны в сторону более толстого элемента замкового соединения. удаления окисных пленок из корня шва при односторонней сварке стыковых соединений на подкладке с канавкой показан на рис.1.3. Канавка, как уже говорилось ранее, препятствует отводу теплоты от свариваемых кромок в подкладку и способствует опусканию окисных пленок вместе с расплавленным металлом сварочной ванны в нижнюю часть сварного шва.
Рис.1.3. Схема удаления окисных пленок из корня шва при односторонней
сварке стыковых соединений на подкладке с канавкой:
1 – электрод; 2 – свариваемый металл; 3 – расплавленный металл сварочной ванны; 4 – окисные пленки на поверхности соединяемых кромок; 5 – подкладка с канавкой; 6 – металл шва. Вероятность полного удаления окисных пленок с торцевых поверхностей свариваемых кромок повышается с увеличением глубины канавки. В то же время слишком глубокая канавка требует дополнительного расхода сварочной проволоки для ее заполнения, а чрезмерно высокий валик на обратной стороне шва будет способствовать концентрации напряжений в зоне сплавления. На практике обычно применяют подкладки с глубиной канавки 1.2-2 мм. При правильно выбранном и стабильном режиме сварки такая глубина канавки более чем в 1.5 раза превышает высоту оставшихся под дугой окисных пленок и обеспечивает их полное удаление в поверхностный слой нижнего усиления шва. Канавка должна иметь достаточную ширину, чтобы обеспечить нормальное прогибание окисных пленок на нижней поверхности состыкованных кромок в условиях возможного смещения стыка в процессе сварки.
1.2. Конструктивные и технологические особенности сварки алюминия.
Как было сказано выше, из-за большого коэффициента теплопроводности и линейного расширения алюминия, существенно искажается форма, и изменяются размеры сварных конструкций из алюминиевых сплавов. Поэтому, необходимо использовать конструктивные и технологические методы уменьшения сварочных деформаций вне зависимости от выбранного вида сварки.
Конструктивные способы уменьшения деформаций и напряжений предусматриваются при проектировании сварного соединения. К ним относятся уменьшение количества сварных швов в изделии, симметричное расположение ребер жесткости, швов, косынок. Для уравновешивания деформаций припуски деталей на усадку должны быть равны усадке с тем, чтобы размеры конструкции после сварки соответствовали проектным. Необходимо предусматривать возможность использования зажимных сборочно-сварочных приспособлений для предотвращения смещения свариваемых кромок относительно друг друга в процессе сварки. Повышенная склонность к деформации свариваемых соединений алюминия и его сплавов способствует появлению в них горячих трещин. Особенно склонны к образованию горячих трещин стыковые швы, близко расположенные друг к другу из-за пересечения зон термического влияния. Необходимо конструктивно располагать швы на максимально возможном удалении друг от друга. Если нельзя разнести швы, соединяемые элементы изготавливают как единое целое (рис.1.4). а) б)
Рис.1.4. Конструкция соединения близко расположенных патрубков с листом
а – не рекомендуемая; б рекомендуемая Отличительной чертой сварки алюминия является то, что описанные выше конструктивные способы необходимо применять в совокупности с описанными в предыдущем разделе методами удаления окисной пленки из сварного соединения. Это наглядно иллюстрируется на примере соединения трубы с трубной доской (такие устройства широко применяются как теплообменники в энергетике и представляют собой два круглых фланца с просверленными в них отверстиями, в которые вставлены теплообменные трубки). На рис.1.5 показаны различные виды соединения трубы с трубной доской.
Рис.1.5. Соединение трубы с трубной доской
а) замковое; б) стыковое с канавкой, полученное гибкой; в) стыковое с канавкой, полученной резанием.
На рис.1.5 а показано соединение трубы с трубной доской, где наклонная канавка выполняет две функции: первая функция – удаление окисных пленок, вторая функция – создание равнотолщинности сварного соединения (сварка выполняется по кольцу с торцевой верхней поверхности). На рис.1.5 б, в показан другой вид соединения, где кольцевая канавка служит для удаления окисных пленок, а кольцевая проточка в трубной доске – для обеспечения равнотолщинности сварного соединения (сварка также выполняется с торцевой поверхности по кольцу). Вообще, в связи с низкой температурой плавления для алюминия проблема равнотолщинности очень актуальна. Это вызвано тем, что для высококачественного сварочного соединения необходимо проплавить обе сопрягаемые поверхности. Из-за низкой температуры плавления более тонкая деталь может просто расплавиться. Поэтому, свариваемые кромки разнотолщинных элементов должны иметь одинаковую толщину. На рис.1.6 показаны варианты стыкового соединения разной толщины. а) б)
Рис.1.6. Стыковое соединение металла разной толщины
а – допускаемое; б рекомендуемое
Для стыковых соединений ширину утоненной части более массивного элемента можно ориентировочно определить по формуле [8] где S1, S2 – толщины свариваемых соединений, l – длина утоненной части.
Не менее важны технологические меры уменьшения деформаций. Необходимо подобрать оптимальный режим сварки, с тем, чтобы зона термического влияния была минимальной. Для этого стремятся использовать методы сварки, обеспечивающие высокую концентрацию энергии в дуге, а соединения сваривают на повышенных скоростях. На деформацию соединения существенно влияет порядок выполнения швов. При выполнении швов большой протяженности целесообразно использовать обратно-ступенчатый способ сварки. Сварку конструкций, имеющих несколько последовательно расположенных швов, целесообразно начинать со среднего шва, а затем поочередно, с каждой стороны, выполнять остальные швы, двигаясь к краям конструкции. Также необходимо учитывать, что соединения со скосом кромок более склонны к деформации, чем без скоса кромок и соединения с симметричной двусторонней разделкой кромок менее склонны к деформациям, чем с односторонней разделкой кромок. Для предотвращения продольного прогиба соединений применяют предварительный обратный выгиб свариваемых элементов, который подбирают опытным путем.
Для устранения остаточных деформаций применяют ударную и тепловую правку. Чтобы не повредить поверхность, алюминиевые соединения правят ударами резиновых и деревянных молотков. Правку стальными молотками можно выполнять только через алюминиевые или деревянные подкладки. Тепловую правку применяют для тех алюминиевых соединений, работоспособность которых не ухудшается сопровождающим нагрев разупрочнением, например, при правке малонагруженных элементов или конструкций из отожженного металла. Максимальная температура подогрева должна быть не выше температуры отжига для применяемого алюминиевого сплава.
К числу технологических особенностей сварки алюминия необходимо отнести и предварительный подогрев. Он имеет важное значение в виду того, что окисная пленка на поверхности свариваемых алюминиевых металлоконструкций прекрасно адсорбирует влагу и необходимо применять меры по удалению этой влаги. Если этого не делать, то в сварном соединении могут возникнуть дефекты. Поэтому, свариваемые кромки перед сваркой подогревают, используя газовые горелки (восстановительное пламя), горячий воздух или электроконтактные нагреватели.
Температура и время подогрева зависят от марки и толщины свариваемого металла (табл.1.1). Температуру контролируют с помощью контактных термопар или термокарандашей. Таблица 1.1
Максимальная температура подогрева некоторых алюминиевых сплавов. [8]
| Сплав | Толщина металла, мм | Температура, 0С | Продолжительность нагрева, мин |
| А99, АД1 | Любая | 350 | 60 |
| АМц | Любая | 250 | 60 |
| АМг3, АМг4, АМг5 | < 12 > 12 | 100 150 | 30 10 |
| АД31, АД33, АВ | < 12 > 12 | 180 200 | 60 30 |
| 1915 | < 12 > 12 | 140 160 | 30 20 |
Сварочная проволока. При дуговой сварке большинства соединений требуется проволока, металл которой заполняет зазоры, а также обеспечивает формирование шва в соответствии с размерами, установленными ГОСТ 14806-80. Кроме того, проволока позволяет изменять состав шва, что особенно важно при сварке различных алюминиевых сплавов. Требуемый для легирования состав проволоки выбирают с учетом химического состава свариваемых кромок и доли участия проволоки в образовании шва. Для дуговой сварки в инертных газах содержание каждого элемента в проволоке можно рассчитать из уравнения [8]
где СП – расчетное содержание элемента в проволоке; С0 – содержание элемента в свариваемом металле; СШ – содержание элемента в металле шва; kY – суммарный коэффициент усвоения элемента металлом шва при сварке; .П – доля проволоки в металле шва.
Доля проволоки в металле шва зависит от типа соединения, толщины свариваемых кромок, формы и размеров шва, зазоров.
Под действием высоких температур часть легирующих элементов улетучивается с поверхности расплавленного металла сварочной ванны и электродной проволоки. Эти потери учитывает суммарный коэффициент усвоения элемента металлом шва, который учитывает, какое количество данного элемента перешло в шов. Величина потерь зависит от способа и режима сварки, физико-химических свойств элемента и его содержания в проволоке. Обычно коэффициент усвоения kY определяют экспериментальным путем, сравнивая фактическое содержание элемента в шва с расчетным.
Определенный по уравнению состав проволоки чаще всего не совпадает с составом проволок, выпускаемых промышленностью. В связи с этим для сварки подбирают ту марку проволоки, у которой состав наиболее соответствует расчетному.
С введением легирующих элементов прочность металла шва повышается, а пластичность и коррозионная стойкость снижаются. Для большинства алюминиевых сплавов суммарное содержание в шве или зоне сплавления 5-8% легирующих элементов достаточно, чтобы по границам зерен образовался сплошной ободок из вторичных фаз. При такой структуре дальнейшее легирование не только не увеличивает, а даже несколько снижает прочность в результате концентрации напряжений по малопластичным вторичным фазам. Таким образом, для получения пластичных коррозионно-стойких соединений алюминиевые сплавы целесообразно сваривать менее легированными проволоками. Когда требуются сварные соединения повышенной прочности, наоборот, применяют более легированные проволоки с суммарным содержанием легирующих элементов не выше 6 –7%.
Наличие максимума трещинообразования при сварке алюминиевых сплавов в каждой системе легирования определяет выбор проволоки, способной обеспечить соединениям повышенную стойкость против трещин. Чтобы повысить стойкость соединений против образования горячих трещин, при сварке сплавов менее легированных, чем сплав с максимальным показателем трещинообразования, применяют проволоку с пониженным содержанием легирующих элементов, тогда как более легированные сплавы сваривают проволоками с более высоким содержанием легирующих элементов.
В зависимости от предъявляемых к соединениям требований, для сварки каждого из алюминиевых сплавов обычно применяют несколько марок проволок. Наиболее простым подходом является применение универсальной проволоки, которая обеспечивает сварным соединениям достаточно высокие значения всех основных характеристик: стойкость против горячих трещин, прочность, пластичность и коррозионную стойкость. Остальные рекомендованные проволоки обеспечивают соединениям повышенные значения одной из названных характеристик при удовлетворительных значениях всех остальных (табл. 1.2.).
Таблица 1.2.
Рекомендуемые марки проволок для сварки распространенных алюминиевых сплавов.
| Свариваемый Металл | Универсальная проволока, обеспечивающая удовлетворит. характеристики соединения | Проволока, обеспечивающая удовлетворительные характеристики соединения и повышенные показатели | |||||||
| Стойкость против горячих трещин | Временное сопротивление разрыву | Относительное удлинение | Коррозион. стойкость | ||||||
| А99, А97, А95 | А99 | А99 | СвА85Т | А99 | А99 | ||||
| АД0,АД1 | СвА5 | СвА5 | СвА5 | СвА97 | СвА97 | ||||
| Амц | СвАМц | СвАМц | СвАМц | СвАМц | СвАМц | ||||
| АМг3 | СвАМг3 | СвАМг5 | СвАМг5 | АВч | АВч | ||||
| АМг5 | СвАМг5 | СвАМг63 | СвАМг6 | СвАМг5 | Св1557 | ||||
| АМг6 | СвАМг6 | СвАМг63 | СвАМг61 | СвАМг63 | Св1557 | ||||
| АВ, АД31, АД33 | СвАК5 | СвАК5 | Св1557 | Св1557 | АВч | ||||
| 1915 | Св1557 | СвАМг5 | СвАМг6 | СвАМг5 | Св1557 | ||||
| Прим. Проволоку с обозначением «Св» поставляют по ГОСТ 7871-75, остальную по ТУ | |||||||||
Проволока может применяться в двух назначениях:
как электродная проволока при полуавтоматической или автоматической сварке в защитных газах (в шведском стандарте называется «Autrod»)
как присадочный материал при аргонодуговой сварке неплавящимся электродом (в шведском стандарте называется «Tigrod»)
Применяют также импортную сварочную проволоку фирмы «ESAB» (Швеция), (табл.1.3).
Таблица 1.3
Рекомендуемые марки проволок фирмы «ESAB» для сварки распространенных алюминиевых сплавов [4].
| Свариваемый металл | Марка проволоки |
| Чистый алюминий А995 | OK Autrod 18.01 (состав проволоки Al99,5) |
| Чистый алюминий A995 | OK Autrod 18.11 (состав проволоки Al99,5Ti) |
| Силумин, с содержанием Si до 7% | OK Autrod 18.04 (состав проволоки AlSi5) |
| Сплав АМг3 (до 3%Mg) | OK Autrod 18.13 (состав проволоки AlMg3) |
| Сплав АМг5 (до 5%Mg) | OK Autrod 18.15 (состав проволоки AlMg5) |
| Сплавы АМг4, АМг5 | OK Autrod 18.16 (состав проволоки AlMg4,5Mn) |
2. Обзор наиболее распространенных способов сварки алюминия и его сплавов.
Для алюминия и его сплавов применяют практически все промышленные способы сварки плавлением. К основным методам сварки относятся: ручная дуговая сварка покрытыми электродами (ММА), аргонодуговая сварка неплавящимся вольфрамовым электродом с подачей присадочной проволоки (ТIG),плазменная сварка, полуавтоматическая сварка в защитном газе – бывает как минимум четырех разновидностей (импульсная полуавтоматическая сварка, традиционная полуавтоматическая сварка, полуавтоматическая сварка с управляемым массопереносом на инверторном источнике питания, полуавтоматическая сварка на источниках питания типа ВД-306ДК с комбинированной вольтамперной характеристикой). Другие виды сварки алюминия и его сплавов, такие как автоматическая сварка под слоем флюса и газовая сварка применяются значительно реже и рассматриваться не будут. Каждый способ сварки имеет свои особенности, которые необходимо учитывать для наиболее эффективного их использования при изготовлении изделий различного назначения.
2.1 . Ручная дуговая сварка покрытыми электродами алюминия и его сплавов.
Ручную дуговую сварку покрытыми электродами применяют при изготовлении конструкций из технического алюминия, сплавов АМц и АМг, содержащих до 5 % магния, а также силумина. Толщина свариваемого металла лимитируется диаметром электрода. Минимальный диаметр электрода обычно составляет 4 мм, что вызвано трудностями сварки электродами малого сечения вследствие высокой скорости их плавления. Алюминиевый электрод расплавляется в 2-3 раза быстрее стального. В связи с этим толщина свариваемого металла должна быть свыше 4 мм.
Наиболее приемлемым типом сварного соединения для алюминия является стыковое. Соединений внахлестку и тавровых избегают, так как возможно затекание шлака в зазоры, из которых его трудно удалить при промывке после сварки. Наличие шлака в зазоре может вызвать коррозию металла. Поэтому, этот метод сварки алюминия наиболее редко применяется в промышленности. Отличие от ручной дуговой сварки стальных металлоконструкций заключается в том, что алюминий имеет значительно более высокую теплопроводность, чем сталь (см. п.1). Это приводит к тому, что шлак при ручной дуговой сварке не успевает, в ряде случаев, удаляться из расплавленного металла сварного соединения ввиду малого времени нахождения сварочной ванны в расплавленном состоянии и остается в соединении в виде дефектов.
Защитные (инертные) газы. Для защиты расплавленного металла сварочной ванны и проволоки при сварке алюминия и его сплавов применяются инертные газы и их смеси: аргон высшего или первого сорта по ГОСТ 10157 –79 и гелий особой или высокой чистоты по ГОСТ20461-75. Инертные газы аргон и гелий поставляются в баллонах.
Вольфрамовые электроды. Вольфрам – самый тугоплавкий из известных металлов (по температуре плавления он уступает только углероду). Температура плавления вольфрама равна 36000С, удельный вес 19,3 г/см3, он обладает весьма малой летучестью при высоких температурах и имеет низкий коэффициент теплопроводности. Вольфрамовые электроды изготавливаются по ГОСТ 23949-80. Они различаются по легированию, которое уменьшает работу выхода электронов и соответственно срок службы электродов. Электроды бывают чистые (ЭВЧ), лантанированные(ЭВЛ), иттрированные (ЭВИ), торированные (ЭВТ). Характеристики наиболее распространенных электродов в табл. 1.5.
Таблица 1.5
Характеристики наиболее распространенных электродов [8]
| Марка электрода | Содержание примесей, мас. % | Диаметр прутка или проволоки, мм |
| ЭВЧ | 0,5; | 1,0; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0;10,0 |
| ЭВЛ | (1,1-1,4) окиси лантана (LaO) | 1,0; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0;10,0 |
| ЭВИ-1 | (1,5-2,3) окиси иттрия (Y2O3) | 2,0; 3,0; 4,0; 5,0; 6,0; 8,0;10,0 |
| ЭВИ-2 | (2,0-3,0) окиси иттрия (Y2O3) | 2,0; 3,0; 4,0; 5,0; 6,0; 8,0;10,0 |
| ЭВИ-3 | (2,5-3,5) окиси иттрия (Y2O3) | 2,0; 3,0; 4,0; 5,0; 6,0; 8,0;10,0 |
| ЭВТ-15 | (1,5-2,0) двуокиси тория(ThO2) | 2,0; 3,0; 4,0; 5,0; 6,0; 8,0;10,0 |
Электроды, применяемые при аргонодуговой сварке необходимо затачивать. Это повышает стабильность работы аргонодуговой установки и качество сварного соединения.
Покрытые электроды. Для сварки алюминия и его сплавов применяют следующие наиболее распространенные марки покрытых электродов, производства России и других стран [4,5]:
Электрод Свариваемый сплав
ОЗА 1 Технический алюминий
ОК 96.10 («ESAB») Технический алюминий
ОЗА2 Литой сплав типа АЛ-4
ОК 95.50 («ESAB») Литой сплав типа АЛ-4
МВТУ Сплавы типа АМц
АФ1 Сплавы типа АМг, АМц
ОК 96.20 («ESAB») Сплавы типа АМг, АМц
А1Ф Сплавы типа АМц, силумин
Состав электродных покрытий для сварки алюминия и его сплавов для некоторых из перечисленных марок электродов приведен в табл. 1.6.
Таблица 1.6
Состав некоторых электродных покрытий для сварки алюминия и его сплавов, мас. % [5]
| Компонент | Марки покрытия | ||||||||
| ОЗА1 | ОЗА 2 | МВТУ | АФ1 | А1Ф | |||||
| Хлористый натрий | 18,2 | 30 | 18,0 | ||||||
| Хлористый калий | 32,5 | 50 | 20,0 | 32,0 | |||||
| Хлористый литий | 9,1 | 24,0 | 9,0 | ||||||
| Фтористый калий | 39,0 | ||||||||
| Криолит | 35,0 20 | 35,0 33,0 | |||||||
| Фтористый натрий | 5,2 | 17,0 | 5,0 | ||||||
| Ферросилиций | 3,0 | ||||||||
| Флюс АФ-4А | 65,0 | ||||||||
С течением времени при хранении электроды увлажняются, поэтому перед сваркой их необходимо подсушить при температуре 150 – 200 0С.
Сварочные флюсы. Для полуавтоматической сварки под слоем флюса применяют флюсы АН-А1, АН-А4, 48-АФ-1, МАТИ-1а, МАТИ-10.Состав флюсов в табл. 1.7.
Таблица 1.7
Состав флюсов для сварки алюминия и его сплавов, мас.% [5]
| Компонент | Марка флюса | ||||||||
| АН-А1 | АН-А4 | 48-АФ-1 | МАТИ-1а | МАТИ-10 | |||||
| Хлористый натрий 20,0 | |||||||||
| Хлористый калий | 50,0 | 57,0 | 47,0 | 47,0 | 30,0 | ||||
| Хлористый литий | 8,0 | ||||||||
| Фтористый барий | 28,0 47,0 | 68,0 | |||||||
| Фтористый натрий | 42,0 | ||||||||
| Фтористый калий | 2,0 | ||||||||
| Фтористый литий | 7,5 | ||||||||
| Фтористый алюминий | 7,5 | 2,0 | |||||||
| Криолит | 30 | 3,0 | |||||||
| Фторцирконат калия | 2,0 | ||||||||
| Окись хрома | 2,0 | ||||||||
Флюс должен храниться в герметически закрываемой таре, а перед употреблением просушиваться при температуре 200 – 250 0С в течении 2 часов.
Наиболее приемлемым типом сварного соединения для алюминия является стыковое. Соединений внахлестку и тавровых избегают, так как возможно затекание шлака в зазоры, из которых его трудно удалить при промывке после сварки. Наличие шлака в зазоре может вызвать коррозию металла. Поэтому, этот метод сварки алюминия наиболее редко применяется в промышленности. Отличие от ручной дуговой сварки стальных металлоконструкций заключается в том, что алюминий имеет значительно более высокую теплопроводность, чем сталь (см. п.1). Это приводит к тому, что шлак при ручной дуговой сварке не успевает, в ряде случаев, удаляться из расплавленного металла сварного соединения ввиду малого времени нахождения сварочной ванны в расплавленном состоянии
и остается в соединении в виде дефектов.
2.2. Аргонодуговая сварка неплавящимся вольфрамовым электродом с подачей присадочной проволоки (ТIG).
Аргонодуговая сварка неплавящимся вольфрамовым электродом с подачей присадочной проволоки (ТИГ) наиболее распространенный способ сварки, применяющийся для изготовления сварных конструкций из алюминиевых сплавов ответственного назначения. Основным преимуществом процесса дуговой сварки вольфрамовым электродом в среде защитного газа является отсутствие шлаковых включений, возможность работы на малых токах дуги (от 5А), возможность сварки тонких листов, включая фольгу, высокая устойчивость горения дуги во всем диапазоне токов, технологичность процесса. Благодаря этому процесс широко используется при сварке алюминия и его сплавов. 2.2.1. Сварка вольфрамовым электродом переменным
симметричным током.
Питание дуги осуществляется переменным током от источников с падающими внешними характеристиками. Существует справедливое мнение, что аргонодуговую сварку необходимо производить на штыковых или крутопадающих внешних вольт-амперных характеристиках. Это обусловлено тем, что в указанном случае минимален пусковой бросок тока, что резко улучшает свойства сварного соединения. Переменный ток дуги при сварке алюминия обеспечивает разрушение окисной пленки. Для повышения стабильности горения электрической дуги и эффективного разрушения окисной пленки, кроме падающей внешней характеристики источника и постоянной работы осциллятора используют дополнительную индуктивность (дроссель) в цепи дуги (обеспечивает дополнительную ЭДС самоиндукции и не позволяет погаснуть электрической дуге). Осцилляторы выполняют две функции – бесконтактное зажигание электрической дуги и стабилизацию сварочного тока в момент прохождения через ноль специальными стабилизаторами, синхронизированными со сварочным током и включенными, как правило, параллельно электрической дуге. Последние устройства обычно совмещают с осцилляторами. Электрическая дуга горит между изделием и неплавящимся вольфрамовым электродом. Для повышения стабильности горения электрической дуги рекомендуется тщательно затачивать конец вольфрамового электрода. Симметричность тока обеспечивает равную проплавляющую и очищающую способность электрической дуги. Это самый простой и распространенный способ аргонодуговой сварки. 2.2.2. Сварка вольфрамовым электродом переменным
асимметричным током.
По сравнению с аргонодуговой сваркой неплавящимся электродом симметричным током, сварка асимметричным током алюминиевых сплавов расширяет технологические возможности за счет регулирования параметров тока прямой и обратной полярности. Как правило, регулировка асимметричности осуществляется в пределах 30% от амплитудного значения параметра. Преобладание составляющей тока прямой полярности приводит к увеличению глубины проплавления и скорости сварки, а также к повышению стойкости вольфрамового электрода. Преобладание тока обратной полярности улучшает очистку свариваемого металла от окисной пленки и улучшает качество формирования шва. Выбор правильного режима сварки в этом случае является задачей технолога. Для аргонодуговой сварки алюминиевых сплавов неплавящимся вольфрамовым электродом переменным асимметричным током используются установки УДГУ-351АС/DC и УДГУ-501AC/DC. 2.2.3. Импульсная сварка вольфрамовым электродом.
В ряде случаев целесообразно использовать сварку вольфрамовым электродом импульсной дугой. Подача импульсов осуществляется, как правило, с частотой до 50 или свыше 100Гц и эти импульсы накладываются на базовое напряжение на дуге. Импульсы имеют остроугольную или прямоугольную форму и служат для улучшения формирования сварного шва (при частоте следования 1-50 Гц) и для улучшения удаления окисной пленки (при частоте следования более 100 Гц). Наиболее часто такие импульсы применяются при сварке тонколистового металла. Для сварки в импульсном режиме выпускаются приставки к установкам УДГУ-351АС/DC и УДГУ-501AC/DC (типа ППС-01 -пульт пульсирующей сварки). Пульт пульсирующей сварки ППС-01 позволяет регулировать максимальное и минимальное значения импульсов тока, а также их продолжительность. В стандартном исполнении он позволяет регулировать частоту следования импульсов до 10 Гц, по спецзаказу- до 30Гц. Это обеспечивает снижение вероятности прожогов свариваемого металла и улучшает формирование сварного соединения. 2.3. Плазменная сварка.
Плазменная сварка является дальнейшим развитием и усовершенствованием аргонодуговой сварки вольфрамовым неплавящимся электродом. Плазменная сварка – это сварка плавлением, при которой нагрев производится сжатой дугой. Сжатая дуга – это дуга, столб которой сжат с помощью сопла плазменной горелки, потока газа или внешнего электромагнитного поля. Промышленное развитие получили сварочные плазменные горелки, где стабилизация и сжатие дуги осуществляется с помощью сопла плазменной горелки и потока плазмообразующего газа. При свободном горении дуги температура столба достигает 5000-6000К и столб дуги имеет форму усеченного конуса (рис.2.2, а). При ограничении возможности свободного расширения дуги температура ее возрастает. Кроме того, при сжатии столб дуги принимает практически цилиндрическую форму (рис.2.2, б), стабилизируется анодное пятно на изделии, тепловой поток становится более сосредоточенным, глубина проплавления возрастает, снижается нагрев основного металла, прилегающего к шву.
Рис.2.2. Схемы сопловых частей аргонодуговой (а) и плазменной (б) горелок
Сжимающее дугу сопло, через которое проходит плазма, имеет два важных размера – диаметр выходного отверстия dc и длину lc. Расстояние, на котором установлен электрод от выходного отверстия сопла, называется углублением электрода ly, а расстояние между внешней поверхностью (торцом) сопла и свариваемым изделием – рабочим расстоянием Н. Рекомендуется длину цилиндрической части сопла lc выполнять в диапазоне 0.5-2 dc . Соотношение lc/ dc носить название калибра и является важной характеристикой сварочной плазменной горелки, так как определяет давление сжатой дуги на сварочную ванну и возможность возникновения аварийного режима работы горелки – двойного дугообразования (дуга горит между электродом и соплом, соплом и изделием). Чем меньше длина цилиндрической части сопла, тем меньше вероятность возникновения этого аварийного режима.
По сравнению с аргонодуговой сваркой неплавящимся вольфрамовым электродом плазменная сварка имеет следующие преимущества:
• Меньшее влияние возможного изменения расстояния от торца сопла до изделия на геометрические размеры зоны проплавления;
• Меньшее влияние изменения тока на форму дуги, а, следовательно, и на стабильность проплавления металла;
• Высокая надежность зажигания дуги благодаря дежурной дуге;
• Отсутствие включений вольфрама в сварном соединении;
• Повышенная скорость сварки;
• Меньшее тепловложение и, следовательно, коробление изделий.
Если принять одинаковую скорость сварки, то при плазменной сварке необходим ток в два раза меньший по сравнению с аргонодуговой сваркой, сварные швы более узкие и с уменьшенной зоной термического влияния, благодаря чему уменьшается деформация конструкций. Недостатком плазменной сварки является то, что применяются водоохлаждаемые плазменные горелки и значительно усложняется и удорожается оборудование.
Плазменная сварка алюминия и его сплавов в связи с необходимостью разрушения и удаления окисной пленки выполняется сжатой дугой постоянного тока обратной полярности. Электрод в такой горелке служит анодом. В табл. 2.4 приведены рекомендуемые значения допустимого сварочного тока прямой и обратной полярности для вольфрамовых электродов различных марок и диаметров.
Таблица 2.4.
Допустимые значения постоянного тока прямой и обратной полярности для электродов различных марок [8]
| Диаметр электрода, мм | Максимальный сварочный ток (А) для вольфрамовых электродов при полярности | |||||||||||
| ЭВЧ | ЭВЛ | ЭВТ-15 | ЭВИ-3 | |||||||||
| прямой | обратной | прямой | обратной | прямой | обратной | прямой | обратной | |||||
| 2,0 | 50-90 | 20-25 | 110-150 30- | 35 | 140-180 | 35-40 | 160-200 | 40-50 | ||||
| 3,0 | 160-200 | 30-35 | 240-280 | 40-45 | 300-340 | 45-50 | 320-360 | 50-70 | ||||
| 4,0 | 320-370 | 40-50 | 470-520 | 50-60 | 530-580 | 60-70 | 600-660 | 70-80 | ||||
| 5,0 | 570-600 | 50-70 | 680-740 | 60-80 | 770-830 | 70-90 | 860-920 | 80-110 | ||||
| 6,0 | 70-90 | 80-110 | 90-120 | 100-130 | ||||||||
| 8,0 | 110-140 | 120-160 | 140-180 | 160-200 | ||||||||
| 10,0 | 160-210 | 170-220 | 200-250 | 220-270 | ||||||||
Как следует из табл. 2.4, при переходе на обратную полярность происходит многократное снижение допустимого тока. Поэтому, наиболее разумным решением является использование медных сферических водоохлаждаемых анодов. Это обеспечивает возможность изменения сварочного тока в широких пределах (до 300А) при сохранении высокой (более 10 часов) продолжительности работы. Работы в этом направлении, как отмечалось выше, проводит ЗАО НПФ «ИТС» и ВАТТ МО РФ, г. С-Петербург.
Процесс возбуждения дуги в установках обычно происходит следующим образом:
• С помощью высокочастотного высоковольтного напряжения осциллятора в промежутке электрод – сопло возбуждается искровой разряд, который затем переходит в дуговой (под воздействием электрического поля источника питания), т.е. возбуждается так называемая дежурная дуга постоянного тока, горящая между электродом и соплом.
• Потоком плазмообразующего газа катодное пятно дежурной дуги перемещается с внутренней конической поверхности сопла на его цилиндрическую поверхность, одновременно с этим дежурная дуга растягивается и плазменная струя длиной 20-40 мм истекает из сопла.
• При касании факела дежурной дуги изделия замыкается цепь электрод – изделие и возникает основная дуга, ток дежурной дуги снижается до нуля.
Для плазменной сварки алюминия применяют установки типа УПС-301 (токи до 300А) и УПС-501 (токи до 500А). В последнее время наиболее часто применяют источник питания ВД-306ДК или ВД-506ДК и приставку БУСП-ТИГ для аргонодуговой сварки, которая служит для подключения плазменной горелки, регулировки тока дежурной дуги, базового тока, скорости нарастания-снижения базового тока, времени продувки до и после сварки и времени горения дежурной дуги после выключения основной сварочной дуги.
В качестве плазменной горелки часто применяли плазмотрон типа ПС-3, конструкция которого допускает использование медного или вольфрамового электродов. Плазмотрон разработан СПбГТУ, выпускался заводом «Электрик». В настоящее время наибольший интерес вызывает псевдоплазменная горелка с медным анодом разработки ЗАО НПФ «ИТС» и ВАТТ. Существует соглашение, что после промышленных испытаний промышленное производство этой горелки будет осуществлять немецкая фирма «Abicor Binzel»
Рекомендуемые режимы плазменной сварки сплава АМг6 приведены в табл.2.5.
Таблица 2.5.
Ориентировочные режимы плазменной сварки стыковых соединений из сплава АМг6 толщиной 3,2 мм. [5]
| Род тока | IСВ, А UД, В | VСВ, м/ч | dПР, мм | q/v.103, Дж/м | |
| Постоянный (обратная полярность) | 87 | 33 | 23 | 1,8 | 225 |
| Переменный | 220 21 | 20 | 2,0 | 415 |
Механические свойства сварных соединений из сплава АМг6 толщиной 3,2 мм, выполненных на постоянном токе обратной полярности следующие: предел прочности .В = 32,3 – 33,4 кгс/мм2 (316,9 – 327,7 МПа), угол загиба . = 78 – 81 град. [5]
2.4. Механизированная аргонодуговая сварка плавящимся электродом.
2.4.1. Механизированная сварка плавящимся электродом непрерывным током
Механизированную сварку плавящимся электродом применяют для получения стыковых, тавровых, нахлесточных и других соединений алюминия и его сплавов толщиной 4-6 мм и более. Этот способ является самым производительным среди ручных видов сварки. За границей наиболее распространенный среди видов сварки алюминия.
Отличием механизированной сварки алюминия от традиционной механизированной сварки сталей является: использование аргона в качестве защитного газа, тефлоновых подающих каналов вместо стальных, специальной формы роликов в подающем механизме, специальных мундштуков на горелках. В СССР ввиду отсутствия дешевых тефлоновых каналов этот метод сварки был незаслуженно не востребован.
Электрическая дуга при этом способе сварки горит между изделием и плавящимся электродом (проволокой), который подается в зону дуги обычно с постоянной скоростью.
Надежное разрушение пленки окислов при механизированной сварке плавящимся электродом достигается лишь при питании дуги постоянным током обратной полярности. Механизм удаления окисной пленки в этом случае заключается в разрушении и распылении ее тяжелыми положительными ионами, бомбардирующими катод (эффект катодного распыления).
Недостатком способа сварки алюминия плавящимся электродом является некоторое снижение по сравнению со сваркой неплавящимся электродом показателей механических свойств. В частности, уменьшение прочности шва об
ясняется тем, что электродный металл, проходя через дуговой промежуток, перегревается в большей степени, чем присадочная проволока при сварке неплавящимся электродом. Также происходит худшее удаление окисной пленки, т.к. при аргонодуговой механизированной сварке непрерывным током сварочный процесс сопровождается короткими замыканиями, в момент которых катодное распыление отсутствует.
Для устранения этих недостатка в сварочной установке ВД-306ДК применены принципиально новые технические решения: низковольтная постоянная подпитка сварочной дуги напряжением 10-11В, которая накладывается на общую картину сварочного напряжения.
Для сварки, как правило, применяют проволоку диаметром 1.2-1.6 мм, так как из-за недостаточной жесткости сварка алюминиевой проволокой меньшего диаметра затруднена. Применение проволоки большего диаметра принципиально возможно, однако сварные соединения в этом случае получаются крупночешуйчатые, что ухудшает их внешний вид и механические свойства.
Установки для механизированной сварки состоят из выпрямителя (ВД-306ДК и т.д.), механизма подачи (ПДГО-508, ПДГО-510 и т.д.) со специальными роликами.
Конструкция механизма подачи должна обеспечивать надежное и стабильное поступление мягкой алюминиевой проволоки. Обычно в таких механизмах предусматривают две пары специальных ведущих и прижимных роликов, что уменьшает возможность проскальзывания проволоки и ее сминания.
Наиболее применимы сварочные горелки немецкой фирмы «Abicor Binzel» с тефлоновым подающим каналом. Следует отметить, что в виду использования аргона, как защитного газа, чаще всего применяют водоохлаждаемые модели горелок. Сопло горелки должно обеспечивать надежную защиту инертным газом жидкой сварочной ванны. Диаметр сопла горелки для механизированной сварки алюминия обычно 18-22 мм.
Ориентировочные режимы механизированной аргонодуговой сварки алюминия плавящимся электродом приведены в табл. 2.6.
Таблица 2.6.
Ориентировочные режимы механизированной аргонодуговой сварки алюминия и его сплавов плавящимся электродом. [5]
| Тип соединения | b, мм | dЭЛ.ПР., мм | IСВ, А | UД, В | VCВ, м/ч | Расход аргона, л/мин | Число проходов |
| Встык, без разделки кромок | 4-6 8-10 12 | 1,5-2,0 1,5-2,0 2,0 | 140-240 220-300 280-300 | 19-22 22-25 23-25 | 20-30 15-25 15-18 | 6-10 8-10 10-12 | 2 2 2 |
| Встык, с Vобразной разделкой кромок на подкладке | 5-8 10-12 | 1,5-2,0 2,0 | 220-280 260-280 | 21-24 21-25 | 20-25 15-20 | 8-10 8-12 | 2-3 3-4 |
| Встык, с Х образной разделкой кромок | 12-16 20-25 30-60 | 2,0 2,0 2,0 | 280-360 330-360 330-360 | 24-28 26-28 26-28 | 20-25 18-20 18-20 | 10-12 12-15 12-15 | 2-4 4-8 10-40 |
| Тавровое, угловое и нахлесточное | 4-6 8-16 20-30 | 1,5-2,0 2,0 2,0 | 200-260 270-330 330-360 | 18-22 24-26 26-28 | 20-30 20-25 20-25 | 6-10 8-12 12-15 | 1 2-6 10-40 |
Особый интерес при механизированной сварке алюминия вызывает использование источника питания ВД-306ДК с механизмом подачи ПДГО-508(510) (полуавтоматический модуль мультисистемы «Сорока»). Использование этого источника вызывает большой промышленный интерес в виду того, что в нем применены принципиально новые технические решения: низковольтная постоянная подпитка сварочной дуги напряжением 10-11В. Особенностью низковольтной подпитки напряжения на сварочной дуге является наложение постоянно действующего отрицательного потенциала. Это обеспечивает непрерывное горение электрической дуги, улучшает удаление окисной пленки, обеспечивает более мягкий переход капель электродного металла в сварочную ванну, уменьшает разбрызгивание и улучшает стабильность горения электрической дуги и качество формирования сварного соединения. Высоковольтная подпитка служит для облегчения зажигания дуги. Таким образом, в указанной схеме стало возможным производить регулирование продолжительности коротких замыканий и их частоты, возможность регулирования тока короткого замыкания. Установка имеет также возможность регулировки угла наклона вольтамперных характеристик и возможность производить сварку на значительном удалении от источника питания (до 20м). Последнее обеспечивается за счет применения обратных связей по току и напряжению на дуге. Для реализации последнего необходимо применять подающий механизм ПДГО-510Т и выпрямитель ВД-306ДК. Следует напомнить, что этот источник обеспечивает высококачественную сварку алюминия и его сплавов в режиме ручной дуговой сварки. Кроме того, его использование позволяет решить проблемы комплектации сварочной техникой цехов, когда все виды сварки (ММА, МИГ,ТИГ) можно производить на базе одного выпрямителя, комплектуя его различными приставками (БУСП-ТИГ, ПДГО) для реализации различных технологических процессов.
