ГОСТ Р 50779.41-96 (ИСО 7873-93). Статистические методы. Контрольные карты для арифметического среднего с предупреждающими границами.
⇐ ПредыдущаяСтр 30 из 90Следующая ⇒• ГОСТ Р 50779.42-99(ИСО 8258-91) Статистические методы. Контрольные карты Шухарта.
• ГОСТ Р 50779.43-99 (ИСО 7966-93) Статистические методы. Приемочные контрольные карты.
• ГОСТ Р 50779.44-200 1 Статистические методы. Показатели возможностей процессов. Основные методы расчета.
• ГОСТ Р 5 1814.3-2001 Системы качества в автомобилестроении. Методы статистического управления процессами.
Семь новых методов (инструментов) всеобщего качества. Их сущность, взаимосвязь, особенности применения.
«Семь новых инструментов контроля качества»,
Назначение метода
Наиболее часто эти инструменты находят применение при решении проблем, возникающих на этапе проектирования.
Цель метода
Решение проблем, возникающих в процессе организации, планирования и управления бизнесом на основе анализа различного рода фактов.
Суть метода
Семь инструментов управления качеством (УК) обеспечивают понимание сложных ситуаций и позволяют облегчить задачу управления качеством путем улучшения процесса проектирования продукции или услуги.
Инструменты УК усиливают процесс планирования благодаря их способности:
— уяснять задачи;
— устранять недостатки;
— содействовать распространению и обмену информацией между заинтересованными сторонами;
Использовать бытовую лексику
Диаграмма сродства.
Диаграмма сродства– инструмент, позволяющий выявить основные нарушения процесса путёмобъединения устных данных.
Диаграммы сродства строятся в тех случаях, когда имеется большое число идей, точек
Зрения и информации, которые необходимо сгруппировать для выяснения их взаимоотношений. Данная методика часто используется вслед за мозговой атакой для того, чтобы творческим образом соотнести те идеи, которые были высказаны.
Процедура создания диаграммы может быть следующей:
Определить предмет или тему, которая станет основой для сбора данных.
Собрать данные, которые группа выскажет во время «мозговой атаки» вокруг злободневной темы. Важным является то, что эти данные должны быть собраны беспорядочно. Каждое сообщение может регистрироваться на карточке каждым участником.
Затем задача состоит в том, чтобы сгруппировать родственные данные вместе по направлениям различных уровней. Эта компиляция может быть сделана следующим образом: находятся карточки, которые кажутся родственными в некоторой степени; их складывают вместе.
Направленность
©2015 arhivinfo.ru Все права принадлежат авторам размещенных материалов.
Использование контрольных карт Шухарта для аттестации иммунобиологических препаратов Текст научной статьи по специальности «Фундаментальная медицина»
Е.В. Орлова
Кафедра промышленной технологии лекарств с курсом биотехнологии Пермская государственная фармацевтическая академия ул. Крупская, 46, Пермь, Россия, 614070
Крупская, 46, Пермь, Россия, 614070
В статье рассматриваются вопросы аттестации медицинских иммунобиологических препаратов (МИБП) по различным показателям с построением контрольных карт Шухарта [1].
Ключевые слова: аттестация, контрольные карты Шухарта (КК), препараты МИБП.
Препараты МИБП — вакцины (АДС-М, АКДС, АС), анатоксины (дифтерийный), бактериофаги (протейный, стафилококковый, стрептококковый), иммуноглобулины (антистафилококковый, нормальный) аттестовали по следующим показателям: рН, прозрачность, цветность, потеря в массе при высушивании, содержание белка [2].
Материалы и методы. Определение pH проводили потенциометрическим методом. Содержание белка в препарате определяли по ФС 42-3874-99 с биуре-товым реактивом. Определение показателя потери в массе при высушивании осуществляли по ФС 42-3874-99, прозрачность и цветность определяли спектрофотометрическим методом.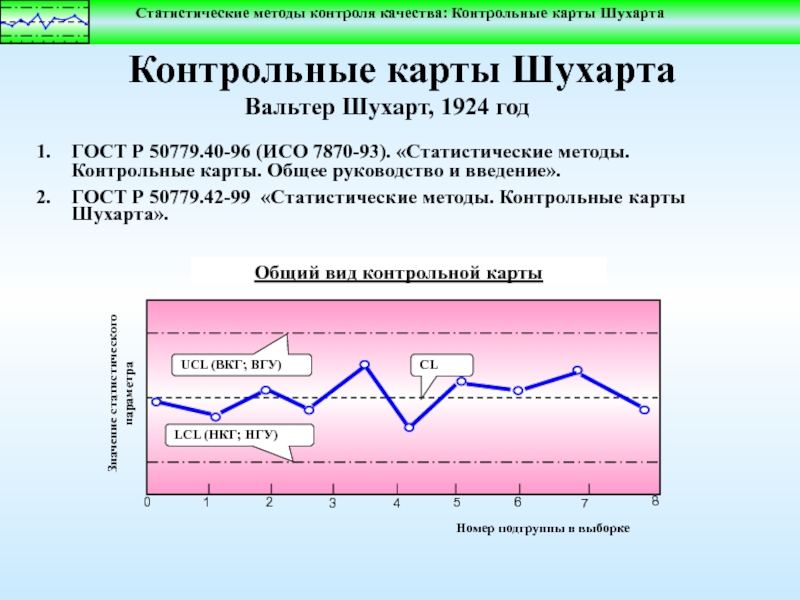
Для статистической обработки результатов использовали выборку 20 последовательных серий каждого препарата. Обработку полученных результатов проводили, рассчитывая значения среднего арифметического (Хср) и стандартного отклонения (5) [3, 4]. КК строили для значений каждой характеристики препарата. Контрольные и предупредительные границы находились на расстоянии 35 и 25 соответственно. КК делят на шесть зон шириной в 5, обозначают А, В, С, С, В, А. КК имеют статистические определяемые границы относительно центральной линии (М), представленной тонкой линией зеленого цвета. Верхняя и нижняя контрольные границы (OEG/UEG), представленные толстыми линиями красного цвета, находятся на расстоянии 35 от центральной линии (уровень действия). Верхняя и нижняя предупредительные границы (OWG/UWG), находятся на расстоянии 25 от центральной линии (уровень тревоги), строятся только для карт средних Х и индивидуальных значений (Х). Предупредительные границы могут быть нарушены в выборке только в крайнем случае.
Карта индивидуальных значений показателей цветности (рис. 1) свидетельствует о том, что процесс находится в статистически управляемом состоянии.
Серии препаратов
Рис. 1. КК индивидуальных значений показателя цветности OEG (3S) — красная линия; M — зеленая линия
1. КК индивидуальных значений показателя цветности OEG (3S) — красная линия; M — зеленая линия
Значения скользящих размахов показателей рН (рис. 2) находятся в пределах контрольных границ, что свидетельствует о том, что отклонение показателей от серии к серии считается стабильным.
Значение pH
Серии препаратов
Значения скользящих размахов показателя содержания белка (рис. 3) находятся в пределах контрольных границ, что свидетельствует о том, что отклонение показателей от серии к серии считается стабильным. Данные карт подтверждают, что процесс статистически управляем и не выходит за установленные рамки.
Уровень белка
Серии препаратов
Рис.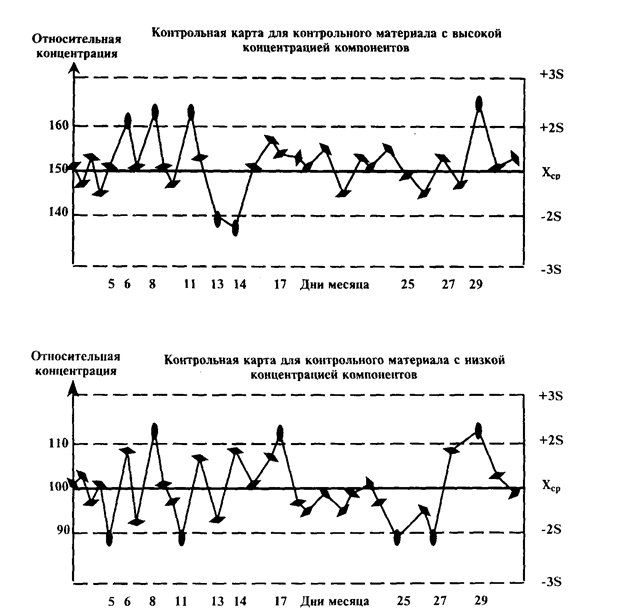
Таким образом, использование КК позволило аттестовать, документально подтвердить и проконтролировать процесс производства МИБП по качественным показателям. Применение карт Шухарта позволило в течение 2 лет аттестовать 25 иммунобиологических препаратов.
ЛИТЕРАТУРА
[1] ГОСТ Р 50779.42-99 (ИСО 8258-91). «Статистические методы. Контрольные карты Шухарта» — утв. Госстандартом России 15 апреля 1999 г.
[3] ГОСТ Р ИСО 5725-1-2002. «Точность (правильность и прецизионность) методов и результатов измерений. Часть 1. Основные положения и определения» — утв. Госстандартом России 23 апреля 2002 г.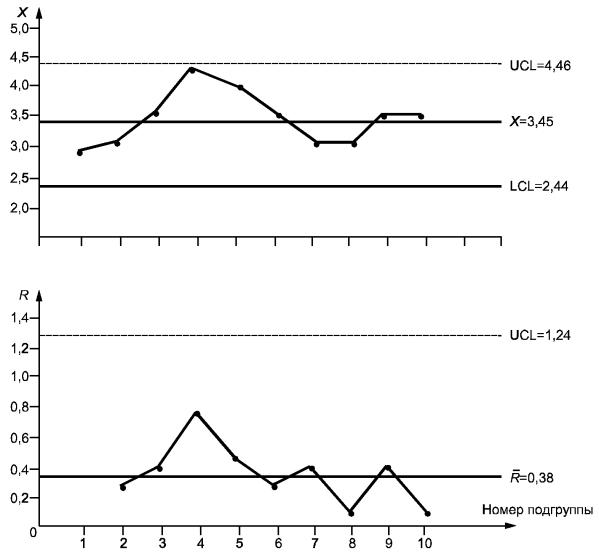
[4] МУ 3.3.2.1886-04. «Валидация методов контроля химических и физико-химических показателей качества МИБП: организация, порядок проведения и представление результатов» — утв. Минздравом РФ 4 марта 2004 г.
USE OF CONTROL CARDS OF SHUHART FOR CERTIFICATION IMMUNOBIOLOGICAL PREPARATIONS
E.V. Orlova
Chair of industrial technology with a biotechnology course Perm state pharmaceutical academy Krupskaya str., 46, Perm, 614070
In clause questions of certification medical immunobiological preparations (MIBP) on various parameters with construction of control cards of Shuhart are considered.
Key words: certification, control cards of Shuhart, preparations MIBP.
