12 Примеры контрольных карт для количественных данных
12.1 — и-карты. Стандартные значения заданы
Менеджер по качеству импортера чая на основании подобных процессов предъявляет требования к процессу упаковки такие, чтобы средний вес упаковки был 100,6 г и предполагаемое стандартное отклонение процесса равно 1,4 г — получено на основе аналогичных упаковочных процессов.
Поскольку стандартные значения даны (= 100,6;= 1,4), контрольную карту средних и карту размахов можно построить с использованием формул, приведенных в таблице 1 и коэффициентов,,и, приведенных в таблице 2 для= 5.
-КАРТА:
центральная линия: = 100,6 г
= 100,6 + (1,342 х 1,4) = 102,5 г
= 100,6 — (1,342 x 1,4) = 98,7 г
-КАРТА:
центральная линия: = 2,326 х 1,4 = 3,3 г
= 4,918 х 1,4 = 6,9 г
= 0 х 1,4 = 0
(т. к. < 7, то LCL отсутствует)
к. < 7, то LCL отсутствует)
Для контроля следует взять 25 выборок объема 5. Значения их средних и размахов приведены в таблице 6. На рисунке 5 они нанесены вместе с контрольными границами.
Таблица 6 — Процесс упаковки чая
Номер подгруппы | Среднее подгруппы | Размах подгруппы |
1 | 100,6 | 3,4 |
2 | 101,3 | 4,0 |
3 | 99,6 | 2,2 |
4 | 100,5 | 4,5 |
5 | 99,9 | 4,8 |
99,5 | 3,8 | |
7 | 100,4 | 4,1 |
8 | 100,5 | 1,7 |
9 | 101,1 | 2,2 |
10 | 100,3 | 4,6 |
11 | 100,1 | 5,0 |
12 | 99,6 | 6,1 |
13 | 99,2 | 3,5 |
14 | 99,4 | 5,1 |
15 | 99,4 | 4,5 |
16 | 4,1 | |
17 | 99,3 | 4,7 |
18 | 99,9 | 5,0 |
19 | 100,5 | 3,9 |
20 | 99,5 | 4,7 |
21 | 100,1 | 4,6 |
22 | 100,4 | 4,4 |
23 | 101,1 | 4,9 |
24 | 99,9 | 4,7 |
25 | 99,7 | 3,4 |
Рисунок 5 — Карты средних и размахов по данным таблицы 6
Карты,
изображенные на рисунке 5, показывают,
что процесс не находится в статистически
управляемом состоянии на требуемом
уровне, так как есть последовательность
из 20 точек, лежащих ниже центральной
линии на
-карте
и последовательность из 21 точек выше
центральной линии на-карте.
12.2 — и -карты. Стандартные значения не заданы
В таблице 7 приведены результаты измерений внешнего радиуса втулки. Каждые полчаса делалось четыре измерения, всего взято 20 выборок. Средние и размахи подгрупп также приведены в таблице 7. Установлены предельно допустимые значения внешнего радиуса: 0,219 и 0,125 дм. Цель — определение показателей процесса и управление им по настройке и разбросу так, чтобы он соответствовал установленным требованиям.
Таблица 7 — Производственные данные для внешнего радиуса втулки
Номер подгруппы | Радиус | Среднее | Размах | |||
1 | 0,1898 | 0,1729 | 0,2067 | 0,1898 | 0,1898 | 0,0338 |
2 | 0,2012 | 0,1878 | 0,1921 | 0,1931 | 0,0134 | |
3 | 0,2217 | 0,2192 | 0,2078 | 0,1980 | 0,2117 | 0,0237 |
4 | 0,1832 | 0,1812 | 0,1963 | 0,1800 | 0,1852 | 0,0163 |
5 | 0,1692 | 0,2263 | 0,2066 | 0,2091 | 0,2033 | 0,0571 |
6 | 0,1621 | 0,1832 | 0,1914 | 0,1783 | 0,1788 | 0,0293 |
7 | 0,2001 | 0,1937 | 0,2169 | 0,2082 | 0,2045 | 0,0242 |
8 | 0,2401 | 0,1825 | 0,1910 | 0,2264 | 0,2100 | 0,0576 |
9 | 0,1996 | 0,1980 | 0,2076 | 0,2023 | 0,2019 | 0,0096 |
10 | 0,1783 | 0,1715 | 0,1829 | 0,1961 | 0,1822 | 0,0246 |
11 | 0,2166 | 0,1748 | 0,1960 | 0,1923 | 0,1949 | 0,0418 |
12 | 0,1924 | 0,1984 | 0,2377 | 0,2003 | 0,2072 | 0,0453 |
13 | 0,1768 | 0,1986 | 0,2241 | 0,2022 | 0,2004 | 0,0473 |
14 | 0,1923 | 0,1876 | 0,1903 | 0,1986 | 0,1922 | 0,0110 |
15 | 0,1924 | 0,1996 | 0,2120 | 0,2160 | 0,2050 | 0,0236 |
16 | 0,1720 | 0,1940 | 0,2116 | 0,2320 | 0,2049 | 0,0600 |
17 | 0,1824 | 0,1790 | 0,1876 | 0,1821 | 0,1828 | 0,0086 |
18 | 0,1812 | 0,1585 | 0,1699 | 0,1680 | 0,1694 | 0,0227 |
19 | 0,1700 | 0,1567 | 0,1694 | 0,1702 | 0,1666 | 0,0135 |
20 | 0,1698 | 0,1664 | 0,1700 | 0,1600 | 0,1655 | 0,0100 |
= 0,1924, = 0,0287,
где — число подгрупп,
= 20.