Механические свойства сварных соединений из сплава АМг6 толщиной 10 мм, выполненных механизированной сваркой на традиционных источниках питания (типа ВДУ-506) следующие [7]: .В = 30,6 кг/мм2, угол загиба . = 133 град.
2.4.2. Механизированная импульсно-дуговая сварка плавящимся электродом.
Повысить качество металла шва алюминиевых сплавов удается применением техники управляемого переноса металла при импульсно-дуговой сварке.
Импульсно-дуговая сварка плавящимся электродом отличается от обычной тем, что на постоянный ток обратной полярности, получаемый от основного источника питания, накладываются кратковременные импульсы тока с определенной частотой (как правило, 50 или 100Гц). Импульсы генерируются импульсным устройством для получения мелкокапельного направленного переноса электродного металла через дугу при более низких значениях сварочного тока, чем это имеет место при естественном мелкокапельном переносе. Величину и длительность импульсов сварочного тока выбирают такими, чтобы можно было обеспечить управляемый перенос металла с торца электрода небольшими каплями в широком диапазоне токов. Как правило, в паузах между импульсами значение тока небольшое, но достаточное для поддержания горения сварочной дуги, при котором ввод теплоты в изделие уменьшается и отсутствует перенос металла.
Импульсно-дуговая сварка обеспечивает повышение механических свойств наплавленного металла и сварных соединений в целом, улучшает стабильность процесса, позволяет выполнять сварку в различных пространственных положениях с улучшенным формированием швов, существенно стабилизировать провар корня шва.
Для механизированной импульсно-дуговой сварки плавящимся электродом используют источник питания ВДГИ-302, который комплектуется подающим механизмом ПДИ-304.
Ориентировочные режимы механизированной импульсно-дуговой сварки алюминия и его сплавов плавящимся электродом в аргоне приведены в табл. 2.7.
Таблица 2.7.
Ориентировочные режимы механизированной импульсно-дуговой сварки алюминия и его сплавов плавящимся электродом в аргоне. [5]
| b, мм | dЭЛ.ПР., мм | Частота импульсов, 1/с | , А | UД, В | , м/ч | Расход аргона, л/мин | Число проходов |
| 4 | 1,4-1,6 | 50 | 130-150 17- | 19 20- | 25 | 10-12 | 1 |
| 5 | 1,4-1,6 | 50 | 140-170 17- | 19 20- | 25 | 10-13 | 1 |
| 6 | 1,4-1,6 | 100 | 160-180 18- | 21 20- | 25 | 12-14 | 1 |
| 8 | 2,0 | 100 160- | 190 22-24 | 25- | 30 12- | 14 2 | |
| 10 | 2,0 | 100 220- | 280 24- | 26 25- | 30 14- | 16 | 2 |
В последние годы широкое распространение при импульсно-дуговой сварке алюминия получили инверторные установки. Наиболее характерным представителем является установка для механизированной сварки типа Sinermig – 401 («OZAS»). Работа источника осуществляется на частоте 26 кГц с возможностью наложения дополнительных импульсов регулируемой амплитуды и скважности. Применение дополнительных импульсов позволяет увеличить производительность на 25% (по данным ОАО «Адмиралтейские верфи»). Использование этого источника позволяет получать кроме указанных выше возможностей, еще и формирование швов с обратным валиком и т.д., что часто требуется при сварке трубопроводов. Это достигается за счет возможности регулировки амплитуды и скважности импульсов, что невозможно на установке ВДГИ-302, где импульсы следуют постоянной амплитуды и частоты. Однако, данных по механическим свойствам изделий из алюминия и его сплавов, сваренных на таком источнике, не существует, ввиду его новизны, поэтому, точно делать выводы о применимости его для сварки конструкций из алюминиевых сплавов нельзя. В данной работе ниже приводится систематические данные по сравнению механических свойств на различных источниках питания при различных видах сварки.
3. Оценка способов дуговой сварки алюминия и его сплавов.
1. Электродуговая сварка алюминия является сложным процессом и требует точного поддержания параметров технологического процесса. Это обусловлено специфическими свойствами алюминия (низкая температура плавления ТПЛ =
VCВ
IСВ 6600С, высокая теплопроводность . = 0.52 кал/см.сек.0С, высокая скорость кристаллизации металла шва, высокое сродство к кислороду, высокий коэффициент линейного расширения . = 24,58.10-6). При нарушении технологии швы могут быть плохого качества. Основными дефектами являются непровары, прожоги, поры, трещины, окисные и вольфрамовые включения, а также неудовлетворительное формирование шва.
2. При всех видах электродуговой сварки алюминия применяют специальные технологические и конструктивные меры, способствующие удалению окисной пленки с поверхности свариваемого металла, шлаковых включений, снижению загазованности сварочной ванны, уменьшающие коробление и т.д., которые описаны в настоящей работе.
3. Принципиально дуговая сварка алюминия и его сплавов может осуществляться всеми известными методами: ручная дуговая сварка покрытыми электродами, аргонодуговая сварка неплавящимся электродом (симметричным переменным током, асимметричным переменным током, импульсная), плазменная сварка, полуавтоматическая аргонодуговая сварка плавящимся электродом (с использованием источников питания, выполненных по стандартной схеме выпрямления, с использованием низковольтных и высоковольтных подпиток напряжения на сварочной дуге – комбинированная вольтамперная характеристика, с наложением импульсов на сварочное напряжение). Особое внимание при использовании этих методов необходимо обратить на то, что сварку необходимо осуществлять на обратной полярности или переменном токе. Этот процесс промышленно освоен. Применение сварки на прямой полярности принципиально возможно и обеспечивает высокое качество но находится в стадии лабораторных образцов. В табл. 3.1 приведено сравнение механических свойств сварного соединения из сплава АМГ-5, выполненного различными методами и наличия внутренних дефектов. Сварка производилась на сплаве АМг5, S = 2.5 мм, = 1.2 мм.
Таблица 3.1
Зависимость механических свойств сварного соединения из АМг-5 от вида сварки
| Вид сварки | Установка | Режим сварки | .В, кгс/мм2 | ., град | Дефекты | |||||
Исходный материал | 32 | |||||||||
| Механизированная сварка плавящимся электродом | ВС-300Б | =110А, UД = 18В | 19 | 105 | П1,0; 7П0,3 | |||||
| ВДУ-506 | =125А, UД = 18В | 21 | 125 | 3П0,3; П1,0 | ||||||
| ВД-506ДК | =120А, UД = 17В | 26 | 45 | 10П0,3 | ||||||
| Механизированная импульсно-дуговая сварка плавящимся электродом | ВДГИ-302 | f = 100Гц, =100А, UД = 20В | 10 | 90 | 2Н5,0; 6П0,3; 2П1,0 | |||||
| ВДГИ-302 | f = 50Гц, IСВ = 100А, UД = 20В | 27 | 103 | |||||||
| Синермиг-401 | = 87А, UД = 16В | 18 | 130 | 3П1,0; 3П0,5 | ||||||
| Аргонодуговая сварка неплавящимся вольфрамовым электродом с подачей присадочной проволоки | УДГУ-351 | Симметричный ток, IСВ = 50А | 16 | 37 | Ц5В0,5; 5П0,3; В0,5 | ||||
| УДГУ-351 | Асимметричный ток, IСВ = 50А, КАС = 0.56 | 9 | 90 | 3П0,3; В2,0 | |||||
| УДГУ-351 | Асимметричный ток, IСВ = 50А, КАС = 0.43 | 26 | 83 | 4С5В0,5; 2В0,5 | |||||
| УДГУ-351 | Пульсир. режим = 0.15с, tп= 0.15с, IСВ = 50А | 23 | 75 | 2С10В0,5; С20В0,5; П 1,0 | |||||
Из анализа данных таблицы 3.1 следует: . . . .
Наилучший результат обеспечивает стандартная установка для импульсно-дуговой механизированной сварки типа ВДГИ-302 на частоте следования импульсов 50Гц. Сварные соединения, сваренные этим методом, единственные среди исследованных в работе, не имеют внутренних дефектов, имеют самую высокую механическую прочность сварного соединения (84% от прочности основного металла) и один из самых высоких углов загиба.
Ко второй группе установок относятся выпрямители для полуавтоматической сварки (ВД-306(506)ДК, ВДУ-506), которые показали очень неплохие результаты. Механическая прочность составляет 81,2% от прочности основного металла для ВД-306ДК и 65% для ВДУ-506.
К третьей группе установок относится синергетический источник Синермиг-401 на котором производилась импульсно-дуговая механизированная сварка на базовой частоте 26кГц и подача дополнительных импульсов на частоте 100Гц. Полученные данные по этому источнику достаточно противоречивы. С одной стороны получена самая высокая пластичность сварного соединения (данные по углу загиба), с другой стороны – один из самых низких показателей механической прочности (56% от прочности основного металла).
К четвертой группе установок можно отнести метод сварки ТИГ на установках типа УДГУ-501. Самым интересным результатом является факт, что при сварке переменным симметричным током получены одни из самых низких показателей по механической прочности и углу загиба сварного соединения (50% от прочности основного металла). Хуже имеются данные только при коэффициенте асимметрии 0,43, т.е., когда синусоида напряжения на электроде горелки и изделии сдвинута в положительную область, т.е. на изделии присутствует больше положительного потенциала, чем отрицательного (28% от прочности основного металла). Картина качественно меняется, когда коэффициент асимметрии составляет 0,53, т.е. синусоида напряжения на электроде и изделии сдвинута в отрицательную область (81,2% от прочности основного металла) или когда применен пульсирующий режим сварки (72 % от прочности основного металла).
Объяснить полученные результаты можно следующим образом: при сварке алюминиевых конструкций и использовании алюминиевой проволоки для обеспечения формирования плотного малоокисленного сварного соединения перенос должен вестись каплями достаточно однородного размера, причем размер этих капель должен не быть минимальным, а перенос, соответственно, не должен быть струйным. В противном случае, при использовании инверторных источников питания, когда из-за работы источника питания на большой частоте происходит процесс дробления капель, происходит их интенсивное окисление, ввиду резкого увеличения удельной поверхности капель. Сварное соединение формируется из капель минимального размера, которые достаточно окислены, поэтому механические свойства соединения невелики, но внешний вид и пластичность соединения находятся на высоком уровне. Для формирования высококачественного сварного соединения просто не хватает степени газовой защиты, а сварка со специальными дополнительными газовыми поддувами или камерами с контролируемой атмосферой экономически не оправдана.
Косвенно полученный вывод подтверждает результат по использованию другого импульсно-дугового источника, но работающего на промышленной частоте – ВДГИ-302. В этом случае, уменьшение частоты следования импульсов со 100 до 50Гц, т. е. не стремление к струйному переносу, а стремление фиксировать размер капель электродного металла на уровне 0,8-1 мм, позволило получить самые высокие результаты.
В таблице 3.2 приведены экспериментальные характеристики сварочного процесса при механизированной сварке плавящимся электродом (dэ=1.2 мм) в среде аргона сплава АМг5. Таблица 3.2 Экспериментальные характеристики сварочного процесса при механизированной сварке плавящимся электродом (dэ=1.2 мм) в среде аргона сплава АМг5
ТЕХНИКА БЕЗОПАСНОСТИ И ПОЖАРНЫЕ МЕРОПРИЯТИЯ ПРИ ВЫПОЛНЕНИИ СВАРОЧНЫХ РАБОТ
Леса, подмостки и трапы на судне должны быть надежными, изготовленными по утвержденным чертежам и принятыми представителями отдела техники безопасности. Леса должны иметь бортовые доски высотой 150 мм, чтобы исключить падение вниз инструментов или других предметов. На лесах обязательно устанавливают 2-3 яруса лееров. Трапы или сходни должны быть прочно закреплены и иметь перила по обеим сторонам. Не допускается перегрузка лесов сверх нормы. Необходимо следить, чтобы по одной вертикали на лесах и площадках не работало несколько человек.
Запрещается работать на мокрых, скользких и обледенелых палубах судна и настилах лесов. Лед надо сколоть, а мокрые места посыпать песком, опилками и т.п.
Все рабочие места в цехе и на судне должны быть оборудованы средствами тушения пожаров. В жаркое время года деревянные настилы лесов периодически поливают водой. Все горючие и быстровоспламеняющиеся материалы хранят в специальных помещениях и специальной таре. При использовании огнеопасных материалов нужно строго придерживаться инструкций.
В случае возникновения пожара в цехе или на судне необходимо срочно вызвать пожарную команду завода, а до ее прибытия принять меры по тушению пожара (воспользоваться огнетушителем, песком и водой) и меры по обеспечению безопасности людей и спасению имущества от огня.
Следует помнить, что масло, нефть можно тушить пенными огнетушителями или песком. Горячую электропроводку и электрические машины, находящиеся под напряжением, нельзя тушить водой и пенными огнетушителями, так как это может привести к поражению людей электрическим током. В таких случаях нужно немедленно обесточить проводку и машины и только после этого приступить к тушению огня. При возникновении пожара очень важно сохранить спокойствие, дисциплину и беспрекословно выполнять распоряжения руководителя, ответственного за тушение пожара.
Ответственность за организацию и состояние техники безопасности на предприятиях несет администрация этих предприятий, в составе которой имеются специальные отделы по технике безопасности, или инженеры по технике безопасности.
Все рабочие, перед допуском к работе, должны быть проинструктированы по безопасному ведению работ и в случае необходимости сдать соответствующее испытание по правилам техники безопасности.
Вредное влияние излучения электрической дуги, невидимые ультрафиолетовые лучи, используемые сварочной дугой, вредно действует на сетчатку и роговую оболочку глаз. Если смотреть не защищенными глазами на свет дуги в течение 5-10 минут, то спустя 1-2 часа после этого, появляется боль в глазах, спазмы век, слезотечение, светобоязнь и воспаление глаз. В этом случае нужно обратиться к врачу.
Для защиты зрения служат щитки и маски с защитными стеклами. Стекла совершенно не пропускают ультрафиолетовых лучей, а инфракрасные лучи пропускают лишь в пределах от 0,1 до 3% от общего количества.
Для предохранения от действия лучей сварочной дуги, людей, работающих по соседству с местами сварки, ограждают светонепроникающими щитами, ширмами или кабинами из фанеры и брезентом высотой 1,8 м. Для улучшения вентиляции внутри кабины, стенки не доводят до пола на 25-30 см. чтобы уменьшить разность в яркости света, стенки кабин окрашивают в матовые светлые тона (серый, голубой, желтый) и увеличивают искусственную освещенность рабочего места.
Поражение электрическим током. Предельное напряжение холостого хода при сварке не должно превышать, как правило, 70 В. Особенно опасно поражение током при сварке внутри резервуаров, где сварщик соприкасается с металлическими поверхностями, находящимися под напряжением по отношению к электродержателю. Список используемой литературы.
1.Anders Norlin. A century of aluminium – a product of the future // A welding review published by Esab. Focus Aluminium, 2000. №2. с. 31-33.
2.Акулов А.И., Бельчук Г.А., Демянцевич В.П. Технология и оборудование сварки плавлением. .: Машиностроение, 1977.
3. Аргоно-дуговая сварка алюминиевых сплавов для строительных конструкций, технологические рекомендации. М.: Госстройиздат, 1963.
4. Каталог ESAB, 1998.
5. Гуревич С.М. Справочник по сварке цветных металлов. Киев: Наукова думка, 1981.
6. Малаховский В.. Плазменная сварка. М.: Высш.шк., 1987.
7. Руссо В.Л. Сварка алюминиевых сплавов в среде инертных газов. Л.: Судпромгиз 1962.
8.Рабкин Д.М., Игнатьев В.Г., Довбищенко И.В. Дуговая сварка алюминия и его сплавов. М.: Машиностроение, 1982.
9. Рабкин Д.М., Игнатьев В.Г., Довбищенко И.В. Сварка алюминия и его сплавов: курс лекций для специалистов-сварщиков. Киев: Наукова думка, 1983.
10.Klas Weman. Equipment for aluminiu welding //A welding review published by Esab. Focus Aluminium , 2000. №2. с. 11-13.
bukvasha.ru
Введение
1.Особенности сварки алюминия и его сплавов, применяемые материалы
1.1. Удаление окисной пленки с поверхности свариваемого металла
1.2.Конструктивные и технологические особенности сварки алюминия и его сплавов
1.3.Материалы для сварки алюминия и его сплавов
2.Обзор наиболее распространенных способов сварки алюминия и его сплавов
2.1.Ручная дуговая сварка покрытыми электродами алюминия и его сплавов
2.2.Аргонодуговая сварка неплавящимся вольфрамовым электродом с подачей присадочнойпроволоки
2.2.1.Сварка вольфрамовым электродом переменным симметричным током
2.2.2.Сварка вольфрамовым электродом переменным асимметричным током
2.2.3.Импульсная сварка вольфрамовым электродом
2.3.Плазменная сварка алюминия и его сплавов
2.4.Механизированная аргонодуговая сварка плавящимся электродом
2.4.1.Механизированная сварка плавящимся электродом
2.4.2.Механизированная импульсно-дуговая сварка плавящимся электродом
3.Оценка способов дуговой сварки алюминия и его сплавов
4. Техника безопасностии пожарные мероприятия при выполнении сварочных работ
Списоклитературы
Введение.
Алюминий и его сплавы играютважную роль в современной промышленности. Это обусловлено тем, что большинствопромышленных сплавов алюминия обладает рядом уникальных свойств: сочетаниевысоких механических свойств (высокая удельная прочность.В/.) и физических свойств (малая плотность ., высокая теплопроводность, которая в 3-3.5 раза выше, чем у стали).
В работе [1] приведены данные опотреблении алюминия и его сплавов в мире за 1998 год. />
Рис.1. Применение алюминия иего сплавов в 1998 году в разных частях мира
Основными областями примененияявляются транспорт (авиационная промышленность, кораблестроение,вагоностроение), строительство (металлоконструкции общего назначения) иупаковочная промышленность. />
Рис.2. Применение алюминия иего сплавов в промышленности
Большинство промышленныхсплавов представляют собой сложные металлургические системы. В качествеосновных легирующих элементов для алюминия используют магний, марганец, медь,кремний, цинк, реже никель, титан, бериллий, цирконий. Большинство легирующихэлементов образуют с алюминием твердые растворы ограниченной растворимости, атакже промежуточные фазы с алюминием и между собой (например, Mg2Si, CuAl2).Суммарное содержание легирующих элементов, как правило, не превышает 15%. алюминиямарганцем или магнием способствует повышению его прочности. Дополнительногоупрочнения, как и для технического алюминия, можно достичь нагартовкой(наклепом). Однако применение нагартованного металла в сварных конструкцияхменее удобно, чем использование ненагартованного или отожженного. Нагартованныйметалл, в особенности с повышенным содержанием легирующих примесей, труднеедеформировать при изготовлении заготовок под сварку. Кроме того, эффектнагартовки легко снимается сварочным нагревом. Временное сопротивление сплаваАМг6 в отожженном и нагартованном состояниях 320 и 380 МПа соответственно.
Максимальную прочностьтермически упрочняемых сплавов получают в результате закалки и последующегостарения. В закаленном и состаренном сплаве упрочнение обеспечиваетсяобразованием зон Гинье – Престона (зонное упрочнение) или мелкодисперсных фаз(фазовое упрочнение). Закалку сплава осуществляют погружением его в воду. Приэтом создается пересыщенный твердый раствор алюминия. При последующей выдержкена воздухе и комнатной температуре (естественное старение) или при температуре100 – 190°С (искусственное старение) прочность полуфабрикатов повышается в 22,5 раза. Временное сопротивление термически упрочняемых сплавов достигает 400– 500 МПа и более.
Чем меньше примесей валюминиевом сплаве, тем, как правило, выше его пластичность. Техническийалюминий, алюминиево-марганцевый и низколегированные сплавы с магнием вплоть доАМг5 легко деформируются в холодном состоянии. Образцы сплава АМг6 взависимости от толщины, содержания сопутствующих примесей могут быть изогнутына 100—180°. Термически упрочняемые сплавы допускают деформацию только взакаленном состоянии, а в состаренном состоянии изгибу не подлежат. Их можнодеформировать после небольшого нагрева (150 – 200°С).
В связи с тенденцией заменычерных металлов алюминием и его сплавами во многих отраслях техники,строительства и транспорта эту замену следует осуществлять с учетомтехнико-экономических преимуществ того или иного сплава перед сталью. Прииспользовании алюминиевых сплавов необходимо также учитывать их коррозионную стойкостьи свариваемость.
Коррозионная стойкость алюминияи его сплавов определяется наличием на поверхности изделий плотной окиснойпленки. Алюминий совершенно нетоксичен, чем определяется широкое применение егов пищевой промышленности. Он весьма стоек в окислительных средах. В связи сэтим его используют в сосудах для транспортировки и получения азотной кислоты ит.п. Как правило, чем меньше примесей в техническом металле, тем выше егокоррозионная стойкость. Алюминий и его сплавы совершенно непригодны для работыв щелочной среде.
Под свариваемостью понимаютсовокупность свойств, определяющих возможность получения сварных соединенийопределенного качества при данном способе сварки. Чем легче получаютсякачественные соединения, тем выше свариваемость сплава. Многогранное понятие«свариваемость» включает склонность сплавов к образованию трещин, пористости,механические свойства сварных соединений, коррозионную стойкость и пр. Присварке плавлением свариваемость зависит от химического состава сплава и егоструктуры, которая создается в результате металлургического передела слитка.Среди физико-химических характеристик металла наибольшее влияние насвариваемость оказывают наличие окисной пленки, химический состав,теплопроводность, температура плавления, плотность, коэффициентытеплопроводности и линейного расширения. Последнее приводит к тому, что уровеньдеформации алюминиевых сварных конструкций в 1.5-2 раза выше, чему аналогичных стальных конструкций.
Чтобы обеспечить алюминиевымсварным конструкциям требуемую форму и размеры, используют конструктивные итехнологические методы уменьшения сварочных деформаций. К числу этих методовотносят правильный выбор толщины свариваемых деталей, соответствующееконструирование сварного соединения при сварке разнотолщинных деталей,предварительный подогрев свариваемых поверхностей.
При сварке алюминия и егосплавов также существует такое понятие, как критический сварочный ток. Этот токопределяется рядом факторов, которые недостаточно изучены. Увеличение сварочноготока выше критического значения нарушает процесс формирования сварочного шва,его поверхность покрывается морщинистыми складками, а глубина проплавлениярезко уменьшается. Величина критического тока зависит от вида сварки, качествазащиты поверхности сварочной ванны инертным газом, состава этого газа, толщинысвариваемых элементов.
В настоящее время в Украиненаиболее распространена аргонодуговая сварка неплавящимся электродом алюминия иего сплавов на переменном токе. Этот метод не является оптимальным для всехвидов сварных соединений, т.к. имеет недостаточно высокую производительность.Механизированная сварка плавящимся электродом в среде аргона, например,обеспечивает в 4-5 раз большую производительность, но худшее удаление окисныхпленок. Это должно отрицательно сказываться на механических свойствах сварныхсоединений. Механизированная импульсно-дуговая сварка плавящимся электродом,которая мало применяется в Украине, устраняет этот недостаток, однако свойствасварных соединений изучены недостаточно. Появившиеся в последнее времясовременные источники питания, например, ВД-306ДК, использующие комбинированнуювольтамперную характеристику (ВАХ имеет ряд участков, каждый из которыхотвечает за определенную стадию массопереноса, включая формирование капли, ееотрыв от электрода и перенос в сварочную ванну), вообще не исследованы вобласти технологических свойств при сварке алюминия и его сплавов. Инверторныеисточники питания ввиду минимального распространения в Украине, также не имеютпрактического опыта промышленного применения в области сварки указанныхсоединений. Метод плазменной сварки алюминия известен более широко, но имеетраспространение в основном за рубежом.
Поэтому, тема настоящего обзораопределена необходимостью систематизации и обобщения основных технологическихпараметров сварки алюминия и его сплавов в свете достижений техники запоследние годы, рассмотрения влияния различных видов аппаратурного оформленияпроцесса сварки алюминия и его сплавов на свойства сварных соединений, экономическойцелесообразностью применения тех или иных методов сварки.
1. Особенности сваркиалюминия и его сплавов, применяемыематериалы.
Технология сварки алюминия иего сплавов достаточно многообразна, виды сварки перечислены выше и имеют рядособенностей. К числу основных особенностей сварки алюминия и его сплавов любымиз перечисленных методов относятся: необходимость удаления окисной пленки споверхности свариваемых изделий, тщательная подготовка под сварку,предварительный подогрев и др. В работе [2] приведены основные трудности сваркиалюминия и его сплавов. К ним относятся:
1. Наличие и возможностьобразования тугоплавкого окисла Al2O3 (Tпл = 2050ºС) с плотностью больше, чем у алюминия, затрудняетсплавление кромок соединения и способствует загрязнению металла шва частичкамиэтой пленки.
2. Резкое падение прочности привысоких температурах может привести к разрушению (проваливанию) твердогометалла нерасплавившейся части кромок под действием веса сварочной ванны. Всвязи с высокой жидкотекучестью, алюминий может вытекать через корень шва.
3. В связи с большой величинойкоэффициента линейного расширения [. = (21. 24.7)10-6 .С-1] и низким модулем упругости сплавимеет повышенную склонность к короблению. Уровень сварочных деформаций в 1.5-2раза выше, чем у аналогичных стальных конструкций.
4. Необходима самая тщательнаяхимическая очистка сварочной проволоки и механическая очистка и обезжириваниесвариваемых кромок. В связи с резким повышением растворимости газов в нагретомметалле и задержкой их в металле при его остывании возникает интенсивнаяпористость, обусловленная водородом, приводящая к снижению прочности ипластичности металла. Предварительный и сопутствующий подогрев замедляеткристаллизацию металла сварочной ванны, что способствует более полному удалениюгазов и снижению пористости.
5. Вследствие высокойтеплопроводности алюминия необходимо применение мощных источников теплоты. Сэтой точки зрения в ряде случаев желательны подогрев начальных участков шва дотемпературы 120-1500С или применение предварительного и сопутствующегоподогрева.
6. Металл шва склонен квозникновению трещин в связи с грубой столбчатой структурой металла шва ивыделением по границам зерен легкосплавных эвтектик, а также развитиемзначительных усадочных напряжений в результате высокой литейной усадки алюминия(7%).
В настоящем разделе приводятсяосновы технологии сварки алюминия и его сплавов и применяемые сварочныематериалы.
1.1.Удаление окисной пленки с поверхности свариваемого металла.
В естественных условияхпроизводства и хранения алюминий покрывается слоем окиси, предохраняющим его откоррозии. На воздухе зачищенная поверхность сразу же покрывается новым слоемокиси, толщина которого восстанавливается практически в течение несколькихдней, надежно защищая металл от дальнейшего окисления. На рис.1.1 показанакинетическая зависимость окисления алюминия при 200ºС. />
Рис.1.1. Кинетическаязависимость окисления алюминия при 200ºС.
Окисная пленка на поверхностиалюминия и его сплавов затрудняет процесс сварки. Обладая высокой температуройплавления (20500ºС) она не растворяется в жидком металле в процессесварки. Попадая в ванну, она затрудняет сплавление между собой частиц металла иухудшает формирование шва.
Важной характеристикой окиснойпленки алюминия является ее способность адсорбировать газы, в особенностиводяной пар. Поэтому, окисная пленка является источником газов, растворяющихсяв металле, и косвенной причиной возникновения в нем несплошностей различногорода.
Естественная защитная пленкаимеет значительную толщину и ее удаление в процессе сварки весьмазатруднительно. Поэтому поверхность соединяемых деталей и проволоки очищают отслоя окиси непосредственно перед сваркой и создают на ней искусственный слойокиси, который сохраняется достаточно тонким в течении 8-16 ч. Полученныйтонкий слой окиси алюминия сравнительно легко удаляется электрической дугой илис помощью флюса во время сварки.
Обработка поверхностисвариваемых деталей и проволоки производится следующим образом [3]. Сначалапроизводится механическая зачистка с помощью металлических щеток. Затемсвариваемые детали и проволока обезжириваются в водном растворе следующегосостава: 40-50 г/л тринатрийфосфата (Na3PO4. 12h3O), 35-50 г/лкальцинированной соды (Na2CO3) и 25-30 г/л жидкого стекла (Na2SiO3). Времяобезжиривания примерно 5 минут, температура раствора 60-700С. Далее свариваемыедетали и проволоку подвергают травлению в течении 1-3 мин в 5% растворе щелочиNaOH или KOH. После этого остатки щелочи и продукты реакции смывают сначалагорячей, а потом холодной водой. После промывки детали пассивируют 20% азотнойкислотой (HNO3), нагретой до температуры 600С. При этом детали покрываютсяновым тонким слоем окисной пленки. Извлеченные из азотной кислоты деталипромывают холодной, затем горячей водой и сушат.
Так как в атмосферных условияхтолщина образованной пленки, хотя и более медленно, но все же увеличивается,подготовленные к сварке детали необходимо сварить в течение 24 часов, асварочную проволоку использовать в течение 8 часов. Различие в сроке храненияподготовленных к сварке деталей и проволоки обусловлено тем, чтонепосредственно перед сваркой соединяемые кромки деталей дополнительно очищаютот окисных пленок механическим путем – проволочной щеткой, а затем шабером.Образовавшаяся после механической зачистки тончайшая пленка окиси легкоудаляется сварочной дугой, горящей в среде инертных газов. Весьма эффективнопроисходит удаление окиси с поверхности металла, имеющего отрицательныйпотенциал. Присутствующие в дуге положительные ионы инертных газов разгоняютсякатодным напряжением и ударяют в поверхностный слой окисной пленки. Процессобработки свариваемого металла положительными ионами называют катоднымраспылением. Результаты этого процесса остаются в виде беловатых полос посторонам шва.
Менее эффективно удаление окисиалюминия с поверхности свариваемого металла происходит, когда он имеетположительный потенциал. Окись алюминия в этом случае разрушается привзаимодействии с расплавленным алюминием. В результате образуется газообразныйсубокисел Al2O. Поскольку эта реакция возможна только при температурах свыше17000С, область очищенной поверхности практически ограничена анодным пятном.Естественно, для такого метода сварки применяются мощные горелки и высокие токидуги для обеспечения большой плотности теплового потока в области анодногопятна дуги. Такой метод удаления окисной пленки называется термическойочисткой. Поэтому, этот метод более эффективен при использовании в качествезащитного газа гелия, так как он наиболее высокоэнтальпийный газ и способствуетболее стабильному поддержанию дугового промежутка.
При ручной дуговой сваркепокрытыми электродами и автоматической дуговой сварке по слою флюсарасплавленный алюминий защищают от окружающей атмосферы флюсами из хлоридов ифторидов щелочных и щелочноземельных металлов, которые под действием дугирасплавляются и энергично реагируют с окисью алюминия, образуя комплексныесоединения, переходящие в шлак, либо летучие соединения. Так, например, прииспользовании флюсов состава 50% KCl; 15% NaCl; 35% Na3AlF2 происходитразрушение Al2O3 по реакции
Al2O3 + 6KCl = 2AlCl3ЃЄ + 3K2O и растворение Al2O3 в криолите Na3AlF2 с образованиемлегкоплавкого шлака (NaCl снижает температуру плавления криолита). Криолит нетолько растворяет Al2O3, но, изменяя поверхностное натяжение металла,способствует образованию мелкокапельного переноса электродного металла. Остаткифлюса и шлака, как правило, при комнатных температурах способствуют коррозииалюминия. Поэтому их остатки необходимо тщательно удалять с поверхностисваренных изделий, протирая загрязненные участки волосяными щетками в струегорячей воды или пара. Очищающее действие дуги зависит от глубины еепроникновения в соединяемый металл. Эту глубину регулируют, изменяя силу сварочноготока. Как правило, сварочный ток для сварки алюминия и его сплавов не превышает550-750А. Увеличение сварочного тока выше этих критических значений нарушаетпроцесс формирования шва.
При сварке плавлениемалюминиевых сплавов наиболее рациональным типом соединений являются стыковые.Для устранения окисных включений в металле швов используют удаляемые подкладкииз коррозионно-стойкой стали, других металлов с повышенной температуройплавления, а также меди, благодаря ее высокой теплопроводности. Используюттакже остающиеся подкладки из свариваемого алюминиевого сплава или разделкукромок с обратной стороны шва, что обеспечивает удаление окисных включений изстыка в канавку подкладки. />
Рис.1.2. Форма поперечногосечения канавки в подкладке,
формирующей обратную сторонустыкового шва:
а – прямоугольная; б –квадратная со скругленными кромками; в – квадратная, наклонная
Подкладка, формирующая обратнуюсторону стыкового шва, имеет канавку, различные формы которой представлены нарис.1.2. Чаще всего используют канавки прямоугольной формы (рис. 1.2, а),которые обеспечивают стабильные условия для формирования шва и удаления окисныхпленок при довольно значительных смещениях линии стыка и дуги от оси канавки.Канавка, поперечное сечение которой показано на рис.1.2 б, обеспечивает плавныйпереход от усиления шва к основному металлу. Но из-за малой ширины ее надоприменять вместе с дополнительной центрующей оснасткой. Для удаления окисныхпленок в стыковых соединениях с остающейся подкладкой, изготовленной как единоецелое со свариваемым элементом, используют прямоугольные и наклонные канавки(рис.1.2, в), которые просты в изготовлении. Кроме удаления окисных пленоктакая канавка уменьшает теплоотвод от сварочной ванны в сторону более толстогоэлемента замкового соединения. удаления окисных пленок из корня шва приодносторонней сварке стыковых соединений на подкладке с канавкой показан нарис.1.3. Канавка, как уже говорилось ранее, препятствует отводу теплоты отсвариваемых кромок в подкладку и способствует опусканию окисных пленок вместе срасплавленным металлом сварочной ванны в нижнюю часть сварного шва. />
Рис.1.3. Схема удаления окисныхпленок из корня шва при односторонней
сварке стыковых соединений наподкладке с канавкой:
1 – электрод; 2 – свариваемыйметалл; 3 – расплавленный металл сварочной ванны; 4 – окисные пленки наповерхности соединяемых кромок; 5 – подкладка с канавкой; 6 – металл шва.
Вероятность полного удаленияокисных пленок с торцевых поверхностей свариваемых кромок повышается сувеличением глубины канавки. В то же время слишком глубокая канавка требуетдополнительного расхода сварочной проволоки для ее заполнения, а чрезмерновысокий валик на обратной стороне шва будет способствовать концентрациинапряжений в зоне сплавления. На практике обычно применяют подкладки с глубинойканавки 1.2-2 мм. При правильно выбранном и стабильном режиме сварки такаяглубина канавки более чем в 1.5 раза превышает высоту оставшихся под дугойокисных пленок и обеспечивает их полное удаление в поверхностный слой нижнегоусиления шва. Канавка должна иметь достаточную ширину, чтобы обеспечитьнормальное прогибание окисных пленок на нижней поверхности состыкованных кромокв условиях возможного смещения стыка в процессе сварки.
1.2.Конструктивные и технологические особенности сварки алюминия.
Как было сказано выше, из-забольшого коэффициента теплопроводности и линейного расширения алюминия,существенно искажается форма, и изменяются размеры сварных конструкций изалюминиевых сплавов. Поэтому, необходимо использовать конструктивные итехнологические методы уменьшения сварочных деформаций вне зависимости отвыбранного вида сварки.
Конструктивные способыуменьшения деформаций и напряжений предусматриваются при проектированиисварного соединения. К ним относятся уменьшение количества сварных швов визделии, симметричное расположение ребер жесткости, швов, косынок. Дляуравновешивания деформаций припуски деталей на усадку должны быть равны усадкес тем, чтобы размеры конструкции после сварки соответствовали проектным.Необходимо предусматривать возможность использования зажимныхсборочно-сварочных приспособлений для предотвращения смещения свариваемыхкромок относительно друг друга в процессе сварки. Повышенная склонность кдеформации свариваемых соединений алюминия и его сплавов способствует появлениюв них горячих трещин. Особенно склонны к образованию горячих трещин стыковыешвы, близко расположенные друг к другу из-за пересечения зон термическоговлияния. Необходимо конструктивно располагать швы на максимально возможномудалении друг от друга. Если нельзя разнести швы, соединяемые элементыизготавливают как единое целое (рис.1.4). /> а) б)
Рис.1.4. Конструкция соединенияблизко расположенных патрубков с листом
а – не рекомендуемая; брекомендуемая
Отличительной чертой сваркиалюминия является то, что описанные выше конструктивные способы необходимоприменять в совокупности с описанными в предыдущем разделе методами удаленияокисной пленки из сварного соединения. Это наглядно иллюстрируется на примересоединения трубы с трубной доской (такие устройства широко применяются кактеплообменники в энергетике и представляют собой два круглых фланца спросверленными в них отверстиями, в которые вставлены теплообменные трубки). Нарис.1.5 показаны различные виды соединения трубы с трубной доской. />
Рис.1.5. Соединение трубы струбной доской
а) замковое; б) стыковое сканавкой, полученное гибкой; в) стыковое с канавкой, полученной резанием.