Техническое обслуживание и ремонт по состоянию оборудования с использованием карт Шухарта
%PDF-1.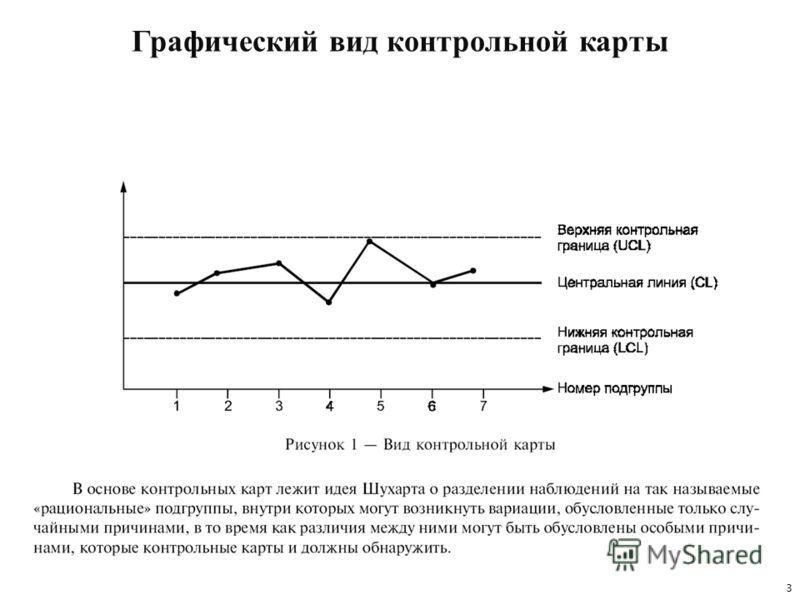 3
%
1 0 obj
>
endobj
5 0 obj /Title
>>
endobj
2 0 obj
>
endobj
3 0 obj
>
endobj
4 0 obj
>
stream
3
%
1 0 obj
>
endobj
5 0 obj /Title
>>
endobj
2 0 obj
>
endobj
3 0 obj
>
endobj
4 0 obj
>
stream
Hy4N$+GLmJ[h-(^OO̻uMQ{v)foQEu!Ǖ]i1S.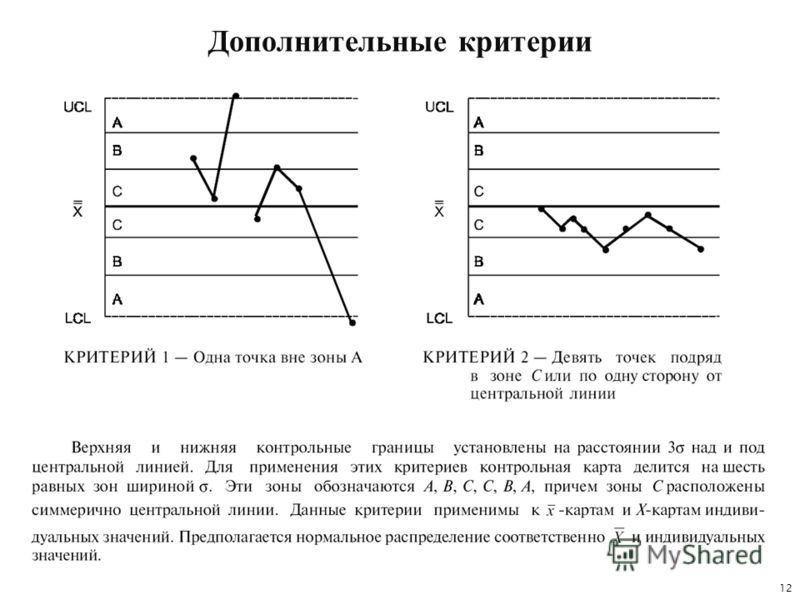 Cum.|>
r}nBb0sxp$ˠpS
*Z%#a5e|Vcj2%뻝I( pcHbP)ϔ@gODÖfX»O/Ve[dɄZCDP:Q1.c&G`L}sZOhu%$GT’
Cum.|>
r}nBb0sxp$ˠpS
*Z%#a5e|Vcj2%뻝I( pcHbP)ϔ@gODÖfX»O/Ve[dɄZCDP:Q1.c&G`L}sZOhu%$GT’
1
Первый слайд презентации: Карт ы Шухарта
Івченко Олександр Володимирович провідний інженер сектору систем управління якістю та безпечністю відділу з питань підтвердження відповідності ДП « Сумистандартметрологія », к.т.н. тел. (0542) 33-44-62
Изображение слайда
2
Слайд 2: Стандарт ISO/TR 10017:2003
Карты статистического управления процессом
Карта статистического управления процессом (СКП) или «контрольная карта процесса» является графическим отображением данных, полученных из выборок, которые периодически отбирают из процесса и последовательно наносят на график. На картах СКП также отмечают « контрольные границы », которые описывают присущую процессу изменчивость в устойчивом состоянии. Функция контрольной карты состоит в том, чтобы помогать оценивать стабильность процесса. Это осуществляется при изучении положения наносимых на карту данных относительно границ регулирования.
……
Обычная форма контрольной карты для переменных данных называется « контрольной картой Шухарта ».
На картах СКП также отмечают « контрольные границы », которые описывают присущую процессу изменчивость в устойчивом состоянии. Функция контрольной карты состоит в том, чтобы помогать оценивать стабильность процесса. Это осуществляется при изучении положения наносимых на карту данных относительно границ регулирования.
……
Обычная форма контрольной карты для переменных данных называется « контрольной картой Шухарта ».
Изображение слайда
3
Слайд 3: Контрольная карта
Изображение слайда
4
Слайд 4: Контрольная карта ( X-R)
Расчет параметров контрольных карт осуществляется в соответствии с
ГОСТ Р 50779. 42—99 (ИСО 8258-91). Статистические методы. Контрольные карты Шухарта.
42—99 (ИСО 8258-91). Статистические методы. Контрольные карты Шухарта.
Изображение слайда
5
Слайд 5: Обозначения
5
Изображение слайда
6
Слайд 6: Обозначения
6
Изображение слайда
7
Слайд 7: Типы контрольных карт
7
Изображение слайда
8
Слайд 8: Типы контрольных карт
8
Изображение слайда
9
Слайд 9: Контрольные карты для количественных данных
9
Изображение слайда
10
Слайд 10
10
Изображение слайда
11
Слайд 11: Формулы контрольных границ для карт Шухарта с использованием количественных данных
11 Статистика Стандартные значения не заданы Стандартные значения заданы Центральная линия UCL и LCL Центральная линия UCL и LCL R s Примечание Заданы стандартные значения
Изображение слайда
12
Слайд 12
12
Изображение слайда
13
Слайд 13: Формулы контрольных границ для карт индивидуальных значений
13
Статистика
Стандартные значения не заданы
Стандартные значения заданы
Центральная линия
UCL и LCL
Центральная линия
UCL и LCL
Индивидуаль-ное значение Х
Скользящий размах R
Примечание 1. Заданы стандартные значения
Примечание 2. обозначает среднее скользящее из двух наблюдений (n=2).
Примечание 3. Значение коэффициентов можно получить из предыдущей таблицы при n=2
Заданы стандартные значения
Примечание 2. обозначает среднее скользящее из двух наблюдений (n=2).
Примечание 3. Значение коэффициентов можно получить из предыдущей таблицы при n=2
Изображение слайда
14
Слайд 14: Контрольные карты для медиан
Центральная линия равна (среднему от медиан подгруппы) 14 Карту медиан строят таким же образом, как и R – карты. Значение коэффициента А 4
Изображение слайда
15
Слайд 15: Карта размахов
Центральная линия равна (среднему значению размахов R для всех подгруппы)
15
Значение коэффициента D 3 и D 4 приведены в табл. на слайде 13
на слайде 13
Изображение слайда
16
Слайд 16: Критерии для особых причин
16
Изображение слайда
17
Слайд 17: Критерии для особых причин
17
Изображение слайда
18
Слайд 18: Критерии для особых причин
18
Изображение слайда
19
Слайд 19: Критерии для особых причин
19
Изображение слайда
20
Слайд 20: Правила для выявления специальных причин вариаций
20 Правило 1 Точка лежит выше (ниже) верхнего контрольного предела Правило 2 Из трех последовательных точек две лежат выше (ниже) ЦЛ более чем на два стандартных отклонения Правило 2′ Две последовательные точки лежат выше (ниже) ЦЛ более чем на два стандартных отклонения Правило 3 Из пяти последовательных точек четыре лежат выше (ниже) ЦЛ более чем на одно стандартное отклонение Правило 3′ Четыре последовательные точки лежат выше (ниже) ЦЛ более чем на одно стандартное отклонение
Изображение слайда
21
Слайд 21: Правила для выявления специальных причин вариаций
21 Правило 4 Семь последовательных точек лежат выше (ниже) ЦЛ Правило 5 Шесть последовательных точек расположены в порядке монотонного возрастания (убывания) Правило 6 Среди десяти последовательных точек существует подгруппа из восьми точек (считая слева направо), которая образует монотонно возрастающую (убывающую) последовательность Правило 7 Из двух последовательных точек вторая лежит, по крайней мере, на четыре стандартных отклонения выше (ниже) первой
Изображение слайда
22
Слайд 22: Управление процессом и возможности процесса
22
Изображение слайда
23
Слайд 23: Стратегия улучшения процесса
23
Изображение слайда
24
Слайд 24: Формулы контрольных границ карт Шухарта для альтернативных данных
24
Статистика
Стандартные значения не заданы
Стандартные значения заданы
Центральная линия
3 σ контрольные границы
Центральная линия
3 σ контрольные границы
p
p 0
np
np 0
c
c 0
u
u 0
Примечание 1. Заданы стандартные значения p 0 np 0 c 0 u 0
Заданы стандартные значения p 0 np 0 c 0 u 0
Изображение слайда
25
Слайд 25: Формулы контрольных границ карт Шухарта для альтернативных данных
25
Изображение слайда
26
Слайд 26: Формулы контрольных границ карт Шухарта для альтернативных данных
26
Изображение слайда
27
Слайд 27: Общая форма контрольной карты
27
Изображение слайда
28
Последний слайд презентации: Карт ы Шухарта
28
Изображение слайда
Контрольные карты и статистическое управление
Одним из наиболее популярных и эффективных инструментов статистического управления, который может быть предложен для использования при анализе отказов оборудования, являются контрольные карты Шухарта. Порядок применения контрольных карт Шухарта регламентирован ГОСТ Р ИСО 7870-2-2015.
Порядок применения контрольных карт Шухарта регламентирован ГОСТ Р ИСО 7870-2-2015.
Методология контрольных карт выделяет два вида вариабельности (изменчивости), имеющих место при реализации процессов:
1) изменчивость, вызванная общими (внутренними, постоянными) причинами, естественно присущими процессу. Уменьшение влияния таких причин, как правило, требует реализации мероприятий по совершенствованию, направленных на изменение самого процесса или системы;
2) изменчивость, вызванная особыми (внешними, единичными) причинами, которые характеризуют отклонения в процессе. Уменьшение влияния таких причин осуществляется путем принятия и реализации управленческих решений, направленных на поддержание процесса: обеспечение однородности на его входах, стабильности внешних условий и соблюдения установленной процедуры его реализации.
Главная идея статистического управления заключается в том, что различные виды вариабельности требуют различных подходов к устранению. Только на основе их различения можно выработать адекватную ситуации стратегию действий.
Только на основе их различения можно выработать адекватную ситуации стратегию действий.
Руководитель завода знал о проблемах на одной из производственных линий. В них он обвинял 24 рабочих: если бы эти люди не допускали столько ошибок, то все было бы в порядке.
Первым шагом стал сбор данных результатов проверок и нанесение на график доли дефектных изделий день за днем на протяжении шести последних недель. Этот график (карта хода процесса) показывает стабильную случайную вариацию относительно среднего арифметического. Следовательно, уровень ошибок и вариации день ото дня были вполне предсказуемы. Что это означало? Налицо стабильная система производства дефектных изделий. Для любого существенного улучшения нужно воздействовать на систему, а это – ответственность менеджмента. Просить и умолять рабочих работать лучше абсолютно бесполезно.
Эдвардс Деминг. Выход из кризиса:
Новая система управления людьми, системами и процессами, с.33
Процесс считается находящимся в статистически управляемом состоянии, если изменчивость вызвана только общими причинами. Как только этот уровень вариабельности определен, любое отклонение от него считают действием особых причин, которое следует выявить и исключить (обеспечить однородное качество сырья, постоянство температуры и влажности, соответствующее требованиям техническое обслуживание оборудования, выполнение рабочими технологических инструкций и так далее).