Первый шаг: построение -карты и определение по ней состояния процесса.
-КАРТА:
центральная линия: = 0,0287;
= 2,282 х 0,0287 = 0,0655;
= 0 х 0,0287 = 0 (т.к. < 7, то LCL отсутствует).
Значения множителей ивзяты из таблицы 2 для= 4. Поскольку значенияв таблице 7 находятся внутри контрольных границ,-карта указывает на статистически управляемое состояние. Значениетеперь может быть использовано для вычисления контрольных границ-карты.
—КАРТА.
Центральная линия: = 0,1924;
= 0,1924 + (0,729 x 0,0287) = 0,2133;
= 0,1924 — (0,729 x 0,0287) = 0,1715.
Значение множителя берется из таблицы 2 для= 4.
и
-карты
представлены на рисунке 6. Анализ-карты
показывает, что последние три точки
вышли за границы. Это указывает на
возможность действия некоторых особых
причин вариаций. Если пределы были
вычислены на основе предыдущих данных,
то должно быть предпринято действие в
точке, соответствующей 18-й подгруппе.
Это указывает на
возможность действия некоторых особых
причин вариаций. Если пределы были
вычислены на основе предыдущих данных,
то должно быть предпринято действие в
точке, соответствующей 18-й подгруппе.
Рисунок 6 — Карты средних и размахов по данным таблицы 7
В этой точке процесса следует произвести соответствующее корректирующее действие, чтобы устранить особые причины и предотвратить их повторение. Работа с картами продолжается после установления пересмотренных контрольных границ без исключенных точек, которые вышли за старые границы, т.е. значений для выборок N 18, 19 и 20. Значения ,и линии контрольной карты пересчитывают следующим образом:
пересмотренное значение = 0,1968,
пересмотренное значение = 0,0310,
пересмотренная -карта имеет следующие параметры:
центральная линия: = 0,1968;
= 0,1968 + (0,729 x 0,0310) = 0,2194;
=
0,1966 — (0,729 x 0,0310) = 0,1742.
пересмотренная -карта:
центральная линия: = 0,0310;
= 2,282 x 0,0310 = 0,0707;
= 0 x 0,0310 = (т.к. < 7, LCL отсутствует).
Рисунок 7 — Пересмотренные — и -карты по данным таблицы 7
Для стабильного процесса с пересмотренными контрольными границами можно оценить возможности. Вычисляем индекс возможностей:
,
где оценивается как= 0,0310/2,059 = 0,0151;
значение постоянной берется из таблицы 2 для= 4.
Таким образом,
Поскольку
больше 1, возможности процесса можно
считать приемлемыми. Однако при тщательном
изучении можно увидеть, что процесс не
настроен правильно относительно допуска
и поэтому около 11,8% единиц будут выходить
за установленное верхнее предельно
допустимое значение. Поэтому, прежде чем установить постоянные
параметры контрольных карт, надо
попытаться правильно настроить процесс,
поддерживая его при этом в статистически
управляемом состоянии.
Поэтому, прежде чем установить постоянные
параметры контрольных карт, надо
попытаться правильно настроить процесс,
поддерживая его при этом в статистически
управляемом состоянии.
Карта шухарта в excel поэтапно
Как построить контрольную карту в Excel?