На рис.1.5 а показаносоединение трубы с трубной доской, где наклонная канавка выполняет две функции:первая функция – удаление окисных пленок, вторая функция – созданиеравнотолщинности сварного соединения (сварка выполняется по кольцу с торцевойверхней поверхности). На рис.1.5 б, в показан другой вид соединения, гдекольцевая канавка служит для удаления окисных пленок, а кольцевая проточка втрубной доске – для обеспечения равнотолщинности сварного соединения (сваркатакже выполняется с торцевой поверхности по кольцу). Вообще, в связи с низкойтемпературой плавления для алюминия проблема равнотолщинности очень актуальна.Это вызвано тем, что для высококачественного сварочного соединения необходимопроплавить обе сопрягаемые поверхности. Из-за низкой температуры плавленияболее тонкая деталь может просто расплавиться. Поэтому, свариваемые кромкиразнотолщинных элементов должны иметь одинаковую толщину. На рис.1.6 показаныварианты стыкового соединения разной толщины. /> а) б)
Рис.1.6. Стыковое соединениеметалла разной толщины
а – допускаемое; брекомендуемое
Для стыковых соединений ширинуутоненной части более массивного элемента можно ориентировочно определить по формуле[8] /> гдеS1, S2 – толщины свариваемых соединений, l – длина утоненной части.
Не менее важны технологическиемеры уменьшения деформаций. Необходимо подобрать оптимальный режим сварки, стем, чтобы зона термического влияния была минимальной. Для этого стремятсяиспользовать методы сварки, обеспечивающие высокую концентрацию энергии в дуге,а соединения сваривают на повышенных скоростях. На деформацию соединениясущественно влияет порядок выполнения швов. При выполнении швов большойпротяженности целесообразно использовать обратно-ступенчатый способ сварки.Сварку конструкций, имеющих несколько последовательно расположенных швов,целесообразно начинать со среднего шва, а затем поочередно, с каждой стороны,выполнять остальные швы, двигаясь к краям конструкции. Также необходимоучитывать, что соединения со скосом кромок более склонны к деформации, чем безскоса кромок и соединения с симметричной двусторонней разделкой кромок менеесклонны к деформациям, чем с односторонней разделкой кромок. Для предотвращенияпродольного прогиба соединений применяют предварительный обратный выгибсвариваемых элементов, который подбирают опытным путем.
Для устранения остаточныхдеформаций применяют ударную и тепловую правку. Чтобы не повредить поверхность,алюминиевые соединения правят ударами резиновых и деревянных молотков. Правкустальными молотками можно выполнять только через алюминиевые или деревянныеподкладки. Тепловую правку применяют для тех алюминиевых соединений,работоспособность которых не ухудшается сопровождающим нагрев разупрочнением,например, при правке малонагруженных элементов или конструкций из отожженногометалла. Максимальная температура подогрева должна быть не выше температурыотжига для применяемого алюминиевого сплава.
К числу технологическихособенностей сварки алюминия необходимо отнести и предварительный подогрев. Онимеет важное значение в виду того, что окисная пленка на поверхностисвариваемых алюминиевых металлоконструкций прекрасно адсорбирует влагу инеобходимо применять меры по удалению этой влаги. Если этого не делать, то всварном соединении могут возникнуть дефекты. Поэтому, свариваемые кромки передсваркой подогревают, используя газовые горелки (восстановительное пламя),горячий воздух или электроконтактные нагреватели.
Температура и время подогревазависят от марки и толщины свариваемого металла (табл.1.1). Температуруконтролируют с помощью контактных термопар или термокарандашей.
Таблица 1.1
Максимальная температураподогрева некоторых алюминиевых сплавов. [8]
Сплав Толщина металла, мм Температура, 0С Продолжительность нагрева, мин А99, АД1 Любая 350 60 АМц Любая 250 60 АМг3, АМг4, АМг5 12 100 150 30 10 АД31, АД33, АВ 12 180 200 60 30 1915 12 140 160 30 20
1.3.Материалы для сварки алюминия и его сплавов.
Сварочнаяпроволока. При дуговой сваркебольшинства соединений требуется проволока, металл которой заполняет зазоры, атакже обеспечивает формирование шва в соответствии с размерами, установленнымиГОСТ 14806-80. Кроме того, проволока позволяет изменять состав шва, чтоособенно важно при сварке различных алюминиевых сплавов. Требуемый длялегирования состав проволоки выбирают с учетом химического состава свариваемыхкромок и доли участия проволоки в образовании шва. Для дуговой сварки винертных газах содержание каждого элемента в проволоке можно рассчитать изуравнения [8] />
где СП – расчетное содержаниеэлемента в проволоке; С0 – содержание элемента в свариваемом металле; СШ –содержание элемента в металле шва; kY – суммарный коэффициент усвоения элементаметаллом шва при сварке;.П – доляпроволоки в металле шва.
Доля проволоки в металле швазависит от типа соединения, толщины свариваемых кромок, формы и размеров шва,зазоров.
Под действием высокихтемператур часть легирующих элементов улетучивается с поверхностирасплавленного металла сварочной ванны и электродной проволоки. Эти потериучитывает суммарный коэффициент усвоения элемента металлом шва, которыйучитывает, какое количество данного элемента перешло в шов. Величина потерьзависит от способа и режима сварки, физико-химических свойств элемента и егосодержания в проволоке. Обычно коэффициент усвоения kY определяютэкспериментальным путем, сравнивая фактическое содержание элемента в шва с расчетным.
Определенный по уравнениюсостав проволоки чаще всего не совпадает с составом проволок, выпускаемыхпромышленностью. В связи с этим для сварки подбирают ту марку проволоки, укоторой состав наиболее соответствует расчетному.
С введением легирующихэлементов прочность металла шва повышается, а пластичность и коррозионнаястойкость снижаются. Для большинства алюминиевых сплавов суммарное содержание вшве или зоне сплавления 5-8% легирующих элементов достаточно, чтобы по границамзерен образовался сплошной ободок из вторичных фаз. При такой структуредальнейшее легирование не только не увеличивает, а даже несколько снижаетпрочность в результате концентрации напряжений по малопластичным вторичнымфазам. Таким образом, для получения пластичных коррозионно-стойких соединенийалюминиевые сплавы целесообразно сваривать менее легированными проволоками.Когда требуются сварные соединения повышенной прочности, наоборот, применяютболее легированные проволоки с суммарным содержанием легирующих элементов не выше6 –7%.
Наличие максимуматрещинообразования при сварке алюминиевых сплавов в каждой системе легированияопределяет выбор проволоки, способной обеспечить соединениям повышеннуюстойкость против трещин. Чтобы повысить стойкость соединений против образованиягорячих трещин, при сварке сплавов менее легированных, чем сплав с максимальнымпоказателем трещинообразования, применяют проволоку с пониженным содержаниемлегирующих элементов, тогда как более легированные сплавы сваривают проволокамис более высоким содержанием легирующих элементов.
В зависимости от предъявляемыхк соединениям требований, для сварки каждого из алюминиевых сплавов обычноприменяют несколько марок проволок. Наиболее простым подходом являетсяприменение универсальной проволоки, которая обеспечивает сварным соединениямдостаточно высокие значения всех основных характеристик: стойкость против горячих трещин,прочность, пластичность и коррозионную стойкость. Остальные рекомендованныепроволоки обеспечивают соединениям повышенные значения одной из названныххарактеристик при удовлетворительных значениях всех остальных (табл. 1.2.).
Таблица1.2.
Рекомендуемые марки проволокдля сварки распространенных алюминиевых сплавов.
Свариваемый Металл Универсальная проволока, обеспечивающая удовлетворит. характеристики соединения Проволока, обеспечивающая удовлетворительные характеристики соединения и повышенные показатели Стойкость против горячих трещин Временное сопротивление разрыву Относительное удлинение Коррозион. стойкостьА99, А97, А95 А99 А99 СвА85Т А99 А99 АД0, АД1 СвА5 СвА5 СвА5 СвА97 СвА97 Амц СвАМц СвАМц СвАМц СвАМц СвАМц АМг3 СвАМг3 СвАМг5 СвАМг5 АВч АВч АМг5 СвАМг5 СвАМг63 СвАМг6 СвАМг5 Св1557 АМг6 СвАМг6 СвАМг63 СвАМг61 СвАМг63 Св1557 АВ, АД31, АД33 СвАК5 СвАК5 Св1557 Св1557 АВч 1915 Св1557 СвАМг5 СвАМг6 СвАМг5 Св1557 Прим. Проволоку с обозначением «Св» поставляют по ГОСТ 7871-75, остальную по ТУ /> /> /> /> /> /> /> /> /> />
Проволока может применяться вдвух назначениях:
как электродная проволока приполуавтоматической или автоматической сварке в защитных газах (в шведскомстандарте называется «Autrod»)
как присадочный материал приаргонодуговой сварке неплавящимся электродом (в шведском стандарте называется«Tigrod»)
Применяют также импортнуюсварочную проволоку фирмы «ESAB» (Швеция), (табл.1.3).
Таблица1.3
Рекомендуемые марки проволокфирмы «ESAB» для сварки распространенных алюминиевых сплавов [4].
Свариваемый металл Марка проволоки Чистый алюминий А995 OK Autrod 18.01 (состав проволоки Al99,5) Чистый алюминий A995 OK Autrod 18.11 (состав проволоки Al99,5Ti) Силумин, с содержанием Si до 7% OK Autrod 18.04 (состав проволоки AlSi5) Сплав АМг3 (до 3%Mg) OK Autrod 18.13 (состав проволоки AlMg3) Сплав АМг5 (до 5%Mg) OK Autrod 18.15 (состав проволоки AlMg5) Сплавы АМг4, АМг5 OK Autrod 18.16 (состав проволоки AlMg4,5Mn)
2.Обзор наиболее распространенныхспособов сварки алюминия и его сплавов.
Дляалюминия и его сплавов применяют практически все промышленные способы сваркиплавлением. К основным методам сварки относятся: ручная дуговая сваркапокрытыми электродами (ММА), аргонодуговая сварка неплавящимся вольфрамовымэлектродом с подачей присадочной проволоки (ТIG), плазменная сварка,полуавтоматическая сварка в защитном газе – бывает как минимум четырехразновидностей (импульсная полуавтоматическая сварка, традиционнаяполуавтоматическая сварка, полуавтоматическая сварка с управляемыммассопереносом на инверторном источнике питания, полуавтоматическая сварка наисточниках питания типа ВД-306ДК с комбинированной вольтампернойхарактеристикой). Другие виды сварки алюминия и его сплавов, такие какавтоматическая сварка под слоем флюса и газовая сварка применяются значительнореже и рассматриваться не будут. Каждый способ сварки имеет свои особенности,которые необходимо учитывать для наиболее эффективного их использования приизготовлении изделий различного назначения.
2.1. Ручная дуговая сварка покрытымиэлектродами алюминия и его сплавов.
Ручнуюдуговую сварку покрытыми электродами применяют при изготовлении конструкций изтехнического алюминия, сплавов АМц и АМг, содержащих до 5 % магния, а такжесилумина. Толщина свариваемого металла лимитируется диаметром электрода.Минимальный диаметр электрода обычно составляет 4 мм, что вызвано трудностямисварки электродами малого сечения вследствие высокой скорости их плавления.Алюминиевый электрод расплавляется в 2-3 раза быстрее стального. В связи с этимтолщина свариваемого металла должна быть свыше 4 мм.
Наиболееприемлемым типом сварного соединения для алюминия является стыковое. Соединенийвнахлестку и тавровых избегают, так как возможно затекание шлака в зазоры, изкоторых его трудно удалить при промывке после сварки. Наличие шлака в зазореможет вызвать коррозию металла. Поэтому, этот метод сварки алюминия наиболеередко применяется в промышленности. Отличие от ручной дуговой сварки стальныхметаллоконструкций заключается в том, что алюминий имеет значительно болеевысокую теплопроводность, чем сталь (см. п.1). Это приводит к тому, что шлакпри ручной дуговой сварке не успевает, в ряде случаев, удаляться израсплавленного металла сварного соединения ввиду малого времени нахождениясварочной ванны в расплавленном состоянии и остается в соединении в видедефектов.
Защитные(инертные) газы. Длязащиты расплавленного металла сварочной ванны и проволоки при сварке алюминия иего сплавов применяются инертные газы и их смеси: аргон высшего или первого сорта по ГОСТ 10157 –79 и гелий особойили высокой чистоты по ГОСТ20461-75. Инертныегазы аргон и гелий поставляются в баллонах.
Вольфрамовыеэлектроды. Вольфрам– самый тугоплавкий из известных металлов (по температуре плавления он уступаеттолько углероду). Температура плавления вольфрама равна 36000С, удельный вес19,3 г/см3, он обладает весьма малой летучестью при высоких температурах иимеет низкий коэффициент теплопроводности. Вольфрамовые электродыизготавливаются по ГОСТ 23949-80. Они различаются по легированию, котороеуменьшает работу выхода электронов и соответственно срок службы электродов.Электроды бывают чистые (ЭВЧ), лантанированные(ЭВЛ), иттрированные (ЭВИ),торированные (ЭВТ). Характеристики наиболее распространенных электродов в табл.1.5.
Таблица 1.5
Характеристики наиболеераспространенных электродов [8]
Марка электрода Содержание примесей, мас. % Диаметр прутка или проволоки, мм ЭВЧ 0,5; 1,0; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0;10,0 ЭВЛ (1,1-1,4) окиси лантана (LaO) 1,0; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0;10,0 ЭВИ-1 (1,5-2,3) окиси иттрия (Y2O3) 2,0; 3,0; 4,0; 5,0; 6,0; 8,0;10,0 ЭВИ-2 (2,0-3,0) окиси иттрия (Y2O3) 2,0; 3,0; 4,0; 5,0; 6,0; 8,0;10,0 ЭВИ-3 (2,5-3,5) окиси иттрия (Y2O3) 2,0; 3,0; 4,0; 5,0; 6,0; 8,0;10,0 ЭВТ-15 (1,5-2,0) двуокиси тория(ThO2) 2,0; 3,0; 4,0; 5,0; 6,0; 8,0;10,0
Электроды,применяемые при аргонодуговой сварке необходимо затачивать. Это повышаетстабильность работы аргонодуговой установки и качество сварного соединения.
Покрытые электроды. Для сварки алюминия и его сплавовприменяют следующие наиболее распространенные марки покрытых электродов,производства России и других стран [4,5]:
ЭлектродСвариваемый сплав
ОЗА 1 Техническийалюминий
ОК 96.10 («ESAB»)Технический алюминий
ОЗА2 Литой сплавтипа АЛ-4
ОК 95.50 («ESAB»)Литой сплав типа АЛ-4
МВТУ Сплавы типаАМц
АФ1 Сплавы типаАМг, АМц
ОК 96.20 («ESAB»)Сплавы типа АМг, АМц
А1Ф Сплавы типаАМц, силумин
Состав электродныхпокрытий для сварки алюминия и его сплавов для некоторых из перечисленных марокэлектродов приведен в табл. 1.6.
Таблица 1.6
Состав некоторых электродных покрытий длясварки алюминия и его сплавов,мас. % [5]
Компонент Марки покрытия ОЗА1 ОЗА 2 МВТУ АФ1 А1Ф Хлористый натрий 18,2 30 18,0 Хлористый калий 32,5 50 20,0 32,0 Хлористый литий 9,1 24,0 9,0 Фтористый калий 39,0 Криолит 35,0 20 35,0 33,0 Фтористый натрий 5,2 17,0 5,0 Ферросилиций 3,0 Флюс АФ-4А 65,0 /> /> /> /> /> /> /> /> /> />
С течением временипри хранении электроды увлажняются, поэтому перед сваркой их необходимоподсушить при температуре 150 – 200 0С.
Сварочные флюсы. Дляполуавтоматической сварки под слоем флюса применяют флюсы АН-А1, АН-А4,48-АФ-1, МАТИ-1а, МАТИ-10.Состав флюсов в табл. 1.7.
Таблица 1.7
Состав флюсов для сварки алюминия и егосплавов, мас.% [5]
Компонент Марка флюса АН-А1 АН-А4 48-АФ-1 МАТИ-1а МАТИ-10 Хлористый натрий 20,0 Хлористый калий 50,0 57,0 47,0 47,0 30,0 Хлористый литий 8,0 Фтористый барий 28,0 47,0 68,0 Фтористый натрий 42,0 Фтористый калий 2,0 Фтористый литий 7,5 Фтористый алюминий 7,5 2,0 Криолит 30 3,0 Фторцирконат калия 2,0 Окись хрома 2,0 /> /> /> /> /> /> /> /> /> />
Флюс долженхраниться в герметически закрываемой таре, а перед употреблением просушиватьсяпри температуре 200 – 250 0С в течении 2 часов.
Наиболееприемлемым типом сварного соединения для алюминия является стыковое. Соединенийвнахлестку и тавровых избегают, так как возможно затекание шлака в зазоры, изкоторых его трудно удалить при промывке после сварки. Наличие шлака в зазореможет вызвать коррозию металла. Поэтому, этот метод сварки алюминия наиболеередко применяется в промышленности. Отличие от ручной дуговой сварки стальныхметаллоконструкций заключается в том, что алюминий имеет значительно болеевысокую теплопроводность, чем сталь (см. п.1). Это приводит к тому, что шлакпри ручной дуговой сварке не успевает, в ряде случаев, удаляться израсплавленного металла сварного соединения ввиду малого времени нахождения сварочнойванны в расплавленном состоянии
и остается всоединении в виде дефектов.
2.2. Аргонодуговая сварка неплавящимся вольфрамовымэлектродом с подачей присадочной проволоки (ТIG).
Аргонодуговая сварка неплавящимсявольфрамовым электродом с подачей присадочной проволоки (ТИГ) наиболеераспространенный способ сварки, применяющийся для изготовления сварныхконструкций из алюминиевых сплавов ответственного назначения. Основнымпреимуществом процесса дуговой сварки вольфрамовым электродом в среде защитногогаза является отсутствие шлаковых включений, возможность работы на малых токахдуги (от 5А), возможность сварки тонких листов, включая фольгу, высокаяустойчивость горения дуги во всем диапазоне токов, технологичность процесса.Благодаря этому процесс широко используется при сварке алюминия и его сплавов.
2.2.1. Сварка вольфрамовым электродом переменным
симметричным током.
Питание дуги осуществляется переменным токомот источников с падающими внешними характеристиками. Существует справедливоемнение, что аргонодуговую сварку необходимо производить на штыковых иликрутопадающих внешних вольт-амперных характеристиках. Это обусловлено тем, чтов указанном случае минимален пусковой бросок тока, что резко улучшает свойствасварного соединения. Переменный ток дуги при сварке алюминия обеспечиваетразрушение окисной пленки. Для повышения стабильности горения электрическойдуги и эффективного разрушения окисной пленки, кроме падающей внешнейхарактеристики источника и постоянной работы осциллятора используют дополнительнуюиндуктивность (дроссель) в цепи дуги (обеспечивает дополнительную ЭДСсамоиндукции и не позволяет погаснуть электрической дуге). Осцилляторывыполняют две функции – бесконтактное зажигание электрической дуги истабилизацию сварочного тока в момент прохождения через ноль специальнымистабилизаторами, синхронизированными со сварочным током и включенными, какправило, параллельно электрической дуге. Последние устройства обычно совмещаютс осцилляторами. Электрическая дуга горит между изделием и неплавящимсявольфрамовым электродом. Для повышения стабильности горения электрической дугирекомендуется тщательно затачивать конец вольфрамового электрода.Симметричность тока обеспечивает равную проплавляющую и очищающую способностьэлектрической дуги. Это самый простой и распространенный способ аргонодуговойсварки.
2.2.2. Сварка вольфрамовым электродом переменным
асимметричным током.
По сравнению с аргонодуговой сваркойнеплавящимся электродом симметричным током, сварка асимметричным током алюминиевыхсплавов расширяет технологические возможности за счет регулирования параметровтока прямой и обратной полярности. Как правило, регулировка асимметричностиосуществляется в пределах 30% от амплитудного значения параметра. Преобладаниесоставляющей тока прямой полярности приводит к увеличению глубины проплавленияи скорости сварки, а также к повышению стойкости вольфрамового электрода.Преобладание тока обратной полярности улучшает очистку свариваемого металла отокисной пленки и улучшает качество формирования шва. Выбор правильного режимасварки в этом случае является задачей технолога. Для аргонодуговой сварки алюминиевых сплавов неплавящимся вольфрамовымэлектродом переменным асимметричным током используются установки УДГУ-351АС/DCи УДГУ-501AC/DC.
2.2.3. Импульсная сварка вольфрамовым электродом.
В ряде случаев целесообразно использоватьсварку вольфрамовым электродом импульсной дугой. Подача импульсовосуществляется, как правило, с частотой до 50 или свыше 100Гц и эти импульсынакладываются на базовое напряжение на дуге. Импульсы имеют остроугольную илипрямоугольную форму и служат для улучшения формирования сварного шва (причастоте следования 1-50 Гц) и для улучшения удаления окисной пленки (причастоте следования более 100 Гц). Наиболее часто такие импульсы применяются присварке тонколистового металла. Для сварки в импульсном режиме выпускаютсяприставки к установкам УДГУ-351АС/DC и УДГУ-501AC/DC (типа ППС-01 -пультпульсирующей сварки). Пульт пульсирующей сварки ППС-01 позволяет
регулировать максимальное и минимальноезначения импульсов тока, а также их продолжительность. В стандартном исполнениион позволяет регулировать частоту следования импульсов до 10 Гц, по спецзаказу-до 30Гц. Это обеспечивает снижение вероятности прожогов свариваемого металла иулучшает формирование сварного соединения.
2.3. Плазменная сварка.
Плазменнаясварка является дальнейшим развитием и усовершенствованием аргонодуговой сваркивольфрамовым неплавящимся электродом. Плазменная сварка – это сварка плавлением,при которой нагрев производится сжатой дугой. Сжатая дуга – это дуга, столбкоторой сжат с помощью сопла плазменной горелки, потока газа или внешнегоэлектромагнитного поля. Промышленное развитие получили сварочные плазменныегорелки, где стабилизация и сжатие дуги осуществляется с помощью соплаплазменной горелки и потока плазмообразующего газа. При свободном горении дугитемпература столба достигает 5000-6000К и столб дуги имеет форму усеченногоконуса (рис.2.2, а). При ограничении возможности свободного расширения дугитемпература ее возрастает. Кроме того, при сжатии столб дуги принимаетпрактически цилиндрическую форму (рис.2.2, б), стабилизируется анодное пятно наизделии, тепловой поток становится более сосредоточенным, глубина проплавлениявозрастает, снижается нагрев основного металла, прилегающего к шву.
/>
Рис.2.2. Схемысопловых частей аргонодуговой (а) и плазменной (б) горелок
Сжимающее дугу сопло, через которое проходит плазма, имеетдва важных размера – диаметр выходного отверстия dc и длину lc. Расстояние,на котором установлен электрод от выходного отверстия сопла, называетсяуглублением электрода ly,а расстояние между внешней поверхностью (торцом) сопла и свариваемым изделием –рабочим расстоянием Н.Рекомендуется длину цилиндрической части сопла lc выполнять в диапазоне 0.5-2 dc . Соотношение lc/ dc носитьназвание калибра и является важной характеристикой сварочной плазменнойгорелки, так как определяет давление сжатой дуги на сварочную ванну ивозможность возникновения аварийного режима работы горелки – двойногодугообразования (дуга горит между электродом и соплом, соплом и изделием). Чемменьше длина цилиндрической части сопла, тем меньше вероятность возникновенияэтого аварийного режима.
По сравнению с аргонодуговой сваркой неплавящимсявольфрамовым электродом плазменная сварка имеет следующие преимущества:
• Меньшеевлияние возможного изменения расстояния от торца сопла до изделия нагеометрические размеры зоны проплавления;
• Меньшее влияниеизменения тока на форму дуги, а, следовательно, и на стабильность проплавленияметалла;
• Высокаянадежность зажигания дуги благодаря дежурной дуге;
• Отсутствиевключений вольфрама в сварном соединении;
• Повышеннаяскорость сварки;
• Меньшеетепловложение и, следовательно, коробление изделий.
Если принятьодинаковую скорость сварки, то при плазменной сварке необходим ток в два разаменьший по сравнению с аргонодуговой сваркой, сварные швы более узкие и суменьшенной зоной термического влияния, благодаря чему уменьшается деформацияконструкций. Недостатком плазменной сварки является то, что применяютсяводоохлаждаемые плазменные горелки и значительно усложняется и удорожаетсяоборудование.
Плазменная сваркаалюминия и его сплавов в связи с необходимостью разрушения и удаления окиснойпленки выполняется сжатой дугой постоянного тока обратной полярности. Электродв такой горелке служит анодом. В табл. 2.4 приведены рекомендуемые значениядопустимого сварочного тока прямой и обратной полярности для вольфрамовыхэлектродов различных марок и диаметров.
Таблица 2.4.
Допустимыезначения постоянного тока прямой и обратной полярности для электродов различных марок [8]
Диаметр электрода, мм Максимальный сварочный ток (А) для вольфрамовых электродов при полярности ЭВЧ ЭВЛ ЭВТ-15 ЭВИ-3 прямой обратной прямой обратной прямой обратной прямой обратной 2,0 50-90 20-25 110-150 30- 35 140-180 35-40 160-200 40-50 3,0 160-200 30-35 240-280 40-45 300-340 45-50 320-360 50-70 4,0 320-370 40-50 470-520 50-60 530-580 60-70 600-660 70-80 5,0 570-600 50-70 680-740 60-80 770-830 70-90 860-920 80-110 6,0 70-90 80-110 90-120 100-130 8,0 110-140 120-160 140-180 160-200 10,0 160-210 170-220 200-250 220-270 /> /> /> /> /> /> /> /> /> /> /> /> />
Как следует изтабл. 2.4, при переходе на обратную полярность происходит многократное снижениедопустимого тока. Поэтому, наиболее разумным решением является использованиемедных сферических водоохлаждаемых анодов. Это обеспечивает возможностьизменения сварочного тока в широких пределах (до 300А) при сохранении высокой(более 10 часов) продолжительности работы. Работы в этом направлении, какотмечалось выше, проводит ЗАО НПФ «ИТС» и ВАТТ МО РФ, г. С-Петербург.
Процессвозбуждения дуги в установках обычно происходит следующим образом:
• С помощьювысокочастотного высоковольтного напряжения осциллятора в промежутке электрод –сопло возбуждается искровой разряд, который затем переходит в дуговой (подвоздействием электрического поля источника питания), т.е. возбуждается такназываемая дежурная дуга постоянного тока, горящая между электродом и соплом.
• Потокомплазмообразующего газа катодное пятно дежурной дуги перемещается с внутреннейконической поверхности сопла на его цилиндрическую поверхность, одновременно сэтим дежурная дуга растягивается и плазменная струя длиной 20-40 мм истекает изсопла.
• При касаниифакела дежурной дуги изделия замыкается цепь электрод – изделие и возникаетосновная дуга, ток дежурной дуги снижается до нуля.
Для плазменнойсварки алюминия применяют установки типа УПС-301 (токи до 300А) и УПС-501 (токидо 500А). В последнее время наиболее часто применяют источник питания ВД-306ДКили ВД-506ДК и приставку БУСП-ТИГ для аргонодуговой сварки, которая служит дляподключения плазменной горелки, регулировки тока дежурной дуги, базового тока,скорости нарастания-снижения базового тока, времени продувки до и после сваркии времени горения дежурной дуги после выключения основной сварочной дуги.
В качествеплазменной горелки часто применяли плазмотрон типа ПС-3, конструкция которогодопускает использование медного или вольфрамового электродов. Плазмотронразработан СПбГТУ, выпускался заводом «Электрик». В настоящее время наибольшийинтерес вызывает псевдоплазменная горелка с медным анодом разработки ЗАО НПФ«ИТС» и ВАТТ. Существует соглашение, что после промышленных испытанийпромышленное производство этой горелки будет осуществлять немецкая фирма«Abicor Binzel»
Рекомендуемыережимы плазменной сварки сплава АМг6 приведены в табл.2.5.
Таблица 2.5.
Ориентировочные режимы плазменной сваркистыковых соединений из сплаваАМг6 толщиной 3,2 мм. [5]
Род тока IСВ, А UД, В VСВ, м/ч dПР, ммq/v.103, Дж/м
Постоянный (обратная полярность) 87 33 23 1,8 225 Переменный 220 21 20 2,0 415
Механические свойства сварных соединений изсплава АМг6 толщиной 3,2 мм, выполненных на постоянном токе обратной полярностиследующие: предел прочности.В = 32,3 – 33,4 кгс/мм2 (316,9 – 327,7 МПа),угол загиба. = 78 – 81 град. [5]
2.4.Механизированная аргонодуговая сварка плавящимся электродом.
2.4.1.Механизированная сварка плавящимся электродом непрерывным током
Механизированнуюсварку плавящимся электродом применяют для получения стыковых, тавровых,нахлесточных и других соединений алюминия и его сплавов толщиной 4-6 мм иболее. Этот способ является самым производительным среди ручных видов сварки.За границей наиболее распространенный среди видов сварки алюминия.
Отличиеммеханизированной сварки алюминия от традиционной механизированной сварки сталейявляется: использование аргона в качестве защитного газа, тефлоновых подающихканалов вместо стальных, специальной формы роликов в подающем механизме,специальных мундштуков на горелках. В СССР ввиду отсутствия дешевых тефлоновыхканалов этот метод сварки был незаслуженно не востребован.
Электрическая дугапри этом способе сварки горит между изделием и плавящимся электродом(проволокой), который подается в зону дуги обычно с постоянной скоростью.
Надежноеразрушение пленки окислов при механизированной сварке плавящимся электродомдостигается лишь при питании дуги постоянным током обратной полярности.Механизм удаления окисной пленки в этом случае заключается в разрушении ираспылении ее тяжелыми положительными ионами, бомбардирующими катод (эффекткатодного распыления).
Недостаткомспособа сварки алюминия плавящимся электродом является некоторое снижение посравнению со сваркой неплавящимся электродом показателей механических свойств.В частности, уменьшение прочности шва об
ясняется тем, чтоэлектродный металл, проходя через дуговой промежуток, перегревается в большейстепени, чем присадочная проволока при сварке неплавящимся электродом. Такжепроисходит худшее удаление окисной пленки, т.к. при аргонодуговоймеханизированной сварке непрерывным током сварочный процесс сопровождаетсякороткими замыканиями, в момент которых катодное распыление отсутствует.
Для устраненияэтих недостатка в сварочной установке ВД-306ДК применены принципиально новыетехнические решения: низковольтная постоянная подпитка сварочной дугинапряжением 10-11В, которая накладывается на общую картину сварочногонапряжения.
Для сварки, какправило, применяют проволоку диаметром 1.2-1.6 мм, так как из-за недостаточнойжесткости сварка алюминиевой проволокой меньшего диаметра затруднена.Применение проволоки большего диаметра принципиально возможно, однако сварныесоединения в этом случае получаются крупночешуйчатые, что ухудшает их внешнийвид и механические свойства.
Установки длямеханизированной сварки состоят из выпрямителя (ВД-306ДК и т.д.), механизмаподачи (ПДГО-508, ПДГО-510 и т.д.) со специальными роликами.
Конструкциямеханизма подачи должна обеспечивать надежное и стабильное поступление мягкойалюминиевой проволоки. Обычно в таких механизмах предусматривают две парыспециальных ведущих и прижимных роликов, что уменьшает возможностьпроскальзывания проволоки и ее сминания.
Наиболее применимысварочные горелки немецкой фирмы «Abicor Binzel» с тефлоновым подающим каналом.Следует отметить, что в виду использования аргона, как защитного газа, чащевсего применяют водоохлаждаемые модели горелок. Сопло горелки должнообеспечивать надежную защиту инертным газом жидкой сварочной ванны. Диаметрсопла горелки для механизированной сварки алюминия обычно 18-22 мм.
Ориентировочныережимы механизированной аргонодуговой сварки алюминия плавящимся электродомприведены в табл. 2.6.
Таблица 2.6.
Ориентировочные режимы механизированнойаргонодуговой сварки алюминия и его сплавов плавящимся электродом. [5]
Тип соединения b, мм dЭЛ.ПР., мм IСВ, А UД, В VCВ, м/ч Расход аргона, л/мин Число проходов Встык, без разделки кромок 4-6 8-10 12 1,5-2,0 1,5-2,0 2,0 140-240 220-300 280-300 19-22 22-25 23-25 20-30 15-25 15-18 6-10 8-10 10-12 2 2 2 Встык, с Vобразной разделкой кромок на подкладке 5-8 10-12 1,5-2,0 2,0 220-280 260-280 21-24 21-25 20-25 15-20 8-10 8-12 2-3 3-4 Встык, с Х образной разделкой кромок 12-16 20-25 30-60 2,0 2,0 2,0 280-360 330-360 330-360 24-28 26-28 26-28 20-25 18-20 18-20 10-12 12-15 12-15 2-4 4-8 10-40 Тавровое, угловое и нахлесточное 4-6 8-16 20-30 1,5-2,0 2,0 2,0 200-260 270-330 330-360 18-22 24-26 26-28 20-30 20-25 20-25 6-10 8-12 12-15 1 2-6 10-40
Особыйинтерес при механизированной сварке алюминия вызывает использование источникапитания ВД-306ДК с механизмом подачи ПДГО-508(510) (полуавтоматический модульмультисистемы «Сорока»). Использование этого источника вызывает большойпромышленный интерес в виду того, что в нем применены принципиально новыетехнические решения: низковольтная постоянная подпитка сварочной дугинапряжением 10-11В. Особенностью низковольтной подпитки напряжения на сварочнойдуге является наложение постоянно действующего отрицательного потенциала. Этообеспечивает непрерывное горение электрической дуги, улучшает удаление окиснойпленки, обеспечивает более мягкий переход капель электродного металла всварочную ванну, уменьшает разбрызгивание и улучшает стабильность горения электрическойдуги и качество формирования сварного соединения. Высоковольтная подпиткаслужит для облегчения зажигания дуги. Таким образом, в указанной схеме сталовозможным производить регулирование продолжительности коротких замыканий и ихчастоты, возможность регулирования тока короткого замыкания. Установка имееттакже возможность регулировки угла наклона вольтамперных характеристик ивозможность производить сварку на значительном удалении от источника питания(до 20м). Последнее обеспечивается за счет применения обратных связей по току инапряжению на дуге. Для реализации последнего необходимо применять подающиймеханизм ПДГО-510Т и выпрямитель ВД-306ДК. Следует напомнить, что этот источникобеспечивает высококачественную сварку алюминия и его сплавов в режиме ручнойдуговой сварки. Кроме того, его использование позволяет решить проблемыкомплектации сварочной техникой цехов, когда все виды сварки (ММА, МИГ, ТИГ)можно производить на базе одного выпрямителя, комплектуя его различнымиприставками (БУСП-ТИГ, ПДГО) для реализации различных технологическихпроцессов.
Механическиесвойства сварных соединений из сплава АМг6 толщиной 10 мм, выполненныхмеханизированной сваркой на традиционных источниках питания (типа ВДУ-506)следующие [7]:.В = 30,6 кг/мм2,угол загиба. = 133 град.
2.4.2. Механизированная импульсно-дуговая сварка плавящимся электродом.
Повыситькачество металла шва алюминиевых сплавов удается применением техникиуправляемого переноса металла при импульсно-дуговой сварке.
Импульсно-дуговаясварка плавящимся электродом отличается от обычной тем, что на постоянный токобратной полярности, получаемый от основного источника питания, накладываютсякратковременные импульсы тока с определенной частотой (как правило, 50 или100Гц). Импульсы генерируются импульсным устройством для получениямелкокапельного направленного переноса электродного металла через дугу приболее низких значениях сварочного тока, чем это имеет место при естественноммелкокапельном переносе. Величину и длительность импульсов сварочного токавыбирают такими, чтобы можно было обеспечить управляемый перенос металла сторца электрода небольшими каплями в широком диапазоне токов. Как правило, впаузах между импульсами значение тока небольшое, но достаточное для поддержаниягорения сварочной дуги, при котором ввод теплоты в изделие уменьшается иотсутствует перенос металла.
Импульсно-дуговаясварка обеспечивает повышение механических свойств наплавленного металла исварных соединений в целом, улучшает стабильность процесса, позволяет выполнятьсварку в различных пространственных положенияхс улучшенным формированием швов, существенно стабилизировать провар корня шва.
Длямеханизированной импульсно-дуговой сварки плавящимся электродом используютисточник питания ВДГИ-302, который комплектуется подающим механизмом ПДИ-304.
Ориентировочныережимы механизированной импульсно-дуговой сварки алюминия и его сплавовплавящимся электродом в аргоне приведены в табл. 2.7.
Таблица 2.7.
Ориентировочные режимы механизированнойимпульсно-дуговой сварки алюминия и его сплавов плавящимся электродом в аргоне.[5]
b, мм dЭЛ.ПР., мм Частота импульсов, 1/с , А UД, В , м/ч Расход аргона, л/мин Число проходов 4 1,4-1,6 50 130-150 17- 19 20- 25 10-12 1 5 1,4-1,6 50 140-170 17- 19 20- 25 10-13 1 6 1,4-1,6 100 160-180 18- 21 20- 25 12-14 1 8 2,0 100 160- 190 22-24 25- 30 12- 14 2 10 2,0 100 220- 280 24- 26 25- 30 14- 16 2
В последние годыширокое распространение при импульсно-дуговой сварке алюминия получили инверторныеустановки. Наиболее характерным представителем является установка длямеханизированной сварки типа Sinermig – 401 («OZAS»). Работа источникаосуществляется на частоте 26 кГц с возможностью наложения дополнительныхимпульсов регулируемой амплитуды и скважности. Применение дополнительныхимпульсов позволяет увеличить производительность на 25% (по данным ОАО«Адмиралтейские верфи»). Использование этого источника позволяет получать кромеуказанных выше возможностей, еще и формирование швов с обратным валиком и т.д.,что часто требуется при сварке трубопроводов. Это достигается за счетвозможности регулировки амплитуды и скважности импульсов, что невозможно наустановке ВДГИ-302, где импульсы следуют постоянной амплитуды и частоты.Однако, данных по механическим свойствам изделий из алюминия и его сплавов,сваренных на таком источнике, не существует, ввиду его новизны, поэтому, точноделать выводы о применимости его для сварки конструкций из алюминиевых сплавовнельзя. В данной работе ниже приводится систематические данные по сравнениюмеханических свойств на различных источниках питания при различных видахсварки.