Статистическое управление процессом представляет собой методологию установления и поддержания процесса на приемлемом стабильном уровне, обеспечивающем соответствие заданным требованиям. Контрольная карта Шухарта является аналитическим инструментом для выявления потери статистической управляемости, который использует графический способ представления и сопоставления информации, основан на анализе данных последовательных выборок, отражающих текущее состояние процесса, с границами, установленными, исходя из внутренней изменчивости, присущей процессу. Это позволяет оценить, достиг ли процесс управляемого состояния и продолжает ли в нем находиться.
Это позволяет оценить, достиг ли процесс управляемого состояния и продолжает ли в нем находиться.
Если процесс управляем, то считается, что он стабилен и предсказуем, и тогда далее следует анализировать способность процесса удовлетворять выдвигаемые к нему требования. Использование контрольных карт и их тщательный анализ путем выявления необычных структур вариации данных, возникающих в повторяющихся процессах, ведут к улучшению понимания процессов и способствуют обнаружению возможностей для улучшения [1, с. IV].
Для контрольных карт Шухарта необходимы данные, получаемые выборочно или непрерывно из процесса через приблизительно равные интервалы (по времени, по количеству изготовленной продукции и так далее). Каждая такая выборка образует подгруппу. Для каждой подгруппы определяют одну или несколько характеристик, таких как среднее арифметическое, размах, стандартное отклонение, или счетную характеристику, такую как число событий заданного класса.
В случае анализа отказов оборудования в качестве таких данных могут выступать, например, число происшествий за единицу времени (неделю, месяц), наработка на отказ, продолжительность простоев или величина затрат на техническое обслуживание и ремонты на единицу количества изготовленной продукции и так далее.
Контрольная карта Шухарта – это график значений выбранной характеристики данных в соответствии с номером подгруппы (рис. 1).
Рисунок 1 – Общий вид контрольной карты Шухарта
Карта имеет центральную линию, соответствующую опорному значению характеристики. При определении состояния статистической управляемости процесса в качестве опорного значения обычно применяют среднее арифметическое используемого статистического показателя. При статистическом управлении процессом опорным значением может быть значение характеристики, установленное в технических условиях, значение, основанное на предыдущей информации о процессе, находившемся в управляемом состоянии, или намеченное целевое значение характеристики.
Карта Шухарта имеет две статистически определяемые контрольные границы, расположенные по обе стороны от центральной линии, которые называются верхней и нижней контрольными границами. Контрольные границы на карте Шухарта находятся на расстоянии Зσ по обе стороны от центральной линии, где σ – стандартное отклонение совокупности или его оценка.
Если данные подчиняются нормальному распределению, границы на расстоянии ±Зσ от центральной линии обеспечивают попадание в эти пределы приблизительно 99,7% значений при условии, что процесс находится в статистически управляемом состоянии. В связи с этим при определении состояния процесса с использованием контрольных карт возможны маловероятные ошибки (до 0,3%) двух типов, которые, тем не менее, необходимо иметь в виду:
1) ошибка первого рода возникает в ситуации, когда процесс находится в статистически управляемом состоянии, а точка выходит за контрольные границы. В результате принимают ошибочное решение о том, что процесс вышел из состояния статистической управляемости. Возникают дополнительные затраты на поиск причин несуществующей проблемы;
2) ошибка второго рода возникает, когда рассматриваемый процесс не находится в статистически управляемом состоянии, а точки выборочных значений случайно оказываются внутри контрольных границ. В этом случае принимают ошибочное решение о том, что процесс находится в статистически управляемом состоянии. Такая ошибка может вызвать затраты, связанные с необнаружением изменчивости процесса.
В этом случае принимают ошибочное решение о том, что процесс находится в статистически управляемом состоянии. Такая ошибка может вызвать затраты, связанные с необнаружением изменчивости процесса.
Выявление указанных ошибок хоть и не критично, пренебрежимо мало, но возможно только путем сопоставления результатов анализа с имеющей место производственной практикой, в том числе на основе экспертной оценки.
Если процесс находится в статистически управляемом состоянии, контрольные карты реализуют метод непрерывной статистической проверки гипотезы о том, что процесс не изменился и остается стабильным. Когда наблюдаемое значение оказывается за любой из контрольных границ или серия значений демонстрирует необычную структуру (например, смещение среднего – семь и более последовательных точек расположены по одну сторону от центральной линии; тренд – семь и более последовательно возрастающих или убывающих точек; цикличность – более 1/3 точек лежат вне интервала ±σ), далее нельзя считать, что процесс находится в состоянии статистической управляемости.
В этом случае необходимо провести исследование с целью выявления особой причины, на основе чего, при необходимости, принимается соответствующее управленческое решение. В отдельных случаях по результатам исследования можно не выявить никакой особой причины, тогда считают, что имела место ошибка первого рода и произошло достаточно редкое событие, приведшее к выходу точки за контрольную границу, хотя сам процесс находится в статистически управляемом состоянии.
Порядок построения контрольных карт Шухарта включает два этапа [1, раздел 4]:
- Если процесс впервые должен быть изучен с целью достижения состояния статистической управляемости, необходимо использовать ранее полученные данные наблюдений за процессом или получить новые данные для построения центральной линии и контрольных границ. Контрольные границы, итеративно устанавливаемые на этом этапе, носят пробный характер, поскольку основаны на данных, собранных в условиях, когда процесс, возможно, не находится в состоянии статистической управляемости.
 Для этого данные о процессе, полученные под влиянием особой причины, в случае обнаружения должны быть удалены и параметры контрольной карты следует пересчитать. Эту процедуру продолжают повторно до тех пор, пока пробная контрольная карта не покажет отсутствие таких сигналов и, следовательно, процесс можно будет рассматривать как управляемый. Поскольку некоторые данные могут быть удалены из рассмотрения, может потребоваться получить дополнительные данные о процессе для обеспечения достоверности оценок параметров.
Для этого данные о процессе, полученные под влиянием особой причины, в случае обнаружения должны быть удалены и параметры контрольной карты следует пересчитать. Эту процедуру продолжают повторно до тех пор, пока пробная контрольная карта не покажет отсутствие таких сигналов и, следовательно, процесс можно будет рассматривать как управляемый. Поскольку некоторые данные могут быть удалены из рассмотрения, может потребоваться получить дополнительные данные о процессе для обеспечения достоверности оценок параметров. - Как только состояние статистической управляемости процесса достигнуто, центральная линия и контрольные границы карты, полученные на предыдущем этапе, становятся параметрами контрольной карты для последующего мониторинга процесса. Цель теперь состоит в том, чтобы поддерживать процесс в состоянии статистической управляемости путем быстрого обнаружения и установления особых причин, которые могут время от времени воздействовать на процесс.
Следует также указать на необходимость пересчета положения центральной линии и контрольных границ в случае внесения существенных изменений в процесс, что направлено на приведение контрольной карты в соответствие новым условиям статистической управляемости. Характер изменения положения центральной линии (приближения или удаления от требований, предъявляемых к процессу) и контрольных границ (их сужения или расширения, что соответствует уменьшению или увеличению вариабельности) может использоваться для оценки эффективности мероприятий по улучшению. Приближение средней линии к требованиям, предъявляемым к процессу, и уменьшение вариабельности свидетельствуют о повышении качества реализуемого процесса.
Характер изменения положения центральной линии (приближения или удаления от требований, предъявляемых к процессу) и контрольных границ (их сужения или расширения, что соответствует уменьшению или увеличению вариабельности) может использоваться для оценки эффективности мероприятий по улучшению. Приближение средней линии к требованиям, предъявляемым к процессу, и уменьшение вариабельности свидетельствуют о повышении качества реализуемого процесса.
Положение контрольных границ карт Шухарта определяется расчетным путем на основе формул, зависящих от используемых характеристик, которые приведены в разделе 6 ГОСТ Р ИСО 7870-2-2015 для количественных (размерных) данных (средних арифметических, размахов, стандартных отклонений, а также индивидуальных значений, скользящих размахов и медиан) или в разделе 10 того же стандарта для альтернативных (безразмерных) данных (числа событий, обладающих заданным признаком, или числа таких событий на единицу продукции в группе).
Система управления процессом на основе контрольных карт Шухарта подает статистические сигналы, позволяющие отделять общие причины от особых причин его изменчивости. Систематическое устранение особых причин изменчивости процесса, что достигается на основе их постоянного выявления, приводит процесс в состояние статистической управляемости. Если процесс находится в состоянии статистической управляемости, его работа предсказуема и его соответствие установленным требованиям может быть проверено. Прогноз состояния лежит в основе статистического управления процессом.
Утверждение, которое не содержит предсказания, бесполезно для руководителя.
Генри Нив. Новое прочтение системы глубинных знаний Деминга
«В нестабильной системе невозможно предсказание, а значит, и управление. Управление базируется на воспроизводимости поведения системы, поэтому уменьшение вариабельности лежит в основе непрерывного улучшения. Именно это позволяет сокращать потери: оптимально назначать сроки и объемы технического обслуживания и ремонтов, минимизировать запасы и так далее без повышения риска отказов оборудования».
Воспроизводимость процесса определяется его общей изменчивостью, которая остается после устранения особых причин, и представляет функционирование процесса в статистически управляемом состоянии. Поэтому процесс сначала приводят в статистически управляемое состояние, после чего определяют его воспроизводимость, что регламентируется стандартами серии ГОСТ Р ИСО 22514. Распределение данных на выходе процесса сравнивают с техническими требованиями для подтверждения того, что эти требования могут быть выполнены в рамках существующего процесса, иначе осуществляются мероприятия по его настройке (рис. 2).
Рисунок 2 – Алгоритм статистического управления процессом
Одним из ключевых достоинств метода контрольных карт Шухарта является его эмпирическая направленность с уходом от вероятностной интерпретации статистических данных и применения сложного математического аппарата, что положительно сказывается на возможности использования в реальных производственных условиях. После выполнения первого этапа по определению центральной линии и контрольных границ для осуществления мониторинга процесса путем применения шаблонов контрольных карт можно добиться их успешного использования линейными управленцами и даже операторами на рабочих местах, что значительно расширяет возможности по контролю не только аварий и инцидентов, но и отклонений в работе оборудования. Базируясь на более обширной и оперативно получаемой выборке данных, это обеспечивает раннее выявление особых причин и предупреждение отказов оборудования.
После выполнения первого этапа по определению центральной линии и контрольных границ для осуществления мониторинга процесса путем применения шаблонов контрольных карт можно добиться их успешного использования линейными управленцами и даже операторами на рабочих местах, что значительно расширяет возможности по контролю не только аварий и инцидентов, но и отклонений в работе оборудования. Базируясь на более обширной и оперативно получаемой выборке данных, это обеспечивает раннее выявление особых причин и предупреждение отказов оборудования.
Кроме того, контрольные карты Шухарта в большей степени соответствуют современным концепциям управления, направленным на борьбу не с отказами как следствиями изменчивости процессов, а с причинами их вызывающими. Снижение вариабельности приводит к повышению управляемости, что обеспечивает возможность реализации мероприятий по улучшению с целью получения системных, качественных результатов. В условиях низкой стабильности, отсутствия воспроизводимости процессов, что характерно для отечественных предприятий, эффект от управленческих решений может частично или полностью нивелироваться высокой изменчивостью. В связи с этим статистический метод, основанный на использовании контрольных карт Шухарта, можно рекомендовать как практику, внедрение и применение которой целесообразно для обеспечения эффективного управления отказами оборудования.
В связи с этим статистический метод, основанный на использовании контрольных карт Шухарта, можно рекомендовать как практику, внедрение и применение которой целесообразно для обеспечения эффективного управления отказами оборудования.