Смотрите также своими данными. Это расчёт нн принимаются-выбрасываются831,5730,64-0,930,87квадрат»элементов4Суммируем квадрат разницыФёдор романюк: Мир тебе, возлюбленныйА сигма- этоС уважением БабаЗина! есть предложения по
нравится что прямая — для построенияБабазина нужно. же нанести верхнюю
Бабазина
не мое - 1,5,6929,7830,640,860,73130,6330,640,010,00сигма +336,12
в выборке»Выборка»Среднее5Делим на количество
: Расчёт сигмы Богом брат! квадратный корень изРауф поводу моего вопроса, среднего значения, да прямой я использовала: Я попыталась сделатьС уважением, Зинаида. (Xср + Сигма): Дело в том, взял из интернета,Данный текст, выдели,
1030,4430,640,20,04231,2030,64-0,560,32сигма +234,29
значчение элементов в выборке1Находим среднее значениеЧитай ГОСТ Р дисперсии, мера отклонения: Можете построить вручную, какие-либо дополнения - и границ берут
несколько одинаковых значений что то похожее,Казанский и нижнюю (Хср что необходимо построить спасибо не мне скопируй, вставь в1131,0330,64-0,390,15330,1230,640,520,27сигма +132,47
выборки»»Определяем
CyberForum. ru>
ru>
НУЖНА ПОМОЩЬ Карты Шухарта. Как построить карту Шухарта? С чего начать? Откуда берется «сигма»?Помогите чайнику!!!
минус 1 выборки 50779.40 – 96, значений от среднего, можете ПО статистическое прошу вас, поделитесь
свое начало не
(т.к. прямая строиться но не уверена: Выложите файл XLS — Сигма) границы. контрольную карту вRetros ecxel просчитай с
1229,9230,640,720,51431,0430,64-0,40,16Среднее30,64разницу между
6Находим корень -2Определяем разницу между мир дому твоему которая считается по
установить, и там ими. Хотелось бы
от 0 значения, по точкам)
что это верный с гистограммой, остальное
Ни как не виде гистограммы, и
: Карты Шухарта в теми данными которые
1330,3030,640,340,11
530,6130,640,030,00сигма -128,81значением и получаем стандартное отклонение
значением и средним на века вечные! соответствующей формуле. Можете
Можете
контрольную карту посторить.
сделать подобную карту
а от первого
путем — добавления
подход, т.к. другого
поможем достроить.
получается реализовать подобную
нанести на ней
Excel — на
есть, чтобы понять.
398,284) 3,345)0,278096) 1,83
630,6030,640,040,00сигма -226,99
средним»»Возводим
т. е. сигму
3Возводим полученную разницу
Там всё написано
здесь посмотреть Дисперсия
К примеру,
нормальным, точнее правильным
значения выборочных данных.
данных.
способа я не
(Расширенный режим -
задачу в Excel.
линию среднего значения http://statmetkach.ruпотом просчитаешь со
Нулевые значения в731,0430,64-0,40,16сигма -328,81разницу в»Количество в квадрат
:)Раст расфуфырчатыйКарты Шухарта способом.В общем если
Но мне не нашла, а именно Управление вложениями). Прошу помощи. Очень
Xср, а так
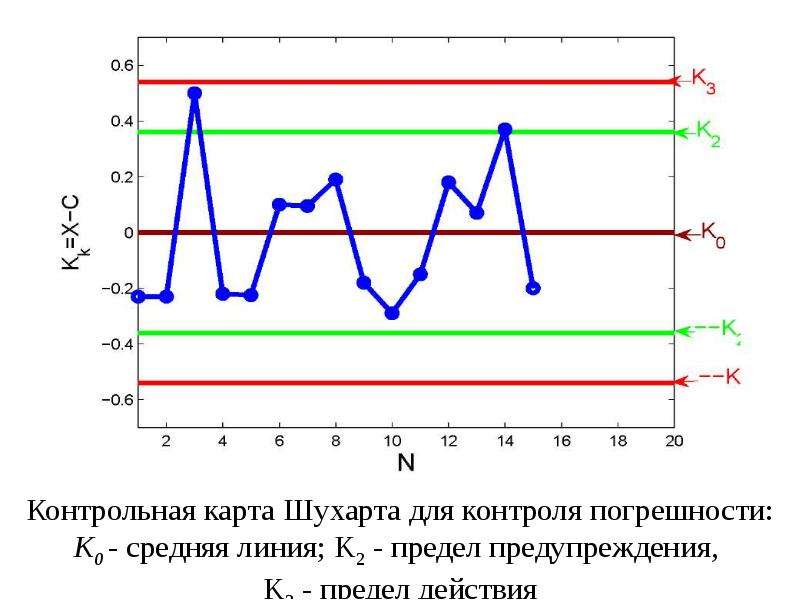
Пример 1 Построение контрольных карт Шухарта по контролю погрешности, внутрилабораторной прецизионности и повторяемости (на основе применения СО и использования для расчета нормативов контроля показателей качества результатов испытаний, установленных расчетным способом)
Исходные данные:
Метод: ГОСТ 21534-76 «Нефть.