3.Оценка способов дуговой сварки алюминия и его сплавов.
1. Электродуговаясварка алюминия является сложным процессом и требует точного поддержанияпараметров технологического процесса. Это обусловлено специфическими свойствамиалюминия (низкая температура плавления ТПЛ =
VCВ
IСВ 6600С, высокая теплопроводность. = 0.52 кал/см.сек.0С, высокая скоростькристаллизации металла шва, высокое сродство к кислороду, высокий коэффициентлинейного расширения. = 24,58.10-6). При нарушении технологии швы могутбыть плохого качества. Основными дефектами являются непровары, прожоги, поры,трещины, окисные и вольфрамовые включения, а также неудовлетворительноеформирование шва.
2. При всех видахэлектродуговой сварки алюминия применяют специальные технологические иконструктивные меры, способствующие удалению окисной пленки с поверхностисвариваемого металла, шлаковых включений, снижению загазованности сварочнойванны, уменьшающие коробление и т.д., которые описаны в настоящей работе.
3. Принципиальнодуговая сварка алюминия и его сплавов может осуществляться всеми известнымиметодами: ручная дуговая сварка покрытыми электродами, аргонодуговая сварканеплавящимся электродом (симметричным переменным током, асимметричнымпеременным током, импульсная), плазменная сварка, полуавтоматическаяаргонодуговая сварка плавящимся электродом (с использованием источниковпитания, выполненных по стандартной схеме выпрямления, с использованиемнизковольтных и высоковольтных подпиток напряжения на сварочной дуге –комбинированная вольтамперная характеристика, с наложением импульсов насварочное напряжение). Особое внимание при использовании этих методовнеобходимо обратить на то, что сварку необходимо осуществлять на обратнойполярности или переменном токе. Этот процесс промышленно освоен. Применениесварки на прямой полярности принципиально возможно и обеспечивает высокоекачество но находится в стадии лабораторных образцов. В табл. 3.1 приведеносравнение механических свойств сварного соединения из сплава АМГ-5,выполненного различными методами и наличия внутренних дефектов. Сварка производилась на сплаве АМг5, S = 2.5мм, = 1.2 мм.
Таблица 3.1
Зависимость механических свойств сварногосоединения из АМг-5 от вида сварки
Вид сварки Установка Режим сварки .В, кгс/мм2 ., град Дефекты Исходный материал 32 Механизированная сварка плавящимся электродом ВС-300Б =110А, UД = 18В 19 105 П1,0; 7П0,3 ВДУ-506 =125А, UД = 18В 21 125 3П0,3; П1,0 ВД-506ДК =120А, UД = 17В 26 45 10П0,3 Механизированная импульсно-дуговая сварка плавящимся электродом ВДГИ-302 f = 100Гц, =100А, UД = 20В 10 90 2Н5,0; 6П0,3; 2П1,0 ВДГИ-302 f = 50Гц, IСВ = 100А, UД = 20В 27 103 Синермиг-401 = 87А, UД = 16В 18 130 3П1,0; 3П0,5 /> /> /> /> /> /> /> /> /> /> />IСВ IСВ IСВ IСВ IСВ dПР
Аргонодуговая сварка неплавящимся вольфрамовым электродом с подачей присадочной проволоки УДГУ-351 Симметричный ток, IСВ = 50А 16 37 Ц5В0,5; 5П0,3; В0,5 УДГУ-351 Асимметричный ток, IСВ = 50А, КАС = 0.56 9 90 3П0,3; В2,0 УДГУ-351 Асимметричный ток, IСВ = 50А, КАС = 0.43 26 83 4С5В0,5; 2В0,5 УДГУ-351 Пульсир. режим = 0.15с, tп= 0.15с, IСВ = 50А 23 75 2С10В0,5; С20В0,5; П 1,0 /> /> /> /> /> /> /> /> /> />
Из анализа данных таблицы 3.1следует:…
Наилучший результатобеспечивает стандартная установка для импульсно-дуговой механизированнойсварки типа ВДГИ-302 на частоте следования импульсов 50Гц. Сварные соединения,сваренные этим методом, единственные среди исследованных в работе, не имеютвнутренних дефектов, имеют самую высокую механическую прочность сварногосоединения (84% от прочности основного металла) и один из самых высоких угловзагиба.
Ко второй группе установокотносятся выпрямители для полуавтоматической сварки (ВД-306(506)ДК, ВДУ-506),которые показали очень неплохие результаты. Механическая прочность составляет81,2% от прочности основного металла для ВД-306ДК и 65% для ВДУ-506.
К третьей группе установокотносится синергетический источник Синермиг-401 на котором производиласьимпульсно-дуговая механизированная сварка на базовой частоте 26кГц и подачадополнительных импульсов на частоте 100Гц. Полученные данные по этому источникудостаточно противоречивы. С одной стороны получена самая высокая пластичностьсварного соединения (данные по углу загиба), с другой стороны – один из самыхнизких показателей механической прочности (56% от прочности основного металла).
К четвертой группе установокможно отнести метод сварки ТИГ на установках типа УДГУ-501. Самым интереснымрезультатом является факт, что при сварке переменным симметричным токомполучены одни из самых низких показателей по механической прочности и углузагиба сварного соединения (50% от прочности основного металла). Хуже имеютсяданные только при коэффициенте асимметрии 0,43, т.е., когда синусоиданапряжения на электроде горелки и изделии сдвинута в положительную область,т.е. на изделии присутствует больше положительного потенциала, чемотрицательного (28% от прочности основного металла). Картина качественноменяется, когда коэффициент асимметрии составляет 0,53, т.е. синусоиданапряжения на электроде и изделии сдвинута в отрицательную область (81,2% отпрочности основного металла) или когда применен пульсирующий режим сварки (72 %от прочности основного металла).
Объяснить полученные результатыможно следующим образом: при сварке алюминиевых конструкций и использованииалюминиевой проволоки для обеспечения формирования плотного малоокисленногосварного соединения перенос должен вестись каплями достаточно однородногоразмера, причем размер этих капель должен не быть минимальным, а перенос,соответственно, не должен быть струйным. В противном случае, при использованииинверторных источников питания, когда из-за работы источника питания на большойчастоте происходит процесс дробления капель, происходит их интенсивноеокисление, ввиду резкого увеличения удельной поверхности капель. Сварноесоединение формируется из капель минимального размера, которые достаточноокислены, поэтому механические свойства соединения невелики, но внешний вид ипластичность соединения находятся на высоком уровне. Для формированиявысококачественного сварного соединения просто не хватает степени газовойзащиты, а сварка со специальными дополнительными газовыми поддувами иликамерами с контролируемой атмосферой экономически не оправдана.
Косвенно полученный выводподтверждает результат по использованию другого импульсно-дугового источника,но работающего на промышленной частоте – ВДГИ-302. В этом случае, уменьшениечастоты следования импульсов со 100 до 50Гц, т. е. не стремление к струйномупереносу, а стремление фиксировать размер капель электродного металла на уровне0,8-1 мм, позволило получить самые высокие результаты.
В таблице 3.2 приведены экспериментальныехарактеристики сварочного процесса при механизированной сварке плавящимсяэлектродом (dэ=1.2 мм) в среде аргона сплава АМг5. Таблица 3.2Экспериментальные характеристики сварочного процесса при механизированнойсварке плавящимся электродом (dэ=1.2 мм) в среде аргона сплава АМг5 />
ТЕХНИКА БЕЗОПАСНОСТИ ИПОЖАРНЫЕ МЕРОПРИЯТИЯ ПРИ ВЫПОЛНЕНИИ СВАРОЧНЫХ РАБОТ
Леса, подмостки и трапы насудне должны быть надежными, изготовленными по утвержденным чертежам ипринятыми представителями отдела техники безопасности. Леса должны иметьбортовые доски высотой 150 мм, чтобы исключить падение вниз инструментов илидругих предметов. На лесах обязательно устанавливают 2-3 яруса лееров. Трапыили сходни должны быть прочно закреплены и иметь перила по обеим сторонам. Недопускается перегрузка лесов сверх нормы. Необходимо следить, чтобы по однойвертикали на лесах и площадках не работало несколько человек.
Запрещается работать на мокрых,скользких и обледенелых палубах судна и настилах лесов. Лед надо сколоть, амокрые места посыпать песком, опилками и т.п.
Все рабочие места в цехе и насудне должны быть оборудованы средствами тушения пожаров. В жаркое время годадеревянные настилы лесов периодически поливают водой. Все горючие ибыстровоспламеняющиеся материалы хранят в специальных помещениях и специальнойтаре. При использовании огнеопасных материалов нужно строго придерживатьсяинструкций.
В случае возникновения пожара вцехе или на судне необходимо срочно вызвать пожарную команду завода, а до ееприбытия принять меры по тушению пожара (воспользоваться огнетушителем, пескоми водой) и меры по обеспечению безопасности людей и спасению имущества от огня.
Следует помнить, что масло,нефть можно тушить пенными огнетушителями или песком. Горячую электропроводку иэлектрические машины, находящиеся под напряжением, нельзя тушить водой ипенными огнетушителями, так как это может привести к поражению людейэлектрическим током. В таких случаях нужно немедленно обесточить проводку имашины и только после этого приступить к тушению огня. При возникновении пожараочень важно сохранить спокойствие, дисциплину и беспрекословно выполнятьраспоряжения руководителя, ответственного за тушение пожара.
Ответственность за организациюи состояние техники безопасности на предприятиях несет администрация этихпредприятий, в составе которой имеются специальные отделы по техникебезопасности, или инженеры по технике безопасности.
Все рабочие, перед допуском кработе, должны быть проинструктированы по безопасному ведению работ и в случаенеобходимости сдать соответствующее испытание по правилам техники безопасности.
Вредное влияние излученияэлектрической дуги, невидимые ультрафиолетовые лучи, используемые сварочнойдугой, вредно действует на сетчатку и роговую оболочку глаз. Если смотреть незащищенными глазами на свет дуги в течение 5-10 минут, то спустя 1-2 часа послеэтого, появляется боль в глазах, спазмы век, слезотечение, светобоязнь ивоспаление глаз. В этом случае нужно обратиться к врачу.
Для защиты зрения служат щиткии маски с защитными стеклами. Стекла совершенно не пропускают ультрафиолетовыхлучей, а инфракрасные лучи пропускают лишь в пределах от 0,1 до 3% от общегоколичества.
Для предохранения от действиялучей сварочной дуги, людей, работающих по соседству с местами сварки,ограждают светонепроникающими щитами, ширмами или кабинами из фанеры ибрезентом высотой 1,8 м. Для улучшения вентиляции внутри кабины, стенки недоводят до пола на 25-30 см. чтобы уменьшить разность в яркости света, стенкикабин окрашивают в матовые светлые тона (серый, голубой, желтый) и увеличиваютискусственную освещенность рабочего места.
Поражение электрическим током.Предельное напряжение холостого хода при сварке не должно превышать, какправило, 70 В. Особенно опасно поражение током при сварке внутри резервуаров,где сварщик соприкасается с металлическими поверхностями, находящимися поднапряжением по отношению к электродержателю.
Список используемойлитературы.
1.Anders Norlin. A century of aluminium – a product of the future // A welding review published by Esab. Focus Aluminium, 2000. №2. с. 31-33.
2.Акулов А.И., Бельчук Г.А., Демянцевич В.П. Технология и оборудование сварки плавлением. .: Машиностроение, 1977.
3.Аргоно-дуговая сварка алюминиевых сплавов для строительных конструкций, технологические рекомендации. М.: Госстройиздат, 1963.
4. Каталог ESAB, 1998.
5.Гуревич С.М. Справочник по сварке цветных металлов. Киев: Наукова думка, 1981.
6.Малаховский В.. Плазменная сварка. М.: Высш.шк., 1987.
7.Руссо В.Л. Сварка алюминиевых сплавов в среде инертных газов. Л.: Судпромгиз 1962.
8.Рабкин Д.М., Игнатьев В.Г., Довбищенко И.В. Дуговая сварка алюминия и его сплавов. М.: Машиностроение, 1982.
9.Рабкин Д.М., Игнатьев В.Г., Довбищенко И.В. Сварка алюминия и его сплавов: курс лекций для специалистов-сварщиков. Киев: Науковадумка, 1983.
10.Klas Weman. Equipment for aluminiu welding //A welding review published by Esab. Focus Aluminium, 2000. №2. с. 11-13.
www.ronl.ru
Введение
1. Особенности сварки алюминия и его сплавов, применяемые материалы
1.1. Удаление окисной пленки с поверхности свариваемого металла
1.2. Конструктивные и технологические особенности сварки алюминия и его сплавов
1.3. Материалы для сварки алюминия и его сплавов
2. Обзор наиболее распространенных способов сварки алюминия и его сплавов
2.1. Ручная дуговая сварка покрытыми электродами алюминия и его сплавов
2.2. Аргонодуговая сварка неплавящимся вольфрамовым электродом с подачей присадочной проволоки
2.2.1. Сварка вольфрамовым электродом переменным симметричным током
2.2.2. Сварка вольфрамовым электродом переменным асимметричным током
2.2.3. Импульсная сварка вольфрамовым электродом
2.3. Плазменная сварка алюминия и его сплавов
2.4. Механизированная аргонодуговая сварка плавящимся электродом
2.4.1. Механизированная сварка плавящимся электродом
2.4.2. Механизированная импульсно-дуговая сварка плавящимся электродом
3. Оценка способов дуговой сварки алюминия и его сплавов
4. Техника безопасности и пожарные мероприятия при выполнении сварочных работ
Список литературы
Введение.
Алюминий и его сплавы играют важную роль в современной промышленности. Это обусловлено тем, что большинство промышленных сплавов алюминия обладает рядом уникальных свойств: сочетание высоких механических свойств (высокая удельная прочность.В/.) и физических свойств (малая плотность ., высокая теплопроводность, которая в 3-3.5 раза выше, чем у стали).
В работе [1] приведены данные о потреблении алюминия и его сплавов в мире за 1998 год.
Рис.1. Применение алюминия и его сплавов в 1998 году в разных частях мира
Основными областями применения являются транспорт (авиационная промышленность, кораблестроение, вагоностроение), строительство (металлоконструкции общего назначения) и упаковочная промышленность.
Рис.2. Применение алюминия и его сплавов в промышленности
Большинство промышленных сплавов представляют собой сложные металлургические системы. В качестве основных легирующих элементов для алюминия используют магний, марганец, медь, кремний, цинк, реже никель, титан, бериллий, цирконий. Большинство легирующих элементов образуют с алюминием твердые растворы ограниченной растворимости, а также промежуточные фазы с алюминием и между собой (например, Mg2Si, CuAl2). Суммарное содержание легирующих элементов, как правило, не превышает15%. алюминия марганцем или магнием способствует повышению его прочности.Дополнительного упрочнения, как и для технического алюминия, можно достичь нагартовкой (наклепом). Однако применение нагартованного металла в сварных конструкциях менее удобно, чем использование ненагартованного или отожженного. Нагартованный металл, в особенности с повышенным содержанием легирующих примесей, труднее деформировать при изготовлении заготовок под сварку. Кроме того, эффект нагартовки легко снимается сварочным нагревом. Временное сопротивление сплава АМг6 в отожженном и нагартованном состояниях 320 и 380 МПа соответственно.
Максимальную прочность термически упрочняемых сплавов получают в результате закалки и последующего старения. В закаленном и состаренном сплаве упрочнение обеспечивается образованием зон Гинье – Престона (зонное упрочнение) или мелкодисперсных фаз (фазовое упрочнение). Закалку сплава осуществляют погружением его в воду. При этом создается пересыщенный твердый раствор алюминия. При последующей выдержке на воздухе и комнатной температуре (естественное старение) или при температуре 100 – 190°С (искусственное старение) прочность полуфабрикатов повышается в 2 2,5 раза. Временное сопротивление термически упрочняемых сплавов достигает 400 – 500 МПа и более.
Чем меньше примесей в алюминиевом сплаве, тем, как правило, выше его пластичность. Технический алюминий, алюминиево-марганцевый и низколегированные сплавы с магнием вплоть до АМг5 легко деформируются в холодном состоянии. Образцы сплава АМг6 в зависимости от толщины, содержания сопутствующих примесей могут быть изогнуты на 100—180°. Термически упрочняемые сплавы допускают деформацию только в закаленном состоянии, а в состаренном состоянии изгибу не подлежат. Их можно деформировать после небольшого нагрева (150 – 200°С).
В связи с тенденцией замены черных металлов алюминием и его сплавами во многих отраслях техники, строительства и транспорта эту замену следует осуществлять с учетом технико-экономических преимуществ того или иного сплава перед сталью. При использовании алюминиевых сплавов необходимо также учитывать их коррозионную стойкость и свариваемость.
Коррозионная стойкость алюминия и его сплавов определяется наличием на поверхности изделий плотной окисной пленки. Алюминий совершенно нетоксичен, чем определяется широкое применение его в пищевой промышленности. Он весьма стоек в окислительных средах. В связи с этим его используют в сосудах для транспортировки и получения азотной кислоты и т.п. Как правило, чем меньше примесей в техническом металле, тем выше его коррозионная стойкость. Алюминий и его сплавы совершенно непригодны для работы в щелочной среде.
Под свариваемостью понимают совокупность свойств, определяющих возможность получения сварных соединений определенного качества при данном способе сварки. Чем легче получаются качественные соединения, тем выше свариваемость сплава. Многогранное понятие «свариваемость» включает склонность сплавов к образованию трещин, пористости, механические свойства сварных соединений, коррозионную стойкость и пр. При сварке плавлением свариваемость зависит от химического состава сплава и его структуры, которая создается в результате металлургического передела слитка. Среди физико-химических характеристик металла наибольшее влияние на свариваемость оказывают наличие окисной пленки, химический состав, теплопроводность, температура плавления, плотность, коэффициенты теплопроводности и линейного расширения. Последнее приводит к тому, что уровень деформации алюминиевых сварных конструкций в 1.5-2 раза выше, чем у аналогичных стальных конструкций.
Чтобы обеспечить алюминиевым сварным конструкциям требуемую форму и размеры, используют конструктивные и технологические методы уменьшения сварочных деформаций. К числу этих методов относят правильный выбор толщины свариваемых деталей, соответствующее конструирование сварного соединения при сварке разнотолщинных деталей, предварительный подогрев свариваемых поверхностей.
При сварке алюминия и его сплавов также существует такое понятие, как критический сварочный ток. Этот ток определяется рядом факторов, которые недостаточно изучены. Увеличение сварочного тока выше критического значения нарушает процесс формирования сварочного шва, его поверхность покрывается морщинистыми складками, а глубина проплавления резко уменьшается. Величина критического тока зависит от вида сварки, качества защиты поверхности сварочной ванны инертным газом, состава этого газа, толщины свариваемых элементов.
В настоящее время в Украине наиболее распространена аргонодуговая сварка неплавящимся электродом алюминия и его сплавов на переменном токе. Этот метод не является оптимальным для всех видов сварных соединений, т.к. имеет недостаточно высокую производительность. Механизированная сварка плавящимся электродом в среде аргона, например, обеспечивает в 4-5 раз большую производительность, но худшее удаление окисных пленок. Это должно отрицательно сказываться на механических свойствах сварных соединений. Механизированная импульсно-дуговая сварка плавящимся электродом, которая мало применяется в Украине, устраняет этот недостаток, однако свойства сварных соединений изучены недостаточно. Появившиеся в последнее время современные источники питания, например, ВД-306ДК, использующие комбинированную вольтамперную характеристику (ВАХ имеет ряд участков, каждый из которых отвечает за определенную стадию массопереноса, включая формирование капли, ее отрыв от электрода и перенос в сварочную ванну), вообще не исследованы в области технологических свойств при сварке алюминия и его сплавов. Инверторные источники питания ввиду минимального распространения в Украине, также не имеют практического опыта промышленного применения в области сварки указанных соединений. Метод плазменной сварки алюминия известен более широко, но имеет распространение в основном за рубежом.
Поэтому, тема настоящего обзора определена необходимостью систематизации и обобщения основных технологических параметров сварки алюминия и его сплавов в свете достижений техники за последние годы, рассмотрения влияния различных видов аппаратурного оформления процесса сварки алюминия и его сплавов на свойства сварных соединений, экономической целесообразностью применения тех или иных методов сварки.
1. Особенности сварки алюминия и его сплавов, применяемые материалы.
Технология сварки алюминия и его сплавов достаточно многообразна, виды сварки перечислены выше и имеют ряд особенностей. К числу основных особенностей сварки алюминия и его сплавов любым из перечисленных методов относятся: необходимость удаления окисной пленки с поверхности свариваемых изделий, тщательная подготовка под сварку, предварительный подогрев и др. В работе [2] приведены основные трудности сварки алюминия и его сплавов. К ним относятся:
1. Наличие и возможность образования тугоплавкого окисла Al2O3 (Tпл = 2050ºС) с плотностью больше, чем у алюминия, затрудняет сплавление кромок соединения и способствует загрязнению металла шва частичками этой пленки.
2. Резкое падение прочности при высоких температурах может привести к разрушению (проваливанию) твердого металла нерасплавившейся части кромок под действием веса сварочной ванны. В связи с высокой жидкотекучестью, алюминий может вытекать через корень шва.
3. В связи с большой величиной коэффициента линейного расширения [. = (21. 24.7)10-6 . С-1] и низким модулем упругости сплав имеет повышенную склонность к короблению. Уровень сварочных деформаций в 1.5-2 раза выше, чем у аналогичных стальных конструкций.
4. Необходима самая тщательная химическая очистка сварочной проволоки и механическая очистка и обезжиривание свариваемых кромок. В связи с резким повышением растворимости газов в нагретом металле и задержкой их в металле при его остывании возникает интенсивная пористость, обусловленная водородом, приводящая к снижению прочности и пластичности металла. Предварительный и сопутствующий подогрев замедляет кристаллизацию металла сварочной ванны, что способствует более полному удалению газов и снижению пористости.
5. Вследствие высокой теплопроводности алюминия необходимо применение мощных источников теплоты. С этой точки зрения в ряде случаев желательны подогрев начальных участков шва до температуры 120-1500С или применение предварительного и сопутствующего подогрева.
6. Металл шва склонен к возникновению трещин в связи с грубой столбчатой структурой металла шва и выделением по границам зерен легкосплавных эвтектик, а также развитием значительных усадочных напряжений в результате высокой литейной усадки алюминия (7%).
В настоящем разделе приводятся основы технологии сварки алюминия и его сплавов и применяемые сварочные материалы.
1.1. Удаление окисной пленки с поверхности свариваемого металла.
В естественных условиях производства и хранения алюминий покрывается слоем окиси, предохраняющим его от коррозии. На воздухе зачищенная поверхность сразу же покрывается новым слоем окиси, толщина которого восстанавливается практически в течение нескольких дней, надежно защищая металл от дальнейшего окисления. На рис.1.1 показана кинетическая зависимость окисления алюминия при 200ºС.
Рис.1.1. Кинетическая зависимость окисления алюминия при 200ºС.
Окисная пленка на поверхности алюминия и его сплавов затрудняет процесс сварки. Обладая высокой температурой плавления (20500ºС) она не растворяется в жидком металле в процессе сварки. Попадая в ванну, она затрудняет сплавление между собой частиц металла и ухудшает формирование шва.
Важной характеристикой окисной пленки алюминия является ее способность адсорбировать газы, в особенности водяной пар. Поэтому, окисная пленка является источником газов, растворяющихся в металле, и косвенной причиной возникновения в нем несплошностей различного рода.
Естественная защитная пленка имеет значительную толщину и ее удаление в процессе сварки весьма затруднительно. Поэтому поверхность соединяемых деталей и проволоки очищают от слоя окиси непосредственно перед сваркой и создают на ней искусственный слой окиси, который сохраняется достаточно тонким в течении 8-16 ч. Полученный тонкий слой окиси алюминия сравнительно легко удаляется электрической дугой или с помощью флюса во время сварки.
Обработка поверхности свариваемых деталей и проволоки производится следующим образом [3]. Сначала производится механическая зачистка с помощью металлических щеток. Затем свариваемые детали и проволока обезжириваются в водном растворе следующего состава: 40-50 г/л тринатрийфосфата (Na3PO4. 12h3O), 35-50 г/л кальцинированной соды (Na2CO3) и 25-30 г/л жидкого стекла (Na2SiO3). Время обезжиривания примерно 5 минут, температура раствора 60-700С. Далее свариваемые детали и проволоку подвергают травлению в течении 1-3 мин в 5% растворе щелочи NaOH или KOH. После этого остатки щелочи и продукты реакции смывают сначала горячей, а потом холодной водой. После промывки детали пассивируют 20% азотной кислотой (HNO3), нагретой до температуры 600С. При этом детали покрываются новым тонким слоем окисной пленки. Извлеченные из азотной кислоты детали промывают холодной, затем горячей водой и сушат.
Так как в атмосферных условиях толщина образованной пленки, хотя и более медленно, но все же увеличивается, подготовленные к сварке детали необходимо сварить в течение 24 часов, а сварочную проволоку использовать в течение 8 часов. Различие в сроке хранения подготовленных к сварке деталей и проволоки обусловлено тем, что непосредственно перед сваркой соединяемые кромки деталей дополнительно очищают от окисных пленок механическим путем – проволочной щеткой, а затем шабером. Образовавшаяся после механической зачистки тончайшая пленка окиси легко удаляется сварочной дугой, горящей в среде инертных газов. Весьма эффективно происходит удаление окиси с поверхности металла, имеющего отрицательный потенциал. Присутствующие в дуге положительные ионы инертных газов разгоняются катодным напряжением и ударяют в поверхностный слой окисной пленки. Процесс обработки свариваемого металла положительными ионами называют катодным распылением. Результаты этого процесса остаются в виде беловатых полос по сторонам шва.
Менее эффективно удаление окиси алюминия с поверхности свариваемого металла происходит, когда он имеет положительный потенциал. Окись алюминия в этом случае разрушается при взаимодействии с расплавленным алюминием. В результате образуется газообразный субокисел Al2O. Поскольку эта реакция возможна только при температурах свыше 17000С, область очищенной поверхности практически ограничена анодным пятном. Естественно, для такого метода сварки применяются мощные горелки и высокие токи дуги для обеспечения большой плотности теплового потока в области анодного пятна дуги. Такой метод удаления окисной пленки называется термической очисткой. Поэтому, этот метод более эффективен при использовании в качестве защитного газа гелия, так как он наиболее высокоэнтальпийный газ и способствует более стабильному поддержанию дугового промежутка.
При ручной дуговой сварке покрытыми электродами и автоматической дуговой сварке по слою флюса расплавленный алюминий защищают от окружающей атмосферы флюсами из хлоридов и фторидов щелочных и щелочноземельных металлов, которые под действием дуги расплавляются и энергично реагируют с окисью алюминия, образуя комплексные соединения, переходящие в шлак, либо летучие соединения. Так, например, при использовании флюсов состава 50% KCl; 15% NaCl; 35% Na3AlF2 происходит разрушение Al2O3 по реакции
Al2O3 + 6KCl = 2AlCl3ЃЄ + 3K2O и растворение Al2O3 в криолите Na3AlF2 с образованием легкоплавкого шлака (NaCl снижает температуру плавления криолита). Криолит не только растворяет Al2O3, но, изменяя поверхностное натяжение металла, способствует образованию мелкокапельного переноса электродного металла. Остатки флюса и шлака, как правило, при комнатных температурах способствуют коррозии алюминия. Поэтому их остатки необходимо тщательно удалять с поверхности сваренных изделий, протирая загрязненные участки волосяными щетками в струе горячей воды или пара. Очищающее действие дуги зависит от глубины ее проникновения в соединяемый металл. Эту глубину регулируют, изменяя силу сварочного тока. Как правило, сварочный ток для сварки алюминия и его сплавов не превышает 550-750А. Увеличение сварочного тока выше этих критических значений нарушает процесс формирования шва.
При сварке плавлением алюминиевых сплавов наиболее рациональным типом соединений являются стыковые. Для устранения окисных включений в металле швов используют удаляемые подкладки из коррозионно-стойкой стали, других металлов с повышенной температурой плавления, а также меди, благодаря ее высокой теплопроводности. Используют также остающиеся подкладки из свариваемого алюминиевого сплава или разделку кромок с обратной стороны шва, что обеспечивает удаление окисных включений из стыка в канавку подкладки.
Рис.1.2. Форма поперечного сечения канавки в подкладке,
формирующей обратную сторону стыкового шва:
а – прямоугольная; б – квадратная со скругленными кромками; в – квадратная, наклонная
Подкладка, формирующая обратную сторону стыкового шва, имеет канавку, различные формы которой представлены на рис.1.2. Чаще всего используют канавки прямоугольной формы (рис. 1.2, а), которые обеспечивают стабильные условия для формирования шва и удаления окисных пленок при довольно значительных смещениях линии стыка и дуги от оси канавки. Канавка, поперечное сечение которой показано на рис.1.2 б, обеспечивает плавный переход от усиления шва к основному металлу. Но из-за малой ширины ее надо применять вместе с дополнительной центрующей оснасткой. Для удаления окисных пленок в стыковых соединениях с остающейся подкладкой, изготовленной как единое целое со свариваемым элементом, используют прямоугольные и наклонные канавки (рис.1.2, в), которые просты в изготовлении. Кроме удаления окисных пленок такая канавка уменьшает теплоотвод от сварочной ванны в сторону более толстого элемента замкового соединения. удаления окисных пленок из корня шва при односторонней сварке стыковых соединений на подкладке с канавкой показан на рис.1.3. Канавка, как уже говорилось ранее, препятствует отводу теплоты от свариваемых кромок в подкладку и способствует опусканию окисных пленок вместе с расплавленным металлом сварочной ванны в нижнюю часть сварного шва.
Рис.1.3. Схема удаления окисных пленок из корня шва при односторонней
сварке стыковых соединений на подкладке с канавкой:
1 – электрод; 2 – свариваемый металл; 3 – расплавленный металл сварочной ванны; 4 – окисные пленки на поверхности соединяемых кромок; 5 – подкладка с канавкой; 6 – металл шва.
Вероятность полного удаления окисных пленок с торцевых поверхностей свариваемых кромок повышается с увеличением глубины канавки. В то же время слишком глубокая канавка требует дополнительного расхода сварочной проволоки для ее заполнения, а чрезмерно высокий валик на обратной стороне шва будет способствовать концентрации напряжений в зоне сплавления. На практике обычно применяют подкладки с глубиной канавки 1.2-2 мм. При правильно выбранном и стабильном режиме сварки такая глубина канавки более чем в 1.5 раза превышает высоту оставшихся под дугой окисных пленок и обеспечивает их полное удаление в поверхностный слой нижнего усиления шва. Канавка должна иметь достаточную ширину, чтобы обеспечить нормальное прогибание окисных пленок на нижней поверхности состыкованных кромок в условиях возможного смещения стыка в процессе сварки.
1.2. Конструктивные и технологические особенности сварки алюминия .
Как было сказано выше, из-за большого коэффициента теплопроводности и линейного расширения алюминия, существенно искажается форма, и изменяются размеры сварных конструкций из алюминиевых сплавов. Поэтому, необходимо использовать конструктивные и технологические методы уменьшения сварочных деформаций вне зависимости от выбранного вида сварки.
Конструктивные способы уменьшения деформаций и напряжений предусматриваются при проектировании сварного соединения. К ним относятся уменьшение количества сварных швов в изделии, симметричное расположение ребер жесткости, швов, косынок. Для уравновешивания деформаций припуски деталей на усадку должны быть равны усадке с тем, чтобы размеры конструкции после сварки соответствовали проектным. Необходимо предусматривать возможность использования зажимных сборочно-сварочных приспособлений для предотвращения смещения свариваемых кромок относительно друг друга в процессе сварки. Повышенная склонность к деформации свариваемых соединений алюминия и его сплавов способствует появлению в них горячих трещин. Особенно склонны к образованию горячих трещин стыковые швы, близко расположенные друг к другу из-за пересечения зон термического влияния. Необходимо конструктивно располагать швы на максимально возможном удалении друг от друга. Если нельзя разнести швы, соединяемые элементы изготавливают как единое целое (рис.1.4). а) б)
Рис.1.4. Конструкция соединения близко расположенных патрубков с листом
а – не рекомендуемая; б рекомендуемая
Отличительной чертой сварки алюминия является то, что описанные выше конструктивные способы необходимо применять в совокупности с описанными в предыдущем разделе методами удаления окисной пленки из сварного соединения. Это наглядно иллюстрируется на примере соединения трубы с трубной доской (такие устройства широко применяются как теплообменники в энергетике и представляют собой два круглых фланца с просверленными в них отверстиями, в которые вставлены теплообменные трубки). На рис.1.5 показаны различные виды соединения трубы с трубной доской.
Рис.1.5. Соединение трубы с трубной доской
а) замковое; б) стыковое с канавкой, полученное гибкой; в) стыковое с канавкой, полученной резанием.
На рис.1.5 а показано соединение трубы с трубной доской, где наклонная канавка выполняет две функции: первая функция – удаление окисных пленок, вторая функция – создание равнотолщинности сварного соединения (сварка выполняется по кольцу с торцевой верхней поверхности). На рис.1.5 б, в показан другой вид соединения, где кольцевая канавка служит для удаления окисных пленок, а кольцевая проточка в трубной доске – для обеспечения равнотолщинности сварного соединения (сварка также выполняется с торцевой поверхности по кольцу). Вообще, в связи с низкой температурой плавления для алюминия проблема равнотолщинности очень актуальна. Это вызвано тем, что для высококачественного сварочного соединения необходимо проплавить обе сопрягаемые поверхности. Из-за низкой температуры плавления более тонкая деталь может просто расплавиться. Поэтому, свариваемые кромки разнотолщинных элементов должны иметь одинаковую толщину. На рис.1.6 показаны варианты стыкового соединения разной толщины. а) б)
Рис.1.6. Стыковое соединение металла разной толщины
а – допускаемое; б рекомендуемое
Для стыковых соединений ширину утоненной части более массивного элемента можно ориентировочно определить по формуле [8] где S1, S2 – толщины свариваемых соединений, l – длина утоненной части.
Не менее важны технологические меры уменьшения деформаций. Необходимо подобрать оптимальный режим сварки, с тем, чтобы зона термического влияния была минимальной. Для этого стремятся использовать методы сварки, обеспечивающие высокую концентрацию энергии в дуге, а соединения сваривают на повышенных скоростях. На деформацию соединения существенно влияет порядок выполнения швов. При выполнении швов большой протяженности целесообразно использовать обратно-ступенчатый способ сварки. Сварку конструкций, имеющих несколько последовательно расположенных швов, целесообразно начинать со среднего шва, а затем поочередно, с каждой стороны, выполнять остальные швы, двигаясь к краям конструкции. Также необходимо учитывать, что соединения со скосом кромок более склонны к деформации, чем без скоса кромок и соединения с симметричной двусторонней разделкой кромок менее склонны к деформациям, чем с односторонней разделкой кромок. Для предотвращения продольного прогиба соединений применяют предварительный обратный выгиб свариваемых элементов, который подбирают опытным путем.
Для устранения остаточных деформаций применяют ударную и тепловую правку. Чтобы не повредить поверхность, алюминиевые соединения правят ударами резиновых и деревянных молотков. Правку стальными молотками можно выполнять только через алюминиевые или деревянные подкладки. Тепловую правку применяют для тех алюминиевых соединений, работоспособность которых не ухудшается сопровождающим нагрев разупрочнением, например, при правке малонагруженных элементов или конструкций из отожженного металла. Максимальная температура подогрева должна быть не выше температуры отжига для применяемого алюминиевого сплава.
К числу технологических особенностей сварки алюминия необходимо отнести и предварительный подогрев. Он имеет важное значение в виду того, что окисная пленка на поверхности свариваемых алюминиевых металлоконструкций прекрасно адсорбирует влагу и необходимо применять меры по удалению этой влаги. Если этого не делать, то в сварном соединении могут возникнуть дефекты. Поэтому, свариваемые кромки перед сваркой подогревают, используя газовые горелки (восстановительное пламя), горячий воздух или электроконтактные нагреватели.
Температура и время подогрева зависят от марки и толщины свариваемого металла (табл.1.1). Температуру контролируют с помощью контактных термопар или термокарандашей.
Таблица 1.1
Максимальная температура подогрева некоторых алюминиевых сплавов. [8]
| Сплав | Толщина металла, мм | Температура, 0С | Продолжительность нагрева, мин |
| А99, АД1 | Любая | 350 | 60 |
| АМц | Любая | 250 | 60 |
| АМг3, АМг4, АМг5 | < 12 > 12 | 100 150 | 30 10 |
| АД31, АД33, АВ | < 12 > 12 | 180 200 | 60 30 |
| 1915 | < 12 > 12 | 140 160 | 30 20 |
1.3. Материалы для сварки алюминия и его сплавов.
Сварочная проволока. При дуговой сварке большинства соединений требуется проволока, металл которой заполняет зазоры, а также обеспечивает формирование шва в соответствии с размерами, установленными ГОСТ 14806-80. Кроме того, проволока позволяет изменять состав шва, что особенно важно при сварке различных алюминиевых сплавов. Требуемый для легирования состав проволоки выбирают с учетом химического состава свариваемых кромок и доли участия проволоки в образовании шва. Для дуговой сварки в инертных газах содержание каждого элемента в проволоке можно рассчитать из уравнения [8]
где СП – расчетное содержание элемента в проволоке; С0 – содержание элемента в свариваемом металле; СШ – содержание элемента в металле шва; kY – суммарный коэффициент усвоения элемента металлом шва при сварке;.П – доля проволоки в металле шва.
Доля проволоки в металле шва зависит от типа соединения, толщины свариваемых кромок, формы и размеров шва, зазоров.
Под действием высоких температур часть легирующих элементов улетучивается с поверхности расплавленного металла сварочной ванны и электродной проволоки. Эти потери учитывает суммарный коэффициент усвоения элемента металлом шва, который учитывает, какое количество данного элемента перешло в шов. Величина потерь зависит от способа и режима сварки, физико-химических свойств элемента и его содержания в проволоке. Обычно коэффициент усвоения kY определяют экспериментальным путем, сравнивая фактическое содержание элемента в шва с расчетным.
Определенный по уравнению состав проволоки чаще всего не совпадает с составом проволок, выпускаемых промышленностью. В связи с этим для сварки подбирают ту марку проволоки, у которой состав наиболее соответствует расчетному.