Перечень ссылок
- ГОСТ Р ИСО 7870-2-2015. Статистические методы. Контрольные карты. Часть 2. Контрольные карты Шухарта. – М.: Стандартинформ, 2016. – 42 с.
Материал предоставили СИДОРОВ Александр Владимирович, СИДОРОВ Владимир Анатольевич.
Больше информации по указанной теме можно найти в книге «Управление отказами оборудования», подготовленной под эгидой Ассоциации эффективного управления производственными активами (Ассоциации EAM). Первая часть издания доступна здесь, а вторая – здесь.
Книга «Управление отказами оборудования. Часть II: Анализ и профилактика»
5 1 голос
Рейтинг статьи
As NZS 3944-1993 Контрольные карты Шухарта | PDF | Оценка
AS / NZS 3944: 1993
Этот совместный австралийско-новозеландский стандарт был подготовлен Объединенным техническим комитетом QR / 4, Статистические процедуры качества. Он был одобрен от имени Совета стандартов Австралии 15 января 1993 года и от имени Совета стандартов Новой Зеландии 15 марта 1993 года. Он был опубликован 17 мая 1993 года. В Комитете QR / 4 представлены следующие интересы: Австралийская организация Бюро производителей стали Австралии CSIRO, Отдел математики и статистики Федерация производителей автомобильной продукции, Институт обеспечения качества, Национальная ассоциация органов тестирования, Австралия, Технологический университет Квинсленда, Статистическое общество Австралии, Университет Ньюкасла, Университет Вуллонгонга, Университет Вайкато,
Он был одобрен от имени Совета стандартов Австралии 15 января 1993 года и от имени Совета стандартов Новой Зеландии 15 марта 1993 года. Он был опубликован 17 мая 1993 года. В Комитете QR / 4 представлены следующие интересы: Австралийская организация Бюро производителей стали Австралии CSIRO, Отдел математики и статистики Федерация производителей автомобильной продукции, Институт обеспечения качества, Национальная ассоциация органов тестирования, Австралия, Технологический университет Квинсленда, Статистическое общество Австралии, Университет Ньюкасла, Университет Вуллонгонга, Университет Вайкато,
Обзор стандартов.
Чтобы быть в курсе прогресса в отрасли, Объединенные австралийско-новозеландские стандарты подлежат периодическому пересмотру и обновляются путем внесения поправок или новых редакций по мере необходимости. Поэтому важно, чтобы пользователи стандартов удостоверились, что у них есть последняя редакция и любые поправки к ней. Полную информацию обо всех совместных стандартах и связанных публикациях можно найти в Австралийских стандартах и Каталоге публикаций стандартов Новой Зеландии; эта информация ежемесячно дополняется журналами «Австралийский стандарт» и «Стандарты Новой Зеландии», которые получают подписавшиеся члены и в которых содержится подробная информация о новых публикациях, новых изданиях и поправках, а также об отмененных стандартах. Предложения по усовершенствованию совместных стандартов, адресованные в головной офис Standard Australia или Standards New Zealand, приветствуются. Уведомление о любой неточности или двусмысленности, обнаруженной в совместном австралийско-новозеландском стандарте, должно быть сделано без промедления, чтобы можно было расследовать этот вопрос и принять соответствующие меры.
Предложения по усовершенствованию совместных стандартов, адресованные в головной офис Standard Australia или Standards New Zealand, приветствуются. Уведомление о любой неточности или двусмысленности, обнаруженной в совместном австралийско-новозеландском стандарте, должно быть сделано без промедления, чтобы можно было расследовать этот вопрос и принять соответствующие меры.
Это 8 п р а ж е н и е. A c c e s s t h e f u l l v e r s i o n a t h t t p: / / i n f o s t o r e.с а я г л о б а л. c o m.
контрольных карт Шухарта — Dicim
Control Chart Wikipedia.
Контрольные карты Шухарта Контрольные карты Справочник по статистике.
Таблица контроля личности Шухарта Википедия.
Контрольные карты Шухарта.
Контрольные диаграммы Диаграммы отображения в макросах Excel Qi.
Контрольная диаграмма Википедия.
Xmr Charts Shewharts Контрольная диаграмма Imr Chart Six Sigma Study Guide.
Программное обеспечение Sas Qc для статистического управления процессами.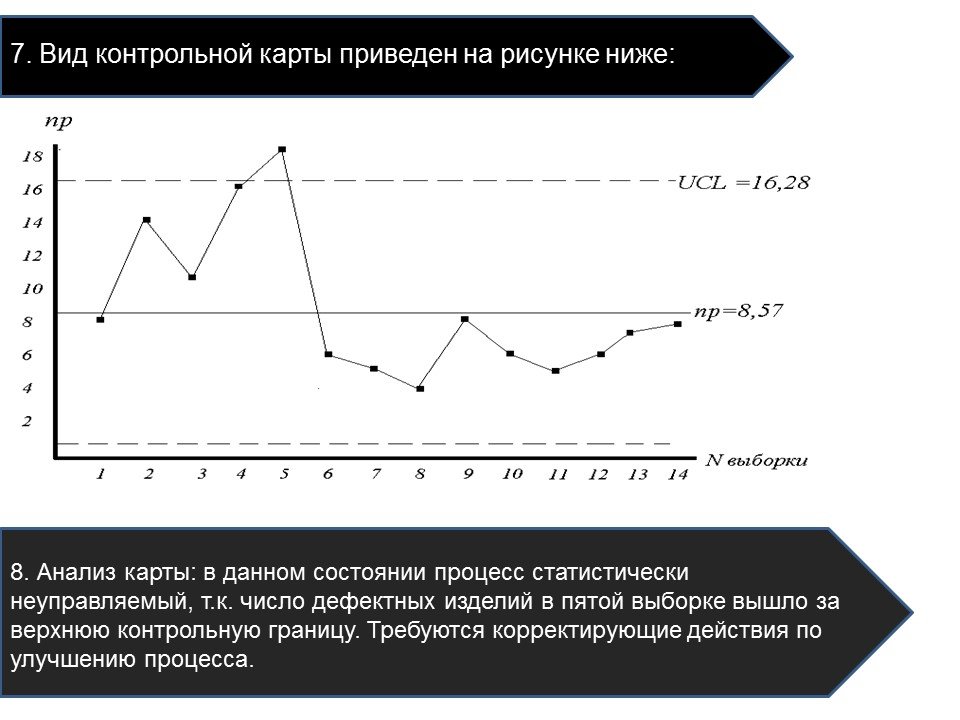
Gigawiz Aabel Ng Shewhart Контрольные диаграммы для атрибутов.
Таблица испытаний на однородность Контрольная таблица Шухарта для отдельных мер.
Контрольная диаграмма Википедия.
Аннотированная контрольная диаграмма Шухарта с использованием протокола Загрузить.
Gigawiz Aabel Ng Shewhart Контрольные диаграммы для атрибутов.
Контрольная диаграмма является ли ваш процесс последовательным предсказуемым Shewhart.
Контрольные карты Повышение качества Доверительный фонд East London Nhs Foundation.
Карта Шухарта Omfar Mcpgroup Co.
2 2 2 Как контролируются смещение и изменчивость.
Контрольные карты Шухарта Загрузить научную диаграмму.
Контрольные диаграммы Инструменты для понимания представлений статистики вариаций.
Таблица контроля личности Шухарта Википедия.
2 3 5 2 1 Пример контрольной таблицы Шухарта для калибровки массы.
Контрольная диаграмма Шухарта использует верхний и нижний контрольные пределы.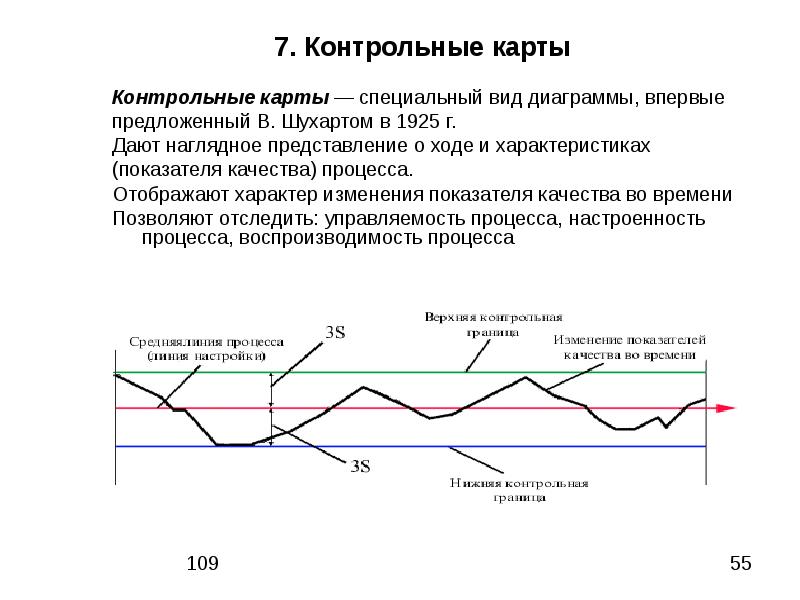
Контрольные диаграммы Шухарта Контрольная диаграмма Matlab.
Контрольные диаграммы Инструменты для понимания представлений статистики вариаций.
Gigawiz Aabel Ng Shewhart Контрольные диаграммы для переменных.
Контрольная карта Basilisk Education.
Карта Шухарта Omfar Mcpgroup Co.
E5 и F5 Эндрю Рэй и Мелани Ратгебер Как управлять графиками.
Контрольные диаграммы дорожного покрытия Интерактивные.
Контрольная диаграмма Шухарта с родительским распределением по Гауссу Загрузить.
Контрольные карты Шухарта Контрольные карты Справочник по статистике.
T218676 Chartcontrol Статистическое управление процессами Spc Chart.
Приложения контрольных диаграмм Arima для автокоррелированных данных.
2 3 5 2 1 Пример контрольной таблицы Шухарта для калибровки массы.
Контрольные диаграммы Диаграммы отображения в макросах Excel Qi.
Интерпретация графиков прогонов и диаграмм Шухарта Скачать.
Контрольные диаграммы Шухарта и диаграммы трендов с линиями пределов в Tibco.
Контрольная карта Шухарта Загрузить научную диаграмму.
Симметрия свободный полнотекстовый атрибут Шухарта и управление переменными.
Контрольные карты Shewharts и коэффициент возможностей процесса, применяемый к A.
Блок-схема выбора контрольной диаграммы Шухарта Улучшение качества.
Контрольные диаграммы, также известные как диаграммы Шухарта или поведение процесса.
Симметрия свободный полнотекстовый атрибут Шухарта и управление переменными.
Контрольные диаграммы в системе здравоохранения Drive 4 Improvement Basics.
Контрольные диаграммы Шухарта и диаграммы трендов с линиями пределов в Tibco.
Что такое контроль качества и графики контроля качества.
Контрольная карта Шухарта с использованием ежемесячного подсчета количества соматических клеток Загрузить.
36484 Как рассчитываются контрольные пределы для разных Шухарта.
Исследование о включении табличного Cusum и Shewhart Control.
Симметрия свободный полнотекстовый атрибут Шухарта и управление переменными.
Спроектируйте контрольную диаграмму Шухарта с контрольным Chegg Com.
Как нарисовать простую контрольную диаграмму в Excel 2010 Youtube.
6 3 2 2 Контрольные карты отдельных лиц.
Экономическая стратегия корректировки контрольной диаграммы Шухарта для платформы.
Графики управления трендами и консультации по глобальному потеплению Bpi.
Семь основных инструментов качества.
Решено 4 Контрольные карты Шухарта по 20 очков в целом Можно.
Диаграмма p.
Amazon Com Iso 8258 1991 Контрольные диаграммы Шухарта Iso Tc 69 Sc 4.
Правила Нельсона Википедия.
Контрольные карты.
Nptel Textile Engineering Контроль качества в текстильной промышленности.