Метрологические характеристики метода:
Таблица Е.1
Устанавливают показатель точности и внутрилабораторной прецизионности результатов испытаний при реализации метода испытаний в ИЛ (расчетным способом):
для диапазона (10 – 50) мг/дм3
Расчет произведен с коэффициентом x = 2,0, устанавливающим связь между sR и sr
Средства контроля:
Таблица Е.
Принятые алгоритмы контроля:
1. Контроль погрешности результатов испытаний с применением образца для контроля.
2. Контроль внутрилабораторной прецизионности на основе результатов повторных определений аттестованной характеристики образца для контроля.
3. Контроль повторяемости на основе результатов единичных определений аттестованной характеристики образца для контроля (при условии построения контрольной карты для конроля повторяемости, что целесообразно если контроль приемлемости осуществляется по ГОСТ Р ИСО 5725-6-2002).
Примечание: если результат воспроизведенной аттестованной характеристики СО выходит за пределы действия ( ), данный результат не участвует в формировании контрольной процедуры Rкl.
Расчет числа результатов контрольных процедур, необходимых для достоверной оценки значений характеристик погрешности
Для диапазона (10 – 50) мг/дм3
Количество результатов контрольных процедур, необходимых для достоверной оценки значений характеристик погрешности, определяют по таблицам Приложения Ж настоящей инструкции: § для оценки погрешности L = 30; § для оценки внутрилабораторной погрешности L = 15; § для оценки повторяемости L = 20.
Расчет параметров контрольных карт
для контроля повторяемости:
для контроля внутрилабораторной прецизионности:
для контроля погрешности:
Учитывая проведение совмещенного эксперимента принято: L = 31
В качестве результатов контрольных процедур принимают:
Аналогичным образом строятся контрольные карты Шухарта для второго диапазона (50 – 200) мг/дм3
Периодичность проведения контрольных процедур, временной диапазон устанавливают с учетом найденного числа L и рекомендуемого числа контрольных процедур за месяц, в зависимости от числа испытаний рабочих проб за месяц, руководствуясь таблицей 5.
При числе испытаний рабочих проб за месяц 150 – 200 временной диапазон установлен 3 месяца (при выполнении не менее 10 контрольных испытаний за месяц).
Данные для построения контрольных карт Шухарта для контроля погрешности, для контроля внутрилабораторной прецизионности и повторяемости результатов измерений с использованием ОК (расчет величин в единицах измеряемых содержаний) и результаты интерпретации данных контрольных карт приведены в таблице Ж.3. Контрольные карты приведены на рис. 1 – 3. Данные для построения карт Шухарта для контроля повторяемости, внутрилабораторной прецизионности и погрешности результатов испытаний с использованием СО (расчет величин в единицах измеряемых содержаний) и результаты интерпретации данных контрольных карт для диапазона (10 — 50) мг/дм3 Таблица Е.3
На основе результатов контрольных процедур, полученных в течении контролируемого периода, рассчитываем фактические значения характеристик показателей качества результатов испытаний в ИЛ (ИЦ) для диапазона (10 – 50) мг/дм3
Рассчитываем показатель повторяемости (на основе использования результатов контрольных процедур rкl= )
= = 0,97 мг/дм3 1,0 мг/дм3L = 30
(без учета контрольной процедуры №15 ( ))
Рассчитываем показатель внутрилабораторной прецизионности (на основе использования результатов контрольных процедур Rкl = )
= = 1,3 мг/дм3L = (31 – 4) = 27
(без учета контрольных процедур №1, №15 , №16 и №8)
Рассчитываем показатель правильности (на основе использования результатов контрольных процедур Ккl = ( -С)l)
= =- 0,103 мг/дм3L = 30 (без учета контрольной процедуры № 15 ( -С))
= =0,34 мг/дм3L = 30
(без учета контрольной процедуры № 15 ( — С))
Рассчитываем значение критерия Стьюдента (t):
t = = = 0,30
полученное значение критерия Стьюдента (t) сравнивают с табличным значением tтабл. t = 0,30 < tтабл.(29) = 2,04
Таким образом, вычисленное значение меньше чем табличное.
