При неудовлетворительных показаниях сопротивления изоляции возможно, что изоляция необязательно повреждена, а просто отсырела. При этом электродвигатели и аппараты подвергаются сушке. Имеются специальные сушильные шкафы. Малые двигатели можно просушивать софитами с лампами накаливания.
ГЛАВА 6. ЭЛЕКТРООБОРУДОВАНИЕ СВАРОЧНЫХ УСТАНОВОК
6.1. Виды электрической сварки
Сваркой называется процесс получения неразъемного соединения материалов путем местного нагрева свариваемых кромок деталей до пластического или расплавленного состояния.
Прочность сварного соединения обеспечивается атомными или молекулярными связями. Важное значение имеет при этом взаимная диффузия атомов свариваемых материалов.
Современная сварочная техника располагает большим разнообразием способов сварки. Наибольшее распространение получила электрическая дуговая сварка, при которой местный нагрев свариваемых кромок осуществляется теплом электрической дуги.
Электродуговая сварка, при которой расплавление металла свариваемых кромок деталей и электрода (или присадочного металла) производится за счет тепла, выделяемого электрической дугой, выполняется вручную, полуавтоматически и автоматически.
Ручная дуговая сварка может производиться двумя способами: способом Бенардоса и способом Славянова.
Сварку способом Бенардоса осуществляют следующим образом. Свариваемые кромки изделия приводят в соприкосновение. Между неплавящимся электродом (угольным, графитовым или вольфрамовым) и изделием возбуждают электрическую дугу. Кромки изделия и вводимый в зону дуги присадочный материал нагревают до плавления и получают ванночку расплавленного металла. После затвердевания ванночки образуется сварной шов. Данный способ используется, как правило, при сварке цветных металлов или их сплавов, а также при наплавке твердых сплавов.
Сварку способом Славянова выполняют с помощью плавящегося электрода. Электрическая дуга возбуждается между металлическим (плавящимся) электродом и свариваемыми кромками изделия. Получается общая ванна расплавленного металла, которая, охлаждаясь, образует сварной шов.
Автоматическая и полуавтоматическая сварка под флюсом осуществляется путем механизации основных движений, выполняемых сварщиком, — подачи электрода вдоль его оси в зону дуги и перемещения его вдоль свариваемого шва.
При полуавтоматической сварке механизирована подача электрода вдоль его оси в зону дуги, а перемещение электрода вдоль свариваемого шва производит сварщик вручную. При автоматической сварке механизированы все операции, необходимые для процесса сварки.
Расплавленный металл защищен от воздействия кислорода и азота воздуха специальным гранулированным флюсом. Высокая производительность и хорошее качество швов обеспечили широкое применение автоматической и полуавтоматической сварки под флюсом.
Электрическая контактная сварка производится при помощи тепла, выделяемого током при прохождении через свариваемые кромки изделия. При этом в месте соприкосновения кромок выделяется наибольшее количество тепла, разогревающее их до сварочного состояния. Завершается сварка последующим сдавливанием свариваемых кромок.
6.2. Основные требования к источникам питания сварочной дуги
Электродуговая сварка начинается с короткого замыкания сварочной цепи — контакта между электродом и деталью. При этом происходит выделение теплоты и быстрое разогревание места контакта. Эта начальная стадия требует повышенного напряжения сварочного тока.
В процессе сварки при переходе капель электродного металла в сварочную ванну происходят очень частые короткие замыкания сварочной цепи. Вместе с этим изменяется длина сварочной дуги. При каждом коротком замыкании напряжение тока падает до нулевого значения. Для последующего восстановления дуги необходимо напряжение порядка 25…30 В. Такое напряжение должно быть обеспечено за время не более 0,05 с, чтобы поддержать горение дуги в период между короткими замыканиями.
Следует учесть, что при коротких замыканиях сварочной цепи развиваются большие токи (токи короткого замыкания), которые могут вызвать перегрев в проводке и обмотках источника тока. Эти условия процесса сварки в основном и определили требования, предъявляемые к источникам питания сварочной дуги. Для обеспечения устойчивого процесса сварки источники питания дуги должны удовлетворять следующим требованиям:
1. Напряжение холостого хода должно быть достаточным для легкого возбуждения дуги и в то же время не должно превышать нормы техники безопасности. Для однопостовых сварочных генераторов напряжение холостого хода не должно быть более 80 В, а для многопостовых — не более 60 В. Для сварочных трансформаторов установлено наибольшее допустимое напряжение 70 В при сварочной силе тока более 200 А и напряжение 100 В при сварочной силе тока менее 100 А.
2. Напряжение горения дуги (рабочее напряжение) должно быстро устанавливаться и изменяться в зависимости от длины дуги, обеспечивая устойчивое горение сварочной дуги. С увеличением длины дуги напряжение должно быстро возрастать, а с уменьшением — быстро падать. Время восстановления рабочего напряжения от 0 до 30 В после каждого короткого замыкания (при капельном переносе металла от электрода к свариваемой детали) должно быть менее 0,05 с.