С введением легирующих элементов прочность металла шва повышается, а пластичность и коррозионная стойкость снижаются. Для большинства алюминиевых сплавов суммарное содержание в шве или зоне сплавления 5-8% легирующих элементов достаточно, чтобы по границам зерен образовался сплошной ободок из вторичных фаз. При такой структуре дальнейшее легирование не только не увеличивает, а даже несколько снижает прочность в результате концентрации напряжений по малопластичным вторичным фазам. Таким образом, для получения пластичных коррозионно-стойких соединений алюминиевые сплавы целесообразно сваривать менее легированными проволоками. Когда требуются сварные соединения повышенной прочности, наоборот, применяют более легированные проволоки с суммарным содержанием легирующих элементов не выше 6 –7%.
Наличие максимума трещинообразования при сварке алюминиевых сплавов в каждой системе легирования определяет выбор проволоки, способной обеспечить соединениям повышенную стойкость против трещин. Чтобы повысить стойкость соединений против образования горячих трещин, при сварке сплавов менее легированных, чем сплав с максимальным показателем трещинообразования, применяют проволоку с пониженным содержанием легирующих элементов, тогда как более легированные сплавы сваривают проволоками с более высоким содержанием легирующих элементов.
В зависимости от предъявляемых к соединениям требований, для сварки каждого из алюминиевых сплавов обычно применяют несколько марок проволок. Наиболее простым подходом является применение универсальной проволоки, которая обеспечивает сварным соединениям достаточно высокие значения всех основных характеристик: стойкость против горячих трещин, прочность, пластичность и коррозионную стойкость. Остальные рекомендованные проволоки обеспечивают соединениям повышенные значения одной из названных характеристик при удовлетворительных значениях всех остальных (табл. 1.2.).
Таблица 1.2.
Рекомендуемые марки проволок для сварки распространенных алюминиевых сплавов.
| Свариваемый Металл | Универсальная проволока, обеспечивающая удовлетворит. характеристики соединения | Проволока, обеспечивающая удовлетворительные характеристики соединения и повышенные показатели | |||
| Стойкость против горячих трещин | Временное сопротивление разрыву | Относительное удлинение | Коррозион. стойкость | ||
| А99, А97, А95 | А99 | А99 | СвА85Т | А99 | А99 |
| АД0, АД1 | СвА5 | СвА5 | СвА5 | СвА97 | СвА97 |
| Амц | СвАМц | СвАМц | СвАМц | СвАМц | СвАМц |
| АМг3 | СвАМг3 | СвАМг5 | СвАМг5 | АВч | АВч |
| АМг5 | СвАМг5 | СвАМг63 | СвАМг6 | СвАМг5 | Св1557 |
| АМг6 | СвАМг6 | СвАМг63 | СвАМг61 | СвАМг63 | Св1557 |
| АВ, АД31, АД33 | СвАК5 | СвАК5 | Св1557 | Св1557 | АВч |
| 1915 | Св1557 | СвАМг5 | СвАМг6 | СвАМг5 | Св1557 |
| Прим. Проволоку с обозначением «Св» поставляют по ГОСТ 7871-75, остальную по ТУ |
Проволока может применяться в двух назначениях:
как электродная проволока при полуавтоматической или автоматической сварке в защитных газах (в шведском стандарте называется «Autrod»)
как присадочный материал при аргонодуговой сварке неплавящимся электродом (в шведском стандарте называется «Tigrod»)
Применяют также импортную сварочную проволоку фирмы «ESAB» (Швеция), (табл.1.3).
Таблица 1.3
Рекомендуемые марки проволок фирмы «ESAB» для сварки распространенных алюминиевых сплавов [4].
| Свариваемый металл | Марка проволоки |
| Чистый алюминий А995 | OK Autrod 18.01 (состав проволоки Al99,5) |
| Чистый алюминий A995 | OK Autrod 18.11 (состав проволоки Al99,5Ti) |
| Силумин, с содержанием Si до 7% | OK Autrod 18.04 (состав проволоки AlSi5) |
| Сплав АМг3 (до 3%Mg) | OK Autrod 18.13 (состав проволоки AlMg3) |
| Сплав АМг5 (до 5%Mg) | OK Autrod 18.15 (состав проволоки AlMg5) |
| Сплавы АМг4, АМг5 | OK Autrod 18.16 (состав проволоки AlMg4,5Mn) |
2. Обзор наиболее распространенных способов сварки алюминия и его сплавов .
Для алюминия и его сплавов применяют практически все промышленные способы сварки плавлением. К основным методам сварки относятся: ручная дуговая сварка покрытыми электродами (ММА), аргонодуговая сварка неплавящимся вольфрамовым электродом с подачей присадочной проволоки (ТIG), плазменная сварка, полуавтоматическая сварка в защитном газе – бывает как минимум четырех разновидностей (импульсная полуавтоматическая сварка, традиционная полуавтоматическая сварка, полуавтоматическая сварка с управляемым массопереносом на инверторном источнике питания, полуавтоматическая сварка на источниках питания типа ВД-306ДК с комбинированной вольтамперной характеристикой). Другие виды сварки алюминия и его сплавов, такие как автоматическая сварка под слоем флюса и газовая сварка применяются значительно реже и рассматриваться не будут. Каждый способ сварки имеет свои особенности, которые необходимо учитывать для наиболее эффективного их использования при изготовлении изделий различного назначения.
2.1. Ручная дуговая сварка покрытыми электродами алюминия и его сплавов .
Ручную дуговую сварку покрытыми электродами применяют при изготовлении конструкций из технического алюминия, сплавов АМц и АМг, содержащих до 5 % магния, а также силумина. Толщина свариваемого металла лимитируется диаметром электрода. Минимальный диаметр электрода обычно составляет 4 мм, что вызвано трудностями сварки электродами малого сечения вследствие высокой скорости их плавления. Алюминиевый электрод расплавляется в 2-3 раза быстрее стального. В связи с этим толщина свариваемого металла должна быть свыше 4 мм.
Наиболее приемлемым типом сварного соединения для алюминия является стыковое. Соединений внахлестку и тавровых избегают, так как возможно затекание шлака в зазоры, из которых его трудно удалить при промывке после сварки. Наличие шлака в зазоре может вызвать коррозию металла. Поэтому, этот метод сварки алюминия наиболее редко применяется в промышленности. Отличие от ручной дуговой сварки стальных металлоконструкций заключается в том, что алюминий имеет значительно более высокую теплопроводность, чем сталь (см. п.1). Это приводит к тому, что шлак при ручной дуговой сварке не успевает, в ряде случаев, удаляться из расплавленного металла сварного соединения ввиду малого времени нахождения сварочной ванны в расплавленном состоянии и остается в соединении в виде дефектов.
Защитные (инертные) газы. Для защиты расплавленного металла сварочной ванны и проволоки при сварке алюминия и его сплавов применяются инертные газы и их смеси: аргон высшего или первого сорта по ГОСТ 10157 –79 и гелий особой или высокой чистоты по ГОСТ20461-75. Инертные газы аргон и гелий поставляются в баллонах.
Вольфрамовые электроды. Вольфрам – самый тугоплавкий из известных металлов (по температуре плавления он уступает только углероду). Температура плавления вольфрама равна 36000С, удельный вес 19,3 г/см3, он обладает весьма малой летучестью при высоких температурах и имеет низкий коэффициент теплопроводности. Вольфрамовые электроды изготавливаются по ГОСТ 23949-80. Они различаются по легированию, которое уменьшает работу выхода электронов и соответственно срок службы электродов. Электроды бывают чистые (ЭВЧ), лантанированные(ЭВЛ), иттрированные (ЭВИ), торированные (ЭВТ). Характеристики наиболее распространенных электродов в табл. 1.5.
Таблица 1.5
Характеристики наиболее распространенных электродов [8]
| Марка электрода | Содержание примесей, мас. % | Диаметр прутка или проволоки, мм |
| ЭВЧ | 0,5; | 1,0; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0;10,0 |
| ЭВЛ | (1,1-1,4) окиси лантана (LaO) | 1,0; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0;10,0 |
| ЭВИ-1 | (1,5-2,3) окиси иттрия (Y2O3) | 2,0; 3,0; 4,0; 5,0; 6,0; 8,0;10,0 |
| ЭВИ-2 | (2,0-3,0) окиси иттрия (Y2O3) | 2,0; 3,0; 4,0; 5,0; 6,0; 8,0;10,0 |
| ЭВИ-3 | (2,5-3,5) окиси иттрия (Y2O3) | 2,0; 3,0; 4,0; 5,0; 6,0; 8,0;10,0 |
| ЭВТ-15 | (1,5-2,0) двуокиси тория(ThO2) | 2,0; 3,0; 4,0; 5,0; 6,0; 8,0;10,0 |
Электроды, применяемые при аргонодуговой сварке необходимо затачивать. Это повышает стабильность работы аргонодуговой установки и качество сварного соединения.
Покрытые электроды. Для сварки алюминия и его сплавов применяют следующие наиболее распространенные марки покрытых электродов, производства России и других стран [4,5]:
Электрод Свариваемый сплав
ОЗА 1 Технический алюминий
ОК 96.10 («ESAB») Технический алюминий
ОЗА2 Литой сплав типа АЛ-4
ОК 95.50 («ESAB») Литой сплав типа АЛ-4
МВТУ Сплавы типа АМц
АФ1 Сплавы типа АМг, АМц
ОК 96.20 («ESAB») Сплавы типа АМг, АМц
А1Ф Сплавы типа АМц, силумин
Состав электродных покрытий для сварки алюминия и его сплавов для некоторых из перечисленных марок электродов приведен в табл. 1.6.
Таблица 1.6
Состав некоторых электродных покрытий для сварки алюминия и его сплавов, мас. % [5]
| Компонент | Марки покрытия | |||
| ОЗА1 | ОЗА 2 | МВТУ | АФ1 | А1Ф |
| Хлористый натрий | 18,2 | 30 | 18,0 | |
| Хлористый калий | 32,5 | 50 | 20,0 | 32,0 |
| Хлористый литий | 9,1 | 24,0 | 9,0 | |
| Фтористый калий | 39,0 | |||
| Криолит | 35,0 20 | 35,0 33,0 | ||
| Фтористый натрий | 5,2 | 17,0 | 5,0 | |
| Ферросилиций | 3,0 | |||
| Флюс АФ-4А | 65,0 |
С течением времени при хранении электроды увлажняются, поэтому перед сваркой их необходимо подсушить при температуре 150 – 200 0С.
Сварочные флюсы. Для полуавтоматической сварки под слоем флюса применяют флюсы АН-А1, АН-А4, 48-АФ-1, МАТИ-1а, МАТИ-10.Состав флюсов в табл. 1.7.
Таблица 1.7
Состав флюсов для сварки алюминия и его сплавов, мас.% [5]
| Компонент | Марка флюса | ||||
| АН-А1 | АН-А4 | 48-АФ-1 | МАТИ-1а | МАТИ-10 | |
| Хлористый натрий 20,0 | |||||
| Хлористый калий | 50,0 | 57,0 | 47,0 | 47,0 | 30,0 |
| Хлористый литий | 8,0 | ||||
| Фтористый барий | 28,0 47,0 | 68,0 | |||
| Фтористый натрий | 42,0 | ||||
| Фтористый калий | 2,0 | ||||
| Фтористый литий | 7,5 | ||||
| Фтористый алюминий | 7,5 | 2,0 | |||
| Криолит | 30 | 3,0 | |||
| Фторцирконат калия | 2,0 | ||||
| Окись хрома | 2,0 |
Флюс должен храниться в герметически закрываемой таре, а перед употреблением просушиваться при температуре 200 – 250 0С в течении 2 часов.
Наиболее приемлемым типом сварного соединения для алюминия является стыковое. Соединений внахлестку и тавровых избегают, так как возможно затекание шлака в зазоры, из которых его трудно удалить при промывке после сварки. Наличие шлака в зазоре может вызвать коррозию металла. Поэтому, этот метод сварки алюминия наиболее редко применяется в промышленности. Отличие от ручной дуговой сварки стальных металлоконструкций заключается в том, что алюминий имеет значительно более высокую теплопроводность, чем сталь (см. п.1). Это приводит к тому, что шлак при ручной дуговой сварке не успевает, в ряде случаев, удаляться из расплавленного металла сварного соединения ввиду малого времени нахождения сварочной ванны в расплавленном состоянии
и остается в соединении в виде дефектов.
2.2. Аргонодуговая сварка неплавящимся вольфрамовым электродом с подачей присадочной проволоки (ТIG).
Аргонодуговая сварка неплавящимся вольфрамовым электродом с подачей присадочной проволоки (ТИГ) наиболее распространенный способ сварки, применяющийся для изготовления сварных конструкций из алюминиевых сплавов ответственного назначения. Основным преимуществом процесса дуговой сварки вольфрамовым электродом в среде защитного газа является отсутствие шлаковых включений, возможность работы на малых токах дуги (от 5А), возможность сварки тонких листов, включая фольгу, высокая устойчивость горения дуги во всем диапазоне токов, технологичность процесса. Благодаря этому процесс широко используется при сварке алюминия и его сплавов.
2.2.1. Сварка вольфрамовым электродом переменным
симметричным током.
Питание дуги осуществляется переменным током от источников с падающими внешними характеристиками. Существует справедливое мнение, что аргонодуговую сварку необходимо производить на штыковых или крутопадающих внешних вольт-амперных характеристиках. Это обусловлено тем, что в указанном случае минимален пусковой бросок тока, что резко улучшает свойства сварного соединения. Переменный ток дуги при сварке алюминия обеспечивает разрушение окисной пленки. Для повышения стабильности горения электрической дуги и эффективного разрушения окисной пленки, кроме падающей внешней характеристики источника и постоянной работы осциллятора используют дополнительную индуктивность (дроссель) в цепи дуги (обеспечивает дополнительную ЭДС самоиндукции и не позволяет погаснуть электрической дуге). Осцилляторы выполняют две функции – бесконтактное зажигание электрической дуги и стабилизацию сварочного тока в момент прохождения через ноль специальными стабилизаторами, синхронизированными со сварочным током и включенными, как правило, параллельно электрической дуге. Последние устройства обычно совмещают с осцилляторами. Электрическая дуга горит между изделием и неплавящимся вольфрамовым электродом. Для повышения стабильности горения электрической дуги рекомендуется тщательно затачивать конец вольфрамового электрода. Симметричность тока обеспечивает равную проплавляющую и очищающую способность электрической дуги. Это самый простой и распространенный способ аргонодуговой сварки.
2.2.2. Сварка вольфрамовым электродом переменным
асимметричным током.
По сравнению с аргонодуговой сваркой неплавящимся электродом симметричным током, сварка асимметричным током алюминиевых сплавов расширяет технологические возможности за счет регулирования параметров тока прямой и обратной полярности. Как правило, регулировка асимметричности осуществляется в пределах 30% от амплитудного значения параметра. Преобладание составляющей тока прямой полярности приводит к увеличению глубины проплавления и скорости сварки, а также к повышению стойкости вольфрамового электрода. Преобладание тока обратной полярности улучшает очистку свариваемого металла от окисной пленки и улучшает качество формирования шва. Выбор правильного режима сварки в этом случае является задачей технолога. Для аргонодуговой сварки алюминиевых сплавов неплавящимся вольфрамовым электродом переменным асимметричным током используются установки УДГУ-351АС/DC и УДГУ-501AC/DC.
2.2.3. Импульсная сварка вольфрамовым электродом.
В ряде случаев целесообразно использовать сварку вольфрамовым электродом импульсной дугой. Подача импульсов осуществляется, как правило, с частотой до 50 или свыше 100Гц и эти импульсы накладываются на базовое напряжение на дуге. Импульсы имеют остроугольную или прямоугольную форму и служат для улучшения формирования сварного шва (при частоте следования 1-50 Гц) и для улучшения удаления окисной пленки (при частоте следования более 100 Гц). Наиболее часто такие импульсы применяются при сварке тонколистового металла. Для сварки в импульсном режиме выпускаются приставки к установкам УДГУ-351АС/DC и УДГУ-501AC/DC (типа ППС-01 -пульт пульсирующей сварки). Пульт пульсирующей сварки ППС-01 позволяет
регулировать максимальное и минимальное значения импульсов тока, а также их продолжительность. В стандартном исполнении он позволяет регулировать частоту следования импульсов до 10 Гц, по спецзаказу- до 30Гц. Это обеспечивает снижение вероятности прожогов свариваемого металла и улучшает формирование сварного соединения.
2.3. Плазменная сварка.
Плазменная сварка является дальнейшим развитием и усовершенствованием аргонодуговой сварки вольфрамовым неплавящимся электродом. Плазменная сварка – это сварка плавлением, при которой нагрев производится сжатой дугой. Сжатая дуга – это дуга, столб которой сжат с помощью сопла плазменной горелки, потока газа или внешнего электромагнитного поля. Промышленное развитие получили сварочные плазменные горелки, где стабилизация и сжатие дуги осуществляется с помощью сопла плазменной горелки и потока плазмообразующего газа. При свободном горении дуги температура столба достигает 5000-6000К и столб дуги имеет форму усеченного конуса (рис.2.2, а). При ограничении возможности свободного расширения дуги температура ее возрастает. Кроме того, при сжатии столб дуги принимает практически цилиндрическую форму (рис.2.2, б), стабилизируется анодное пятно на изделии, тепловой поток становится более сосредоточенным, глубина проплавления возрастает, снижается нагрев основного металла, прилегающего к шву.
Рис.2.2. Схемы сопловых частей аргонодуговой (а) и плазменной (б) горелок
Сжимающее дугу сопло, через которое проходит плазма, имеет два важных размера – диаметр выходного отверстия dc и длину lc. Расстояние, на котором установлен электрод от выходного отверстия сопла, называется углублением электрода ly, а расстояние между внешней поверхностью (торцом) сопла и свариваемым изделием – рабочим расстоянием Н. Рекомендуется длину цилиндрической части сопла lc выполнять в диапазоне 0.5-2 dc . Соотношение lc/ dc носить название калибра и является важной характеристикой сварочной плазменной горелки, так как определяет давление сжатой дуги на сварочную ванну и возможность возникновения аварийного режима работы горелки – двойного дугообразования (дуга горит между электродом и соплом, соплом и изделием). Чем меньше длина цилиндрической части сопла, тем меньше вероятность возникновения этого аварийного режима.
По сравнению с аргонодуговой сваркой неплавящимся вольфрамовым электродом плазменная сварка имеет следующие преимущества:
• Меньшее влияние возможного изменения расстояния от торца сопла до изделия на геометрические размеры зоны проплавления;
• Меньшее влияние изменения тока на форму дуги, а, следовательно, и на стабильность проплавления металла;
• Высокая надежность зажигания дуги благодаря дежурной дуге;
• Отсутствие включений вольфрама в сварном соединении;
• Повышенная скорость сварки;
• Меньшее тепловложение и, следовательно, коробление изделий.
Если принять одинаковую скорость сварки, то при плазменной сварке необходим ток в два раза меньший по сравнению с аргонодуговой сваркой, сварные швы более узкие и с уменьшенной зоной термического влияния, благодаря чему уменьшается деформация конструкций. Недостатком плазменной сварки является то, что применяются водоохлаждаемые плазменные горелки и значительно усложняется и удорожается оборудование.
Плазменная сварка алюминия и его сплавов в связи с необходимостью разрушения и удаления окисной пленки выполняется сжатой дугой постоянного тока обратной полярности. Электрод в такой горелке служит анодом. В табл. 2.4 приведены рекомендуемые значения допустимого сварочного тока прямой и обратной полярности для вольфрамовых электродов различных марок и диаметров.
Таблица 2.4.
Допустимые значения постоянного тока прямой и обратной полярности для электродов различных марок [8]
| Диаметр электрода, мм | Максимальный сварочный ток (А) для вольфрамовых электродов при полярности | |||||||
| ЭВЧ | ЭВЛ | ЭВТ-15 | ЭВИ-3 | |||||
| прямой | обратной | прямой | обратной | прямой | обратной | прямой | обратной | |
| 2,0 | 50-90 | 20-25 | 110-150 30- | 35 | 140-180 | 35-40 | 160-200 | 40-50 |
| 3,0 | 160-200 | 30-35 | 240-280 | 40-45 | 300-340 | 45-50 | 320-360 | 50-70 |
| 4,0 | 320-370 | 40-50 | 470-520 | 50-60 | 530-580 | 60-70 | 600-660 | 70-80 |
| 5,0 | 570-600 | 50-70 | 680-740 | 60-80 | 770-830 | 70-90 | 860-920 | 80-110 |
| 6,0 | 70-90 | 80-110 | 90-120 | 100-130 | ||||
| 8,0 | 110-140 | 120-160 | 140-180 | 160-200 | ||||
| 10,0 | 160-210 | 170-220 | 200-250 | 220-270 |
Как следует из табл. 2.4, при переходе на обратную полярность происходит многократное снижение допустимого тока. Поэтому, наиболее разумным решением является использование медных сферических водоохлаждаемых анодов. Это обеспечивает возможность изменения сварочного тока в широких пределах (до 300А) при сохранении высокой (более 10 часов) продолжительности работы. Работы в этом направлении, как отмечалось выше, проводит ЗАО НПФ «ИТС» и ВАТТ МО РФ, г. С-Петербург.
Процесс возбуждения дуги в установках обычно происходит следующим образом:
• С помощью высокочастотного высоковольтного напряжения осциллятора в промежутке электрод – сопло возбуждается искровой разряд, который затем переходит в дуговой (под воздействием электрического поля источника питания), т.е. возбуждается так называемая дежурная дуга постоянного тока, горящая между электродом и соплом.
• Потоком плазмообразующего газа катодное пятно дежурной дуги перемещается с внутренней конической поверхности сопла на его цилиндрическую поверхность, одновременно с этим дежурная дуга растягивается и плазменная струя длиной 20-40 мм истекает из сопла.
• При касании факела дежурной дуги изделия замыкается цепь электрод – изделие и возникает основная дуга, ток дежурной дуги снижается до нуля.
Для плазменной сварки алюминия применяют установки типа УПС-301 (токи до 300А) и УПС-501 (токи до 500А). В последнее время наиболее часто применяют источник питания ВД-306ДК или ВД-506ДК и приставку БУСП-ТИГ для аргонодуговой сварки, которая служит для подключения плазменной горелки, регулировки тока дежурной дуги, базового тока, скорости нарастания-снижения базового тока, времени продувки до и после сварки и времени горения дежурной дуги после выключения основной сварочной дуги.
В качестве плазменной горелки часто применяли плазмотрон типа ПС-3, конструкция которого допускает использование медного или вольфрамового электродов. Плазмотрон разработан СПбГТУ, выпускался заводом «Электрик». В настоящее время наибольший интерес вызывает псевдоплазменная горелка с медным анодом разработки ЗАО НПФ «ИТС» и ВАТТ. Существует соглашение, что после промышленных испытаний промышленное производство этой горелки будет осуществлять немецкая фирма «Abicor Binzel»
Рекомендуемые режимы плазменной сварки сплава АМг6 приведены в табл.2.5.
Таблица 2.5.
Ориентировочные режимы плазменной сварки стыковых соединений из сплава АМг6 толщиной 3,2 мм. [5]
| Род тока | IСВ, А UД, В | VСВ, м/ч | dПР, мм | q/v .103, Дж/м | |
| Постоянный (обратная полярность) | 87 | 33 | 23 | 1,8 | 225 |
| Переменный | 220 21 | 20 | 2,0 | 415 |
Механические свойства сварных соединений из сплава АМг6 толщиной 3,2 мм, выполненных на постоянном токе обратной полярности следующие: предел прочности.В = 32,3 – 33,4 кгс/мм2 (316,9 – 327,7 МПа), угол загиба. = 78 – 81 град. [5]
2.4. Механизированная аргонодуговая сварка плавящимся электродом.
2.4.1. Механизированная сварка плавящимся электродом непрерывным током
Механизированную сварку плавящимся электродом применяют для получения стыковых, тавровых, нахлесточных и других соединений алюминия и его сплавов толщиной 4-6 мм и более. Этот способ является самым производительным среди ручных видов сварки. За границей наиболее распространенный среди видов сварки алюминия.
Отличием механизированной сварки алюминия от традиционной механизированной сварки сталей является: использование аргона в качестве защитного газа, тефлоновых подающих каналов вместо стальных, специальной формы роликов в подающем механизме, специальных мундштуков на горелках. В СССР ввиду отсутствия дешевых тефлоновых каналов этот метод сварки был незаслуженно не востребован.
Электрическая дуга при этом способе сварки горит между изделием и плавящимся электродом (проволокой), который подается в зону дуги обычно с постоянной скоростью.
Надежное разрушение пленки окислов при механизированной сварке плавящимся электродом достигается лишь при питании дуги постоянным током обратной полярности. Механизм удаления окисной пленки в этом случае заключается в разрушении и распылении ее тяжелыми положительными ионами, бомбардирующими катод (эффект катодного распыления).
Недостатком способа сварки алюминия плавящимся электродом является некоторое снижение по сравнению со сваркой неплавящимся электродом показателей механических свойств. В частности, уменьшение прочности шва об
ясняется тем, что электродный металл, проходя через дуговой промежуток, перегревается в большей степени, чем присадочная проволока при сварке неплавящимся электродом. Также происходит худшее удаление окисной пленки, т.к. при аргонодуговой механизированной сварке непрерывным током сварочный процесс сопровождается короткими замыканиями, в момент которых катодное распыление отсутствует.
Для устранения этих недостатка в сварочной установке ВД-306ДК применены принципиально новые технические решения: низковольтная постоянная подпитка сварочной дуги напряжением 10-11В, которая накладывается на общую картину сварочного напряжения.
Для сварки, как правило, применяют проволоку диаметром 1.2-1.6 мм, так как из-за недостаточной жесткости сварка алюминиевой проволокой меньшего диаметра затруднена. Применение проволоки большего диаметра принципиально возможно, однако сварные соединения в этом случае получаются крупночешуйчатые, что ухудшает их внешний вид и механические свойства.
Установки для механизированной сварки состоят из выпрямителя (ВД-306ДК и т.д.), механизма подачи (ПДГО-508, ПДГО-510 и т.д.) со специальными роликами.
Конструкция механизма подачи должна обеспечивать надежное и стабильное поступление мягкой алюминиевой проволоки. Обычно в таких механизмах предусматривают две пары специальных ведущих и прижимных роликов, что уменьшает возможность проскальзывания проволоки и ее сминания.
Наиболее применимы сварочные горелки немецкой фирмы «Abicor Binzel» с тефлоновым подающим каналом. Следует отметить, что в виду использования аргона, как защитного газа, чаще всего применяют водоохлаждаемые модели горелок. Сопло горелки должно обеспечивать надежную защиту инертным газом жидкой сварочной ванны. Диаметр сопла горелки для механизированной сварки алюминия обычно 18-22 мм.
Ориентировочные режимы механизированной аргонодуговой сварки алюминия плавящимся электродом приведены в табл. 2.6.
Таблица 2.6.
Ориентировочные режимы механизированной аргонодуговой сварки алюминия и его сплавов плавящимся электродом. [5]
| Тип соединения | b, мм | dЭЛ.ПР., мм | IСВ, А | UД, В | VCВ, м/ч | Расход аргона, л/мин | Число проходов |
| Встык, без разделки кромок | 4-6 8-10 12 | 1,5-2,0 1,5-2,0 2,0 | 140-240 220-300 280-300 | 19-22 22-25 23-25 | 20-30 15-25 15-18 | 6-10 8-10 10-12 | 2 2 2 |
| Встык, с Vобразной разделкой кромок на подкладке | 5-8 10-12 | 1,5-2,0 2,0 | 220-280 260-280 | 21-24 21-25 | 20-25 15-20 | 8-10 8-12 | 2-3 3-4 |
| Встык, с Х образной разделкой кромок | 12-16 20-25 30-60 | 2,0 2,0 2,0 | 280-360 330-360 330-360 | 24-28 26-28 26-28 | 20-25 18-20 18-20 | 10-12 12-15 12-15 | 2-4 4-8 10-40 |
| Тавровое, угловое и нахлесточное | 4-6 8-16 20-30 | 1,5-2,0 2,0 2,0 | 200-260 270-330 330-360 | 18-22 24-26 26-28 | 20-30 20-25 20-25 | 6-10 8-12 12-15 | 1 2-6 10-40 |
Особый интерес при механизированной сварке алюминия вызывает использование источника питания ВД-306ДК с механизмом подачи ПДГО-508(510) (полуавтоматический модуль мультисистемы «Сорока»). Использование этого источника вызывает большой промышленный интерес в виду того, что в нем применены принципиально новые технические решения: низковольтная постоянная подпитка сварочной дуги напряжением 10-11В. Особенностью низковольтной подпитки напряжения на сварочной дуге является наложение постоянно действующего отрицательного потенциала. Это обеспечивает непрерывное горение электрической дуги, улучшает удаление окисной пленки, обеспечивает более мягкий переход капель электродного металла в сварочную ванну, уменьшает разбрызгивание и улучшает стабильность горения электрической дуги и качество формирования сварного соединения. Высоковольтная подпитка служит для облегчения зажигания дуги. Таким образом, в указанной схеме стало возможным производить регулирование продолжительности коротких замыканий и их частоты, возможность регулирования тока короткого замыкания. Установка имеет также возможность регулировки угла наклона вольтамперных характеристик и возможность производить сварку на значительном удалении от источника питания (до 20м). Последнее обеспечивается за счет применения обратных связей по току и напряжению на дуге. Для реализации последнего необходимо применять подающий механизм ПДГО-510Т и выпрямитель ВД-306ДК. Следует напомнить, что этот источник обеспечивает высококачественную сварку алюминия и его сплавов в режиме ручной дуговой сварки. Кроме того, его использование позволяет решить проблемы комплектации сварочной техникой цехов, когда все виды сварки (ММА, МИГ, ТИГ) можно производить на базе одного выпрямителя, комплектуя его различными приставками (БУСП-ТИГ, ПДГО) для реализации различных технологических процессов.
Механические свойства сварных соединений из сплава АМг6 толщиной 10 мм, выполненных механизированной сваркой на традиционных источниках питания (типа ВДУ-506) следующие [7]:.В = 30,6 кг/мм2, угол загиба. = 133 град.
2.4.2. Механизированная импульсно-дуговая сварка плавящимся электродом.
Повысить качество металла шва алюминиевых сплавов удается применением техники управляемого переноса металла при импульсно-дуговой сварке.
Импульсно-дуговая сварка плавящимся электродом отличается от обычной тем, что на постоянный ток обратной полярности, получаемый от основного источника питания, накладываются кратковременные импульсы тока с определенной частотой (как правило, 50 или 100Гц). Импульсы генерируются импульсным устройством для получения мелкокапельного направленного переноса электродного металла через дугу при более низких значениях сварочного тока, чем это имеет место при естественном мелкокапельном переносе. Величину и длительность импульсов сварочного тока выбирают такими, чтобы можно было обеспечить управляемый перенос металла с торца электрода небольшими каплями в широком диапазоне токов. Как правило, в паузах между импульсами значение тока небольшое, но достаточное для поддержания горения сварочной дуги, при котором ввод теплоты в изделие уменьшается и отсутствует перенос металла.
Импульсно-дуговая сварка обеспечивает повышение механических свойств наплавленного металла и сварных соединений в целом, улучшает стабильность процесса, позволяет выполнять сварку в различных пространственных положениях с улучшенным формированием швов, существенно стабилизировать провар корня шва.
Для механизированной импульсно-дуговой сварки плавящимся электродом используют источник питания ВДГИ-302, который комплектуется подающим механизмом ПДИ-304.
Ориентировочные режимы механизированной импульсно-дуговой сварки алюминия и его сплавов плавящимся электродом в аргоне приведены в табл. 2.7.
Таблица 2.7.
Ориентировочные режимы механизированной импульсно-дуговой сварки алюминия и его сплавов плавящимся электродом в аргоне. [5]
| b, мм | dЭЛ.ПР., мм | Частота импульсов, 1/с | , А | UД, В | , м/ч | Расход аргона, л/мин | Число проходов |
| 4 | 1,4-1,6 | 50 | 130-150 17- | 19 20- | 25 | 10-12 | 1 |
| 5 | 1,4-1,6 | 50 | 140-170 17- | 19 20- | 25 | 10-13 | 1 |
| 6 | 1,4-1,6 | 100 | 160-180 18- | 21 20- | 25 | 12-14 | 1 |
| 8 | 2,0 | 100 160- | 190 22-24 | 25- | 30 12- | 14 2 | |
| 10 | 2,0 | 100 220- | 280 24- | 26 25- | 30 14- | 16 | 2 |
В последние годы широкое распространение при импульсно-дуговой сварке алюминия получили инверторные установки. Наиболее характерным представителем является установка для механизированной сварки типа Sinermig – 401 («OZAS»). Работа источника осуществляется на частоте 26 кГц с возможностью наложения дополнительных импульсов регулируемой амплитуды и скважности. Применение дополнительных импульсов позволяет увеличить производительность на 25% (по данным ОАО «Адмиралтейские верфи»). Использование этого источника позволяет получать кроме указанных выше возможностей, еще и формирование швов с обратным валиком и т.д., что часто требуется при сварке трубопроводов. Это достигается за счет возможности регулировки амплитуды и скважности импульсов, что невозможно на установке ВДГИ-302, где импульсы следуют постоянной амплитуды и частоты. Однако, данных по механическим свойствам изделий из алюминия и его сплавов, сваренных на таком источнике, не существует, ввиду его новизны, поэтому, точно делать выводы о применимости его для сварки конструкций из алюминиевых сплавов нельзя. В данной работе ниже приводится систематические данные по сравнению механических свойств на различных источниках питания при различных видах сварки.
3. Оценка способов дуговой сварки алюминия и его сплавов.
1. Электродуговая сварка алюминия является сложным процессом и требует точного поддержания параметров технологического процесса. Это обусловлено специфическими свойствами алюминия (низкая температура плавления ТПЛ =
VCВ
IСВ6600С, высокая теплопроводность. = 0.52 кал/см.сек.0С, высокая скорость кристаллизации металла шва, высокое сродство к кислороду, высокий коэффициент линейного расширения. = 24,58.10-6). При нарушении технологии швы могут быть плохого качества. Основными дефектами являются непровары, прожоги, поры, трещины, окисные и вольфрамовые включения, а также неудовлетворительное формирование шва.
2. При всех видах электродуговой сварки алюминия применяют специальные технологические и конструктивные меры, способствующие удалению окисной пленки с поверхности свариваемого металла, шлаковых включений, снижению загазованности сварочной ванны, уменьшающие коробление и т.д., которые описаны в настоящей работе.
3. Принципиально дуговая сварка алюминия и его сплавов может осуществляться всеми известными методами: ручная дуговая сварка покрытыми электродами, аргонодуговая сварка неплавящимся электродом (симметричным переменным током, асимметричным переменным током, импульсная), плазменная сварка, полуавтоматическая аргонодуговая сварка плавящимся электродом (с использованием источников питания, выполненных по стандартной схеме выпрямления, с использованием низковольтных и высоковольтных подпиток напряжения на сварочной дуге – комбинированная вольтамперная характеристика, с наложением импульсов на сварочное напряжение). Особое внимание при использовании этих методов необходимо обратить на то, что сварку необходимо осуществлять на обратной полярности или переменном токе. Этот процесс промышленно освоен. Применение сварки на прямой полярности принципиально возможно и обеспечивает высокое качество но находится в стадии лабораторных образцов. В табл. 3.1 приведено сравнение механических свойств сварного соединения из сплава АМГ-5, выполненного различными методами и наличия внутренних дефектов. Сварка производилась на сплаве АМг5, S = 2.5 мм, = 1.2 мм.
Таблица 3.1
Зависимость механических свойств сварного соединения из АМг-5 от вида сварки
| Вид сварки | Установка | Режим сварки | .В, кгс/мм2 | ., град | Дефекты |
| Исходный материал | 32 | ||||
| Механизированная сварка плавящимся электродом | ВС-300Б | =110А, UД = 18В | 19 | 105 | П1,0; 7П0,3 |
| ВДУ-506 | =125А, UД = 18В | 21 | 125 | 3П0,3; П1,0 | |
| ВД-506ДК | =120А, UД = 17В | 26 | 45 | 10П0,3 | |
| Механизированная импульсно-дуговая сварка плавящимся электродом | ВДГИ-302 | f = 100Гц, =100А, UД = 20В | 10 | 90 | 2Н5,0; 6П0,3; 2П1,0 |
| ВДГИ-302 | f = 50Гц, IСВ = 100А, UД = 20В | 27 | 103 | ||
| Синермиг-401 | = 87А, UД = 16В | 18 | 130 | 3П1,0; 3П0,5 |
IСВ IСВ IСВIСВIСВdПР
| Аргонодуговая сварка неплавящимся вольфрамовым электродом с подачей присадочной проволоки | УДГУ-351 | Симметричный ток, IСВ = 50А | 16 | 37 | Ц5В0,5; 5П0,3; В0,5 |
| УДГУ-351 | Асимметричный ток, IСВ = 50А, КАС = 0.56 | 9 | 90 | 3П0,3; В2,0 | |
| УДГУ-351 | Асимметричный ток, IСВ = 50А, КАС = 0.43 | 26 | 83 | 4С5В0,5; 2В0,5 | |
| УДГУ-351 | Пульсир. режим = 0.15с, tп= 0.15с, IСВ = 50А | 23 | 75 | 2С10В0,5; С20В0,5; П 1,0 |
Из анализа данных таблицы 3.1 следует:....
Наилучший результат обеспечивает стандартная установка для импульсно-дуговой механизированной сварки типа ВДГИ-302 на частоте следования импульсов 50Гц. Сварные соединения, сваренные этим методом, единственные среди исследованных в работе, не имеют внутренних дефектов, имеют самую высокую механическую прочность сварного соединения (84% от прочности основного металла) и один из самых высоких углов загиба.
Ко второй группе установок относятся выпрямители для полуавтоматической сварки (ВД-306(506)ДК, ВДУ-506), которые показали очень неплохие результаты. Механическая прочность составляет 81,2% от прочности основного металла для ВД-306ДК и 65% для ВДУ-506.