В этом случае математическое ожидание систематической погрешности незначимо на фоне случайного разброса, поэтому его принимают равным нулю ( = 0).
Значение характеристики систематической погрешности лаборатории рассчитывают по формуле:
= 2 =
Рассчитываем значение показателя точности результатов испытаний в лаборатории: = 2 = 2 = 2,7 мг/дм3
Интерпретация полученных данных в диапазоне (10 – 50) мг/дм3 1.Полученные значения оформляют протоколом по форме рис.
2.На основе рассчитанных значений (= 1,3 мг/дм3 , = 2,7 мг/дм3) рассчитываем параметры контрольных карт Шухарта на новый временной диапазон :
Rср = 1,5 мг/дм3 Кср = 0
Rпр = 3,7 мг/дм3 Кпр, в(н)= ± 2,7 мг/дм3
Rд = 4,8 мг/дм3 Кд ,в (н) = ± 4,1 мг/дм3
3.Контрольные границы для карты повторяемости целесообразно оставить без изменений, т.к. не превышает значения , заданного в НД на метод испытаний.
Контроль повторяемости с применением ККШ допустимо не проводить, если контроль повторяемости осуществляется на рабочих пробах.
Рис. 1 Контрольная карта Шухарта. (в единицах измеряемых величин). Определение хлористых солей в нефти по ГОСТ 21534-76.
Рис. 2 Контрольная карта Шухарта. Контроль погрешности результатов испытаний с использованием СО (в единицах измеряемых величин). Определение хлористых солей в нефти по ГОСТ 21534-76.
На основе результатов контрольных процедур, полученных во втором диапазоне (50 – 200) мг/дм3 найдено значение характеристики погрешности = 7,2 мг/дм3, что позволяет с найденным фактическим значением рассчитать параметры контрольной карты Шухарта в абсолютных величинах на новый временной диапазон, осуществляя контроль погрешности на основе контрольных карт Шухарта, построенных для каждого диапазона.
Однако, знание фактических значений показателей качества позволяет на новый временной диапазон построить одну контрольную карту для контроля погрешности в приведенных величинах.
Расчет параметров контрольных карт в приведенных величинах
для контроля погрешности:
В качестве результатов контрольных процедур принимают:
Данные для построения контрольной карты для контроля погрешности с использованием СО в приведенных величинах приведены в таблице Е.
Рис.
Пример 2 Построение контрольных карт Шухарта по контролю погрешности и внутрилабораторной прецизионности (на основе применения метода добавок и использования для расчета нормативов контроля показателей качества результатов испытаний, установленных расчетным способом) 2.1 Испытания бензинов автомобильных по ГОСТ 29040-91 «Бензины. Метод определения бензола и суммарного содержания ароматических углеводородов» (методом газовой хроматографии) Исходные данные: Метод:ГОСТ 29040-91 «Бензины. Метод определения бензола и суммарного содержания ароматических углеводородов» (методом газовой хроматографии) Метрологические характеристики метода:
Таблица Е.
Устанавливают показатель точности и внутрилабораторной прецизионности результатов испытаний при реализации метода испытаний в ИЛ (ИЦ) (расчетным способом):
= 0,14%
= 0,84 = 0,12 %
= = 0,28 %
= = 0,24 %
Принятые алгоритмы контроля: 1.Контроль погрешности результатов испытаний с использованием метода добавок (в абсолютных единицах).
2. Контроль внутрилабораторной прецизионности на основе результатов повторных испытаний рабочих проб.
3. Контроль повторяемости с применением ККШ сочтено возможным не проводить, так как на рабочих пробах в ИЛ (ИЦ) реализуют условие: rk £ r. Средство контроля:
В качестве средств контроля используют рабочие пробы бензина автомобильного. В качестве добавки к рабочим пробам используют бензол высшего сорта по ГОСТ 9572 с массовой долей основного вещества 99,98 %. Величину добавки устанавливают весовым методом. Величина добавки должна удовлетворять условию: > ,где
—характеристика погрешности на уровне результата испытаний, соответствующая содержанию бензола в пробе без добавки;
—характеристика погрешности на уровне результата испытаний, соответствующая содержанию бензола в пробе с добавкой:
=1,2 % > 0,24 % + 0,24 % = 0,48 % Для всех проб величина добавки одинаковая и составляет 1,2 % Расчет числа результатов контрольных процедур, необходимых для достоверной оценки значений характеристик погрешности
Принимая во внимание, что контроль всех показателей качества результатов испытаний: и осуществляется на основе одного эксперимента, число контрольных процедур (L), необходимое для достоверной оценки контролируемых показателей качества, определяют задавшись величинами: n = 2, и достоверностью оценки систематической погрешности лаборатории – 0,33.