3. Значение силы тока короткого замыкания не должно превышать сварочное значение силы тока более чем на 40…50%. При этом источник тока должен выдерживать продолжительные короткие замыкания сварочной цепи. Это условие необходимо для предохранения обмоток источника тока от перегрева и повреждения.
4. Мощность источника тока должна быть достаточной для выполнения сварочных работ.
Кроме того, необходимы устройства, позволяющие регулировать значение сварочной силы тока в требуемых пределах. Сварочное оборудование должно отвечать требованиям ГОСТов.
6.3. Сварочные преобразователи постоянного тока
Сварочные преобразователи постоянного тока подразделяют на следующие группы:
По количеству питаемых постов — однопостовые, предназначенные для питания одной сварочной дуги; многопостовые, питающие одновременно несколько сварочных дуг.
По способу установки — стационарные, устанавливаемые неподвижно на фундаментах; передвижные, монтируемые на тележках.
По роду двигателей, приводящих генератор во вращение, — машины с электрическим приводом; машины с двигателем внутреннего сгорания (бензиновым или дизельным).
По способу выполнения — однокорпусные, в которых генератор и двигатель вмонтированы в единый корпус; раздельные, в которых генератор и двигатель установлены на единой раме, а привод осуществляется через специальную соединительную муфту.
Наибольшее распространение в строительстве получили однопостовые генераторы с расщепленными полюсами, работающие по принципу использования магнитного потока якоря для получения падающей внешней характеристики.
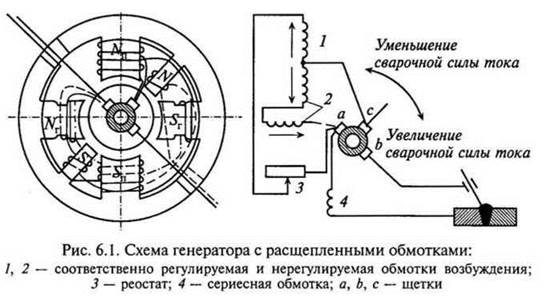
На рис. 6.1 показана схема сварочного генератора такого типа. Генератор имеет четыре основных и два дополнительных полюса. При этом одноименные основные полюсы расположены рядом, составляя как бы один раздвоенный полюс.
Обмотки возбуждения имеют две секции: нерегулируемую 2 и регулируемую 1. Нерегулируемая обмотка расположена на всех четырех основных полюсах, а регулируемая помещена только на поперечных полюсах генератора. В цепь регулируемой обмотки воз буждения включен реостат 3.
|
|
На дополнительных полюсах расположена сериесная обмотка 4. По нейтральной линии симметрии между разноименными полюсами на коллекторе генератора расположены основные щетки а и Ь, к которым подключается сварочная цепь. Дополнительная щетка с служит для питания обмоток возбуждения. Грубое регулирование производится смещением щеточной траверсы, на которой расположены все три щетки генератора. Если сдвигать щетки по направлению вращения якоря, то размагничивающее действие потока якоря увеличивается и величина сварочной силы тока уменьшается. При обратном сдвиге размагничивающее
|
|
действие уменьшается и сварочная сила тока увеличивается. Более плавное и точное регулирование силы тока производят реостатом, включенным в цепь обмотки возбуждения. Увеличивая или уменьшая реостатом силу тока возбуждения в обмотке поперечных полюсов, изменяют магнитный поток Фд, тем самым изменяются напряжение тока генератора и величина сварочного тока.
Кроме генераторов с размагничивающим действием реакции якоря применяют сварочные генераторы, у которых падающая внешняя характеристика и ограничение величины силы тока короткого замыкания обеспечивается размагничивающим действием последовательной обмотки возбуждения, включенной в сварочную цепь. Принципиальная схема такого генератора представлена на рис. 6.2.
Генератор имеет две обмотки: обмотку возбуждения 1 и размагничивающую обмотку 2. Обмотка возбуждения питается либо от основной и дополнительной щеток (а и с), либо от специального источника тока с постоянным напряжением. Поэтому магнитный поток Фв, создаваемый этой обмоткой, постоянный и не зависит от нагрузки генератора. Размагничивающая обмотка включена последовательно с обмоткой якоря так, что при горении дуги сварочный ток, проходя через обмотку, создает магнитный поток Фп, направленный против потока Фв.
В последнее время большое применение в сварочном производстве получили выпрямительные сварочные установки. Они преобразуют переменный ток в постоянный при помощи селеновых, германиевых или кремниевых выпрямителей.