К третьей группе установок относится синергетический источник Синермиг-401 на котором производилась импульсно-дуговая механизированная сварка на базовой частоте 26кГц и подача дополнительных импульсов на частоте 100Гц. Полученные данные по этому источнику достаточно противоречивы. С одной стороны получена самая высокая пластичность сварного соединения (данные по углу загиба), с другой стороны – один из самых низких показателей механической прочности (56% от прочности основного металла).
К четвертой группе установок можно отнести метод сварки ТИГ на установках типа УДГУ-501. Самым интересным результатом является факт, что при сварке переменным симметричным током получены одни из самых низких показателей по механической прочности и углу загиба сварного соединения (50% от прочности основного металла). Хуже имеются данные только при коэффициенте асимметрии 0,43, т.е., когда синусоида напряжения на электроде горелки и изделии сдвинута в положительную область, т.е. на изделии присутствует больше положительного потенциала, чем отрицательного (28% от прочности основного металла). Картина качественно меняется, когда коэффициент асимметрии составляет 0,53, т.е. синусоида напряжения на электроде и изделии сдвинута в отрицательную область (81,2% от прочности основного металла) или когда применен пульсирующий режим сварки (72 % от прочности основного металла).
Объяснить полученные результаты можно следующим образом: при сварке алюминиевых конструкций и использовании алюминиевой проволоки для обеспечения формирования плотного малоокисленного сварного соединения перенос должен вестись каплями достаточно однородного размера, причем размер этих капель должен не быть минимальным, а перенос, соответственно, не должен быть струйным. В противном случае, при использовании инверторных источников питания, когда из-за работы источника питания на большой частоте происходит процесс дробления капель, происходит их интенсивное окисление, ввиду резкого увеличения удельной поверхности капель. Сварное соединение формируется из капель минимального размера, которые достаточно окислены, поэтому механические свойства соединения невелики, но внешний вид и пластичность соединения находятся на высоком уровне. Для формирования высококачественного сварного соединения просто не хватает степени газовой защиты, а сварка со специальными дополнительными газовыми поддувами или камерами с контролируемой атмосферой экономически не оправдана.
Косвенно полученный вывод подтверждает результат по использованию другого импульсно-дугового источника, но работающего на промышленной частоте – ВДГИ-302. В этом случае, уменьшение частоты следования импульсов со 100 до 50Гц, т. е. не стремление к струйному переносу, а стремление фиксировать размер капель электродного металла на уровне 0,8-1 мм, позволило получить самые высокие результаты.
В таблице 3.2 приведены экспериментальные характеристики сварочного процесса при механизированной сварке плавящимся электродом (dэ=1.2 мм) в среде аргона сплава АМг5. Таблица 3.2 Экспериментальные характеристики сварочного процесса при механизированной сварке плавящимся электродом (dэ=1.2 мм) в среде аргона сплава АМг5
ТЕХНИКА БЕЗОПАСНОСТИ И ПОЖАРНЫЕ МЕРОПРИЯТИЯ ПРИ ВЫПОЛНЕНИИ СВАРОЧНЫХ РАБОТ
Леса, подмостки и трапы на судне должны быть надежными, изготовленными по утвержденным чертежам и принятыми представителями отдела техники безопасности. Леса должны иметь бортовые доски высотой 150 мм, чтобы исключить падение вниз инструментов или других предметов. На лесах обязательно устанавливают 2-3 яруса лееров. Трапы или сходни должны быть прочно закреплены и иметь перила по обеим сторонам. Не допускается перегрузка лесов сверх нормы. Необходимо следить, чтобы по одной вертикали на лесах и площадках не работало несколько человек.
Запрещается работать на мокрых, скользких и обледенелых палубах судна и настилах лесов. Лед надо сколоть, а мокрые места посыпать песком, опилками и т.п.
Все рабочие места в цехе и на судне должны быть оборудованы средствами тушения пожаров. В жаркое время года деревянные настилы лесов периодически поливают водой. Все горючие и быстровоспламеняющиеся материалы хранят в специальных помещениях и специальной таре. При использовании огнеопасных материалов нужно строго придерживаться инструкций.
В случае возникновения пожара в цехе или на судне необходимо срочно вызвать пожарную команду завода, а до ее прибытия принять меры по тушению пожара (воспользоваться огнетушителем, песком и водой) и меры по обеспечению безопасности людей и спасению имущества от огня.
Следует помнить, что масло, нефть можно тушить пенными огнетушителями или песком. Горячую электропроводку и электрические машины, находящиеся под напряжением, нельзя тушить водой и пенными огнетушителями, так как это может привести к поражению людей электрическим током. В таких случаях нужно немедленно обесточить проводку и машины и только после этого приступить к тушению огня. При возникновении пожара очень важно сохранить спокойствие, дисциплину и беспрекословно выполнять распоряжения руководителя, ответственного за тушение пожара.
Ответственность за организацию и состояние техники безопасности на предприятиях несет администрация этих предприятий, в составе которой имеются специальные отделы по технике безопасности, или инженеры по технике безопасности.
Все рабочие, перед допуском к работе, должны быть проинструктированы по безопасному ведению работ и в случае необходимости сдать соответствующее испытание по правилам техники безопасности.
Вредное влияние излучения электрической дуги, невидимые ультрафиолетовые лучи, используемые сварочной дугой, вредно действует на сетчатку и роговую оболочку глаз. Если смотреть не защищенными глазами на свет дуги в течение 5-10 минут, то спустя 1-2 часа после этого, появляется боль в глазах, спазмы век, слезотечение, светобоязнь и воспаление глаз. В этом случае нужно обратиться к врачу.
Для защиты зрения служат щитки и маски с защитными стеклами. Стекла совершенно не пропускают ультрафиолетовых лучей, а инфракрасные лучи пропускают лишь в пределах от 0,1 до 3% от общего количества.
Для предохранения от действия лучей сварочной дуги, людей, работающих по соседству с местами сварки, ограждают светонепроникающими щитами, ширмами или кабинами из фанеры и брезентом высотой 1,8 м. Для улучшения вентиляции внутри кабины, стенки не доводят до пола на 25-30 см. чтобы уменьшить разность в яркости света, стенки кабин окрашивают в матовые светлые тона (серый, голубой, желтый) и увеличивают искусственную освещенность рабочего места.
Поражение электрическим током. Предельное напряжение холостого хода при сварке не должно превышать, как правило, 70 В. Особенно опасно поражение током при сварке внутри резервуаров, где сварщик соприкасается с металлическими поверхностями, находящимися под напряжением по отношению к электродержателю.
Список используемой литературы.
1.Anders Norlin. A century of aluminium – a product of the future // A welding review published by Esab. Focus Aluminium, 2000. №2. с. 31-33.
2.Акулов А.И., Бельчук Г.А., Демянцевич В.П. Технология и оборудование сварки плавлением. .: Машиностроение, 1977.
3. Аргоно-дуговая сварка алюминиевых сплавов для строительных конструкций, технологические рекомендации. М.: Госстройиздат, 1963.
4. Каталог ESAB, 1998.
5. Гуревич С.М. Справочник по сварке цветных металлов. Киев: Наукова думка, 1981.
6. Малаховский В… Плазменная сварка. М.: Высш.шк., 1987.
7. Руссо В.Л. Сварка алюминиевых сплавов в среде инертных газов. Л.: Судпромгиз 1962.
8.Рабкин Д.М., Игнатьев В.Г., Довбищенко И.В. Дуговая сварка алюминия и его сплавов. М.: Машиностроение, 1982.
9. Рабкин Д.М., Игнатьев В.Г., Довбищенко И.В. Сварка алюминия и его сплавов: курс лекций для специалистов-сварщиков. Киев: Наукова думка, 1983.
10.Klas Weman. Equipment for aluminiu welding //A welding review published by Esab. Focus Aluminium, 2000. №2. с. 11-13.
www.ronl.ru
Сварочная проволока. При дуговой сварке большинства соединений требуется проволока, металл которой заполняет зазоры, а также обеспечивает формирование шва в соответствии с размерами, установленными ГОСТ 14806-80. Кроме того, проволока позволяет изменять состав шва, что особенно важно при сварке различных алюминиевых сплавов. Требуемый для легирования состав проволоки выбирают с учетом химического состава свариваемых кромок и доли участия проволоки в образовании шва. Для дуговой сварки в инертных газах содержание каждого элемента в проволоке можно рассчитать из уравнения [8] <img width=«200» height=«62» src=«ref-1_497570795-2308.coolpic» v:shapes="_x0000_i1034">
где СП – расчетное содержание элемента в проволоке; С0 – содержание элемента в свариваемом металле; СШ – содержание элемента в металле шва; kY – суммарный коэффициент усвоения элемента металлом шва при сварке; .П – доля проволоки в металле шва.
Доля проволоки в металле шва зависит от типа соединения, толщины свариваемых кромок, формы и размеров шва, зазоров.
Под действием высоких температур часть легирующих элементов улетучивается с поверхности расплавленного металла сварочной ванны и электродной проволоки. Эти потери учитывает суммарный коэффициент усвоения элемента металлом шва, который учитывает, какое количество данного элемента перешло в шов. Величина потерь зависит от способа и режима сварки, физико-химических свойств элемента и его содержания в проволоке. Обычно коэффициент усвоения kY определяют экспериментальным путем, сравнивая фактическое содержание элемента в шва с расчетным.
Определенный по уравнению состав проволоки чаще всего не совпадает с составом проволок, выпускаемых промышленностью. В связи с этим для сварки подбирают ту марку проволоки, у которой состав наиболее соответствует расчетному.
С введением легирующих элементов прочность металла шва повышается, а пластичность и коррозионная стойкость снижаются. Для большинства алюминиевых сплавов суммарное содержание в шве или зоне сплавления 5-8% легирующих элементов достаточно, чтобы по границам зерен образовался сплошной ободок из вторичных фаз. При такой структуре дальнейшее легирование не только не увеличивает, а даже несколько снижает прочность в результате концентрации напряжений по малопластичным вторичным фазам. Таким образом, для получения пластичных коррозионно-стойких соединений алюминиевые сплавы целесообразно сваривать менее легированными проволоками. Когда требуются сварные соединения повышенной прочности, наоборот, применяют более легированные проволоки с суммарным содержанием легирующих элементов не выше 6 –7%.
Наличие максимума трещинообразования при сварке алюминиевых сплавов в каждой системе легирования определяет выбор проволоки, способной обеспечить соединениям повышенную стойкость против трещин. Чтобы повысить стойкость соединений против образования горячих трещин, при сварке сплавов менее легированных, чем сплав с максимальным показателем трещинообразования, применяют проволоку с пониженным содержанием легирующих элементов, тогда как более легированные сплавы сваривают проволоками с более высоким содержанием легирующих элементов.
В зависимости от предъявляемых к соединениям требований, для сварки каждого из алюминиевых сплавов обычно применяют несколько марок проволок. Наиболее простым подходом является применение универсальной проволоки, которая обеспечивает сварным соединениям достаточно высокие значения всех основных характеристик: стойкость против горячих трещин, прочность, пластичность и коррозионную стойкость. Остальные рекомендованные проволоки обеспечивают соединениям повышенные значения одной из названных характеристик при удовлетворительных значениях всех остальных (табл. 1.2.).
Таблица 1.2.
Рекомендуемые марки проволок для сварки распространенных алюминиевых сплавов.
Свариваемый Металл
Универсальная проволока, обеспечивающая удовлетворит. характеристики соединения
Проволока, обеспечивающая удовлетворительные характеристики соединения и повышенные показатели
Стойкость против горячих трещин
Временное сопротивление разрыву
Относительное удлинение
Коррозион. стойкость
А99, А97, А95
А99
А99
СвА85Т
А99
А99
АД0, АД1
СвА5
СвА5
СвА5
СвА97
СвА97
Амц
СвАМц
СвАМц
СвАМц
СвАМц
СвАМц
АМг3
СвАМг3
СвАМг5
СвАМг5
АВч
АВч
АМг5
СвАМг5
СвАМг63
СвАМг6
СвАМг5
Св1557
АМг6
СвАМг6
СвАМг63
СвАМг61
СвАМг63
Св1557
АВ, АД31, АД33
СвАК5
СвАК5
Св1557
Св1557
АВч
1915
Св1557
СвАМг5
СвАМг6
СвАМг5
Св1557
Прим. Проволоку с обозначением «Св» поставляют по ГОСТ 7871-75, остальную по ТУ
Проволока может применяться в двух назначениях:
как электродная проволока при полуавтоматической или автоматической сварке в защитных газах (в шведском стандарте называется «Autrod»)
как присадочный материал при аргонодуговой сварке неплавящимся электродом (в шведском стандарте называется «Tigrod»)
Применяют также импортную сварочную проволоку фирмы «ESAB» (Швеция), (табл.1.3).
Таблица 1.3
Рекомендуемые марки проволок фирмы «ESAB» для сварки распространенных алюминиевых сплавов [4].
Свариваемый металл
Марка проволоки
Чистый алюминий А995
OK Autrod 18.01 (состав проволоки Al99,5)
Чистый алюминий A995
OK Autrod 18.11 (состав проволоки Al99,5Ti)
Силумин, с содержанием Si до 7%
OK Autrod 18.04 (состав проволоки AlSi5)
Сплав АМг3 (до 3%Mg)
OK Autrod 18.13 (состав проволоки AlMg3)
Сплав АМг5 (до 5%Mg)
OK Autrod 18.15 (состав проволоки AlMg5)
Сплавы АМг4, АМг5
OK Autrod 18.16 (состав проволоки AlMg4,5Mn)
2. Обзор наиболее распространенных способов сварки алюминия и его сплавов .
Для алюминия и его сплавов применяют практически все промышленные способы сварки плавлением. К основным методам сварки относятся: ручная дуговая сварка покрытыми электродами (ММА), аргонодуговая сварка неплавящимся вольфрамовым электродом с подачей присадочной проволоки (ТIG), плазменная сварка, полуавтоматическая сварка в защитном газе – бывает как минимум четырех разновидностей (импульсная полуавтоматическая сварка, традиционная полуавтоматическая сварка, полуавтоматическая сварка с управляемым массопереносом на инверторном источнике питания, полуавтоматическая сварка на источниках питания типа ВД-306ДК с комбинированной вольтамперной характеристикой). Другие виды сварки алюминия и его сплавов, такие как автоматическая сварка под слоем флюса и газовая сварка применяются значительно реже и рассматриваться не будут. Каждый способ сварки имеет свои особенности, которые необходимо учитывать для наиболее эффективного их использования при изготовлении изделий различного назначения.
2.1. Ручная дуговая сварка покрытыми электродами алюминия и его сплавов .
Ручную дуговую сварку покрытыми электродами применяют при изготовлении конструкций из технического алюминия, сплавов АМц и АМг, содержащих до 5 % магния, а также силумина. Толщина свариваемого металла лимитируется диаметром электрода. Минимальный диаметр электрода обычно составляет 4 мм, что вызвано трудностями сварки электродами малого сечения вследствие высокой скорости их плавления. Алюминиевый электрод расплавляется в 2-3 раза быстрее стального. В связи с этим толщина свариваемого металла должна быть свыше 4 мм.
Наиболее приемлемым типом сварного соединения для алюминия является стыковое. Соединений внахлестку и тавровых избегают, так как возможно затекание шлака в зазоры, из которых его трудно удалить при промывке после сварки. Наличие шлака в зазоре может вызвать коррозию металла. Поэтому, этот метод сварки алюминия наиболее редко применяется в промышленности. Отличие от ручной дуговой сварки стальных металлоконструкций заключается в том, что алюминий имеет значительно более высокую теплопроводность, чем сталь (см. п.1). Это приводит к тому, что шлак при ручной дуговой сварке не успевает, в ряде случаев, удаляться из расплавленного металла сварного соединения ввиду малого времени нахождения сварочной ванны в расплавленном состоянии и остается в соединении в виде дефектов.
Защитные (инертные) газы. Для защиты расплавленного металла сварочной ванны и проволоки при сварке алюминия и его сплавов применяются инертные газы и их смеси: аргон высшего или первого сорта по ГОСТ 10157 –79 и гелий особой или высокой чистоты по ГОСТ20461-75. Инертные газы аргон и гелий поставляются в баллонах.
Вольфрамовые электроды. Вольфрам – самый тугоплавкий из известных металлов (по температуре плавления он уступает только углероду). Температура плавления вольфрама равна 36000С, удельный вес 19,3 г/см3, он обладает весьма малой летучестью при высоких температурах и имеет низкий коэффициент теплопроводности. Вольфрамовые электроды изготавливаются по ГОСТ 23949-80. Они различаются по легированию, которое уменьшает работу выхода электронов и соответственно срок службы электродов. Электроды бывают чистые (ЭВЧ), лантанированные(ЭВЛ), иттрированные (ЭВИ), торированные (ЭВТ). Характеристики наиболее распространенных электродов в табл. 1.5.
Таблица 1.5
Характеристики наиболее распространенных электродов [8]
Марка электрода
Содержание примесей, мас. %
Диаметр прутка или проволоки, мм
ЭВЧ
0,5;
1,0; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0;10,0
ЭВЛ
(1,1-1,4) окиси лантана (LaO)
1,0; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0;10,0
ЭВИ-1
(1,5-2,3) окиси иттрия (Y2O3)
2,0; 3,0; 4,0; 5,0; 6,0; 8,0;10,0
ЭВИ-2
(2,0-3,0) окиси иттрия (Y2O3)
2,0; 3,0; 4,0; 5,0; 6,0; 8,0;10,0
ЭВИ-3
(2,5-3,5) окиси иттрия (Y2O3)
2,0; 3,0; 4,0; 5,0; 6,0; 8,0;10,0
ЭВТ-15
(1,5-2,0) двуокиси тория(ThO2)
2,0; 3,0; 4,0; 5,0; 6,0; 8,0;10,0
Электроды, применяемые при аргонодуговой сварке необходимо затачивать. Это повышает стабильность работы аргонодуговой установки и качество сварного соединения.
Покрытые электроды. Для сварки алюминия и его сплавов применяют следующие наиболее распространенные марки покрытых электродов, производства России и других стран [4,5]:
Электрод Свариваемый сплав
ОЗА 1 Технический алюминий
ОК 96.10 («ESAB») Технический алюминий
ОЗА2 Литой сплав типа АЛ-4
ОК 95.50 («ESAB») Литой сплав типа АЛ-4
МВТУ Сплавы типа АМц
АФ1 Сплавы типа АМг, АМц
ОК 96.20 («ESAB») Сплавы типа АМг, АМц
А1Ф Сплавы типа АМц, силумин
Состав электродных покрытий для сварки алюминия и его сплавов для некоторых из перечисленных марок электродов приведен в табл. 1.6.
Таблица 1.6
Состав некоторых электродных покрытий для сварки алюминия и его сплавов, мас. % [5]
Компонент
Марки покрытия
ОЗА1
ОЗА 2
МВТУ
АФ1
А1Ф
Хлористый натрий
18,2
30
18,0
Хлористый калий
32,5
50
20,0
32,0
Хлористый литий
9,1
24,0
9,0
Фтористый калий
39,0
Криолит
35,0 20
35,0 33,0
Фтористый натрий
5,2
17,0
5,0
Ферросилиций
3,0
Флюс АФ-4А
65,0
С течением времени при хранении электроды увлажняются, поэтому перед сваркой их необходимо подсушить при температуре 150 – 200 0С.
Сварочные флюсы. Для полуавтоматической сварки под слоем флюса применяют флюсы АН-А1, АН-А4, 48-АФ-1, МАТИ-1а, МАТИ-10.Состав флюсов в табл. 1.7.
Таблица 1.7
Состав флюсов для сварки алюминия и его сплавов, мас.% [5]
Компонент
Марка флюса
АН-А1
АН-А4
48-АФ-1
МАТИ-1а
МАТИ-10
Хлористый натрий 20,0
Хлористый калий
50,0
57,0
47,0
47,0
30,0
Хлористый литий
8,0
Фтористый барий
28,0 47,0
68,0
Фтористый натрий
42,0
Фтористый калий
2,0
Фтористый литий
7,5
Фтористый алюминий
7,5
2,0
Криолит
30
3,0
Фторцирконат калия
2,0
Окись хрома
2,0
Флюс должен храниться в герметически закрываемой таре, а перед употреблением просушиваться при температуре 200 – 250 0С в течении 2 часов.
Наиболее приемлемым типом сварного соединения для алюминия является стыковое. Соединений внахлестку и тавровых избегают, так как возможно затекание шлака в зазоры, из которых его трудно удалить при промывке после сварки. Наличие шлака в зазоре может вызвать коррозию металла. Поэтому, этот метод сварки алюминия наиболее редко применяется в промышленности. Отличие от ручной дуговой сварки стальных металлоконструкций заключается в том, что алюминий имеет значительно более высокую теплопроводность, чем сталь (см. п.1). Это приводит к тому, что шлак при ручной дуговой сварке не успевает, в ряде случаев, удаляться из расплавленного металла сварного соединения ввиду малого времени нахождения сварочной ванны в расплавленном состоянии
и остается в соединении в виде дефектов.
2.2. Аргонодуговая сварка неплавящимся вольфрамовым электродом с подачей присадочной проволоки (ТIG).
Аргонодуговая сварка неплавящимся вольфрамовым электродом с подачей присадочной проволоки (ТИГ) наиболее распространенный способ сварки, применяющийся для изготовления сварных конструкций из алюминиевых сплавов ответственного назначения. Основным преимуществом процесса дуговой сварки вольфрамовым электродом в среде защитного газа является отсутствие шлаковых включений, возможность работы на малых токах дуги (от 5А), возможность сварки тонких листов, включая фольгу, высокая устойчивость горения дуги во всем диапазоне токов, технологичность процесса. Благодаря этому процесс широко используется при сварке алюминия и его сплавов. 2.2.1. Сварка вольфрамовым электродом переменным
симметричным током.
Питание дуги осуществляется переменным током от источников с падающими внешними характеристиками. Существует справедливое мнение, что аргонодуговую сварку необходимо производить на штыковых или крутопадающих внешних вольт-амперных характеристиках. Это обусловлено тем, что в указанном случае минимален пусковой бросок тока, что резко улучшает свойства сварного соединения. Переменный ток дуги при сварке алюминия обеспечивает разрушение окисной пленки. Для повышения стабильности горения электрической дуги и эффективного разрушения окисной пленки, кроме падающей внешней характеристики источника и постоянной работы осциллятора используют дополнительную индуктивность (дроссель) в цепи дуги (обеспечивает дополнительную ЭДС самоиндукции и не позволяет погаснуть электрической дуге). Осцилляторы выполняют две функции – бесконтактное зажигание электрической дуги и стабилизацию сварочного тока в момент прохождения через ноль специальными стабилизаторами, синхронизированными со сварочным током и включенными, как правило, параллельно электрической дуге. Последние устройства обычно совмещают с осцилляторами. Электрическая дуга горит между изделием и неплавящимся вольфрамовым электродом. Для повышения стабильности горения электрической дуги рекомендуется тщательно затачивать конец вольфрамового электрода. Симметричность тока обеспечивает равную проплавляющую и очищающую способность электрической дуги. Это самый простой и распространенный способ аргонодуговой сварки. 2.2.2. Сварка вольфрамовым электродом переменным
асимметричным током.
По сравнению с аргонодуговой сваркой неплавящимся электродом симметричным током, сварка асимметричным током алюминиевых сплавов расширяет технологические возможности за счет регулирования параметров тока прямой и обратной полярности. Как правило, регулировка асимметричности осуществляется в пределах 30% от амплитудного значения параметра. Преобладание составляющей тока прямой полярности приводит к увеличению глубины проплавления и скорости сварки, а также к повышению стойкости вольфрамового электрода. Преобладание тока обратной полярности улучшает очистку свариваемого металла от окисной пленки и улучшает качество формирования шва. Выбор правильного режима сварки в этом случае является задачей технолога. Для аргонодуговой сварки алюминиевых сплавов неплавящимся вольфрамовым электродом переменным асимметричным током используются установки УДГУ-351АС/DC и УДГУ-501AC/DC. 2.2.3. Импульсная сварка вольфрамовым электродом.
В ряде случаев целесообразно использовать сварку вольфрамовым электродом импульсной дугой. Подача импульсов осуществляется, как правило, с частотой до 50 или свыше 100Гц и эти импульсы накладываются на базовое напряжение на дуге. Импульсы имеют остроугольную или прямоугольную форму и служат для улучшения формирования сварного шва (при частоте следования 1-50 Гц) и для улучшения удаления окисной пленки (при частоте следования более 100 Гц). Наиболее часто такие импульсы применяются при сварке тонколистового металла. Для сварки в импульсном режиме выпускаются приставки к установкам УДГУ-351АС/DC и УДГУ-501AC/DC (типа ППС-01 -пульт пульсирующей сварки). Пульт пульсирующей сварки ППС-01 позволяет регулировать максимальное и минимальное значения импульсов тока, а также их продолжительность. В стандартном исполнении он позволяет регулировать частоту следования импульсов до 10 Гц, по спецзаказу- до 30Гц. Это обеспечивает снижение вероятности прожогов свариваемого металла и улучшает формирование сварного соединения. 2.3. Плазменная сварка.
Плазменная сварка является дальнейшим развитием и усовершенствованием аргонодуговой сварки вольфрамовым неплавящимся электродом. Плазменная сварка – это сварка плавлением, при которой нагрев производится сжатой дугой. Сжатая дуга – это дуга, столб которой сжат с помощью сопла плазменной горелки, потока газа или внешнего электромагнитного поля. Промышленное развитие получили сварочные плазменные горелки, где стабилизация и сжатие дуги осуществляется с помощью сопла плазменной горелки и потока плазмообразующего газа. При свободном горении дуги температура столба достигает 5000-6000К и столб дуги имеет форму усеченного конуса (рис.2.2, а). При ограничении возможности свободного расширения дуги температура ее возрастает. Кроме того, при сжатии столб дуги принимает практически цилиндрическую форму (рис.2.2, б), стабилизируется анодное пятно на изделии, тепловой поток становится более сосредоточенным, глубина проплавления возрастает, снижается нагрев основного металла, прилегающего к шву.
<img width=«511» height=«224» src=«ref-1_497573103-17865.coolpic» v:shapes="_x0000_i1035">
Рис.2.2. Схемы сопловых частей аргонодуговой (а) и плазменной (б) горелок
Сжимающее дугу сопло, через которое проходит плазма, имеет два важных размера – диаметр выходного отверстия dc и длину lc. Расстояние, на котором установлен электрод от выходного отверстия сопла, называется углублением электрода ly, а расстояние между внешней поверхностью (торцом) сопла и свариваемым изделием – рабочим расстоянием Н. Рекомендуется длину цилиндрической части сопла lc выполнять в диапазоне 0.5-2 dc . Соотношение lc/ dc носить название калибра и является важной характеристикой сварочной плазменной горелки, так как определяет давление сжатой дуги на сварочную ванну и возможность возникновения аварийного режима работы горелки – двойного дугообразования (дуга горит между электродом и соплом, соплом и изделием). Чем меньше длина цилиндрической части сопла, тем меньше вероятность возникновения этого аварийного режима.
По сравнению с аргонодуговой сваркой неплавящимся вольфрамовым электродом плазменная сварка имеет следующие преимущества:
• Меньшее влияние возможного изменения расстояния от торца сопла до изделия на геометрические размеры зоны проплавления;
• Меньшее влияние изменения тока на форму дуги, а, следовательно, и на стабильность проплавления металла;
• Высокая надежность зажигания дуги благодаря дежурной дуге;
• Отсутствие включений вольфрама в сварном соединении;
• Повышенная скорость сварки;
• Меньшее тепловложение и, следовательно, коробление изделий.
Если принять одинаковую скорость сварки, то при плазменной сварке необходим ток в два раза меньший по сравнению с аргонодуговой сваркой, сварные швы более узкие и с уменьшенной зоной термического влияния, благодаря чему уменьшается деформация конструкций. Недостатком плазменной сварки является то, что применяются водоохлаждаемые плазменные горелки и значительно усложняется и удорожается оборудование.
Плазменная сварка алюминия и его сплавов в связи с необходимостью разрушения и удаления окисной пленки выполняется сжатой дугой постоянного тока обратной полярности. Электрод в такой горелке служит анодом. В табл. 2.4 приведены рекомендуемые значения допустимого сварочного тока прямой и обратной полярности для вольфрамовых электродов различных марок и диаметров.
Таблица 2.4.
Допустимые значения постоянного тока прямой и обратной полярности для электродов различных марок [8]
Диаметр электрода, мм
Максимальный сварочный ток (А) для вольфрамовых электродов при полярности
ЭВЧ
ЭВЛ
ЭВТ-15
ЭВИ-3
прямой
обратной
прямой
обратной
прямой
обратной
прямой
обратной
2,0
50-90
20-25
110-150 30-
35
140-180
35-40
160-200
40-50
3,0
160-200
30-35
240-280
40-45
300-340
45-50
320-360
50-70
4,0
320-370
40-50
470-520
50-60
530-580
60-70
600-660
70-80
5,0
570-600
50-70
680-740
60-80
770-830
70-90
860-920
80-110
6,0
70-90
80-110
90-120
100-130
8,0
110-140
120-160
140-180
160-200
10,0
160-210
170-220
200-250
220-270
Как следует из табл. 2.4, при переходе на обратную полярность происходит многократное снижение допустимого тока. Поэтому, наиболее разумным решением является использование медных сферических водоохлаждаемых анодов. Это обеспечивает возможность изменения сварочного тока в широких пределах (до 300А) при сохранении высокой (более 10 часов) продолжительности работы. Работы в этом направлении, как отмечалось выше, проводит ЗАО НПФ «ИТС» и ВАТТ МО РФ, г. С-Петербург.
Процесс возбуждения дуги в установках обычно происходит следующим образом:
• С помощью высокочастотного высоковольтного напряжения осциллятора в промежутке электрод – сопло возбуждается искровой разряд, который затем переходит в дуговой (под воздействием электрического поля источника питания), т.е. возбуждается так называемая дежурная дуга постоянного тока, горящая между электродом и соплом.
• Потоком плазмообразующего газа катодное пятно дежурной дуги перемещается с внутренней конической поверхности сопла на его цилиндрическую поверхность, одновременно с этим дежурная дуга растягивается и плазменная струя длиной 20-40 мм истекает из сопла.
• При касании факела дежурной дуги изделия замыкается цепь электрод – изделие и возникает основная дуга, ток дежурной дуги снижается до нуля.
Для плазменной сварки алюминия применяют установки типа УПС-301 (токи до 300А) и УПС-501 (токи до 500А). В последнее время наиболее часто применяют источник питания ВД-306ДК или ВД-506ДК и приставку БУСП-ТИГ для аргонодуговой сварки, которая служит для подключения плазменной горелки, регулировки тока дежурной дуги, базового тока, скорости нарастания-снижения базового тока, времени продувки до и после сварки и времени горения дежурной дуги после выключения основной сварочной дуги.
В качестве плазменной горелки часто применяли плазмотрон типа ПС-3, конструкция которого допускает использование медного или вольфрамового электродов. Плазмотрон разработан СПбГТУ, выпускался заводом «Электрик». В настоящее время наибольший интерес вызывает псевдоплазменная горелка с медным анодом разработки ЗАО НПФ «ИТС» и ВАТТ. Существует соглашение, что после промышленных испытаний промышленное производство этой горелки будет осуществлять немецкая фирма «Abicor Binzel»
Рекомендуемые режимы плазменной сварки сплава АМг6 приведены в табл.2.5.
Таблица 2.5.
Ориентировочные режимы плазменной сварки стыковых соединений из сплава АМг6 толщиной 3,2 мм. [5]
Род тока
IСВ, А UД, В
VСВ, м/ч
dПР, мм
q/v.103, Дж/м
Постоянный (обратная полярность)
87
33
23
1,8
225
Переменный
220 21
20
2,0
415
Механические свойства сварных соединений из сплава АМг6 толщиной 3,2 мм, выполненных на постоянном токе обратной полярности следующие: предел прочности .В = 32,3 – 33,4 кгс/мм2 (316,9 – 327,7 МПа), угол загиба . = 78 – 81 град. [5]
2.4. Механизированная аргонодуговая сварка плавящимся электродом.
2.4.1. Механизированная сварка плавящимся электродом непрерывным током
Механизированную сварку плавящимся электродом применяют для получения стыковых, тавровых, нахлесточных и других соединений алюминия и его сплавов толщиной 4-6 мм и более. Этот способ является самым производительным среди ручных видов сварки. За границей наиболее распространенный среди видов сварки алюминия.
Отличием механизированной сварки алюминия от традиционной механизированной сварки сталей является: использование аргона в качестве защитного газа, тефлоновых подающих каналов вместо стальных, специальной формы роликов в подающем механизме, специальных мундштуков на горелках. В СССР ввиду отсутствия дешевых тефлоновых каналов этот метод сварки был незаслуженно не востребован.
Электрическая дуга при этом способе сварки горит между изделием и плавящимся электродом (проволокой), который подается в зону дуги обычно с постоянной скоростью.
Надежное разрушение пленки окислов при механизированной сварке плавящимся электродом достигается лишь при питании дуги постоянным током обратной полярности. Механизм удаления окисной пленки в этом случае заключается в разрушении и распылении ее тяжелыми положительными ионами, бомбардирующими катод (эффект катодного распыления).
Недостатком способа сварки алюминия плавящимся электродом является некоторое снижение по сравнению со сваркой неплавящимся электродом показателей механических свойств. В частности, уменьшение прочности шва об
ясняется тем, что электродный металл, проходя через дуговой промежуток, перегревается в большей степени, чем присадочная проволока при сварке неплавящимся электродом. Также происходит худшее удаление окисной пленки, т.к. при аргонодуговой механизированной сварке непрерывным током сварочный процесс сопровождается короткими замыканиями, в момент которых катодное распыление отсутствует.
Для устранения этих недостатка в сварочной установке ВД-306ДК применены принципиально новые технические решения: низковольтная постоянная подпитка сварочной дуги напряжением 10-11В, которая накладывается на общую картину сварочного напряжения.
Для сварки, как правило, применяют проволоку диаметром 1.2-1.6 мм, так как из-за недостаточной жесткости сварка алюминиевой проволокой меньшего диаметра затруднена. Применение проволоки большего диаметра принципиально возможно, однако сварные соединения в этом случае получаются крупночешуйчатые, что ухудшает их внешний вид и механические свойства.
Установки для механизированной сварки состоят из выпрямителя (ВД-306ДК и т.д.), механизма подачи (ПДГО-508, ПДГО-510 и т.д.) со специальными роликами.
Конструкция механизма подачи должна обеспечивать надежное и стабильное поступление мягкой алюминиевой проволоки. Обычно в таких механизмах предусматривают две пары специальных ведущих и прижимных роликов, что уменьшает возможность проскальзывания проволоки и ее сминания.
Наиболее применимы сварочные горелки немецкой фирмы «Abicor Binzel» с тефлоновым подающим каналом. Следует отметить, что в виду использования аргона, как защитного газа, чаще всего применяют водоохлаждаемые модели горелок. Сопло горелки должно обеспечивать надежную защиту инертным газом жидкой сварочной ванны. Диаметр сопла горелки для механизированной сварки алюминия обычно 18-22 мм.
Ориентировочные режимы механизированной аргонодуговой сварки алюминия плавящимся электродом приведены в табл. 2.6.
Таблица 2.6.
Ориентировочные режимы механизированной аргонодуговой сварки алюминия и его сплавов плавящимся электродом. [5]
Тип соединения
b, мм
dЭЛ.ПР., мм
IСВ, А
UД, В
VCВ, м/ч
Расход аргона, л/мин
Число проходов
Встык, без разделки кромок
4-6 8-10 12
1,5-2,0 1,5-2,0 2,0
140-240 220-300 280-300
19-22 22-25 23-25
20-30 15-25 15-18
6-10 8-10 10-12
2 2 2
Встык, с Vобразной разделкой кромок на подкладке
5-8 10-12
1,5-2,0 2,0
220-280 260-280
21-24 21-25
20-25 15-20
8-10 8-12
2-3 3-4
Встык, с Х образной разделкой кромок
12-16 20-25 30-60
2,0 2,0 2,0
280-360 330-360 330-360
24-28 26-28 26-28
20-25 18-20 18-20
10-12 12-15 12-15
2-4 4-8 10-40
Тавровое, угловое и нахлесточное
4-6 8-16 20-30
1,5-2,0 2,0 2,0
200-260 270-330 330-360
18-22 24-26 26-28
20-30 20-25 20-25
6-10 8-12 12-15
1 2-6 10-40
Особый интерес при механизированной сварке алюминия вызывает использование источника питания ВД-306ДК с механизмом подачи ПДГО-508(510) (полуавтоматический модуль мультисистемы «Сорока»). Использование этого источника вызывает большой промышленный интерес в виду того, что в нем применены принципиально новые технические решения: низковольтная постоянная подпитка сварочной дуги напряжением 10-11В. Особенностью низковольтной подпитки напряжения на сварочной дуге является наложение постоянно действующего отрицательного потенциала. Это обеспечивает непрерывное горение электрической дуги, улучшает удаление окисной пленки, обеспечивает более мягкий переход капель электродного металла в сварочную ванну, уменьшает разбрызгивание и улучшает стабильность горения электрической дуги и качество формирования сварного соединения. Высоковольтная подпитка служит для облегчения зажигания дуги. Таким образом, в указанной схеме стало возможным производить регулирование продолжительности коротких замыканий и их частоты, возможность регулирования тока короткого замыкания. Установка имеет также возможность регулировки угла наклона вольтамперных характеристик и возможность производить сварку на значительном удалении от источника питания (до 20м). Последнее обеспечивается за счет применения обратных связей по току и напряжению на дуге. Для реализации последнего необходимо применять подающий механизм ПДГО-510Т и выпрямитель ВД-306ДК. Следует напомнить, что этот источник обеспечивает высококачественную сварку алюминия и его сплавов в режиме ручной дуговой сварки. Кроме того, его использование позволяет решить проблемы комплектации сварочной техникой цехов, когда все виды сварки (ММА, МИГ, ТИГ) можно производить на базе одного выпрямителя, комплектуя его различными приставками (БУСП-ТИГ, ПДГО) для реализации различных технологических процессов.
Механические свойства сварных соединений из сплава АМг6 толщиной 10 мм, выполненных механизированной сваркой на традиционных источниках питания (типа ВДУ-506) следующие [7]: .В = 30,6 кг/мм2, угол загиба . = 133 град.