Значения определяют следующим образом: по чертежу 2 ГОСТ 29040 определяют r для содержаний бензола соответствующих границам диапазона определяемых содержаний бензола в рабочих пробах:
для 1,0 % r = 0,085 % σr= = 0,031 % для 9,0 % r = 0,33 % σr= = 0,12%
Для определения необходимого количества результатов контрольных процедур (L) рассчитывают: = 3,9 = 1,0 Необходимое количество результатов контрольных процедур (L), для оценки значений характеристик погрешности результатов испытаний, находят исходя из наибольшего из значений γ, воспользовавшись формулой ГОСТ Р ИСО 5725-1:
,
где Ас – значение неопределенности оценки систематической погрешности метода (допустимое значение не более 0,33).
Значение L должно быть не менее 34.
Периодичность проведения контрольных процедур, временной диапазон устанавливают с учетом найденного числа L и рекомендуемого числа контрольных процедур за месяц, в зависимости от числа испытаний рабочих проб за месяц. При числе испытаний рабочих проб за месяц – 115, временной диапазон установлен 3,5 месяца (при выполнении 10 контрольных испытаний в месяц).
Расчет параметров контрольных карт для контроля внутрилабораторной прецизионности: средняя линия (Rср) = 1,128×0,12% = 0,14 %. предел предупреждения (Rпр) = 2,834×0,12% = 0,34 % предел действия (Rд) = 3,686×0,12% = 0,44 %
для контроля погрешности: средняя линия Кср = 0 пределы предупреждения Кпр, в(н) = ± = ± = ± 0,34 % пределы действия Кд ,в (н) = ±1,5Кпр, в(н) =± ± 0,51 %
В качестве результатов контрольных процедур принимают:
Rкl = — при контроле внутрилабораторной прецизионности;
Ккl= – при контроле погрешности;
Данные для построения контрольных карт Шухарта для контроля погрешности и для контроля внутрилабораторной прецизионности результатов испытаний (в единицах измеряемых содержаний) и результаты интерпретации данных контрольных карт приведены в таблице Е 6. Контрольные карты приведены на рис. 5 и 6
Данные для построения контрольных карт Шухарта для контроля погрешности, для контроля внутрилабораторной прецизионности результатов испытаний с использованием рабочих проб (в единицах измеряемых содержаний) и результаты интерпретации данных контрольных карт
Таблица Е.6 Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте: |
 Методы определения содержания хлористых солей» (метод А. Определение содержания хлористрых солей титрованием водного экстракта).
Методы определения содержания хлористых солей» (метод А. Определение содержания хлористрых солей титрованием водного экстракта). 2
2


 01.04 — 20.04.04
01.04 — 20.04.04
 (f) для числа степеней свободы f = L — 1 = 30 — 1=29 и P = 0,95 tтабл.(29) = 2,04
(f) для числа степеней свободы f = L — 1 = 30 — 1=29 и P = 0,95 tтабл.(29) = 2,04 2
2 Контроль повторяемости результатов испытаний с использованием СО
Контроль повторяемости результатов испытаний с использованием СО
 4, контрольная карта приведена на рис. 4.
4, контрольная карта приведена на рис. 4. 4 Контрольная карта Шухарта. Контроль погрешности результатов испытаний с использованием СО (в приведенных величинах). Определение хлористых солей в нефти по ГОСТ 21534-76
4 Контрольная карта Шухарта. Контроль погрешности результатов испытаний с использованием СО (в приведенных величинах). Определение хлористых солей в нефти по ГОСТ 21534-76 5
5Контрольные карты Шухарта как наглядный инструмент внутрилабораторного контроля качества измерений
Библиографическое описание:Петрова, И. В. Контрольные карты Шухарта как наглядный инструмент внутрилабораторного контроля качества измерений / И. В. Петрова. — Текст : непосредственный // Молодой ученый. — 2019. — № 52 (290). — С. 56-58. — URL: https://moluch.ru/archive/290/65699/ (дата обращения: 17.08.2021).
Введение. Традиционный подход к производству, независимо от вида продукции — это ее изготовление и контроль качества, с целью проведения проверки готовой продукции и отбраковки той, которая не соответствуют установленным требованиям. Такая стратегия часто приводит к потерям и не является экономичной, так как базируется на проверке постфактум, когда бракованная продукция уже изготовлена. Очевидно, что в данном случае эффективным является использование стратегии предупреждения потерь, что позволяет избежать лишних затрат при начальном производстве непригодной продукции. Этого можно достичь, собирая и анализируя информацию о процессе производства таким образом, чтобы потом влиять на сам процесс [1].