fiziku5.ru
Корпус любой электросварочной установки необходимо заземлять. Последовательное включение в заземляющий проводник нескольких аппаратов запрещается. [c.201]
Все электросварочные установки с источниками переменного и постоянного тока при сварке в особо опасных условиях (сварка внутри металлических емкостей, колодцев, отсеков, на понтонах и т. д.) должны быть оснащены устройствами автоматического отключения холостого хода или ограничения его напряжения до 12 В не позже чем через 1 с после размыкания сварочной цепи. Ограничитель, выполненный в виде отдельной приставки, должен быть заземлен отдельным проводником. [c.202]
Запрещается оставлять на рабочем месте электросварочный инструмент, находящийся под напряжением. Передвижные электросварочные установки во время их передвижения необходимо отключать от сети. [c.203]
Весь персонал, обслуживающий электросварочные установки, должен периодически проходить инструктаж об опасности электрического тока и способах оказания первой помощи. [c.203]
Электросварочные установки для ручной дуговой сварки на переменном токе при использовании в особо опасных помещениях и в помещениях с повышенной опасностью должны иметь ограничители напряжения, снижающие напряжение холостого хода, до 12 В и ниже, не позже чем через секунду после размыкания сварочной цепи. [c.99]
Присоединять и отсоединять электросварочные установки от электросети, а также ремонтировать их должны только аттестованные электромонтеры. Запрещается эти операции производить сварщикам. [c.101]
Электросварочные установки должны иметь техническую документацию, поясняющую назначение агрегатов, аппаратуры и соединение электрических схем. [c.209]
Электросварочная установка на все время работы должна быть заземлена. Обязательному заземлению подлежит рама сварочного двигателя — генератора, корпус сварочного аппарата, трансформатор, пусковые выключатели, сварочный стол, плита или свариваемая деталь (конструкция), вторичная обмотка трансформатора и т. п. Запрещается пользоваться заземлением одного аппарата для заземления другого. [c.210]
Электросварочную установку на все время работы обязательно заземляют. Для присоединения заземляющего провода на корпусе электросварочного оборудования должен быть предусмотрен болт диаметром 5—8 мм, расположенный в доступном месте с надписью земля (или условным обозначением земля ). Помимо заземления основного сварочного оборудования заземляют также тот зажим вторичной [c.65]
Провода электросварочной установки должны быть гибкими, надежно изолированными и в необхо- [c.66]
Электросварочные установки с источниками переменного и постоянного тока, предназначенные для сварки внутри металлических емкостей, в колодцах, туннелях, должны быть оснащены устройствами автоматического отключения напряжения холостого хода или ограничения его до напряжения 12 В с выдержкой времени не более 0,5 с. [c.96]
Присоединять электросварочные установки к сети и отсоединять, а также ремонтировать их должны только электромонтеры объекта. Производить эти операции сварщикам запрещается. [c.97]
Электросварочные установки 158 Электротравмы 150 сл. Электроустановки [c.472]
Все работы по установке, ремонту и наблюдению за электросварочными агрегатами должен производить электромонтер, имеющий квалификационную группу по электробезопасности не ниже третьей (подключать электросварочные аппараты к источникам питания, заменять предохранители, а также производить какой бы то ни было ремонт в электросварочной установке электросварщику запрещается). [c.106]
Электросварочные установки должны быть зарегистрированы у главного [c.106]
При электросварочных работах опасность поражения электрическим током может возникнуть как при соприкосновении с токоведущими частями установок, находящимися под напряжением, так и при соприкосновении с металлическими частями установки, случайно оказавшейся под напряжением вследствие повреждения изоляции или неисправности электропроводки. Возможны случаи попадания под напряжение и при исправной электросварочной установке, когда электросварщик прикоснется одновременно одной рукой к электроду, а другой — к свариваемому предмету или к заземленной металлической конструкции. [c.90]
До начала электросварки должен быть выполнен ряд подготовительных мероприятий, позволяющих обеспечить безопасность работ. В электросварочных установках металлические части должны быть надежно заземлены, проверена исправность изоляции проводов и электрододержателей, плотность соединений всех контактов на аппаратах, электрододержателях и проводах. [c.71]
Электросварочная установка на все время работы должна быть заземлена. Кроме того, необходимо заземлять тот зажим вторичной обмотки сварочного трансформатора, к которому присоединяется проводник, идущий к изделию (обратный проводник). [c.266]
Одной из причин пожара может быть неправильная эксплуатация электросварочной установки, где сама технология работ связана с применением открытого пламени электрической дуги. [c.205]
До начала электросварки должен быть выполнен ряд подготовительных мероприятий, позволяющих обеспечить безопасность работ. В электросварочных установках металлические части должны быть надежно заземлены, проверена исправность изоляции проводов и электрододержателей, плотность соединений всех контактов на аппаратах, электрододержателях и проводах. [c.71]