2.4.2. Механизированная импульсно-дуговая сварка плавящимся электродом.
Повысить качество металла шва алюминиевых сплавов удается применением техники управляемого переноса металла при импульсно-дуговой сварке.
Импульсно-дуговая сварка плавящимся электродом отличается от обычной тем, что на постоянный ток обратной полярности, получаемый от основного источника питания, накладываются кратковременные импульсы тока с определенной частотой (как правило, 50 или 100Гц). Импульсы генерируются импульсным устройством для получения мелкокапельного направленного переноса электродного металла через дугу при более низких значениях сварочного тока, чем это имеет место при естественном мелкокапельном переносе. Величину и длительность импульсов сварочного тока выбирают такими, чтобы можно было обеспечить управляемый перенос металла с торца электрода небольшими каплями в широком диапазоне токов. Как правило, в паузах между импульсами значение тока небольшое, но достаточное для поддержания горения сварочной дуги, при котором ввод теплоты в изделие уменьшается и отсутствует перенос металла.
Импульсно-дуговая сварка обеспечивает повышение механических свойств наплавленного металла и сварных соединений в целом, улучшает стабильность процесса, позволяет выполнять сварку в различных пространственных положениях с улучшенным формированием швов, существенно стабилизировать провар корня шва.
Для механизированной импульсно-дуговой сварки плавящимся электродом используют источник питания ВДГИ-302, который комплектуется подающим механизмом ПДИ-304.
Ориентировочные режимы механизированной импульсно-дуговой сварки алюминия и его сплавов плавящимся электродом в аргоне приведены в табл. 2.7.
Таблица 2.7.
Ориентировочные режимы механизированной импульсно-дуговой сварки алюминия и его сплавов плавящимся электродом в аргоне. [5]
b, мм
dЭЛ.ПР., мм
Частота импульсов, 1/с
, А
UД, В
, м/ч
Расход аргона, л/мин
Число проходов
4
1,4-1,6
50
130-150 17-
19 20-
25
10-12
1
5
1,4-1,6
50
140-170 17-
19 20-
25
10-13
1
6
1,4-1,6
100
160-180 18-
21 20-
25
12-14
1
8
2,0
100 160-
190 22-24
25-
30 12-
14 2
10
2,0
100 220-
280 24-
26 25-
30 14-
16
2 продолжение --PAGE_BREAK--
www.ronl.ru
Введение
1. Особенности сварки алюминия и его сплавов, применяемые материалы
1.1 . Удаление окисной пленки с поверхности свариваемого металла
1.2. Конструктивные и технологические особенности сварки алюминия и его сплавов
1.3. Материалы для сварки алюминия и его сплавов
2. Обзор наиболее распространенных способов сварки алюминия и его сплавов
2.1. Ручная дуговая сварка покрытыми электродами алюминия и его сплавов
2.2. Аргонодуговая сварка неплавящимся вольфрамовым электродом с подачей присадочной проволоки
2.2.1. Сварка вольфрамовым электродом переменным симметричным током
2.2.2. Сварка вольфрамовым электродом переменным асимметричным током
2.2.3. Импульсная сварка вольфрамовым электродом
2.3. Плазменная сварка алюминия и его сплавов
2.4. Механизированная аргонодуговая сварка плавящимся электродом
2.4.1. Механизированная сварка плавящимся электродом
2.4.2. Механизированная импульсно-дуговая сварка плавящимся электродом
3. Оценка способов дуговой сварки алюминия и его сплавов
4. Техника безопасности и пожарные мероприятия при выполнении сварочных работ
Список литературы
Введение.
Алюминий и его сплавы играют важную роль в современной промышленности. Это обусловлено тем, что большинство промышленных сплавов алюминия обладает рядом уникальных свойств: сочетание высоких механических свойств (высокая удельная прочность .В/.) и физических свойств (малая плотность ., высокая теплопроводность, которая в 3-3.5 раза выше, чем у стали).
В работе [1] приведены данные о потреблении алюминия и его сплавов в мире за 1998 год.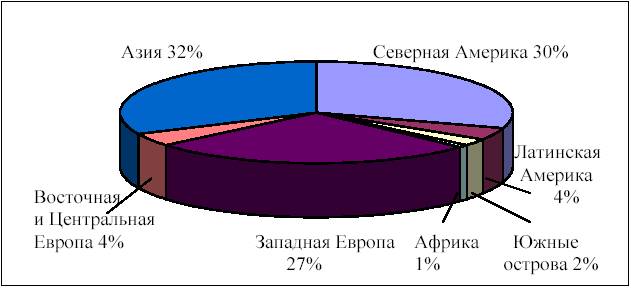
Рис.1. Применение алюминия и его сплавов в 1998 году в разных частях мира
Основными областями применения являются транспорт (авиационная промышленность, кораблестроение, вагоностроение), строительство (металлоконструкции общего назначения) и упаковочная промышленность.
Рис.2. Применение алюминия и его сплавов в промышленности
Большинство промышленных сплавов представляют собой сложные металлургические системы. В качестве основных легирующих элементов для алюминия используют магний, марганец, медь, кремний, цинк, реже никель, титан, бериллий, цирконий. Большинство легирующих элементов образуют с алюминием твердые растворы ограниченной растворимости, а также промежуточные фазы с алюминием и между собой (например, Mg2Si, CuAl2). Суммарное содержание легирующих элементов, как правило, не превышает15%. алюминия марганцем или магнием способствует повышению его прочности.Дополнительного упрочнения, как и для технического алюминия, можно достичь нагартовкой (наклепом). Однако применение нагартованного металла в сварных конструкциях менее удобно, чем использование ненагартованного или отожженного. Нагартованный металл, в особенности с повышенным содержанием легирующих примесей, труднее деформировать при изготовлении заготовок под сварку. Кроме того, эффект нагартовки легко снимается сварочным нагревом. Временное сопротивление сплава АМг6 в отожженном и нагартованном состояниях 320 и 380 МПа соответственно.
Максимальную прочность термически упрочняемых сплавов получают в результате закалки и последующего старения. В закаленном и состаренном сплаве упрочнение обеспечивается образованием зон Гинье – Престона (зонное упрочнение) или мелкодисперсных фаз (фазовое упрочнение). Закалку сплава осуществляют погружением его в воду. При этом создается пересыщенный твердый раствор алюминия. При последующей выдержке на воздухе и комнатной температуре (естественное старение) или при температуре 100 – 190°С (искусственное старение) прочность полуфабрикатов повышается в 2 2,5 раза. Временное сопротивление термически упрочняемых сплавов достигает 400 – 500 МПа и более.
Чем меньше примесей в алюминиевом сплаве, тем, как правило, выше его пластичность. Технический алюминий, алюминиево-марганцевый и низколегированные сплавы с магнием вплоть до АМг5 легко деформируются в холодном состоянии. Образцы сплава АМг6 в зависимости от толщины, содержания сопутствующих примесей могут быть изогнуты на 100—180°. Термически упрочняемые сплавы допускают деформацию только в закаленном состоянии, а в состаренном состоянии изгибу не подлежат. Их можно деформировать после небольшого нагрева (150 – 200°С).
В связи с тенденцией замены черных металлов алюминием и его сплавами во многих отраслях техники, строительства и транспорта эту замену следует осуществлять с учетом технико-экономических преимуществ того или иного сплава перед сталью. При использовании алюминиевых сплавов необходимо также учитывать их коррозионную стойкость и свариваемость.
Коррозионная стойкость алюминия и его сплавов определяется наличием на поверхности изделий плотной окисной пленки. Алюминий совершенно нетоксичен, чем определяется широкое применение его в пищевой промышленности. Он весьма стоек в окислительных средах. В связи с этим его используют в сосудах для транспортировки и получения азотной кислоты и т.п. Как правило, чем меньше примесей в техническом металле, тем выше его коррозионная стойкость. Алюминий и его сплавы совершенно непригодны для работы в щелочной среде.
Под свариваемостью понимают совокупность свойств, определяющих возможность получения сварных соединений определенного качества при данном способе сварки. Чем легче получаются качественные соединения, тем выше свариваемость сплава. Многогранное понятие «свариваемость» включает склонность сплавов к образованию трещин, пористости, механические свойства сварных соединений, коррозионную стойкость и пр. При сварке плавлением свариваемость зависит от химического состава сплава и его структуры, которая создается в результате металлургического передела слитка. Среди физико-химических характеристик металла наибольшее влияние на свариваемость оказывают наличие окисной пленки, химический состав, теплопроводность, температура плавления, плотность, коэффициенты теплопроводности и линейного расширения. Последнее приводит к тому, что уровень деформации алюминиевых сварных конструкций в 1.5-2 раза выше, чем у аналогичных стальных конструкций.
Чтобы обеспечить алюминиевым сварным конструкциям требуемую форму и размеры, используют конструктивные и технологические методы уменьшения сварочных деформаций. К числу этих методов относят правильный выбор толщины свариваемых деталей, соответствующее конструирование сварного соединения при сварке разнотолщинных деталей, предварительный подогрев свариваемых поверхностей.
При сварке алюминия и его сплавов также существует такое понятие, как критический сварочный ток. Этот ток определяется рядом факторов, которые недостаточно изучены. Увеличение сварочного тока выше критического значения нарушает процесс формирования сварочного шва, его поверхность покрывается морщинистыми складками, а глубина проплавления резко уменьшается. Величина критического тока зависит от вида сварки, качества защиты поверхности сварочной ванны инертным газом, состава этого газа, толщины свариваемых элементов.
В настоящее время в Украине наиболее распространена аргонодуговая сварка неплавящимся электродом алюминия и его сплавов на переменном токе. Этот метод не является оптимальным для всех видов сварных соединений, т.к. имеет недостаточно высокую производительность. Механизированная сварка плавящимся электродом в среде аргона, например, обеспечивает в 4-5 раз большую производительность, но худшее удаление окисных пленок. Это должно отрицательно сказываться на механических свойствах сварных соединений. Механизированная импульсно-дуговая сварка плавящимся электродом, которая мало применяется в Украине, устраняет этот недостаток, однако свойства сварных соединений изучены недостаточно. Появившиеся в последнее время современные источники питания, например, ВД-306ДК, использующие комбинированную вольтамперную характеристику (ВАХ имеет ряд участков, каждый из которых отвечает за определенную стадию массопереноса, включая формирование капли, ее отрыв от электрода и перенос в сварочную ванну), вообще не исследованы в области технологических свойств при сварке алюминия и его сплавов. Инверторные источники питания ввиду минимального распространения в Украине, также не имеют практического опыта промышленного применения в области сварки указанных соединений. Метод плазменной сварки алюминия известен более широко, но имеет распространение в основном за рубежом.
Поэтому, тема настоящего обзора определена необходимостью систематизации и обобщения основных технологических параметров сварки алюминия и его сплавов в свете достижений техники за последние годы, рассмотрения влияния различных видов аппаратурного оформления процесса сварки алюминия и его сплавов на свойства сварных соединений, экономической целесообразностью применения тех или иных методов сварки.
1.Особенности сварки алюминия и его сплавов,применяемые материалы.
Технология сварки алюминия и его сплавов достаточно многообразна, виды сварки перечислены выше и имеют ряд особенностей. К числу основных особенностей сварки алюминия и его сплавов любым из перечисленных методов относятся: необходимость удаления окисной пленки с поверхности свариваемых изделий, тщательная подготовка под сварку, предварительный подогрев и др. В работе [2] приведены основные трудности сварки алюминия и его сплавов. К ним относятся:
1. Наличие и возможность образования тугоплавкого окисла Al2O3 (Tпл = 2050ºС) с плотностью больше, чем у алюминия, затрудняет сплавление кромок соединения и способствует загрязнению металла шва частичками этой пленки.
2. Резкое падение прочности при высоких температурах может привести к разрушению (проваливанию) твердого металла нерасплавившейся части кромок под действием веса сварочной ванны. В связи с высокой жидкотекучестью, алюминий может вытекать через корень шва.
3. В связи с большой величиной коэффициента линейного расширения [. = (21 . 24.7)10-6.С-1] и низким модулем упругости сплав имеет повышенную склонность к короблению. Уровень сварочных деформаций в 1.5-2 раза выше, чем у аналогичных стальных конструкций.
4. Необходима самая тщательная химическая очистка сварочной проволоки и механическая очистка и обезжиривание свариваемых кромок. В связи с резким повышением растворимости газов в нагретом металле и задержкой их в металле при его остывании возникает интенсивная пористость, обусловленная водородом, приводящая к снижению прочности и пластичности металла. Предварительный и сопутствующий подогрев замедляет кристаллизацию металла сварочной ванны, что способствует более полному удалению газов и снижению пористости.
5. Вследствие высокой теплопроводности алюминия необходимо применение мощных источников теплоты. С этой точки зрения в ряде случаев желательны подогрев начальных участков шва до температуры 120-1500С или применение предварительного и сопутствующего подогрева.
6. Металл шва склонен к возникновению трещин в связи с грубой столбчатой структурой металла шва и выделением по границам зерен легкосплавных эвтектик, а также развитием значительных усадочных напряжений в результате высокой литейной усадки алюминия (7%).
В настоящем разделе приводятся основы технологии сварки алюминия и его сплавов и применяемые сварочные материалы.
1.1. Удаление окисной пленки с поверхностисвариваемого металла.
В естественных условиях производства и хранения алюминий покрывается слоем окиси, предохраняющим его от коррозии. На воздухе зачищенная поверхность сразу же покрывается новым слоем окиси, толщина которого восстанавливается практически в течение нескольких дней, надежно защищая металл от дальнейшего окисления. На рис.1.1 показана кинетическая зависимость окисления алюминия при 200ºС.
Рис.1.1. Кинетическая зависимость окисления алюминия при 200ºС.
Окисная пленка на поверхности алюминия и его сплавов затрудняет процесс сварки. Обладая высокой температурой плавления (20500ºС) она не растворяется в жидком металле в процессе сварки. Попадая в ванну, она затрудняет сплавление между собой частиц металла и ухудшает формирование шва.
Важной характеристикой окисной пленки алюминия является ее способность адсорбировать газы, в особенности водяной пар. Поэтому, окисная пленка является источником газов, растворяющихся в металле, и косвенной причиной возникновения в нем несплошностей различного рода.
Естественная защитная пленка имеет значительную толщину и ее удаление в процессе сварки весьма затруднительно. Поэтому поверхность соединяемых деталей и проволоки очищают от слоя окиси непосредственно перед сваркой и создают на ней искусственный слой окиси, который сохраняется достаточно тонким в течении 8-16 ч. Полученный тонкий слой окиси алюминия сравнительно легко удаляется электрической дугой или с помощью флюса во время сварки.
Обработка поверхности свариваемых деталей и проволоки производится следующим образом [3]. Сначала производится механическая зачистка с помощью металлических щеток. Затем свариваемые детали и проволока обезжириваются в водном растворе следующего состава: 40-50 г/л тринатрийфосфата (Na3PO4 . 12h3O), 35-50 г/л кальцинированной соды (Na2CO3) и 25-30 г/л жидкого стекла (Na2SiO3). Время обезжиривания примерно 5 минут, температура раствора 60-700С. Далее свариваемые детали и проволоку подвергают травлению в течении 1-3 мин в 5% растворе щелочи NaOH или KOH. После этого остатки щелочи и продукты реакции смывают сначала горячей, а потом холодной водой. После промывки детали пассивируют 20% азотной кислотой (HNO3), нагретой до температуры 600С. При этом детали покрываются новым тонким слоем окисной пленки. Извлеченные из азотной кислоты детали промывают холодной, затем горячей водой и сушат.
Так как в атмосферных условиях толщина образованной пленки, хотя и более медленно, но все же увеличивается, подготовленные к сварке детали необходимо сварить в течение 24 часов, а сварочную проволоку использовать в течение 8 часов. Различие в сроке хранения подготовленных к сварке деталей и проволоки обусловлено тем, что непосредственно перед сваркой соединяемые кромки деталей дополнительно очищают от окисных пленок механическим путем – проволочной щеткой, а затем шабером. Образовавшаяся после механической зачистки тончайшая пленка окиси легко удаляется сварочной дугой, горящей в среде инертных газов. Весьма эффективно происходит удаление окиси с поверхности металла, имеющего отрицательный потенциал. Присутствующие в дуге положительные ионы инертных газов разгоняются катодным напряжением и ударяют в поверхностный слой окисной пленки. Процесс обработки свариваемого металла положительными ионами называют катодным распылением. Результаты этого процесса остаются в виде беловатых полос по сторонам шва.
Менее эффективно удаление окиси алюминия с поверхности свариваемого металла происходит, когда он имеет положительный потенциал. Окись алюминия в этом случае разрушается при взаимодействии с расплавленным алюминием. В результате образуется газообразный субокисел Al2O. Поскольку эта реакция возможна только при температурах свыше 17000С, область очищенной поверхности практически ограничена анодным пятном. Естественно, для такого метода сварки применяются мощные горелки и высокие токи дуги для обеспечения большой плотности теплового потока в области анодного пятна дуги. Такой метод удаления окисной пленки называется термической очисткой. Поэтому, этот метод более эффективен при использовании в качестве защитного газа гелия, так как он наиболее высокоэнтальпийный газ и способствует более стабильному поддержанию дугового промежутка.
При ручной дуговой сварке покрытыми электродами и автоматической дуговой сварке по слою флюса расплавленный алюминий защищают от окружающей атмосферы флюсами из хлоридов и фторидов щелочных и щелочноземельных металлов, которые под действием дуги расплавляются и энергично реагируют с окисью алюминия, образуя комплексные соединения, переходящие в шлак, либо летучие соединения. Так, например, при использовании флюсов состава 50% KCl; 15% NaCl; 35% Na3AlF2 происходит разрушение Al2O3 по реакции
Al2O3 + 6KCl = 2AlCl3ЃЄ + 3K2O и растворение Al2O3 в криолите Na3AlF2 с образованием легкоплавкого шлака (NaCl снижает температуру плавления криолита). Криолит не только растворяет Al2O3, но, изменяя поверхностное натяжение металла, способствует образованию мелкокапельного переноса электродного металла. Остатки флюса и шлака, как правило, при комнатных температурах способствуют коррозии алюминия. Поэтому их остатки необходимо тщательно удалять с поверхности сваренных изделий, протирая загрязненные участки волосяными щетками в струе горячей воды или пара. Очищающее действие дуги зависит от глубины ее проникновения в соединяемый металл. Эту глубину регулируют, изменяя силу сварочного тока. Как правило, сварочный ток для сварки алюминия и его сплавов не превышает 550-750А. Увеличение сварочного тока выше этих критических значений нарушает процесс формирования шва.
При сварке плавлением алюминиевых сплавов наиболее рациональным типом соединений являются стыковые. Для устранения окисных включений в металле швов используют удаляемые подкладки из коррозионно-стойкой стали, других металлов с повышенной температурой плавления, а также меди, благодаря ее высокой теплопроводности. Используют также остающиеся подкладки из свариваемого алюминиевого сплава или разделку кромок с обратной стороны шва, что обеспечивает удаление окисных включений из стыка в канавку подкладки.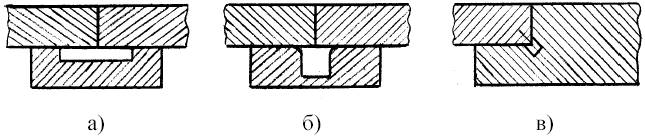
Рис.1.2. Форма поперечного сечения канавки в подкладке,
формирующей обратную сторону стыкового шва:
а – прямоугольная; б – квадратная со скругленными кромками; в – квадратная, наклонная
Подкладка, формирующая обратную сторону стыкового шва, имеет канавку, различные формы которой представлены на рис.1.2. Чаще всего используют канавки прямоугольной формы (рис. 1.2, а), которые обеспечивают стабильные условия для формирования шва и удаления окисных пленок при довольно значительных смещениях линии стыка и дуги от оси канавки. Канавка, поперечное сечение которой показано на рис.1.2 б, обеспечивает плавный переход от усиления шва к основному металлу. Но из-за малой ширины ее надо применять вместе с дополнительной центрующей оснасткой. Для удаления окисных пленок в стыковых соединениях с остающейся подкладкой, изготовленной как единое целое со свариваемым элементом, используют прямоугольные и наклонные канавки (рис.1.2, в), которые просты в изготовлении. Кроме удаления окисных пленок такая канавка уменьшает теплоотвод от сварочной ванны в сторону более толстого элемента замкового соединения. удаления окисных пленок из корня шва при односторонней сварке стыковых соединений на подкладке с канавкой показан на рис.1.3. Канавка, как уже говорилось ранее, препятствует отводу теплоты от свариваемых кромок в подкладку и способствует опусканию окисных пленок вместе с расплавленным металлом сварочной ванны в нижнюю часть сварного шва.
Рис.1.3. Схема удаления окисных пленок из корня шва при односторонней
сварке стыковых соединений на подкладке с канавкой:
1 – электрод; 2 – свариваемый металл; 3 – расплавленный металл сварочной ванны; 4 – окисные пленки на поверхности соединяемых кромок; 5 – подкладка с канавкой; 6 – металл шва.
Вероятность полного удаления окисных пленок с торцевых поверхностей свариваемых кромок повышается с увеличением глубины канавки. В то же время слишком глубокая канавка требует дополнительного расхода сварочной проволоки для ее заполнения, а чрезмерно высокий валик на обратной стороне шва будет способствовать концентрации напряжений в зоне сплавления. На практике обычно применяют подкладки с глубиной канавки 1.2-2 мм. При правильно выбранном и стабильном режиме сварки такая глубина канавки более чем в 1.5 раза превышает высоту оставшихся под дугой окисных пленок и обеспечивает их полное удаление в поверхностный слой нижнего усиления шва. Канавка должна иметь достаточную ширину, чтобы обеспечить нормальное прогибание окисных пленок на нижней поверхности состыкованных кромок в условиях возможного смещения стыка в процессе сварки.
1.2. Конструктивные и технологические особенности сварки алюминия.
Как было сказано выше, из-за большого коэффициента теплопроводности и линейного расширения алюминия, существенно искажается форма, и изменяются размеры сварных конструкций из алюминиевых сплавов. Поэтому, необходимо использовать конструктивные и технологические методы уменьшения сварочных деформаций вне зависимости от выбранного вида сварки.
Конструктивные способы уменьшения деформаций и напряжений предусматриваются при проектировании сварного соединения. К ним относятся уменьшение количества сварных швов в изделии, симметричное расположение ребер жесткости, швов, косынок. Для уравновешивания деформаций припуски деталей на усадку должны быть равны усадке с тем, чтобы размеры конструкции после сварки соответствовали проектным. Необходимо предусматривать возможность использования зажимных сборочно-сварочных приспособлений для предотвращения смещения свариваемых кромок относительно друг друга в процессе сварки. Повышенная склонность к деформации свариваемых соединений алюминия и его сплавов способствует появлению в них горячих трещин. Особенно склонны к образованию горячих трещин стыковые швы, близко расположенные друг к другу из-за пересечения зон термического влияния. Необходимо конструктивно располагать швы на максимально возможном удалении друг от друга. Если нельзя разнести швы, соединяемые элементы изготавливают как единое целое (рис.1.4). а) б)
а) б)
Рис.1.4. Конструкция соединения близко расположенных патрубков с листом
а – не рекомендуемая; б рекомендуемая
Отличительной чертой сварки алюминия является то, что описанные выше конструктивные способы необходимо применять в совокупности с описанными в предыдущем разделе методами удаления окисной пленки из сварного соединения. Это наглядно иллюстрируется на примере соединения трубы с трубной доской (такие устройства широко применяются как теплообменники в энергетике и представляют собой два круглых фланца с просверленными в них отверстиями, в которые вставлены теплообменные трубки). На рис.1.5 показаны различные виды соединения трубы с трубной доской.
Рис.1.5. Соединение трубы с трубной доской
а) замковое; б) стыковое с канавкой, полученное гибкой; в) стыковое с канавкой, полученной резанием.
На рис.1.5 а показано соединение трубы с трубной доской, где наклонная канавка выполняет две функции: первая функция – удаление окисных пленок, вторая функция – создание равнотолщинности сварного соединения (сварка выполняется по кольцу с торцевой верхней поверхности). На рис.1.5 б, в показан другой вид соединения, где кольцевая канавка служит для удаления окисных пленок, а кольцевая проточка в трубной доске – для обеспечения равнотолщинности сварного соединения (сварка также выполняется с торцевой поверхности по кольцу). Вообще, в связи с низкой температурой плавления для алюминия проблема равнотолщинности очень актуальна. Это вызвано тем, что для высококачественного сварочного соединения необходимо проплавить обе сопрягаемые поверхности. Из-за низкой температуры плавления более тонкая деталь может просто расплавиться. Поэтому, свариваемые кромки разнотолщинных элементов должны иметь одинаковую толщину. На рис.1.6 показаны варианты стыкового соединения разной толщины. а) б)
а) б)
Рис.1.6. Стыковое соединение металла разной толщины
а – допускаемое; б рекомендуемое
Для стыковых соединений ширину утоненной части более массивного элемента можно ориентировочно определить по формуле [8]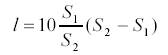 где S1, S2 – толщины свариваемых соединений,l– длина утоненной части.
где S1, S2 – толщины свариваемых соединений,l– длина утоненной части.
Не менее важны технологические меры уменьшения деформаций. Необходимо подобрать оптимальный режим сварки, с тем, чтобы зона термического влияния была минимальной. Для этого стремятся использовать методы сварки, обеспечивающие высокую концентрацию энергии в дуге, а соединения сваривают на повышенных скоростях. На деформацию соединения существенно влияет порядок выполнения швов. При выполнении швов большой протяженности целесообразно использовать обратно-ступенчатый способ сварки. Сварку конструкций, имеющих несколько последовательно расположенных швов, целесообразно начинать со среднего шва, а затем поочередно, с каждой стороны, выполнять остальные швы, двигаясь к краям конструкции. Также необходимо учитывать, что соединения со скосом кромок более склонны к деформации, чем без скоса кромок и соединения с симметричной двусторонней разделкой кромок менее склонны к деформациям, чем с односторонней разделкой кромок. Для предотвращения продольного прогиба соединений применяют предварительный обратный выгиб свариваемых элементов, который подбирают опытным путем.
Для устранения остаточных деформаций применяют ударную и тепловую правку. Чтобы не повредить поверхность, алюминиевые соединения правят ударами резиновых и деревянных молотков. Правку стальными молотками можно выполнять только через алюминиевые или деревянные подкладки. Тепловую правку применяют для тех алюминиевых соединений, работоспособность которых не ухудшается сопровождающим нагрев разупрочнением, например, при правке малонагруженных элементов или конструкций из отожженного металла. Максимальная температура подогрева должна быть не выше температуры отжига для применяемого алюминиевого сплава.
К числу технологических особенностей сварки алюминия необходимо отнести и предварительный подогрев. Он имеет важное значение в виду того, что окисная пленка на поверхности свариваемых алюминиевых металлоконструкций прекрасно адсорбирует влагу и необходимо применять меры по удалению этой влаги. Если этого не делать, то в сварном соединении могут возникнуть дефекты. Поэтому, свариваемые кромки перед сваркой подогревают, используя газовые горелки (восстановительное пламя), горячий воздух или электроконтактные нагреватели.
Температура и время подогрева зависят от марки и толщины свариваемого металла (табл.1.1). Температуру контролируют с помощью контактных термопар или термокарандашей.
Таблица 1.1
Максимальная температура подогрева некоторых алюминиевых сплавов. [8]
| Сплав | Толщина металла, мм | Температура, 0С | Продолжительность нагрева, мин |
| А99, АД1 | Любая | 350 | 60 |
| АМц | Любая | 250 | 60 |
| АМг3, АМг4, АМг5 | < 12 > 12 | 100 150 | 30 10 |
| АД31, АД33, АВ | < 12 > 12 | 180 200 | 60 30 |
| 1915 | < 12 > 12 | 140 160 | 30 20 |
1.3. Материалы для сварки алюминия и его сплавов.
Сварочная проволока.При дуговой сварке большинства соединений требуется проволока, металл которой заполняет зазоры, а также обеспечивает формирование шва в соответствии с размерами, установленными ГОСТ 14806-80. Кроме того, проволока позволяет изменять состав шва, что особенно важно при сварке различных алюминиевых сплавов. Требуемый для легирования состав проволоки выбирают с учетом химического состава свариваемых кромок и доли участия проволоки в образовании шва. Для дуговой сварки в инертных газах содержание каждого элемента в проволоке можно рассчитать из уравнения [8]
где СП – расчетное содержание элемента в проволоке; С0 – содержание элемента в свариваемом металле; СШ – содержание элемента в металле шва; kY – суммарный коэффициент усвоения элемента металлом шва при сварке; .П – доля проволоки в металле шва.
Доля проволоки в металле шва зависит от типа соединения, толщины свариваемых кромок, формы и размеров шва, зазоров.
Под действием высоких температур часть легирующих элементов улетучивается с поверхности расплавленного металла сварочной ванны и электродной проволоки. Эти потери учитывает суммарный коэффициент усвоения элемента металлом шва, который учитывает, какое количество данного элемента перешло в шов. Величина потерь зависит от способа и режима сварки, физико-химических свойств элемента и его содержания в проволоке. Обычно коэффициент усвоения kY определяют экспериментальным путем, сравнивая фактическое содержание элемента в шва с расчетным.
Определенный по уравнению состав проволоки чаще всего не совпадает с составом проволок, выпускаемых промышленностью. В связи с этим для сварки подбирают ту марку проволоки, у которой состав наиболее соответствует расчетному.
С введением легирующих элементов прочность металла шва повышается, а пластичность и коррозионная стойкость снижаются. Для большинства алюминиевых сплавов суммарное содержание в шве или зоне сплавления 5-8% легирующих элементов достаточно, чтобы по границам зерен образовался сплошной ободок из вторичных фаз. При такой структуре дальнейшее легирование не только не увеличивает, а даже несколько снижает прочность в результате концентрации напряжений по малопластичным вторичным фазам. Таким образом, для получения пластичных коррозионно-стойких соединений алюминиевые сплавы целесообразно сваривать менее легированными проволоками. Когда требуются сварные соединения повышенной прочности, наоборот, применяют более легированные проволоки с суммарным содержанием легирующих элементов не выше 6 –7%.
Наличие максимума трещинообразования при сварке алюминиевых сплавов в каждой системе легирования определяет выбор проволоки, способной обеспечить соединениям повышенную стойкость против трещин. Чтобы повысить стойкость соединений против образования горячих трещин, при сварке сплавов менее легированных, чем сплав с максимальным показателем трещинообразования, применяют проволоку с пониженным содержанием легирующих элементов, тогда как более легированные сплавы сваривают проволоками с более высоким содержанием легирующих элементов.
В зависимости от предъявляемых к соединениям требований, для сварки каждого из алюминиевых сплавов обычно применяют несколько марок проволок. Наиболее простым подходом является применение универсальной проволоки, которая обеспечивает сварным соединениям достаточно высокие значения всех основных характеристик: стойкость против горячих трещин, прочность, пластичность и коррозионную стойкость. Остальные рекомендованные проволоки обеспечивают соединениям повышенные значения одной из названных характеристик при удовлетворительных значениях всех остальных (табл. 1.2.).
Таблица 1.2.
Рекомендуемые марки проволок для сварки распространенных алюминиевых сплавов.
| Свариваемый Металл | Универсальная проволока, обеспечивающая удовлетворит. характеристики соединения | Проволока, обеспечивающая удовлетворительные характеристики соединения и повышенные показатели | |||||||
| Стойкость против горячих трещин | Временное сопротивление разрыву | Относительное удлинение | Коррозион. стойкость | ||||||
| А99, А97, А95 | А99 | А99 | СвА85Т | А99 | А99 | ||||
| АД0,АД1 | СвА5 | СвА5 | СвА5 | СвА97 | СвА97 | ||||
| Амц | СвАМц | СвАМц | СвАМц | СвАМц | СвАМц | ||||
| АМг3 | СвАМг3 | СвАМг5 | СвАМг5 | АВч | АВч | ||||
| АМг5 | СвАМг5 | СвАМг63 | СвАМг6 | СвАМг5 | Св1557 | ||||
| АМг6 | СвАМг6 | СвАМг63 | СвАМг61 | СвАМг63 | Св1557 | ||||
| АВ, АД31, АД33 | СвАК5 | СвАК5 | Св1557 | Св1557 | АВч | ||||
| 1915 | Св1557 | СвАМг5 | СвАМг6 | СвАМг5 | Св1557 | ||||
| Прим. Проволоку с обозначением «Св» поставляют по ГОСТ 7871-75, остальную по ТУ | |||||||||
Проволока может применяться в двух назначениях:
как электродная проволока при полуавтоматической или автоматической сварке в защитных газах (в шведском стандарте называется «Autrod»)
как присадочный материал при аргонодуговой сварке неплавящимся электродом (в шведском стандарте называется «Tigrod»)
Применяют также импортную сварочную проволоку фирмы «ESAB» (Швеция), (табл.1.3).
Таблица 1.3
Рекомендуемые марки проволок фирмы «ESAB» для сварки распространенных алюминиевых сплавов [4].
| Свариваемый металл | Марка проволоки |
| Чистый алюминий А995 | OK Autrod 18.01 (состав проволоки Al99,5) |
| Чистый алюминий A995 | OK Autrod 18.11 (состав проволоки Al99,5Ti) |
| Силумин, с содержанием Si до 7% | OK Autrod 18.04 (состав проволоки AlSi5) |
| Сплав АМг3 (до 3%Mg) | OK Autrod 18.13 (состав проволоки AlMg3) |
| Сплав АМг5 (до 5%Mg) | OK Autrod 18.15 (состав проволоки AlMg5) |
| Сплавы АМг4, АМг5 | OK Autrod 18.16 (состав проволоки AlMg4,5Mn) |
2.Обзор наиболее распространенных способов сваркиалюминия и его сплавов.
Для алюминия и его сплавов применяют практически все промышленные способы сварки плавлением. К основным методам сварки относятся: ручная дуговая сварка покрытыми электродами (ММА), аргонодуговая сварка неплавящимся вольфрамовым электродом с подачей присадочной проволоки (ТIG),плазменная сварка, полуавтоматическая сварка в защитном газе – бывает как минимум четырех разновидностей (импульсная полуавтоматическая сварка, традиционная полуавтоматическая сварка, полуавтоматическая сварка с управляемым массопереносом на инверторном источнике питания, полуавтоматическая сварка на источниках питания типа ВД-306ДК с комбинированной вольтамперной характеристикой). Другие виды сварки алюминия и его сплавов, такие как автоматическая сварка под слоем флюса и газовая сварка применяются значительно реже и рассматриваться не будут. Каждый способ сварки имеет свои особенности, которые необходимо учитывать для наиболее эффективного их использования при изготовлении изделий различного назначения.
2.1 .Ручная дуговая сварка покрытыми электродамиалюминия и его сплавов.
Ручную дуговую сварку покрытыми электродами применяют при изготовлении конструкций из технического алюминия, сплавов АМц и АМг, содержащих до 5 % магния, а также силумина. Толщина свариваемого металла лимитируется диаметром электрода. Минимальный диаметр электрода обычно составляет 4 мм, что вызвано трудностями сварки электродами малого сечения вследствие высокой скорости их плавления. Алюминиевый электрод расплавляется в 2-3 раза быстрее стального. В связи с этим толщина свариваемого металла должна быть свыше 4 мм.
Наиболее приемлемым типом сварного соединения для алюминия является стыковое. Соединений внахлестку и тавровых избегают, так как возможно затекание шлака в зазоры, из которых его трудно удалить при промывке после сварки. Наличие шлака в зазоре может вызвать коррозию металла. Поэтому, этот метод сварки алюминия наиболее редко применяется в промышленности. Отличие от ручной дуговой сварки стальных металлоконструкций заключается в том, что алюминий имеет значительно более высокую теплопроводность, чем сталь (см. п.1). Это приводит к тому, что шлак при ручной дуговой сварке не успевает, в ряде случаев, удаляться из расплавленного металла сварного соединения ввиду малого времени нахождения сварочной ванны в расплавленном состоянии и остается в соединении в виде дефектов.
Защитные (инертные) газы.Для защиты расплавленного металла сварочной ванны и проволоки при сварке алюминия и его сплавов применяются инертные газы и их смеси: аргон высшего или первого сорта по ГОСТ 10157 –79 и гелий особой или высокой чистоты по ГОСТ20461-75. Инертные газы аргон и гелий поставляются в баллонах.
Вольфрамовые электроды.Вольфрам – самый тугоплавкий из известных металлов (по температуре плавления он уступает только углероду). Температура плавления вольфрама равна 36000С, удельный вес 19,3 г/см3, он обладает весьма малой летучестью при высоких температурах и имеет низкий коэффициент теплопроводности. Вольфрамовые электроды изготавливаются по ГОСТ 23949-80. Они различаются по легированию, которое уменьшает работу выхода электронов и соответственно срок службы электродов. Электроды бывают чистые (ЭВЧ), лантанированные(ЭВЛ), иттрированные (ЭВИ), торированные (ЭВТ). Характеристики наиболее распространенных электродов в табл. 1.5.
Таблица 1.5
Характеристики наиболее распространенных электродов [8]
| Марка электрода | Содержание примесей, мас. % | Диаметр прутка или проволоки, мм |
| ЭВЧ | 0,5; | 1,0; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0;10,0 |
| ЭВЛ | (1,1-1,4) окиси лантана (LaO) | 1,0; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0;10,0 |
| ЭВИ-1 | (1,5-2,3) окиси иттрия (Y2O3) | 2,0; 3,0; 4,0; 5,0; 6,0; 8,0;10,0 |
| ЭВИ-2 | (2,0-3,0) окиси иттрия (Y2O3) | 2,0; 3,0; 4,0; 5,0; 6,0; 8,0;10,0 |
| ЭВИ-3 | (2,5-3,5) окиси иттрия (Y2O3) | 2,0; 3,0; 4,0; 5,0; 6,0; 8,0;10,0 |
| ЭВТ-15 | (1,5-2,0) двуокиси тория(ThO2) | 2,0; 3,0; 4,0; 5,0; 6,0; 8,0;10,0 |
Электроды, применяемые при аргонодуговой сварке необходимо затачивать. Это повышает стабильность работы аргонодуговой установки и качество сварного соединения.