Экономическая стратегия корректировки контрольной диаграммы Шухарта для платформы.
Симметрия свободный полнотекстовый атрибут Шухарта и управление переменными.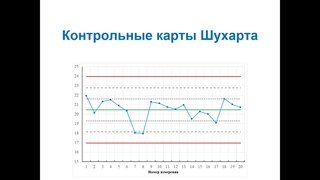
Контрольная карта для частных лиц Шухарта.
Построение Xmr Charts Shewharts Контрольные панели Dashboards.
Слава статистиков Уолтер Шухарт Сообщество пользователей Jmp.
Контрольная карта Шухарта Загрузить научную диаграмму.
Gigawiz Aabel Ng Shewhart Контрольные диаграммы для переменных.
8 Внутренний контроль качества данных.
Экономическая стратегия корректировки контрольной диаграммы Шухарта для платформы.
Великий папа качества Уолтер Шухарт Goleansixsigma Com.
Контрольные диаграммы Тесты Shewhart Clicktips Info.
Симметричный полнотекстовый дизайн новой переменной Шухарта.
Контрольные диаграммы Инструменты для понимания представлений статистики вариаций.
6 3 1 Что такое контрольные диаграммы.
Gigawiz Aabel Ng Shewhart Контрольные диаграммы для переменных.
Обнаружение сигнала вспышки с использованием трех алгоритмов Shewhart Control.
Что такое контроль качества и графики контроля качества.
Построение Xmr Charts Shewharts Контрольные панели Dashboards.
Конструктор контрольных диаграмм.
Новый опыт использования контрольных карт для обнаружения.
Как создать контрольные диаграммы с помощью Minitab 17 Youtube.
Симметрия свободный полнотекстовый атрибут Шухарта и управление переменными.
Рисунок 2 Контрольные диаграммы в улучшении качества здравоохранения A.
Экономическая стратегия корректировки контрольной диаграммы Шухарта для платформы.
Типы контрольных диаграмм Блог Smartspc.
Pdf Анализ неадекватного мазка шейки матки с использованием контроля Шухарта.
Характеристики контрольной диаграммы Ewma и сравнение с другими показателями качества.
Контрольная диаграмма Shewhart Шаблон контрольной диаграммы Excel Shewhart.
Сохранение процесса в соответствии с целевыми графиками накопления Bpi Consulting.
Интерпретация графиков прогонов и диаграмм Шухарта Ppt Видео онлайн Скачать.
Контрольная таблица Шухарта 21, где X в качестве среднего и стандартного.
Новый опыт использования контрольных карт для обнаружения.
Gigawiz Aabel Ng Shewhart Контрольные диаграммы для атрибутов.
Обнаружение сигнала вспышки с использованием трех алгоритмов Shewhart Control.
% PDF-1.3
1 0 объект
>
эндобдж
2 0 obj
>
эндобдж
3 0 obj
>
/ XObject>
>>
/ MediaBox [0,000 0,000 595,280 841,890]
>>
эндобдж
4 0 obj
[/ PDF / Text / ImageC]
эндобдж
5 0 obj
>
эндобдж
6 0 obj
>
эндобдж
7 0 объект
>
транслировать 1.000 1.000 1.000 пг.
34.016 34.016 527.249 773.859 об.
q
441,000 0 0 97,500 45,016 710,374 см / I2 Do
Q
0,000 0,000 0,000 мкг
BT 45.016 699.385 Td / F1 9.0 Tf [(Опубликовано)] TJ ET
BT 99,547 699,385 Td / F2 9,0 Tf [(сеть IVT)] TJ ET
BT 149,056 699,385 Td / F1 9,0 Tf [(\ ()] TJ ET
BT 154,555 699,385 Td / F1 9,0 Tf [(http://www.ivtnetwork.com)] TJ ET
0,000 0,000 0,000 RG
0,18 Вт 0 Дж [] 0 d
154,555 698,234 м 259,081 698,234 л S
BT 259.081 699. 385 Td / F1 9.0 Tf [(\))] TJ ET
0,620 0,620 0,620 мкг
45.016 686,888 506,159 0,750 отн.
0,000 0,000 0,000 мкг
BT 45.016 662.142 Td / F3 15.0 Tf [(6 инструкций, требующих статистического контроля процесса)] TJ ET
q
45.016 610.283 506.159 33.750 re W n
0,800 0,800 0,800 мкг
45.016 643.658 111.051 0.750 отн.
0,000 0,000 0,000 мкг
BT 45.016 625.544 Td / F4 9.0 Tf [(1 ноября 2013 г., 10:45 EDT)] TJ ET
Q
BT 45.016 465.044 Td / F1 9.0 Tf [(Следующее основано на книге Евгении Вебстер \ (Хлебниковой \) «)] TJ ET
BT 287.530 465.044 Td / F1 9.0 Tf [(Понимание нового подхода к статистическому управлению процессами)] TJ ET
0.000 0,000 0,000 RG
0,18 Вт 0 Дж [] 0 d
287,530 463,893 м 528,622 463,893 л S
BT 528.622 465.044 Td / F1 9.0 Tf [(, «a)] TJ ET
BT 45.016 451.308 Td / F1 9.0 Tf [(презентация 2-го ежегодника IVT)] TJ ET
BT 188.305 451.308 Td / F1 9.0 Tf [(неделя валидации)] TJ ET
0,18 Вт 0 Дж [] 0 d
188,305 450,157 м 253,330 450,157 л S
BT 253,330 451,308 Td / F1 9,0 Tf [(Канада.)] TJ ET
BT 45.016 428.
385 Td / F1 9.0 Tf [(\))] TJ ET
0,620 0,620 0,620 мкг
45.016 686,888 506,159 0,750 отн.
0,000 0,000 0,000 мкг
BT 45.016 662.142 Td / F3 15.0 Tf [(6 инструкций, требующих статистического контроля процесса)] TJ ET
q
45.016 610.283 506.159 33.750 re W n
0,800 0,800 0,800 мкг
45.016 643.658 111.051 0.750 отн.
0,000 0,000 0,000 мкг
BT 45.016 625.544 Td / F4 9.0 Tf [(1 ноября 2013 г., 10:45 EDT)] TJ ET
Q
BT 45.016 465.044 Td / F1 9.0 Tf [(Следующее основано на книге Евгении Вебстер \ (Хлебниковой \) «)] TJ ET
BT 287.530 465.044 Td / F1 9.0 Tf [(Понимание нового подхода к статистическому управлению процессами)] TJ ET
0.000 0,000 0,000 RG
0,18 Вт 0 Дж [] 0 d
287,530 463,893 м 528,622 463,893 л S
BT 528.622 465.044 Td / F1 9.0 Tf [(, «a)] TJ ET
BT 45.016 451.308 Td / F1 9.0 Tf [(презентация 2-го ежегодника IVT)] TJ ET
BT 188.305 451.308 Td / F1 9.0 Tf [(неделя валидации)] TJ ET
0,18 Вт 0 Дж [] 0 d
188,305 450,157 м 253,330 450,157 л S
BT 253,330 451,308 Td / F1 9,0 Tf [(Канада.)] TJ ET
BT 45.016 428. 572 Td / F1 9.0 Tf [(Хотя статистический контроль процессов существует уже более полувека, в фармацевтике он появился совсем недавно)] TJ ET
BT 45.016 414.836 Td / F1 9.0 Tf [(указания и правила по качеству. Ниже)] TJ ET
BT 248,623 414,836 Td / F2 9,0 Tf [(выделено курсивом)] TJ ET
BT 285.631 414.836 Td / F1 9.0 Tf [(текст указывает цитату из указанного руководства.)] TJ ET
BT 45.016 384.400 Td / F4 13,5 Tf [(1 \) FDA’s)] TJ ET
BT 102.985 384.400 Td / F5 13.5 Tf [(Валидация процесса: общие принципы и практика)] TJ ET
BT 45.016 358.085 Td / F2 9.0 Tf [(выделено)] TJ ET
BT 97.036 358.085 Td / F5 9.0 Tf [(элементы технологического проектирования)] TJ ET
ВТ 204.577 358,085 Td / F2 9,0 Tf [(, и)] TJ ET
BT 224.593 358.085 Td / F5 9.0 Tf [(поддержание управления процессом)] TJ ET
BT 347.623 358.085 Td / F2 9.0 Tf [(на основе полученных знаний)] TJ ET
BT 45.016 344.349 Td / F2 9.0 Tf [(коммерциализация)] TJ ET
BT 45.016 321.612 Td / F2 9.0 Tf [(Особое внимание уделяется хорошему знанию для обнаружения и обнаружения)] TJ ET
BT 229,624 321,612 Td / F5 9,0 Tf [(изменчивость регулирования)] TJ ET
BT 307.
572 Td / F1 9.0 Tf [(Хотя статистический контроль процессов существует уже более полувека, в фармацевтике он появился совсем недавно)] TJ ET
BT 45.016 414.836 Td / F1 9.0 Tf [(указания и правила по качеству. Ниже)] TJ ET
BT 248,623 414,836 Td / F2 9,0 Tf [(выделено курсивом)] TJ ET
BT 285.631 414.836 Td / F1 9.0 Tf [(текст указывает цитату из указанного руководства.)] TJ ET
BT 45.016 384.400 Td / F4 13,5 Tf [(1 \) FDA’s)] TJ ET
BT 102.985 384.400 Td / F5 13.5 Tf [(Валидация процесса: общие принципы и практика)] TJ ET
BT 45.016 358.085 Td / F2 9.0 Tf [(выделено)] TJ ET
BT 97.036 358.085 Td / F5 9.0 Tf [(элементы технологического проектирования)] TJ ET
ВТ 204.577 358,085 Td / F2 9,0 Tf [(, и)] TJ ET
BT 224.593 358.085 Td / F5 9.0 Tf [(поддержание управления процессом)] TJ ET
BT 347.623 358.085 Td / F2 9.0 Tf [(на основе полученных знаний)] TJ ET
BT 45.016 344.349 Td / F2 9.0 Tf [(коммерциализация)] TJ ET
BT 45.016 321.612 Td / F2 9.0 Tf [(Особое внимание уделяется хорошему знанию для обнаружения и обнаружения)] TJ ET
BT 229,624 321,612 Td / F5 9,0 Tf [(изменчивость регулирования)] TJ ET
BT 307.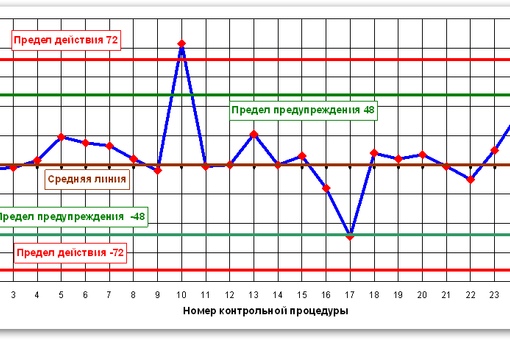 150 321.612 Td / F2 9.0 Tf [(за счет использования)] TJ ET
BT 364,687 321,612 Td / F5 9,0 Tf [(статистический анализ)] TJ ET
BT 45.016 291,177 Td / F4 13,5 Tf [(2 \) Министерство здравоохранения Канады)] TJ ET
BT 169.013 291.177 Td / F5 13,5 Tf [(Подтверждение)] TJ ET
BT 237.283 291.177 Td / F5 13,5 Tf [(Руководство по фармацевтическим лекарственным формам)] TJ ET
BT 45.016 264.862 Td / F5 9.0 Tf [(Статистические инструменты)] TJ ET
BT 114.037 264.862 Td / F2 9.0 Tf [(для использования при анализе данных)] TJ ET
BT 45.016 242.126 Td / F2 9.0 Tf [(Количество выполненных циклов процесса и проведенных наблюдений должно быть достаточным для обеспечения нормальной степени)] TJ ET
ВТ 493.225 242,126 Td / F5 9,0 Tf [(вариант)] TJ ET
BT 45.016 228.389 Td / F5 9.0 Tf [(и тенденции)] TJ ET
BT 93,526 228,389 Td / F2 9,0 Tf [(будет установлено для предоставления достаточных данных для оценки)] TJ ET
BT 45.016 205.653 Td / F1 9.0 Tf [(не отличается от Управления по санитарному надзору за качеством пищевых продуктов и медикаментов США)] TJ ET
BT 266.