Электросварочные установки должны иметь техническую документацию, поясняющую назначение агрегатов, аппаратуры и соединение электрических схем. [c.314]
Электросварочная установка на все время работы должна быть заземлена. Обязательному заземлению подлежит рама сварочного мотор-генератора, [c.315]
Электросварочная установка (сварочный трансформатор, агрегат, преобразователь) должна иметь паспорт, инструкцию по эксплуатации и инвентарный номер, под которым она записана в журнале учета и периодических осмотров. [c.381]
При выполнении электросварочных работ и обслуживании электросварочной установки следует выполнять требования настоящей главы, Санитарных правил при сварке и резке металлов Минздрава СССР, а также указания по эксплуатации и безопасному обслуживанию, изложенные в инструкции за-вода-изготовителя. [c.381]
Электросварочные установки включаются в электросеть только при помощи пусковых устройств. [c.382]
В передвижных электросварочных установках для подключения их к сети следует предусматривать блокирование рубильника, исключающее возможность присоединения и отсоединения провода от зажимов, когда последние находятся под напряжением. . [c.382]
Включать в электросеть и отключать от нее электросварочные установки, а также ремонтировать их должны только электромонтеры. Запрещается эти операции производить сварщикам. [c.382]
Электросварочные установки, применяемые для сварки в особо опасных условиях (внутри металлических емкостей, в трубопроводах, колодцах, туннелях, в котлах, на понтонах, при наружных работах), а также электросварочные установки, предназначенные для работы в помещениях с повышенной опасностью и имеющие ток холостого хода выше 36 в, должны быть оснащены устройствами автоматического отключения напряжения холостого хода или ограничения его до напряжения 12 в с выдержкой времени не более 0,5 сек. [c.382]
В электросварочных установках должны быть предусмотрены надежные ограждения всех элементов, находящихся под напряжением. [c.383]
Электросварочные установки, расположенные над землей или перекрытием на высоте более 1 м, должны быть оборудованы освещенными рабочими площадками с настилом, лестницами и перилами. [c.384]
Рабочий-электросварщик находится в непосредственной близости от токоведущих частей, переносных проводников, сварочного электрода, одновременно соприкасаясь с заземленными металлическими частями оборудования, что создает условия повышенной опасности поражения электрическим током. Поэтому к электросварочным установкам, помимо общих мер безопасности н требований производственной санитарии, предъявляется ряд дополнительных требований в отношении защиты от поражения электрическим током. [c.231]
Все электросварочные установки, предназначенные для работы в помещениях с повышенной опасностью и имеющие напряжение холостого хода выше 42 В, должны иметь устройства автоматического отключения в режиме холостого хода. [c.231]
Присоединение электросварочных установок к сети и отсоединение их должны производиться электромонтером. Перед ремонтом электросварочные установки должны быть отсоединены от сети. [c.49]
Электросварочные установки должны иметь техническую документацию, поясняющую назначение агрегатов, аппаратуры, приборов и электрические схемы. [c.251]
Электросварочная установка на все время работы должна быть заземлена. Помимо заземления основного электросварочного оборудования в сварочных установках надлежит непосредственно заземлять тот зажим вторичной обмотки сварочного трансформатора, к которому присоединяется проводник, идущий к изделию (обратный проводник). [c.252]
Электросварочную установку на все время работы необходимо заземлять. Помимо заземления основного электросварочного оборудования, в сварочных установках следует непосредственно заземлять тот зажим вторичной обмотки сварочного трансформатора, к которому присоединяется проводник, идущий к изделию (обратный проводник). [c.64]
Электросварочные установки должны иметь техническую документацию, поясняющую назначение агрегатов, аппаратуры и соединение электрических схем. [c.344]
Электросварочные установки должны быть оборудованы регулятором сварочного тока. Для указания величины тока в сварочной цепи должен быть амперметр пли шкала на регуляторе тока. [c.345]
При работах в особо опасных помещениях, а также в колодцах, тоннелях, отсеках судов, понтонах, резервуарах, цистернах и т. п. электросварочная установка должна иметь электрическую блокировку, обеспечивающую автоматическое включение сварочной цепи при соприкосновении электрода со свариваемым изделием и автоматическое отключение сварочной цепи при холостом ходе, либо понижение напряжения в сварочной цепи до 12 в. [c.345]
Каждая электросварочная установка должна иметь паспорт, инструкцию по эксплуатации и инвентарный номер, под которым она записана в журнале учета и периодических осмотров. [c.112]
Требования настоящей главы относятся к электросварочным установкам при использовании в них плавящихся или неплавящихся электродов, при обработке (соединении, резке и др.) металлических или неметаллических материалов в воздушной среде или среде газа (аргона, гелия, углекислого газа, азота и др.) либо водяного пара при давлении атмосферном, повышенном или пониженном (в том числе в вакууме), а также под водой или под слоем флюса. [c.883]