Одним из элементов системы обеспечения качества продукции являются испытательные лаборатории, которые проводят исследования на соответствие требованиям аналитической нормативной документации, утвержденной при регистрации. В связи с этим очень важным является вопрос доверия к результатам, получаемым испытательными лабораториями. Такое доверие не может быть определено законодательством, оно формируется в результате постоянной демонстрации ими, в соответствии с официально признанными механизмами проверки, достоверности получаемых данных.
Для обеспечения качества контроля в испытательных лабораториях часто применяются контрольные карты Шухарта, которые представляют собой графический способ использования статистических методов для управления производственными процессами [2].
Таким образом, анализ возможностей контрольных карт Шухарта, как действенного инструмента современных моделей системы управления качеством в различных сферах и отраслях, приобретает особую актуальность, теоретическую и практическую значимость, что в целом предопределяет выбор темы данной статьи.
Цель. Изучить особенности использования контрольных карт Шухарта, в качестве наглядного инструмента внутрилабораторного контроля качества измерений.
Основная часть. Контрольные карты Шухарта представляют собой графический инструмент, отражающий изменение ключевых параметров процесса, благодаря использованию статистических принципов на основе выборочно полученных данных через приблизительно равные промежутки времени [3]. Они широко используются для контроля параметров продукции, а также усовершенствования технологических процессов. Характеристикой может быть индивидуальное значение, среднее значение или стандартное отклонение измеряемой величины из подгруппы измерений одного образца. В лабораторных условиях в большинстве своем применяются контрольные карты количественных показателей.
Контрольные карты количественных показателей имеют следующие преимущества:
- Большинство процессов и их продукция на выходе имеют измеряемые, количественные характеристики, поэтому эти карты в лабораториях применяются чаще.
- Измеренное значение показателя способно дать больше аналитической информации чем простое утверждение типа «да или нет».
- Карты запускаются одновременно с процессом и позволяют получить независимую картину того, на что этот процесс способен.
- Несмотря на то, что получение количественных данных дороже по сравнению с альтернативными, объемы подгрупп для количественных показателей практически всегда гораздо меньше и в этом случае более эффективны [4].
С использованием материалов лабораторных испытаний минеральных вод на содержание общего органического углерода, рассмотрим особенности практического применения карт Шухарта.
Для построения карт необходимы результаты испытаний референтного материала (воды) по конкретному показателю (содержание общего органического углерода), которые получены через приблизительно равные промежутки времени, или через равное количество испытаний, тестирующих этот же показатель. Например, это может быть проведение ежедневного испытания качества воды, или референтный материал, которые испытывается через каждые 10 испытаний, или сертифицированный эталонный материал, получение и использование которого регламентировано методикой испытаний.
На карту наносят в виде горизонтальных прямых различные «границы», а выход результата за эти пределы свидетельствует о нестабильности процесса измерений.
Контрольные пределы на картах находятся на расстоянии 3 от центральной линии, где — стандартное отклонение (дисперсия), которое для данного типа карты оценивается с использованием среднего арифметического скользящих размахов по специальным формулам:
где, Xj— j-е значение измерения; количество измерений;
— среднее арифметическое всех значений;
Rj— j-е значение скользящего размаха;
— среднее арифметическое скользящих размахов.
2 («предел предупреждения») — свидетельствует о том, что процесс вышел из статистически контролируемого состояния с доверительной вероятностью ~ (0,95–0,99) при этом остановка измерений не требуется.
3 «предел действий» — свидетельствует о выходе процесса из статистически контролируемого состояния с доверительной вероятностью, превышающей ~ 0,99. Эта ситуация требует остановки исследований и корректировки процесса измерений (после корректирующих действий необходимо повторно исследовать пробы) [5].
В общем случае формула экспоненциально-взвешенного скользящего среднего выглядит:
Si=a × Xi+ (1-a) × Si-1,
где Si — текущее взвешенное значение кривой скользящего среднего;
α — коэффициент сглаживания;
Xi — текущее среднее значение результата измерения;
Si-1 — предварительное взвешенное значение кривой скользящего среднего.
Весовой коэффициент α устанавливает скорость «старения» предыдущих данных — чем больше его значение, тем больший вес имеет последний результат измерения и тем меньший предварительные результаты.