150 321.612 Td / F2 9.0 Tf [(за счет использования)] TJ ET
BT 364,687 321,612 Td / F5 9,0 Tf [(статистический анализ)] TJ ET
BT 45.016 291,177 Td / F4 13,5 Tf [(2 \) Министерство здравоохранения Канады)] TJ ET
BT 169.013 291.177 Td / F5 13,5 Tf [(Подтверждение)] TJ ET
BT 237.283 291.177 Td / F5 13,5 Tf [(Руководство по фармацевтическим лекарственным формам)] TJ ET
BT 45.016 264.862 Td / F5 9.0 Tf [(Статистические инструменты)] TJ ET
BT 114.037 264.862 Td / F2 9.0 Tf [(для использования при анализе данных)] TJ ET
BT 45.016 242.126 Td / F2 9.0 Tf [(Количество выполненных циклов процесса и проведенных наблюдений должно быть достаточным для обеспечения нормальной степени)] TJ ET
ВТ 493.225 242,126 Td / F5 9,0 Tf [(вариант)] TJ ET
BT 45.016 228.389 Td / F5 9.0 Tf [(и тенденции)] TJ ET
BT 93,526 228,389 Td / F2 9,0 Tf [(будет установлено для предоставления достаточных данных для оценки)] TJ ET
BT 45.016 205.653 Td / F1 9.0 Tf [(не отличается от Управления по санитарному надзору за качеством пищевых продуктов и медикаментов США)] TJ ET
BT 266. 605 205.653 Td / F2 9.0 Tf [(Руководство по валидации процесса)] TJ ET
BT 382,156 205,653 Td / F1 9,0 Tf [(.)] TJ ET
0,890 0,929 0,737 RG
1,5 Вт 0 Дж [] 0 дней
64,516 484,283 147,000 117,750 об.
q
145.500 0 0 116,250 65,266 485,033 см / I3 Do
Q
0,800 0,800 0,800 мкг
45.016 74.877 515.909 119.029 об.
1.000 0.000 0.000 мкг
1.000 0.000 0.000 RG
45.016 193.906 м 560.924 193.906 л 559.799 192.781 л 46.141 192.781 л f
560.924 193.906 м 560.924 74.877 л 559.799 74.877 л 559.799 192.781 л f
45.016 193.906 м 45.016 74.877 л 46.141 74.877 л 46.141 192.781 л f
0,000 0,000 0,000 мкг
BT 49.891 178.042 Td / F1 9.0 Tf [(Руководства FDA и Министерства здравоохранения Канады относятся к подходу жизненного цикла к валидации процесса.На этапе 1, во время процесса)] TJ ET
BT 49.891 164.306 Td / F1 9.0 Tf [(Проект, когда критические параметры процесса и средства управления установлены и используется план эксперимента. Второй)] TJ ET
BT 49.891 150.569 Td / F1 9.0 Tf [(стадия, квалификация процесса, где профессионалы используют диаграммы статистического контроля и проводят анализ возможностей, чтобы гарантировать)] TJ ET
BT 49.
605 205.653 Td / F2 9.0 Tf [(Руководство по валидации процесса)] TJ ET
BT 382,156 205,653 Td / F1 9,0 Tf [(.)] TJ ET
0,890 0,929 0,737 RG
1,5 Вт 0 Дж [] 0 дней
64,516 484,283 147,000 117,750 об.
q
145.500 0 0 116,250 65,266 485,033 см / I3 Do
Q
0,800 0,800 0,800 мкг
45.016 74.877 515.909 119.029 об.
1.000 0.000 0.000 мкг
1.000 0.000 0.000 RG
45.016 193.906 м 560.924 193.906 л 559.799 192.781 л 46.141 192.781 л f
560.924 193.906 м 560.924 74.877 л 559.799 74.877 л 559.799 192.781 л f
45.016 193.906 м 45.016 74.877 л 46.141 74.877 л 46.141 192.781 л f
0,000 0,000 0,000 мкг
BT 49.891 178.042 Td / F1 9.0 Tf [(Руководства FDA и Министерства здравоохранения Канады относятся к подходу жизненного цикла к валидации процесса.На этапе 1, во время процесса)] TJ ET
BT 49.891 164.306 Td / F1 9.0 Tf [(Проект, когда критические параметры процесса и средства управления установлены и используется план эксперимента. Второй)] TJ ET
BT 49.891 150.569 Td / F1 9.0 Tf [(стадия, квалификация процесса, где профессионалы используют диаграммы статистического контроля и проводят анализ возможностей, чтобы гарантировать)] TJ ET
BT 49. 891 136.833 Td / F1 9.0 Tf [(процесс может постоянно давать желаемые результаты. Третий этап, мониторинг процесса и улучшение коммерческого)] TJ ET
BT 49.891 123.097 Td / F1 9.0 Tf [(партии, в соответствии с новыми нормативными требованиями к сбору данных и мониторингу тенденций.)] TJ ET
конечный поток
эндобдж
8 0 объект
>
эндобдж
9 0 объект
>
эндобдж
10 0 obj
>
эндобдж
11 0 объект
>
эндобдж
12 0 объект
>
эндобдж
13 0 объект
>
/ ColorSpace / DeviceGray
/ BitsPerComponent 8
/ Длина 8715 >>
транслировать
x] ОК # MDA + x
! \ K ބ {o / | ygz & Y} Nt]]] UyD ~ | VVd` 蓨 CFA ”gy ~ u2W! Bm} u% 2gSFDK_] 惂 la 蓨 -L} U) ϢK ݯ DFsA0_] 恊 W» +
891 136.833 Td / F1 9.0 Tf [(процесс может постоянно давать желаемые результаты. Третий этап, мониторинг процесса и улучшение коммерческого)] TJ ET
BT 49.891 123.097 Td / F1 9.0 Tf [(партии, в соответствии с новыми нормативными требованиями к сбору данных и мониторингу тенденций.)] TJ ET
конечный поток
эндобдж
8 0 объект
>
эндобдж
9 0 объект
>
эндобдж
10 0 obj
>
эндобдж
11 0 объект
>
эндобдж
12 0 объект
>
эндобдж
13 0 объект
>
/ ColorSpace / DeviceGray
/ BitsPerComponent 8
/ Длина 8715 >>
транслировать
x] ОК # MDA + x
! \ K ބ {o / | ygz & Y} Nt]]] UyD ~ | VVd` 蓨 CFA ”gy ~ u2W! Bm} u% 2gSFDK_] 惂 la 蓨 -L} U) ϢK ݯ DFsA0_] 恊 W» +
СТН ISO 8258 (01 0271) 1.9.1995 | технический стандарт
СТН ISO 8258 (01 0271) 1.9.1995 | технический стандарт | Мои стандартыКонтрольные карты Шухарта
СТАНДАРТ опубликован 1. 9.1995
9.1995
Информация о стандарте:
Стандарты обозначений: STN ISO 8258
Классификационный знак: 010271
Номер по каталогу: 50109
Стандарты даты публикации: 1.9.1995
Артикул: NS-545177
Количество страниц: 36
Приблизительный вес: 108 г (0,24 фунта)
Страна: Словацкий технический стандарт
Категория: Технические стандарты STN
Аннотация к стандартному тексту STN ISO 8258 (010271):
Tato mezinárodní norma vytváří průvodce pro použití a pochopení vztahu Shewhartova regulačního diagramu k metodám statistickéregace výrobního процес.
Мы рекомендуем:
Обновление технических стандартов
Вы хотите убедиться, что используете только действующие технические стандарты?
Мы можем предложить вам решение, которое будет предоставлять вам ежемесячный обзор обновления стандартов, которые вы используете.
Хотите узнать больше? Посмотри на эту страницу.
Последнее обновление: 2021-09-27 (Количество элементов: 2 527 252)
© Copyright 2021 NORMSERVIS s.r.o.
[PDF] LSUF 24 января 2006 г.
1 2 Контроль качества ISO 17025: Обеспечение качества результатов испытаний и калибровки Лаборатория должна иметь …
Применение методов анализа тенденций к измерениям контроля качества в радионуклидной метрологии Саймон Джером, NPLLSUF, NPL, 24 января 2006 г.
LSUF 24 января 2006 г.
Контроль качества — ISO 17025: 2005 5.9 Обеспечение качества результатов испытаний и калибровки 5.9.1 Лаборатория должна иметь процедуры контроля качества для мониторинга достоверности проведенных испытаний и калибровок. Полученные данные должны регистрироваться таким образом, чтобы можно было выявить тенденции, и, где это практически возможно, для анализа результатов должны применяться статистические методы. Этот мониторинг должен планироваться и анализироваться и может включать, помимо прочего, следующее: a) регулярное использование сертифицированных стандартных образцов и / или внутренний контроль качества с использованием вторичных стандартных образцов … ПРИМЕЧАНИЕ. Выбранные методы должны соответствовать типу и объем проделанной работы.
Этот мониторинг должен планироваться и анализироваться и может включать, помимо прочего, следующее: a) регулярное использование сертифицированных стандартных образцов и / или внутренний контроль качества с использованием вторичных стандартных образцов … ПРИМЕЧАНИЕ. Выбранные методы должны соответствовать типу и объем проделанной работы.
Событие и дата
2
LSUF 24 января 2006 г.
Обычно используются два метода (доступно больше) • Шухарт — более легко интерпретируется • CuSum (совокупное суммирование) — более чувствительно к изменениям
Событие и дата
3
LSUF 24 января 2006 г.
Использование диаграмм Шухарта • Обычно используется установка пределов 2σ и 3σ на основе результатов репликации 11-31 • Действия, предпринимаемые, если предел 3σ превышен — ожидается 3 раза из 1000 • Предупреждение регистрируется, если 2σ но не превышен предел 3σ — ожидается 5 раз из 100 • Простота, но без «предупреждающих сигналов» до превышения уровней предупреждения или действий
Событие и дата
4
LSUF 24 января 2006 г. Контрольная карта Шухарта — Ионизационные камеры RMG Проверка на содержание радия Источник Измерение
Контрольная карта Шухарта — Ионизационные камеры RMG Проверка на содержание радия Источник Измерение
50.3650
50.3600
50.3550
50.3500
Ток ионной камеры / пА
• Превышение 3σ — требуется немедленное действие, поскольку процедура вышла из-под контроля. Измерение следует прекратить до тех пор, пока не будет выявлена и устранена причина нарушения предела действия.
50.3450
50.3400
50.3350
50.3300
50.3250
50.3200
50.3150 1 августа
Событие и дата
3 августа
5 августа
5 августа
11 августа
13 августа
15 августа
17 августа
19 августа
Дата
21 августа
23 августа
25 августа
27 августа
29 -Aug
31-Aug
2-S ep
5
4-S ep
LSUF 24 января 2006 г. Контрольная карта Шухарта — Ионизационные камеры RMG Измерение источника радия
50. 3 65 0
3 65 0
50,3 60 0
• Превышение 2σ — необходимо внимательно следить за ситуацией
50,3 55 0
Ток ионной камеры / пА
50,3 50 0
50,3 45 0
50,3 40 0
50,3 35 0
50,3 30 0
50,3 25 0
50,3 20 0
50,3 15 0 1-Au g 3 -Au g 5 — 7 августа —
Событие и дата
9-Au g 11-Au g 13 — 15 авг. — 17 августа — 19 августа — Au g 2 1-Au g
Дата
23 Au g
25 Au g
2 7Aug
2 9Aug
3 1-Au g 2-S ep 4-S ep
6
LSUF 24 января 2006 г.