Электросварочные установки должны удовлетворять требованиям других глав Правил в той мере, в какой они не изменены настоящей главой. [c.883]
Выполнение работ на электросварочных установках должно предусматриваться в соответствии с требованиями ГОСТ 12.3.003—86 Работы сварочные. Требования безопасности и правил технической эксплуатации электроустановок. [c.883]
В зависимости от вида источника питания электроэнергией различают автономные электросварочные установки, снабженные индивидуальными двигателями внутреннего сгорания (карбюраторными — бензиновыми или дизельными), и электросварочные установки, получающие питание от электрических сетей, в том числе присоединяемых к передвижным электростанциям. [c.883]
Электросварочные установки по степени механизации на них технологических операций разделяются на установки, на которых эти операции выполняются вручную, установки полуавтоматические (когда автоматически поддерживается электрический режим сварки, а остальные операции выполняются вручную) и установки автоматические. [c.884]
Настоящая глава Правил распространяется на оборудуемые и используемые в закрытых помещениях или на открытом воздухе стационарные, переносные и передвижные электросварочные установки, предназначенные для выполнения электротехнологических процессов сварки, наплавки, напыления и резки (разделительной и поверхностной) плавлением и сварки с применением давления, в том числе [c.882]
Электросварочные установки представляют собой совокупность функционально связанных между собой специальных электросварочных и общего назначения электротехнических и механических элементов, а также кабельных линий, электропроводок, токопро-водов для внешних соединений этих элементов. Все устройства, используемые для электросварочных установок, должны быть изготовлены согласно утвержденной в установленном порядке технической документации и соответствовать действующим стандартам. [c.883]
ru-safety.info
 4 9.1.4. ВЫПРЯМИТЕЛЬ СВАРОЧНЫЙ ТИПА ВДУ-506УЗ Выпрямитель (см. рисунок) стационарный однопостовой предназначен для сварочных автоматов и полуавтоматов для сварки в среде углекислого газа и под флюсом,
4 9.1.4. ВЫПРЯМИТЕЛЬ СВАРОЧНЫЙ ТИПА ВДУ-506УЗ Выпрямитель (см. рисунок) стационарный однопостовой предназначен для сварочных автоматов и полуавтоматов для сварки в среде углекислого газа и под флюсом,
 4.5. Дуговая сварка в среде защитных газов При сварке в защитном газе электрод, зона дуги и сварочная ванна защищены струёй защитного газа. В качестве защитных газов применяют инертные газы (аргон и гелий)
4.5. Дуговая сварка в среде защитных газов При сварке в защитном газе электрод, зона дуги и сварочная ванна защищены струёй защитного газа. В качестве защитных газов применяют инертные газы (аргон и гелий)
 КЛАССИФИКАЦИЯ СВАРОЧНЫХ ДУГ Цели и задачи урока Знать: Виды сварочных дуг 1. По среде горения 2. По роду тока 3. По длительности горения 4. По полярности 5. По типу электрода 6. По принципу работы Уметь:
КЛАССИФИКАЦИЯ СВАРОЧНЫХ ДУГ Цели и задачи урока Знать: Виды сварочных дуг 1. По среде горения 2. По роду тока 3. По длительности горения 4. По полярности 5. По типу электрода 6. По принципу работы Уметь:
 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 1 Укажите марку стали, которая сваривается без особых ограничений, независимо от толщины
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 1 Укажите марку стали, которая сваривается без особых ограничений, независимо от толщины
 050101. Однофазный трансформатор. Цель работы: Ознакомиться с устройством, принципом работы однофазного трансформатора. Снять его основные характеристики. Требуемое оборудование: Модульный учебный комплекс
050101. Однофазный трансформатор. Цель работы: Ознакомиться с устройством, принципом работы однофазного трансформатора. Снять его основные характеристики. Требуемое оборудование: Модульный учебный комплекс
 ОКП 344183 346882 ВЫПРЯМИТЕЛИ СВАРОЧНЫЕ Марки: ВД-306У3 ПАСПОРТ 3468-002-12353442-04 ПС г.сафоново 1 2008г. ВНИМАНИЕ! ВЫПРЯМИТЕЛЬ СВАРОЧНЫЙ НЕ ВКЛЮЧАТЬ - До изучения настоящего паспорта! - Без заземления!
ОКП 344183 346882 ВЫПРЯМИТЕЛИ СВАРОЧНЫЕ Марки: ВД-306У3 ПАСПОРТ 3468-002-12353442-04 ПС г.сафоново 1 2008г. ВНИМАНИЕ! ВЫПРЯМИТЕЛЬ СВАРОЧНЫЙ НЕ ВКЛЮЧАТЬ - До изучения настоящего паспорта! - Без заземления!
 Филиал ТОО «Қамқор Локомотив» «Казалинский локомотиворемонтный завод» Конспект. Технология сварочных работ 2015 г. Технология сварочных работ Для возникновения электрической дуги необходимы два токопроводящих
Филиал ТОО «Қамқор Локомотив» «Казалинский локомотиворемонтный завод» Конспект. Технология сварочных работ 2015 г. Технология сварочных работ Для возникновения электрической дуги необходимы два токопроводящих
 ПРЕДИСЛОВИЕ ГЛАВА 1. ЦЕПИ ПОСТОЯННОГО ТОКА 1.1.Электрическая цепь 1.2.Электрический ток 1.3.Сопротивление и проводимость 1.4.Электрическое напряжение. Закон Ома 1.5.Связь между ЭДС и напряжением источника.
ПРЕДИСЛОВИЕ ГЛАВА 1. ЦЕПИ ПОСТОЯННОГО ТОКА 1.1.Электрическая цепь 1.2.Электрический ток 1.3.Сопротивление и проводимость 1.4.Электрическое напряжение. Закон Ома 1.5.Связь между ЭДС и напряжением источника.