Покрытые электроды.Для сварки алюминия и его сплавов применяют следующие наиболее распространенные марки покрытых электродов, производства России и других стран [4,5]:
Электрод Свариваемый сплав
ОЗА 1 Технический алюминий
ОК 96.10 («ESAB») Технический алюминий
ОЗА2 Литой сплав типа АЛ-4
ОК 95.50 («ESAB») Литой сплав типа АЛ-4
МВТУ Сплавы типа АМц
АФ1 Сплавы типа АМг, АМц
ОК 96.20 («ESAB») Сплавы типа АМг, АМц
А1Ф Сплавы типа АМц, силумин
Состав электродных покрытий для сварки алюминия и его сплавов для некоторых из перечисленных марок электродов приведен в табл. 1.6.
Таблица 1.6
Состав некоторых электродных покрытий для сварки алюминия и его сплавов, мас. % [5]
| Компонент | Марки покрытия | ||||||||
| ОЗА1 | ОЗА 2 | МВТУ | АФ1 | А1Ф | |||||
| Хлористый натрий | 18,2 | 30 | 18,0 | ||||||
| Хлористый калий | 32,5 | 50 | 20,0 | 32,0 | |||||
| Хлористый литий | 9,1 | 24,0 | 9,0 | ||||||
| Фтористый калий | 39,0 | ||||||||
| Криолит | 35,0 20 | 35,0 33,0 | |||||||
| Фтористый натрий | 5,2 | 17,0 | 5,0 | ||||||
| Ферросилиций | 3,0 | ||||||||
| Флюс АФ-4А | 65,0 | ||||||||
С течением времени при хранении электроды увлажняются, поэтому перед сваркой их необходимо подсушить при температуре 150 – 200 0С.
Сварочные флюсы.Для полуавтоматической сварки под слоем флюса применяют флюсы АН-А1, АН-А4, 48-АФ-1, МАТИ-1а, МАТИ-10.Состав флюсов в табл. 1.7.
Таблица 1.7
Состав флюсов для сварки алюминия и его сплавов, мас.% [5]
| Компонент | Марка флюса | ||||||||
| АН-А1 | АН-А4 | 48-АФ-1 | МАТИ-1а | МАТИ-10 | |||||
| Хлористый натрий 20,0 | |||||||||
| Хлористый калий | 50,0 | 57,0 | 47,0 | 47,0 | 30,0 | ||||
| Хлористый литий | 8,0 | ||||||||
| Фтористый барий | 28,0 47,0 | 68,0 | |||||||
| Фтористый натрий | 42,0 | ||||||||
| Фтористый калий | 2,0 | ||||||||
| Фтористый литий | 7,5 | ||||||||
| Фтористый алюминий | 7,5 | 2,0 | |||||||
| Криолит | 30 | 3,0 | |||||||
| Фторцирконат калия | 2,0 | ||||||||
| Окись хрома | 2,0 | ||||||||
Флюс должен храниться в герметически закрываемой таре, а перед употреблением просушиваться при температуре 200 – 250 0С в течении 2 часов.
Наиболее приемлемым типом сварного соединения для алюминия является стыковое. Соединений внахлестку и тавровых избегают, так как возможно затекание шлака в зазоры, из которых его трудно удалить при промывке после сварки. Наличие шлака в зазоре может вызвать коррозию металла. Поэтому, этот метод сварки алюминия наиболее редко применяется в промышленности. Отличие от ручной дуговой сварки стальных металлоконструкций заключается в том, что алюминий имеет значительно более высокую теплопроводность, чем сталь (см. п.1). Это приводит к тому, что шлак при ручной дуговой сварке не успевает, в ряде случаев, удаляться из расплавленного металла сварного соединения ввиду малого времени нахождения сварочной ванны в расплавленном состоянии
и остается в соединении в виде дефектов.
2.2. Аргонодуговая сварка неплавящимся вольфрамовым электродом с подачей присадочной проволоки (ТIG).
Аргонодуговая сварка неплавящимся вольфрамовым электродом с подачей присадочной проволоки (ТИГ) наиболее распространенный способ сварки, применяющийся для изготовления сварных конструкций из алюминиевых сплавов ответственного назначения. Основным преимуществом процесса дуговой сварки вольфрамовым электродом в среде защитного газа является отсутствие шлаковых включений, возможность работы на малых токах дуги (от 5А), возможность сварки тонких листов, включая фольгу, высокая устойчивость горения дуги во всем диапазоне токов, технологичность процесса. Благодаря этому процесс широко используется при сварке алюминия и его сплавов.
2.2.1. Сварка вольфрамовым электродом переменным
симметричным током.
Питание дуги осуществляется переменным током от источников с падающими внешними характеристиками. Существует справедливое мнение, что аргонодуговую сварку необходимо производить на штыковых или крутопадающих внешних вольт-амперных характеристиках. Это обусловлено тем, что в указанном случае минимален пусковой бросок тока, что резко улучшает свойства сварного соединения. Переменный ток дуги при сварке алюминия обеспечивает разрушение окисной пленки. Для повышения стабильности горения электрической дуги и эффективного разрушения окисной пленки, кроме падающей внешней характеристики источника и постоянной работы осциллятора используют дополнительную индуктивность (дроссель) в цепи дуги (обеспечивает дополнительную ЭДС самоиндукции и не позволяет погаснуть электрической дуге). Осцилляторы выполняют две функции – бесконтактное зажигание электрической дуги и стабилизацию сварочного тока в момент прохождения через ноль специальными стабилизаторами, синхронизированными со сварочным током и включенными, как правило, параллельно электрической дуге. Последние устройства обычно совмещают с осцилляторами. Электрическая дуга горит между изделием и неплавящимся вольфрамовым электродом. Для повышения стабильности горения электрической дуги рекомендуется тщательно затачивать конец вольфрамового электрода. Симметричность тока обеспечивает равную проплавляющую и очищающую способность электрической дуги. Это самый простой и распространенный способ аргонодуговой сварки.
2.2.2. Сварка вольфрамовым электродом переменным
асимметричным током.
По сравнению с аргонодуговой сваркой неплавящимся электродом симметричным током, сварка асимметричным током алюминиевых сплавов расширяет технологические возможности за счет регулирования параметров тока прямой и обратной полярности. Как правило, регулировка асимметричности осуществляется в пределах 30% от амплитудного значения параметра. Преобладание составляющей тока прямой полярности приводит к увеличению глубины проплавления и скорости сварки, а также к повышению стойкости вольфрамового электрода. Преобладание тока обратной полярности улучшает очистку свариваемого металла от окисной пленки и улучшает качество формирования шва. Выбор правильного режима сварки в этом случае является задачей технолога.Для аргонодуговой сварки алюминиевых сплавов неплавящимся вольфрамовым электродом переменным асимметричным током используются установки УДГУ-351АС/DC и УДГУ-501AC/DC.
2.2.3. Импульсная сварка вольфрамовым электродом.
В ряде случаев целесообразно использовать сварку вольфрамовым электродом импульсной дугой. Подача импульсов осуществляется, как правило, с частотой до 50 или свыше 100Гц и эти импульсы накладываются на базовое напряжение на дуге. Импульсы имеют остроугольную или прямоугольную форму и служат для улучшения формирования сварного шва (при частоте следования 1-50 Гц) и для улучшения удаления окисной пленки (при частоте следования более 100 Гц). Наиболее часто такие импульсы применяются при сварке тонколистового металла. Для сварки в импульсном режиме выпускаются приставки к установкам УДГУ-351АС/DC и УДГУ-501AC/DC (типа ППС-01 -пульт пульсирующей сварки). Пульт пульсирующей сварки ППС-01 позволяет
регулировать максимальное и минимальное значения импульсов тока, а также их продолжительность. В стандартном исполнении он позволяет регулировать частоту следования импульсов до 10 Гц, по спецзаказу- до 30Гц. Это обеспечивает снижение вероятности прожогов свариваемого металла и улучшает формирование сварного соединения.
2.3. Плазменная сварка.
Плазменная сварка является дальнейшим развитием и усовершенствованием аргонодуговой сварки вольфрамовым неплавящимся электродом. Плазменная сварка – это сварка плавлением, при которой нагрев производится сжатой дугой. Сжатая дуга – это дуга, столб которой сжат с помощью сопла плазменной горелки, потока газа или внешнего электромагнитного поля. Промышленное развитие получили сварочные плазменные горелки, где стабилизация и сжатие дуги осуществляется с помощью сопла плазменной горелки и потока плазмообразующего газа.При свободном горении дуги температура столба достигает 5000-6000К и столб дуги имеет форму усеченного конуса (рис.2.2, а). При ограничении возможности свободного расширения дуги температура ее возрастает. Кроме того, при сжатии столб дуги принимает практически цилиндрическую форму (рис.2.2, б), стабилизируется анодное пятно на изделии, тепловой поток становится более сосредоточенным, глубина проплавления возрастает, снижается нагрев основного металла, прилегающего к шву.
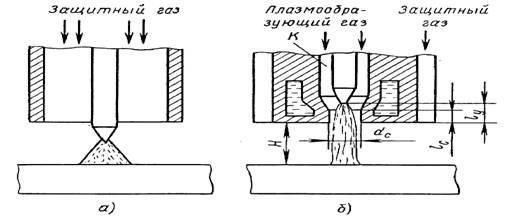
Рис.2.2. Схемы сопловых частей аргонодуговой (а) и плазменной (б) горелок
Сжимающее дугу сопло, через которое проходит плазма, имеет два важных размера – диаметр выходного отверстияdcи длинуlc. Расстояние, на котором установлен электрод от выходного отверстия сопла, называется углублением электродаly, а расстояние между внешней поверхностью (торцом) сопла и свариваемым изделием – рабочим расстояниемН. Рекомендуется длину цилиндрической части соплаlcвыполнять в диапазоне 0.5-2dc. Соотношениеlc/ dcносить название калибра и является важной характеристикой сварочной плазменной горелки, так как определяет давление сжатой дуги на сварочную ванну и возможность возникновения аварийного режима работы горелки – двойного дугообразования (дуга горит между электродом и соплом, соплом и изделием). Чем меньше длина цилиндрической части сопла, тем меньше вероятность возникновения этого аварийного режима.
По сравнению с аргонодуговой сваркой неплавящимся вольфрамовым электродом плазменная сварка имеет следующие преимущества:
• Меньшее влияние возможного изменения расстояния от торца сопла до изделия на геометрические размеры зоны проплавления;
• Меньшее влияние изменения тока на форму дуги, а, следовательно, и на стабильность проплавления металла;
• Высокая надежность зажигания дуги благодаря дежурной дуге;
• Отсутствие включений вольфрама в сварном соединении;
• Повышенная скорость сварки;
• Меньшее тепловложение и, следовательно, коробление изделий.
Если принять одинаковую скорость сварки, то при плазменной сварке необходим ток в два раза меньший по сравнению с аргонодуговой сваркой, сварные швы более узкие и с уменьшенной зоной термического влияния, благодаря чему уменьшается деформация конструкций. Недостатком плазменной сварки является то, что применяются водоохлаждаемые плазменные горелки и значительно усложняется и удорожается оборудование.
Плазменная сварка алюминия и его сплавов в связи с необходимостью разрушения и удаления окисной пленки выполняется сжатой дугой постоянного тока обратной полярности. Электрод в такой горелке служит анодом. В табл. 2.4 приведены рекомендуемые значения допустимого сварочного тока прямой и обратной полярности для вольфрамовых электродов различных марок и диаметров.
Таблица 2.4.
Допустимые значения постоянного тока прямой и обратной полярности для электродов различных марок [8]
| Диаметр электрода, мм | Максимальный сварочный ток (А) для вольфрамовых электродов при полярности | |||||||||||
| ЭВЧ | ЭВЛ | ЭВТ-15 | ЭВИ-3 | |||||||||
| прямой | обратной | прямой | обратной | прямой | обратной | прямой | обратной | |||||
| 2,0 | 50-90 | 20-25 | 110-150 30- | 35 | 140-180 | 35-40 | 160-200 | 40-50 | ||||
| 3,0 | 160-200 | 30-35 | 240-280 | 40-45 | 300-340 | 45-50 | 320-360 | 50-70 | ||||
| 4,0 | 320-370 | 40-50 | 470-520 | 50-60 | 530-580 | 60-70 | 600-660 | 70-80 | ||||
| 5,0 | 570-600 | 50-70 | 680-740 | 60-80 | 770-830 | 70-90 | 860-920 | 80-110 | ||||
| 6,0 | 70-90 | 80-110 | 90-120 | 100-130 | ||||||||
| 8,0 | 110-140 | 120-160 | 140-180 | 160-200 | ||||||||
| 10,0 | 160-210 | 170-220 | 200-250 | 220-270 | ||||||||
Как следует из табл. 2.4, при переходе на обратную полярность происходит многократное снижение допустимого тока. Поэтому, наиболее разумным решением является использование медных сферических водоохлаждаемых анодов. Это обеспечивает возможность изменения сварочного тока в широких пределах (до 300А) при сохранении высокой (более 10 часов) продолжительности работы. Работы в этом направлении, как отмечалось выше, проводит ЗАО НПФ «ИТС» и ВАТТ МО РФ, г. С-Петербург.
Процесс возбуждения дуги в установках обычно происходит следующим образом:
• С помощью высокочастотного высоковольтного напряжения осциллятора в промежутке электрод – сопло возбуждается искровой разряд, который затем переходит в дуговой (под воздействием электрического поля источника питания), т.е. возбуждается так называемая дежурная дуга постоянного тока, горящая между электродом и соплом.
• Потоком плазмообразующего газа катодное пятно дежурной дуги перемещается с внутренней конической поверхности сопла на его цилиндрическую поверхность, одновременно с этим дежурная дуга растягивается и плазменная струя длиной 20-40 мм истекает из сопла.
• При касании факела дежурной дуги изделия замыкается цепь электрод – изделие и возникает основная дуга, ток дежурной дуги снижается до нуля.
Для плазменной сварки алюминия применяют установки типа УПС-301 (токи до 300А) и УПС-501 (токи до 500А). В последнее время наиболее часто применяют источник питания ВД-306ДК или ВД-506ДК и приставку БУСП-ТИГ для аргонодуговой сварки, которая служит для подключения плазменной горелки, регулировки тока дежурной дуги, базового тока, скорости нарастания-снижения базового тока, времени продувки до и после сварки и времени горения дежурной дуги после выключения основной сварочной дуги.
В качестве плазменной горелки часто применяли плазмотрон типа ПС-3, конструкция которого допускает использование медного или вольфрамового электродов. Плазмотрон разработан СПбГТУ, выпускался заводом «Электрик». В настоящее время наибольший интерес вызывает псевдоплазменная горелка с медным анодом разработки ЗАО НПФ «ИТС» и ВАТТ. Существует соглашение, что после промышленных испытаний промышленное производство этой горелки будет осуществлять немецкая фирма «Abicor Binzel»
Рекомендуемые режимы плазменной сварки сплава АМг6 приведены в табл.2.5.
Таблица 2.5.
Ориентировочные режимы плазменной сварки стыковых соединений из сплава АМг6 толщиной 3,2 мм. [5]
| Род тока | IСВ, А UД, В | VСВ, м/ч | dПР, мм | q/v.103, Дж/м | |
| Постоянный (обратная полярность) | 87 | 33 | 23 | 1,8 | 225 |
| Переменный | 220 21 | 20 | 2,0 | 415 |
Механические свойства сварных соединений из сплава АМг6 толщиной 3,2 мм, выполненных на постоянном токе обратной полярности следующие: предел прочности .В = 32,3 – 33,4 кгс/мм2 (316,9 – 327,7 МПа), угол загиба . = 78 – 81 град. [5]
2.4. Механизированная аргонодуговая сварка плавящимся электродом.
2.4.1. Механизированная сварка плавящимся электродомнепрерывным током
Механизированную сварку плавящимся электродом применяют для получения стыковых, тавровых, нахлесточных и других соединений алюминия и его сплавов толщиной 4-6 мм и более. Этот способ является самым производительным среди ручных видов сварки. За границей наиболее распространенный среди видов сварки алюминия.
Отличием механизированной сварки алюминия от традиционной механизированной сварки сталей является: использование аргона в качестве защитного газа, тефлоновых подающих каналов вместо стальных, специальной формы роликов в подающем механизме, специальных мундштуков на горелках. В СССР ввиду отсутствия дешевых тефлоновых каналов этот метод сварки был незаслуженно не востребован.
Электрическая дуга при этом способе сварки горит между изделием и плавящимся электродом (проволокой), который подается в зону дуги обычно с постоянной скоростью.
Надежное разрушение пленки окислов при механизированной сварке плавящимся электродом достигается лишь при питании дуги постоянным током обратной полярности. Механизм удаления окисной пленки в этом случае заключается в разрушении и распылении ее тяжелыми положительными ионами, бомбардирующими катод (эффект катодного распыления).
Недостатком способа сварки алюминия плавящимся электродом является некоторое снижение по сравнению со сваркой неплавящимся электродом показателей механических свойств. В частности, уменьшение прочности шва об
ясняется тем, что электродный металл, проходя через дуговой промежуток, перегревается в большей степени, чем присадочная проволока при сварке неплавящимся электродом. Также происходит худшее удаление окисной пленки, т.к. при аргонодуговой механизированной сварке непрерывным током сварочный процесс сопровождается короткими замыканиями, в момент которых катодное распыление отсутствует.
Для устранения этих недостатка в сварочной установке ВД-306ДК применены принципиально новые технические решения: низковольтная постоянная подпитка сварочной дуги напряжением 10-11В, которая накладывается на общую картину сварочного напряжения.
Для сварки, как правило, применяют проволоку диаметром 1.2-1.6 мм, так как из-за недостаточной жесткости сварка алюминиевой проволокой меньшего диаметра затруднена. Применение проволоки большего диаметра принципиально возможно, однако сварные соединения в этом случае получаются крупночешуйчатые, что ухудшает их внешний вид и механические свойства.
Установки для механизированной сварки состоят из выпрямителя (ВД-306ДК и т.д.), механизма подачи (ПДГО-508, ПДГО-510 и т.д.) со специальными роликами.
Конструкция механизма подачи должна обеспечивать надежное и стабильное поступление мягкой алюминиевой проволоки. Обычно в таких механизмах предусматривают две пары специальных ведущих и прижимных роликов, что уменьшает возможность проскальзывания проволоки и ее сминания.
Наиболее применимы сварочные горелки немецкой фирмы «Abicor Binzel» с тефлоновым подающим каналом. Следует отметить, что в виду использования аргона, как защитного газа, чаще всего применяют водоохлаждаемые модели горелок. Сопло горелки должно обеспечивать надежную защиту инертным газом жидкой сварочной ванны. Диаметр сопла горелки для механизированной сварки алюминия обычно 18-22 мм.
Ориентировочные режимы механизированной аргонодуговой сварки алюминия плавящимся электродом приведены в табл. 2.6.
Таблица 2.6.
Ориентировочные режимы механизированной аргонодуговой сварки алюминия и его сплавов плавящимся электродом. [5]
| Тип соединения | b, мм | dЭЛ.ПР., мм | IСВ, А | UД, В | VCВ, м/ч | Расход аргона, л/мин | Число проходов |
| Встык, без разделки кромок | 4-6 8-10 12 | 1,5-2,0 1,5-2,0 2,0 | 140-240 220-300 280-300 | 19-22 22-25 23-25 | 20-30 15-25 15-18 | 6-10 8-10 10-12 | 2 2 2 |
| Встык, с Vобразной разделкой кромок на подкладке | 5-8 10-12 | 1,5-2,0 2,0 | 220-280 260-280 | 21-24 21-25 | 20-25 15-20 | 8-10 8-12 | 2-3 3-4 |
| Встык, с Х образной разделкой кромок | 12-16 20-25 30-60 | 2,0 2,0 2,0 | 280-360 330-360 330-360 | 24-28 26-28 26-28 | 20-25 18-20 18-20 | 10-12 12-15 12-15 | 2-4 4-8 10-40 |
| Тавровое, угловое и нахлесточное | 4-6 8-16 20-30 | 1,5-2,0 2,0 2,0 | 200-260 270-330 330-360 | 18-22 24-26 26-28 | 20-30 20-25 20-25 | 6-10 8-12 12-15 | 1 2-6 10-40 |
Особый интерес при механизированной сварке алюминия вызывает использование источника питания ВД-306ДК с механизмом подачи ПДГО-508(510) (полуавтоматический модуль мультисистемы «Сорока»). Использование этого источника вызывает большой промышленный интерес в виду того, что в нем применены принципиально новые технические решения: низковольтная постоянная подпитка сварочной дуги напряжением 10-11В. Особенностью низковольтной подпитки напряжения на сварочной дуге является наложение постоянно действующего отрицательного потенциала. Это обеспечивает непрерывное горение электрической дуги, улучшает удаление окисной пленки, обеспечивает более мягкий переход капель электродного металла в сварочную ванну, уменьшает разбрызгивание и улучшает стабильность горения электрической дуги и качество формирования сварного соединения. Высоковольтная подпитка служит для облегчения зажигания дуги. Таким образом, в указанной схеме стало возможным производить регулирование продолжительности коротких замыканий и их частоты, возможность регулирования тока короткого замыкания. Установка имеет также возможность регулировки угла наклона вольтамперных характеристик и возможность производить сварку на значительном удалении от источника питания (до 20м). Последнее обеспечивается за счет применения обратных связей по току и напряжению на дуге. Для реализации последнего необходимо применять подающий механизм ПДГО-510Т и выпрямитель ВД-306ДК. Следует напомнить, что этот источник обеспечивает высококачественную сварку алюминия и его сплавов в режиме ручной дуговой сварки. Кроме того, его использование позволяет решить проблемы комплектации сварочной техникой цехов, когда все виды сварки (ММА, МИГ,ТИГ) можно производить на базе одного выпрямителя, комплектуя его различными приставками (БУСП-ТИГ, ПДГО) для реализации различных технологических процессов.
Механические свойства сварных соединений из сплава АМг6 толщиной 10 мм, выполненных механизированной сваркой на традиционных источниках питания (типа ВДУ-506) следующие [7]: .В = 30,6 кг/мм2, угол загиба . = 133 град.
2.4.2. Механизированная импульсно-дуговая сваркаплавящимся электродом.
Повысить качество металла шва алюминиевых сплавов удается применением техники управляемого переноса металла при импульсно-дуговой сварке.
Импульсно-дуговая сварка плавящимся электродом отличается от обычной тем, что на постоянный ток обратной полярности, получаемый от основного источника питания, накладываются кратковременные импульсы тока с определенной частотой (как правило, 50 или 100Гц). Импульсы генерируются импульсным устройством для получения мелкокапельного направленного переноса электродного металла через дугу при более низких значениях сварочного тока, чем это имеет место при естественном мелкокапельном переносе. Величину и длительность импульсов сварочного тока выбирают такими, чтобы можно было обеспечить управляемый перенос металла с торца электрода небольшими каплями в широком диапазоне токов. Как правило, в паузах между импульсами значение тока небольшое, но достаточное для поддержания горения сварочной дуги, при котором ввод теплоты в изделие уменьшается и отсутствует перенос металла.
Импульсно-дуговая сварка обеспечивает повышение механических свойств наплавленного металла и сварных соединений в целом, улучшает стабильность процесса, позволяет выполнять сварку в различных пространственных положениях с улучшенным формированием швов, существенно стабилизировать провар корня шва.
Для механизированной импульсно-дуговой сварки плавящимся электродом используют источник питания ВДГИ-302, который комплектуется подающим механизмом ПДИ-304.
Ориентировочные режимы механизированной импульсно-дуговой сварки алюминия и его сплавов плавящимся электродом в аргоне приведены в табл. 2.7.
Таблица 2.7.
Ориентировочные режимы механизированной импульсно-дуговой сварки алюминия и его сплавов плавящимся электродом в аргоне. [5]
| b, мм | dЭЛ.ПР., мм | Частота импульсов, 1/с | , А | UД, В | , м/ч | Расход аргона, л/мин | Число проходов |
| 4 | 1,4-1,6 | 50 | 130-150 17- | 19 20- | 25 | 10-12 | 1 |
| 5 | 1,4-1,6 | 50 | 140-170 17- | 19 20- | 25 | 10-13 | 1 |
| 6 | 1,4-1,6 | 100 | 160-180 18- | 21 20- | 25 | 12-14 | 1 |
| 8 | 2,0 | 100 160- | 190 22-24 | 25- | 30 12- | 14 2 | |
| 10 | 2,0 | 100 220- | 280 24- | 26 25- | 30 14- | 16 | 2 |
В последние годы широкое распространение при импульсно-дуговой сварке алюминия получили инверторные установки. Наиболее характерным представителем является установка для механизированной сварки типа Sinermig – 401 («OZAS»). Работа источника осуществляется на частоте 26 кГц с возможностью наложения дополнительных импульсов регулируемой амплитуды и скважности. Применение дополнительных импульсов позволяет увеличить производительность на 25% (по данным ОАО «Адмиралтейские верфи»). Использование этого источника позволяет получать кроме указанных выше возможностей, еще и формирование швов с обратным валиком и т.д., что часто требуется при сварке трубопроводов. Это достигается за счет возможности регулировки амплитуды и скважности импульсов, что невозможно на установке ВДГИ-302, где импульсы следуют постоянной амплитуды и частоты. Однако, данных по механическим свойствам изделий из алюминия и его сплавов, сваренных на таком источнике, не существует, ввиду его новизны, поэтому, точно делать выводы о применимости его для сварки конструкций из алюминиевых сплавов нельзя. В данной работе ниже приводится систематические данные по сравнению механических свойств на различных источниках питания при различных видах сварки.
3. Оценка способов дуговой сварки алюминия и его сплавов.
1. Электродуговая сварка алюминия является сложным процессом и требует точного поддержания параметров технологического процесса. Это обусловлено специфическими свойствами алюминия (низкая температура плавления ТПЛ =
VCВ
IСВ6600С, высокая теплопроводность . = 0.52 кал/см.сек.0С, высокая скорость кристаллизации металла шва, высокое сродство к кислороду, высокий коэффициент линейного расширения . = 24,58.10-6). При нарушении технологии швы могут быть плохого качества. Основными дефектами являются непровары, прожоги, поры, трещины, окисные и вольфрамовые включения, а также неудовлетворительное формирование шва.
2. При всех видах электродуговой сварки алюминия применяют специальные технологические и конструктивные меры, способствующие удалению окисной пленки с поверхности свариваемого металла, шлаковых включений, снижению загазованности сварочной ванны, уменьшающие коробление и т.д., которые описаны в настоящей работе.
3. Принципиально дуговая сварка алюминия и его сплавов может осуществляться всеми известными методами: ручная дуговая сварка покрытыми электродами, аргонодуговая сварка неплавящимся электродом (симметричным переменным током, асимметричным переменным током, импульсная), плазменная сварка, полуавтоматическая аргонодуговая сварка плавящимся электродом (с использованием источников питания, выполненных по стандартной схеме выпрямления, с использованием низковольтных и высоковольтных подпиток напряжения на сварочной дуге – комбинированная вольтамперная характеристика, с наложением импульсов на сварочное напряжение). Особое внимание при использовании этих методов необходимо обратить на то, что сварку необходимо осуществлять на обратной полярности или переменном токе. Этот процесс промышленно освоен. Применение сварки на прямой полярности принципиально возможно и обеспечивает высокое качество но находится в стадии лабораторных образцов. В табл. 3.1 приведено сравнение механических свойств сварного соединения из сплава АМГ-5, выполненного различными методами и наличия внутренних дефектов. Сварка производилась на сплаве АМг5, S = 2.5 мм, = 1.2 мм.
Таблица 3.1
Зависимость механических свойств сварного соединения из АМг-5 от вида сварки
| Вид сварки | Установка | Режим сварки | .В, кгс/мм2 | ., град | Дефекты | |||||
| Исходный материал | 32 | |||||||||
| Механизированная сварка плавящимся электродом | ВС-300Б | =110А, UД = 18В | 19 | 105 | П1,0; 7П0,3 | |||||
| ВДУ-506 | =125А, UД = 18В | 21 | 125 | 3П0,3; П1,0 | ||||||
| ВД-506ДК | =120А, UД = 17В | 26 | 45 | 10П0,3 | ||||||
| Механизированная импульсно-дуговая сварка плавящимся электродом | ВДГИ-302 | f = 100Гц, =100А, UД = 20В | 10 | 90 | 2Н5,0; 6П0,3; 2П1,0 | |||||
| ВДГИ-302 | f = 50Гц, IСВ = 100А, UД = 20В | 27 | 103 | |||||||
| Синермиг-401 | = 87А, UД = 16В | 18 | 130 | 3П1,0; 3П0,5 | ||||||
IСВ IСВ IСВIСВIСВdПР
| Аргонодуговая сварка неплавящимся вольфрамовым электродом с подачей присадочной проволоки | УДГУ-351 | Симметричный ток, IСВ = 50А | 16 | 37 | Ц5В0,5; 5П0,3; В0,5 | ||||
| УДГУ-351 | Асимметричный ток, IСВ = 50А, КАС = 0.56 | 9 | 90 | 3П0,3; В2,0 | |||||
| УДГУ-351 | Асимметричный ток, IСВ = 50А, КАС = 0.43 | 26 | 83 | 4С5В0,5; 2В0,5 | |||||
| УДГУ-351 | Пульсир. режим = 0.15с, tп= 0.15с, IСВ = 50А | 23 | 75 | 2С10В0,5; С20В0,5; П 1,0 | |||||
Из анализа данных таблицы 3.1 следует: . . . .
Наилучший результат обеспечивает стандартная установка для импульсно-дуговой механизированной сварки типа ВДГИ-302 на частоте следования импульсов 50Гц. Сварные соединения, сваренные этим методом, единственные среди исследованных в работе, не имеют внутренних дефектов, имеют самую высокую механическую прочность сварного соединения (84% от прочности основного металла) и один из самых высоких углов загиба.
Ко второй группе установок относятся выпрямители для полуавтоматической сварки (ВД-306(506)ДК, ВДУ-506), которые показали очень неплохие результаты. Механическая прочность составляет 81,2% от прочности основного металла для ВД-306ДК и 65% для ВДУ-506.
К третьей группе установок относится синергетический источник Синермиг-401 на котором производилась импульсно-дуговая механизированная сварка на базовой частоте 26кГц и подача дополнительных импульсов на частоте 100Гц. Полученные данные по этому источнику достаточно противоречивы. С одной стороны получена самая высокая пластичность сварного соединения (данные по углу загиба), с другой стороны – один из самых низких показателей механической прочности (56% от прочности основного металла).
К четвертой группе установок можно отнести метод сварки ТИГ на установках типа УДГУ-501. Самым интересным результатом является факт, что при сварке переменным симметричным током получены одни из самых низких показателей по механической прочности и углу загиба сварного соединения (50% от прочности основного металла). Хуже имеются данные только при коэффициенте асимметрии 0,43, т.е., когда синусоида напряжения на электроде горелки и изделии сдвинута в положительную область, т.е. на изделии присутствует больше положительного потенциала, чем отрицательного (28% от прочности основного металла). Картина качественно меняется, когда коэффициент асимметрии составляет 0,53, т.е. синусоида напряжения на электроде и изделии сдвинута в отрицательную область (81,2% от прочности основного металла) или когда применен пульсирующий режим сварки (72 % от прочности основного металла).
Объяснить полученные результаты можно следующим образом: при сварке алюминиевых конструкций и использовании алюминиевой проволоки для обеспечения формирования плотного малоокисленного сварного соединения перенос должен вестись каплями достаточно однородного размера, причем размер этих капель должен не быть минимальным, а перенос, соответственно, не должен быть струйным. В противном случае, при использовании инверторных источников питания, когда из-за работы источника питания на большой частоте происходит процесс дробления капель, происходит их интенсивное окисление, ввиду резкого увеличения удельной поверхности капель. Сварное соединение формируется из капель минимального размера, которые достаточно окислены, поэтому механические свойства соединения невелики, но внешний вид и пластичность соединения находятся на высоком уровне. Для формирования высококачественного сварного соединения просто не хватает степени газовой защиты, а сварка со специальными дополнительными газовыми поддувами или камерами с контролируемой атмосферой экономически не оправдана.
Косвенно полученный вывод подтверждает результат по использованию другого импульсно-дугового источника, но работающего на промышленной частоте – ВДГИ-302. В этом случае, уменьшение частоты следования импульсов со 100 до 50Гц, т. е. не стремление к струйному переносу, а стремление фиксировать размер капель электродного металла на уровне 0,8-1 мм, позволило получить самые высокие результаты.
В таблице 3.2 приведены экспериментальные характеристики сварочного процесса при механизированной сварке плавящимся электродом (dэ=1.2 мм) в среде аргона сплава АМг5. Таблица 3.2 Экспериментальные характеристики сварочного процесса при механизированной сварке плавящимся электродом (dэ=1.2 мм) в среде аргона сплава АМг5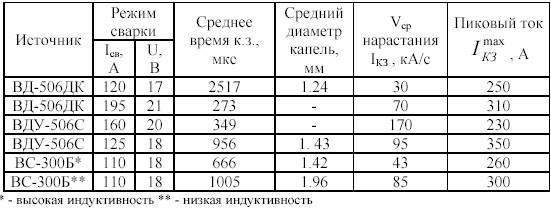
ТЕХНИКА БЕЗОПАСНОСТИ И ПОЖАРНЫЕ МЕРОПРИЯТИЯ ПРИ ВЫПОЛНЕНИИ СВАРОЧНЫХ РАБОТ
Леса, подмостки и трапы на судне должны быть надежными, изготовленными по утвержденным чертежам и принятыми представителями отдела техники безопасности. Леса должны иметь бортовые доски высотой 150 мм, чтобы исключить падение вниз инструментов или других предметов. На лесах обязательно устанавливают 2-3 яруса лееров. Трапы или сходни должны быть прочно закреплены и иметь перила по обеим сторонам. Не допускается перегрузка лесов сверх нормы. Необходимо следить, чтобы по одной вертикали на лесах и площадках не работало несколько человек.
Запрещается работать на мокрых, скользких и обледенелых палубах судна и настилах лесов. Лед надо сколоть, а мокрые места посыпать песком, опилками и т.п.
Все рабочие места в цехе и на судне должны быть оборудованы средствами тушения пожаров. В жаркое время года деревянные настилы лесов периодически поливают водой. Все горючие и быстровоспламеняющиеся материалы хранят в специальных помещениях и специальной таре. При использовании огнеопасных материалов нужно строго придерживаться инструкций.
В случае возникновения пожара в цехе или на судне необходимо срочно вызвать пожарную команду завода, а до ее прибытия принять меры по тушению пожара (воспользоваться огнетушителем, песком и водой) и меры по обеспечению безопасности людей и спасению имущества от огня.
Следует помнить, что масло, нефть можно тушить пенными огнетушителями или песком. Горячую электропроводку и электрические машины, находящиеся под напряжением, нельзя тушить водой и пенными огнетушителями, так как это может привести к поражению людей электрическим током. В таких случаях нужно немедленно обесточить проводку и машины и только после этого приступить к тушению огня. При возникновении пожара очень важно сохранить спокойствие, дисциплину и беспрекословно выполнять распоряжения руководителя, ответственного за тушение пожара.
Ответственность за организацию и состояние техники безопасности на предприятиях несет администрация этих предприятий, в составе которой имеются специальные отделы по технике безопасности, или инженеры по технике безопасности.
Все рабочие, перед допуском к работе, должны быть проинструктированы по безопасному ведению работ и в случае необходимости сдать соответствующее испытание по правилам техники безопасности.
Вредное влияние излучения электрической дуги, невидимые ультрафиолетовые лучи, используемые сварочной дугой, вредно действует на сетчатку и роговую оболочку глаз. Если смотреть не защищенными глазами на свет дуги в течение 5-10 минут, то спустя 1-2 часа после этого, появляется боль в глазах, спазмы век, слезотечение, светобоязнь и воспаление глаз. В этом случае нужно обратиться к врачу.
Для защиты зрения служат щитки и маски с защитными стеклами. Стекла совершенно не пропускают ультрафиолетовых лучей, а инфракрасные лучи пропускают лишь в пределах от 0,1 до 3% от общего количества.
Для предохранения от действия лучей сварочной дуги, людей, работающих по соседству с местами сварки, ограждают светонепроникающими щитами, ширмами или кабинами из фанеры и брезентом высотой 1,8 м. Для улучшения вентиляции внутри кабины, стенки не доводят до пола на 25-30 см. чтобы уменьшить разность в яркости света, стенки кабин окрашивают в матовые светлые тона (серый, голубой, желтый) и увеличивают искусственную освещенность рабочего места.
Поражение электрическим током. Предельное напряжение холостого хода при сварке не должно превышать, как правило, 70 В. Особенно опасно поражение током при сварке внутри резервуаров, где сварщик соприкасается с металлическими поверхностями, находящимися под напряжением по отношению к электродержателю.
Список используемой литературы.
1.Anders Norlin. A century of aluminium – a product of the future // A welding review published by Esab. Focus Aluminium, 2000. №2. с. 31-33.
2.Акулов А.И., Бельчук Г.А., Демянцевич В.П. Технология и оборудование сварки плавлением. .: Машиностроение, 1977.
3. Аргоно-дуговая сварка алюминиевых сплавов для строительных конструкций, технологические рекомендации. М.: Госстройиздат, 1963.
4. Каталог ESAB, 1998.
5. Гуревич С.М. Справочник по сварке цветных металлов. Киев: Наукова думка, 1981.
6. Малаховский В.. Плазменная сварка. М.: Высш.шк., 1987.
7. Руссо В.Л. Сварка алюминиевых сплавов в среде инертных газов. Л.: Судпромгиз 1962.
8.Рабкин Д.М., Игнатьев В.Г., Довбищенко И.В. Дуговая сварка алюминия и его сплавов. М.: Машиностроение, 1982.
9. Рабкин Д.М., Игнатьев В.Г., Довбищенко И.В. Сварка алюминия и его сплавов: курс лекций для специалистов-сварщиков. Киев: Наукова думка, 1983.
10.Klas Weman. Equipment for aluminiu welding //A welding review published by Esab. Focus Aluminium , 2000. №2. с. 11-13.
superbotanik.net