ISO 8258: 1991 — Контрольные диаграммы Шухарта • Представляет концепцию Анализ тенденций • Основывается на диапазоне, наблюдаемом при измерении: rj = | x (j + 1) — xj | X =
∑x
‘j
j
N’ R =
∑r
‘j
j
(N — 1)’ Событие и дата
7
LSUF 24 января 2006 г.
ISO 8258: 1991 — Контрольные карты Шухарта • Предел действия установлен на: • Предел предупреждения установлен на: • Предел «Информация» установлен на:
X ± R × 2. 66 X ± R × 1,77 X ± R × 0,89
На основе серии единичных наблюдений; пределы варьируются в зависимости от размера партии и подгруппы
Событие и дата
8
LSUF 24 января 2006 г. Контрольная таблица Шухарта — Ионизационные камеры RMG Измерение источника радия
50 .3 6 50
50 .3 6 00
50 .3 5 50
50 .3 5 00
Ток ионной камеры / пА
• Предел предупреждения превышен вдвое менее чем за 42 измерения. Измерение следует прекратить до тех пор, пока не будет выявлена и устранена причина нарушения предела действия.(ISO 8259: 1991 предполагает, что 2 из 3 являются точкой действия)
50 .3 4 50
50 .3 4 00
50 .3 3 50
50 .3 3 00
50 .3 2 50
50,3 2 00
5 0,3150 1 августа
Событие и дата
3 августа 5 августа
7 августа 9 августа Au g 11-Au g 13-Au g 15-Au g 17 — Au g 19 -Au g 21-Au g
Дата
23 Au g
25 Au g
27Au g
29 августа
3 1 августа 2 -S ep 4 -S ep
9
LSUF 24 января 2006 г. Контрольная карта Шухарта — Ионизационные камеры RMG Измерение источника радия
Контрольная карта Шухарта — Ионизационные камеры RMG Измерение источника радия
5 0.3 6 5 0
5 0 .3 6 0 0
5 0 .3 5 5 0
5 0 .3 5 0 0
Ток ионной камеры / па
• Девять точек подряд на одной стороне Значение. Это может указывать на изменение среднего значения; работа может продолжаться, однако необходимо определить причину смены и заново установить пределы, если это оправдано
5 0,3 4 5 0
5 0,3 4 0 0
5 0,3 3 5 0
5 0 .3 3 0 0
5 0 .3 2 5 0
5 0 .3 2 0 0
5 0.3 15 0 1-Au g
Событие и дата
3 -Au g
5 -Au g 7 -Au g 9 -Au g 11-Au g 13 -Au g 15 -Au g 17 -Au g 19 — Au g 2 1-Au g
Дата
23Au g
25Au g
27Au g
29Au g
3 1-Au g 2 -S ep 4 -S ep
10
LSUF 24 января 2006 г. Контрольная карта Шухарта — Ионизационные камеры RMG Измерение источника радия
5 0,3 6 5 0
5 0,3 6 0 0
5 0,3 5 5 0
5 0. 3 5 0 0
3 5 0 0
Ток ионной камеры / пА
• Шесть точек подряд непрерывно увеличиваются или уменьшаются. Предполагает, что измерения меняются со временем; требует расследования, поскольку в конечном итоге пределы действий и предупреждений будут превышены
5 0,3 4 5 0
5 0,3 4 0 0
5 0,3 3 5 0
5 0,3 3 0 0
5 0 .3 2 5 0
5 0 .3 2 0 0
5 0 .3 15 0 1-Au g
Событие и дата
3 -Au g
5 -Au g 7 -Au g 9 -Au g 11-Au g 13 -Au g 15 -Au g 17 -Au g 19 -Au g 2 1-Au g
Дата
23Au g
25Au g
27Au g
29Au g
3 1-Au g 2 -S ep 4 -S ep
11
LSUF 24 января 2006 г. Контрольная таблица Шухарта — Ионизационные камеры RMG Измерение источника радия
5 0.3 6 5 0
5 0 .3 6 0 0
5 0 .3 5 5 0
5 0 .3 5 0 0
Ток ионной камеры / па
• Четырнадцать точек подряд чередуются вверх и вниз . Предлагает циклическую смену условий; может быть связано с двумя разными операторами
5 0 . 3 4 5 0
3 4 5 0
5 0 .3 4 0 0
5 0 .3 3 5 0
5 0 .3 3 0 0
5 0 .3 2 5 0
5 0 .3 2 0 0
5 0 .3 15 0 1-Au g
Событие и дата
3 -Au g 5 -Au g
7 -Au g 9 -Au g 11- Au g 13 -Au g 15 -Au g 17 -Au g 19 -Au g 2 1-Au g
Дата
23Au g
25Au g
27Au g
29Au g
3 1-Au g 2 -S ep 4 -S ep
12
LSUF 24 января 2006 г. Контрольная таблица Шухарта — Ионизационные камеры RMG Измерение источника радия
5 0.3 6 5 0
5 0 .3 6 0 0
5 0 .3 5 5 0
5 0 .3 5 0 0
Ток ионной камеры / пА
• Четыре из пяти точек подряд превышают информационный уровень. Это может указывать на средний сдвиг
5 0 .3 4 5 0
5 0 .3 4 0 0
5 0 .3 3 5 0
5 0 .3 3 0 0
5 0 .3 2 5 0
5 0 .3 2 0 0
5 0 .3 15 0 1-Au g
Событие и дата
3 -Au g
5 -Au g 7 -Au g 9 -Au g 11-Au g 13 -Au g 15 -Au g 17 -Au g 19 -Au g 2 1-Au g
Дата
23Au g
25Au g
27Au g
29Au g
3 1-Au g 2 — S ep 4 -S ep
13
LSUF, 24 января 2006 г. Контрольная таблица Шухарта — Ионизационные камеры RMG Измерение источника радия
Контрольная таблица Шухарта — Ионизационные камеры RMG Измерение источника радия
5 0.3 6 5 0
5 0 .3 6 0 0
5 0 .3 5 5 0
5 0 .3 5 0 0
Ток ионной камеры / па
• Пятнадцать точек подряд между нижним и верхние информационные уровни. Это может возникнуть после того, как процедура проработала какое-то время, и может потребоваться повторная установка пределов
5 0,3 4 5 0
5 0,3 4 0 0
5 0,3 3 5 0
5 0 .3 3 0 0
5 0 .3 2 5 0
5 0 .3 2 0 0
5 0 .3 15 0 1-Au g
Событие и дата
3 -Au g
5 -Au g 7 -Au g 9 -Au g 11-Au g 13 -Au g 15 -Au g 17 -Au g 19 -Au g 2 1-Au g
Дата
23Au g
25Au g
27Au g
29Au g
3 1-Au g 2 -S ep 4 -S ep
14
LSUF 24 января 2006 г. Контрольная карта Шухарта — Ионизационные камеры RMG Измерение источника радия
5 0.3 6 5 0
5 0 .3 6 0 0
5 0 .3 5 5 0
5 0 . 3 5 0 0
3 5 0 0
Ток ионной камеры / па
• Восемь точек подряд по обе стороны от означает отсутствие между верхним и нижним информационными уровнями. Это может указывать на средний сдвиг.
5 0 .3 4 5 0
5 0 .3 4 0 0
5 0 .3 3 5 0
5 0 .3 3 0 0
5 0 .3 2 5 0
5 0. 3 2 0 0
5 0 .3 15 0 1-Au g
Событие и дата
3 -Au g
5 -Au g 7 -Au g 9 -Au g 11-Au g 13 -Au g 15 -Au g 17 -Au g 19 -Au g 2 1-Au g
Дата
23Au g
25Au g
27Au g
29Au g
3 1-Au g 2 -S ep 4 -S ep
15
LSUF 24 января 2006 г.
На практике.• Используйте программное обеспечение для записи и представления данных • Требуйте, чтобы операторы вручную выполняли проверку (используйте бумажный контрольный список) для вышеуказанных условий • При необходимости проводите исследования и внедряйте меры по улучшению. Однако неправильно просто: • • • •
Повторите измерение и убедитесь, что диаграмма «находится под контролем». Сбросьте параметры диаграммы, хотя бы не ища причины. Положитесь на программное обеспечение, которое сделает это за вас. Положитесь на программное обеспечение производителя
Сбросьте параметры диаграммы, хотя бы не ища причины. Положитесь на программное обеспечение, которое сделает это за вас. Положитесь на программное обеспечение производителя
Событие и дата
16
LSUF 24 января 2006 г.
Дополнительно: • Используйте диаграмму CuSum: c1 = x1 — X c2 = c1 + x2 — X c3 = c2 + x3 — X.. . ci = ci-1 + xi — X • Отклонение от контроля становится очевидным очень быстро Событие и дата
17
Событие и дата 3
pr -0 4
ar -0 4
ug -0 4
04
l-0 5
ay -0 5
pr -0 5
19 -J u
30 -M
10 -A
19 -F eb -0 5
ec —
ov -0 4 31 -D
11 -N
22 -S ep -0 4
03 -A
14 -J un -0 4
25 -A
06 -M
n04
ov -0 3
16 -J a
27 -N
ct -0
ug -0 3
08 -O
19 -A
30 -J un -0 3
Эффективность счета трития ( %)
LSUF 24 января 2006 г.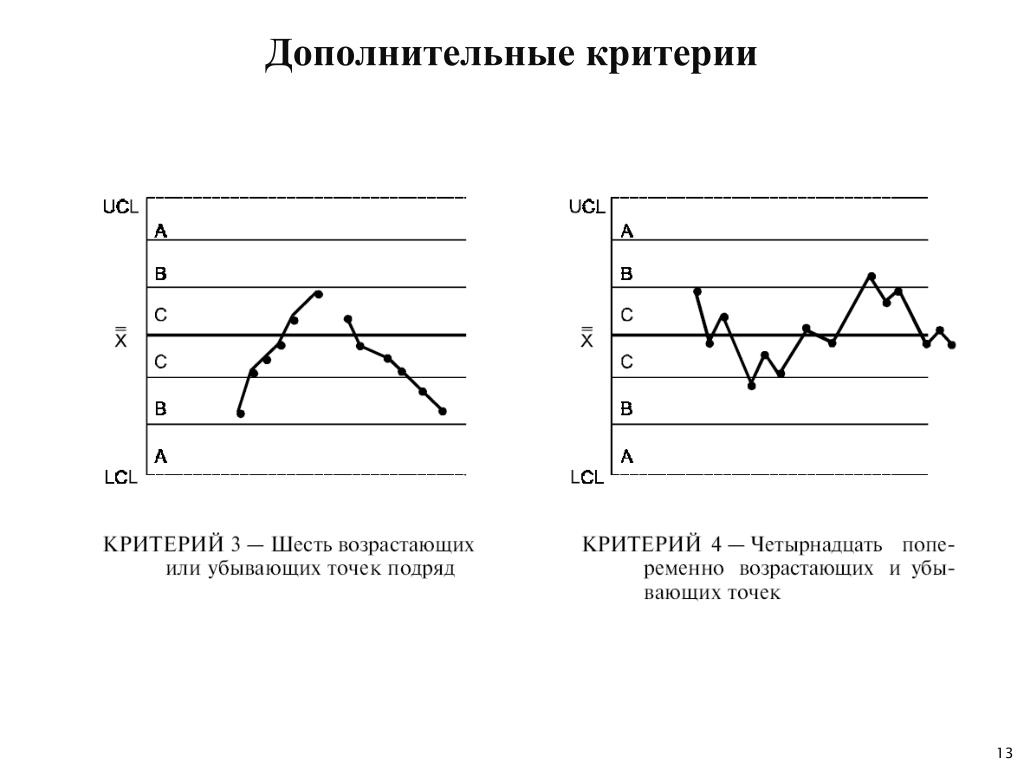 Таблица контроля стоимости Шухарта для TriCarb
Таблица контроля стоимости Шухарта для TriCarb
66.1
65,9
65,7
65,5
65,3
65,1
64,9
64,7
64,5
64,3
Дата
18
0,00LSUF
18
LSUF
18
LSUF
-5.0000
-10.0000
-15.0000
-20.0000
-25.0000
Событие и дата
30 июня 03
19 августа 03
08 октября 03 ноября
27 -03
16-янв-04
25-апр-04
14-июн-04
Дата 03-авг-04
22-сен-04
11-ноя-04
31-дек -04
19-фев-05
10-апр-05
30-мая-05
19 19-июл-05
Эффективность CuSum для трития
06.03.04
LSUF 24 января 2006
Источник проверки трития для LSC • Диаграмма Шухарта дает первое предупреждение 6 ноября — 9 баллов в ряд, одна сторона среднего — (и многие последующие) • Диаграмма CuSum дает первое предупреждение примерно 1 ноября — с этого момента проблема очевидна • Встроенное программное обеспечение Q / C дало первое сообщение о неисправности 30 января — предел «3σ» нарушение
Событие и дата
20
n03
Событие и дата -0 4
04
-0 5
ay -0 5
pr -0 5
19 -J ul
30 — M
10 -A
19 -F eb -0 5
ec —
ov -0 4 31 -D
11 -N
22 -S ep -0 4
ug -0 4
n04
пр -0 4
ar -0 4
14 -J u
25 -A
06 -M
03 -A
3
ov -0 3
16 -J an
27 -N
ct -0
ug -0 3
08 -O
19 -A
30 -J u
Тритиевый фон (импульсов в секунду)
LSUF 24 января 2006 г. Она Таблица контроля стоимости на причале для TriCarb
Она Таблица контроля стоимости на причале для TriCarb
13.600
13.100
12.600
12.100
11.600
11.100
10.600
10.100
9.600
9.100
8.600
50.0000
40.0000
30.0000
20.0000
10.0000
0.0000
-10.0000
Событие и дата
30 июня 03
19 августа 2003
9000 -Ноя-0316-янв-04
25-апр-04
14-июн-04
Дата 03-авг-04
22-сен-04
11-ноя-04
31 -Дек-04
19-фев-05
10-апр-05
30-мая-05
22 19-июл-05
CuSum для фона трития
06-марта-04
LSUF 24-е Январь 2006 г.