 Оглавление Преимущества:... Недостатки:... Виды сварки:... Виды соединений при электродуговой сварке... 3 Расчеты на прочность... 4 Сварка встык... 4 Сварка внахлестку... 4 Точечная сварка... 5 Шовная
Оглавление Преимущества:... Недостатки:... Виды сварки:... Виды соединений при электродуговой сварке... 3 Расчеты на прочность... 4 Сварка встык... 4 Сварка внахлестку... 4 Точечная сварка... 5 Шовная
 ОКП 344183 346882 ТРАНСФОРМАТОРЫ СВАРОЧНЫЕ Марки: ТДМ-161У2, ТДМ-252У2, ТДМ-303У2, ТДМ-403У2, ТДМ-3У2, ТДМ 602У2. ПАСПОРТ 3441-001-12353442-04 ПС ВНИМАНИЕ! ТРАНСФОРМАТОР СВАРОЧНЫЙ НЕ ВКЛЮЧАТЬ До изучения
ОКП 344183 346882 ТРАНСФОРМАТОРЫ СВАРОЧНЫЕ Марки: ТДМ-161У2, ТДМ-252У2, ТДМ-303У2, ТДМ-403У2, ТДМ-3У2, ТДМ 602У2. ПАСПОРТ 3441-001-12353442-04 ПС ВНИМАНИЕ! ТРАНСФОРМАТОР СВАРОЧНЫЙ НЕ ВКЛЮЧАТЬ До изучения
 МЕТОДИЧЕСКОЕ УКАЗАНИЕ 2 системы и технологии» Тема 1. Линейные цепи постоянного тока. 1. Основные понятия: электрическая цепь, элементы электрической цепи, участок электрической цепи. 2. Классификация
МЕТОДИЧЕСКОЕ УКАЗАНИЕ 2 системы и технологии» Тема 1. Линейные цепи постоянного тока. 1. Основные понятия: электрическая цепь, элементы электрической цепи, участок электрической цепи. 2. Классификация
 1 Синхронные электрические машины Общие сведения и элементы конструкции Лекции профессора Полевского В.И. Синхронными машинами называются электрические машины переменного тока, у которых магнитное поле,
1 Синхронные электрические машины Общие сведения и элементы конструкции Лекции профессора Полевского В.И. Синхронными машинами называются электрические машины переменного тока, у которых магнитное поле,
 УДК 621.791.927.5 Миронова М.В. ПРОИЗВОДИТЕЛЬНОСТЬ РАСПЛАВЛЕНИЯ ФЕРРОМАГНИТНЫХ СВАРОЧНЫХ ПРОВОЛОК ПРИ НАПЛАВКЕ В ПРОДОЛЬНОМ МАГНИТНОМ ПОЛЕ Использование продольного магнитного поля (ПРМП) при электродуговой
УДК 621.791.927.5 Миронова М.В. ПРОИЗВОДИТЕЛЬНОСТЬ РАСПЛАВЛЕНИЯ ФЕРРОМАГНИТНЫХ СВАРОЧНЫХ ПРОВОЛОК ПРИ НАПЛАВКЕ В ПРОДОЛЬНОМ МАГНИТНОМ ПОЛЕ Использование продольного магнитного поля (ПРМП) при электродуговой
 М. И. КУЗНЕЦОВ ОСНОВЫ ЭЛЕКТРОТЕХНИКИ ПЯТОЕ ИЗДАНИЕ, ПЕРЕРАБОТАННОЕ ПОД РЕДАКЦИЕЙ КАНД. ТЕХН. НАУК С. В. СТРАХОВА Одобрено Ученым советом по профессионально-техническому образованию Главного управления
М. И. КУЗНЕЦОВ ОСНОВЫ ЭЛЕКТРОТЕХНИКИ ПЯТОЕ ИЗДАНИЕ, ПЕРЕРАБОТАННОЕ ПОД РЕДАКЦИЕЙ КАНД. ТЕХН. НАУК С. В. СТРАХОВА Одобрено Ученым советом по профессионально-техническому образованию Главного управления
 ОКП 344183 346882 ТРАНСФОРМАТОРЫ СВАРОЧНЫЕ Марки: -161У2, -252У2, -303У2, -3У2, -3У2, 2У2. ПАСПОРТ 3441-001-12353442-04 ПС г. Сафоново 2008 г. ВНИМАНИЕ! ТРАНСФОРМАТОР СВАРОЧНЫЙ НЕ ВКЛЮЧАТЬ До изучения
ОКП 344183 346882 ТРАНСФОРМАТОРЫ СВАРОЧНЫЕ Марки: -161У2, -252У2, -303У2, -3У2, -3У2, 2У2. ПАСПОРТ 3441-001-12353442-04 ПС г. Сафоново 2008 г. ВНИМАНИЕ! ТРАНСФОРМАТОР СВАРОЧНЫЙ НЕ ВКЛЮЧАТЬ До изучения
 М. В. Панасенко, Ю. В. Лебедева ПРИЕМНИКИ И ПОТРЕБИТЕЛИ ЭЛЕКТРИЧЕСКОЙ ЭНЕРГИИ СИСТЕМ ЭЛЕКТРОСНАБЖЕНИЯ 0 МИНОБРНАУКИ РОССИИ ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО
М. В. Панасенко, Ю. В. Лебедева ПРИЕМНИКИ И ПОТРЕБИТЕЛИ ЭЛЕКТРИЧЕСКОЙ ЭНЕРГИИ СИСТЕМ ЭЛЕКТРОСНАБЖЕНИЯ 0 МИНОБРНАУКИ РОССИИ ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО
 МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ федеральное государственное бюджетное образовательное учреждение высшего профессионального образования «Курганский государственный университет» Кафедра
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ федеральное государственное бюджетное образовательное учреждение высшего профессионального образования «Курганский государственный университет» Кафедра
 ЭЛЕКТРИЧЕСКИЕ МАШИНЫ ПЕРЕМЕННОГО ТОКА. 1. Общие сведения о машинах переменного тока.. Вращающееся магнитное поле. 3. Устройства и принцип действия асинхронного двигателя. 4. Влияния скольжения на ЭДС,
ЭЛЕКТРИЧЕСКИЕ МАШИНЫ ПЕРЕМЕННОГО ТОКА. 1. Общие сведения о машинах переменного тока.. Вращающееся магнитное поле. 3. Устройства и принцип действия асинхронного двигателя. 4. Влияния скольжения на ЭДС,
 2 Содержание 1. Цели и задачи освоения дисциплины... 4 2. Место дисциплины в структуре ООП ВПО... 4 3. Требования к результатам освоения содержания дисциплины... 4 4. Содержание и структура дисциплины...
2 Содержание 1. Цели и задачи освоения дисциплины... 4 2. Место дисциплины в структуре ООП ВПО... 4 3. Требования к результатам освоения содержания дисциплины... 4 4. Содержание и структура дисциплины...
 ТРЕХФАЗНЫЕ ЭЛЕКТРИЧЕСКИЕ ЦЕПИ. 1. Достоинства трехфазной цепи. 2. Принцип получения трехфазной ЭДС. 3. Соединение трехфазной цепи звездой. 4. Назначение нейтрального провода. 5. Соединение трехфазной цепи
ТРЕХФАЗНЫЕ ЭЛЕКТРИЧЕСКИЕ ЦЕПИ. 1. Достоинства трехфазной цепи. 2. Принцип получения трехфазной ЭДС. 3. Соединение трехфазной цепи звездой. 4. Назначение нейтрального провода. 5. Соединение трехфазной цепи
 1 ГОСУДАРСТВЕННОЕ УЧРЕЖДЕНЕ ВЫСШЕГО ПРОФЕССОНАЛЬНОГО ОБРАЗОВАНЯ «БЕЛОРУССКО-РОССЙСКЙ УНВЕРСТЕТ» Кафедра «Оборудование и технология сварочного производства» ОБОРУДОВАНЕ СВАРК ПЛАВЛЕНЕМ Методические указания
1 ГОСУДАРСТВЕННОЕ УЧРЕЖДЕНЕ ВЫСШЕГО ПРОФЕССОНАЛЬНОГО ОБРАЗОВАНЯ «БЕЛОРУССКО-РОССЙСКЙ УНВЕРСТЕТ» Кафедра «Оборудование и технология сварочного производства» ОБОРУДОВАНЕ СВАРК ПЛАВЛЕНЕМ Методические указания
 Общая характерная особенность конструкций боковых стен кузовов пассажирских и грузовых вагонов заключается в использовании плоских или гофрированных листовых полотнищ, соединенных сваркой с элементами
Общая характерная особенность конструкций боковых стен кузовов пассажирских и грузовых вагонов заключается в использовании плоских или гофрированных листовых полотнищ, соединенных сваркой с элементами
 Общество с ограниченной ответственностью «Завод сварочного оборудования «КаВик» www.kavik.ru Россия 215500, Смоленская область, г. Сафоново, ул.октябрьская,д.90 E-mail: [email protected] ТРАНСФОРМАТОРЫ СВАРОЧНЫЕ
Общество с ограниченной ответственностью «Завод сварочного оборудования «КаВик» www.kavik.ru Россия 215500, Смоленская область, г. Сафоново, ул.октябрьская,д.90 E-mail: [email protected] ТРАНСФОРМАТОРЫ СВАРОЧНЫЕ
") Общие технические условия ДСТУ 3025 95 (ГОСТ 9098 93) Дата введения 01.01.96 Настоящий стандарт распространяется на автоматические выключатели (далее выключатели), предназначенные для проведения тока в
Общие технические условия ДСТУ 3025 95 (ГОСТ 9098 93) Дата введения 01.01.96 Настоящий стандарт распространяется на автоматические выключатели (далее выключатели), предназначенные для проведения тока в
 Оборудование для газовой сварки и резки 2 Содержание 1. Технология газовой сварки и резки 1.1. Сущности газовой сварки и резки 1.2. Техника газовой сварки и резки 2. Оборудование для газовой сварки и резки
Оборудование для газовой сварки и резки 2 Содержание 1. Технология газовой сварки и резки 1.1. Сущности газовой сварки и резки 1.2. Техника газовой сварки и резки 2. Оборудование для газовой сварки и резки
 ОКП: 344183 346882 АЕ-05 Трансформаторы, сварочные Марки: 161У2, -252У2, -ЗОЗУ2, -403У2, -503У2, -602У2. ПАСПОРТ 76ГИ-200.01ПС г.сафоново 2004г. ВНИМАНИЕ! ТРАНСФОРМАТОР СВАРОЧНЫЙ НЕ ВКЛЮЧАТЬ До изучения
ОКП: 344183 346882 АЕ-05 Трансформаторы, сварочные Марки: 161У2, -252У2, -ЗОЗУ2, -403У2, -503У2, -602У2. ПАСПОРТ 76ГИ-200.01ПС г.сафоново 2004г. ВНИМАНИЕ! ТРАНСФОРМАТОР СВАРОЧНЫЙ НЕ ВКЛЮЧАТЬ До изучения
 1. Общие сведения и назначение изделия Малогабаритный сварочный аппарат инверторного типа «Inforce» разработан и произведен в ООО «ТОР», Россия, г. Москва, по заказу ООО «ВсеИнструменты.ру». Предназначен