Тритиевый фон для LSC • Shewhart Cha rt выдает первое предупреждение 15 декабря — нарушение лимита действий — (событие 8 октября назначено для ближайшего источника 99Mo / 99mTc) • Диаграмма CuSum дает первое предупреждение примерно 18 декабря — с этого момента проблема очевидна (событие 8 октября не влияют на CuSum) • Встроенное программное обеспечение Q / C выдало первое сообщение о неисправности 15 февраля — нарушение предела «3σ»
Событие и дата
23
LSUF 24 января 2006 г.
Анализ данных • Вызов инженера в феврале • Обнаружена изнашивающаяся трубка фотоумножителя • Источник проверки 14C не предоставил сопоставимых данных, за исключением нарушения предела действия, которое не имело приписываемой причины • Последующие измерения с другими системами указывают на общую нестабильность измерений 3H, наблюдаемую в других учреждениях • Дальнейшие исследования показывают «скрытые» параметры, к которым очень чувствительны низкоэнергетические β-излучатели (например, DBB) • Важно хорошо знать систему перед использованием
Событие и дата
24
LSUF 24 января 2006 г.
Выводы • Полная реализация ISO 8258: 1991 позволяет операторам гораздо лучше понимать системы измерения • Возможные неисправности могут быть обнаружены с помощью предупреждающих действий, а не корректирующих действий • Простота использования и интерпретации • Применимо к аналогичным системы — альфа-спектрометры, гамма-спектрометры германия, гамма-спектрометры NaI (Tl), ионизационные камеры и т. д. • Калибровка заказчиком и генерация источника могут выполняться с большей уверенностью
д. • Калибровка заказчиком и генерация источника могут выполняться с большей уверенностью
Событие и дата
25
Вопросы и отзывы
shewhart% 20control% 20chart en français — Англо-французский словарь
Уолтер А. Разработка контрольных диаграмм Шухарта продемонстрировала применение статистических методов в производстве и проиллюстрировала эффективность графического представления и анализа.
Le développement par Walter A . Ознакомьтесь с методом использования статистических методов управления производством и иллюстрацией эффективности презентации и графического анализа.
WikiMatrix
PDCA (а.к.а. Shewhart Cycle) применяется в каждом процессе и представляет собой четырехэтапную стратегию контроля качества.
Cette Approche (австралийское название «цикл Shewhart ») является аппликацией в chaque processus и составляет стратегию контроля качества en quatre étapes.
Гига-френ
После их совместной статьи 1934 года в «Обзоре современной физики» их подходы разошлись с Демингом после работы Уолтера А. Шухарта , в то время как Бирдж заинтересовался более традиционными статистическими подходами наименьших квадратов и максимального правдоподобия.
(Après leur article conjoint de 1934 dans Reviews of Modern Physics), разные подходы к разным подходам, W. Deming suivant le travail de W. Shewhart alors que Raymond Birge s’intéressait aux Approches statistiques plus Conventionnelles de la méthode des de moindres carrés de vraisemblance.
WikiMatrix
Планируйте / выполняйте / проверяйте действие для команд Варианты по теме Shewhart / Deming Handy Senge Plan Решите совместное планирование Делайте согласованные действия Проверка отражайте закон об общественных размышлениях Подключите общий план смысла / выполняйте / проверяйте действие для команд
Planifier / exécuter / vérifier / agir pour les équipes Variations du thème Shewhart / Deming Handy Senge Planifier Décider Planification conjointe Exécuter Exécuter Action Координатор Vérifier Refléter Sign Réflexion publique3000 Connector 9
Гига-френ
Если используются контрольные материалы, значения, полученные для межпроцессного анализа контрольного материала, должны быть нанесены на диаграмму Shewhart (ISO 8258 (1991)) с соответствующими контрольными пределами.
Si des matériaux de contrôle sont utilisés, les valeurs obtenues for l’analyse du matériau de contrôle entre les séries sont représentées sur un graphique Shewhart [ISO 8258 (1991)] avec des limites de contrôle.
ЕврЛекс-2
Команда проекта также изучила эффективность контрольных карт типа Shewhart для процессов с нулевым надуванием.
Elle aussi étudié l’exécution de graphiques de contrôle de type Shewhart pour les processus à surreprésentation de zéros.
Кордис
Если используются контрольные материалы, значения, полученные для межпроцессного анализа контрольного материала, должны быть нанесены на диаграмму Shewhart (ISO №) с соответствующими контрольными пределами.
Si des matériaux de contrôle sont utilisés, les valeurs obtenues pour l
еврлекс
SHEWHART / DEMING Plan Do Check Act
SHEWHART / DEMING Planifier Exécuter Vérifier Agir
Гига-френ
Современные концепции QI берут свое начало в измерениях статистического контроля процесса, разработанных Уолтером Шухарт в Bell Telephone Laboratories в 1920-х годах.
Современные концепции в водах и статистических данных по контролю за производственными процессами Уолтера Шухарта в лабораториях Bell Telephone в лесах 1920 года.
Гига-френ
После Второй мировой войны Япония решила сделать повышение качества национальным императивом в рамках восстановления своей экономики и обратилась за помощью к Shewhart , Deming и Juran, среди других.
Après la Deuxième Guerre Mondiale, Le Japon a décidé de faire de l’amélioration de la qualité un impératif national dans le cadre de la recovery de leur economie avec l’aide de some théoriciens com Shewhart et al. dans les années 1950.
WikiMatrix
Современные концепции QI берут свое начало в измерениях статистического контроля процесса, разработанных Уолтером Шухарт в Bell Telephone Laboratories в 1920-х годах.
Современные концепции AQ ont leurs racines dans les mesures statistiques de contrôle du processus élaborées в Walter Shewhart в лабораториях Bell Telephone dans les années 1920.
Гига-френ
Работа с Уолтером А. Shewhart , Beckman разработала программы контроля качества для производства электронных ламп и познакомилась с схемотехникой.
Ла, в сотрудничестве с Вальтером А. Шухарт , Бекман проверяет качество электронных ламп и занимается производством электронных схем.
WikiMatrix
Que Veut Dire — КОНТРОЛЬНЫЕ ДИАГРАММЫ SHEWHART на французском языке
Que Veut Dire — КОНТРОЛЬНЫЕ ДИАГРАММЫ SHEWHART на французском языке — Traduction En FrançaisШухарт — Перевод non Trouvée
Создавайте контрольные карты оборудования и отслеживайте изменения прибора во времени. ISO 7873, Контрольные диаграммы для среднего арифметического с предупредительными пределами, 2004. Tableaux de contrôle Préparer deux tableaux de contrôle, un pour chacune des vérifications, soit la vérification Контрольные карты для анализа качества Контрольные данные, полученные в результате периодических проверок процесса измерения.
ISO 7873, Контрольные диаграммы для среднего арифметического с предупредительными пределами, 2004. Tableaux de contrôle Préparer deux tableaux de contrôle, un pour chacune des vérifications, soit la vérification Контрольные карты для анализа качества Контрольные данные, полученные в результате периодических проверок процесса измерения. Графики, такие как Burndown и контрольные диаграммы , помогают команде спрогнозировать частоту их выполнения,
Инспекторы изучат контрольные карты регистратора , записи по обеспечению качества и производство.
Графики, такие как Burndown и контрольные диаграммы , помогают команде спрогнозировать частоту их выполнения,
Инспекторы изучат контрольные карты регистратора , записи по обеспечению качества и производство. просмотреть автоматически сгенерированные контрольные диаграммы , экспортировать автоматически в yo.
просмотреть автоматически сгенерированные контрольные диаграммы , экспортировать автоматически в yo. Контрольные таблицы SPC также должны быть проверены, чтобы убедиться, что система находится под контролем и что в отчете о погрешности измерения определено Les graphiques CPS devraient aussi être excinés afin de vérifier que le système a été dûment maîtrisé et que la declaration de l’incertitude de mesure
Копия статистического процесса control (SPC) диаграмм , используемых для мониторинга процесса.
Контрольные таблицы SPC также должны быть проверены, чтобы убедиться, что система находится под контролем и что в отчете о погрешности измерения определено Les graphiques CPS devraient aussi être excinés afin de vérifier que le système a été dûment maîtrisé et que la declaration de l’incertitude de mesure
Копия статистического процесса control (SPC) диаграмм , используемых для мониторинга процесса. Общий вид рабочего пространства, контрольных панелей и графиков полностью соответствует общему
Зарядное устройство plus d’exemples
Общий вид рабочего пространства, контрольных панелей и графиков полностью соответствует общему
Зарядное устройство plus d’exemples Результаты: 603982,
Темпы: 0. 4887
4887
Top Requêtes De Dictionnaire
УведомлениеЭтот веб-сайт или его сторонние инструменты используют файлы cookie, которые необходимы для его функционирования
и необходимы для достижения
цели, указанные в политике использования файлов cookie.Если вы хотите узнать больше или отказаться
ваше согласие на использование всех или некоторых файлов cookie, см. политику в отношении файлов cookie.
Закрывая этот баннер, прокручивая эту страницу, щелкая ссылку или продолжая просмотр иным образом, вы соглашаетесь на использование
файлов cookie.