1. Общие сведения и назначение изделия Малогабаритный сварочный аппарат инверторного типа «Inforce» разработан и произведен в ООО «ТОР», Россия, г. Москва, по заказу ООО «ВсеИнструменты.ру». Предназначен
 Государственное бюджетное образовательное учреждение начального профессионального образования Профессиональное училище 1 30.4 Помощник машиниста электровоза Слесарь по ремонту подвижного состава К защите
Государственное бюджетное образовательное учреждение начального профессионального образования Профессиональное училище 1 30.4 Помощник машиниста электровоза Слесарь по ремонту подвижного состава К защите
 Федеральное агентство по образованию ГОУ ВПО "Уральский государственный технический университет УПИ" Электротехника: Трансформатор Учебное пособие В.С. Проскуряков, С.В. Соболев, Н.В. Хрулькова Кафедра
Федеральное агентство по образованию ГОУ ВПО "Уральский государственный технический университет УПИ" Электротехника: Трансформатор Учебное пособие В.С. Проскуряков, С.В. Соболев, Н.В. Хрулькова Кафедра
 1. Цели освоения дисциплины В результате освоения данной дисциплины студент приобретает знания, умения и навыки, обеспечивающие достижение целей основной образовательной программы «Машиностроение» профиль
1. Цели освоения дисциплины В результате освоения данной дисциплины студент приобретает знания, умения и навыки, обеспечивающие достижение целей основной образовательной программы «Машиностроение» профиль
 ОКП 344183 346882 ТРАНСФОРМАТОРЫ СВАРОЧНЫЕ Марки: -160У3, -205У3, -250У3, -315У3, -405У3, -505У3, -605У3. ПАСПОРТ 3441-011-12353442-08 ПС 2008 г. ВНИМАНИЕ! ТРАНСФОРМАТОР СВАРОЧНЫЙ НЕ ВКЛЮЧАТЬ! До изучения
ОКП 344183 346882 ТРАНСФОРМАТОРЫ СВАРОЧНЫЕ Марки: -160У3, -205У3, -250У3, -315У3, -405У3, -505У3, -605У3. ПАСПОРТ 3441-011-12353442-08 ПС 2008 г. ВНИМАНИЕ! ТРАНСФОРМАТОР СВАРОЧНЫЙ НЕ ВКЛЮЧАТЬ! До изучения
 Тестовые задания для аттестации инженерно-педагогических работников ГБОУ НиСПО «Электротехника и электроника» Формулировка и содержание ТЗ 1. Физический смысл первого закона Кирхгофа 1) Определяет связь
Тестовые задания для аттестации инженерно-педагогических работников ГБОУ НиСПО «Электротехника и электроника» Формулировка и содержание ТЗ 1. Физический смысл первого закона Кирхгофа 1) Определяет связь
 ПАСПОРТ и Инструкция по эксплуатации ВЫПРЯМИТЕЛИ МНОГОПОСТОВЫЕ ДЛЯ ДУГОВОЙ СВАРКИ типа ВДМ «ВДМ-1202П» «ВДМ-6303П» Киев 2015 СОДЕРЖАНИЕ Введение...3 1. Назначение...3 2. Основные технические данные и характеристики...3
ПАСПОРТ и Инструкция по эксплуатации ВЫПРЯМИТЕЛИ МНОГОПОСТОВЫЕ ДЛЯ ДУГОВОЙ СВАРКИ типа ВДМ «ВДМ-1202П» «ВДМ-6303П» Киев 2015 СОДЕРЖАНИЕ Введение...3 1. Назначение...3 2. Основные технические данные и характеристики...3
 ТРАНСФОРМАТОРЫ. 1. Общие сведения о трансформаторах. 2.Устройства и принцип действия трансформатора. 3.Работа трансформатора под нагрузкой. 4.Потери в трансформаторе. 5.Типы трансформаторов. ОБЩИЕ СВЕДЕНИЯ.
ТРАНСФОРМАТОРЫ. 1. Общие сведения о трансформаторах. 2.Устройства и принцип действия трансформатора. 3.Работа трансформатора под нагрузкой. 4.Потери в трансформаторе. 5.Типы трансформаторов. ОБЩИЕ СВЕДЕНИЯ.
docplayer.ru