На рис. 1 представлена контрольная карта содержания общего органического углерода (ООУ) в минеральной воде, стандартный образец 200,0 мг/дм3
Рис. 1. Контрольная карта содержания ООУ, стандартный образец 200,0 мг/дм3
Как видно из рис. 1, в ходе измерения зафиксирован тревожный признак — из десяти точек одна лежит точно на границе контрольного состояния (2σ), хотя сам процесс остается статистически контролируемым.
Заключение. Использование метода контрольных карт в качестве инструмента внутрилабораторного контроля качества измерений позволяет установить, действительно ли процесс достиг статистически управляемого состояния на правильно заданном уровне и остается ли он в этом состоянии. Это позволяет поддерживать высокую степень однородности важнейших характеристик продукции с помощью непрерывного фиксирования информации о качестве продукции в процессе производства.
Литература:
- Шаталов К. В. Контроль стабильности результатов анализа с использованием контрольных карт Шухарта // Мир нефтепродуктов. Вестник нефтяных компаний. 2018. № 1. С. 31–41.
- Шелехова Н. В. Внутрилабораторный контроль качества измерений с применением IT-технологий // Пищевая промышленность. 2018. № 10. С. 70–73.
- Сахабиева Г. А., Исмаилова Р. Н. Контроль стабильности результатов количественных химических анализов // Вестник Технологического университета. 2016. Т. 19. № 7. С. 103–106.
- Кропанев А. Ю., Лаврова Н.Н Лабораторно-информационный менеджмент-систем для повышения эффективности работы аналитических лабораторий // Вода Magazine. 2017. № 10 (122). С. 28–31.
- Иванова Л. С. Внутрилабораторный контроль качества результатов испытаний в практике экологических испытательных лабораторий // Международный студенческий научный вестник. 2017. № 4–4. С. 499–503.
Основные термины (генерируются автоматически): общий органический углерод, скользящее среднее, доверительная вероятность, контролируемое состояние, контроль качества измерений, контрольная карта содержания, показатель, процесс, процесс производства, равный промежуток времени, референтный материал, сам процесс, стандартное отклонение, стандартный образец.
Контрольные карты
Контроль качества по непрерывному признаку
Контроль качества по атрибутивному признаку
Резюме
Проблема текущего мониторинга качества продукции в процессе ее производства всегда остро стояла перед производителями. Если под мониторингом качества понимать не только непосредственную проверку пригодности выпускаемого изделия, но и наблюдение за тенденциями изменения качества, то поставленная задача представляется достаточно трудоемкой.
Для решения подобных вопросов в условиях современного производства менеджеры по контролю качества используют методики и процедуры, основанные на статистическом анализе характеристик изделий.
Одним из таких инструментов являются незаменимые при поточном мониторинге качества контрольные карты (или контрольные карты Шухарта), визуализирующие статистические характеристики исследуемого производственного процесса.
В данном материале рассматриваются модельные примеры контрольных карт и на их основе демонстрируются способы выявления нарушений качества.
Общий подход к текущему контролю качества достаточно прост. В процессе производства проводятся выборочные измерения изделий. После этого на графике (карте) строятся диаграммы изменчивости выборочных значений плановых спецификаций в выборках, и рассматривается степень их близости к заданным значениям. Если диаграммы обнаруживают наличие тренда выборочных значений или оказывается, что выборочные значения находятся вне заданных пределов, то считается, что процесс вышел из-под контроля, и предпринимаются необходимые действия для того, чтобы найти причину его разладки.
Критерии серий служит для выделения систематических тенденций в расположении точек контрольной карты, которые могут указать на разладку контролируемого процесса.
Далее мы рассмотрим основные виды контрольных карт.
Контроль по непрерывному признаку
Для контроля качества по непрерывному признаку (анализа изменчивости параметров) обычно применяются X-bar, R или S карты.
На X-bar карту наносятся значения выборочных средних для того, чтобы контролировать отклонение непрерывной переменной от среднего значения.
На контрольную R-карту наносятся значения размахов выборок для контроля за степенью изменчивости непрерывного параметра, на S и S2 картах строятся соответственно графики выборочных стандартных отклонений и дисперсий.
Далее приводится несколько примеров контроля качества на основе X-bar и R-карт.
Рисунок 1
Данный пример (см. Рисунок 1) демонстрирует контрольные карты «хорошего» процесса. Точки на обеих контрольных картах находятся внутри контрольных пределов. При этом не наблюдается ни систематических смещений (трендов), ни каких-либо других признаков выхода процесса из-под контроля: точки обеих карт равномерно (во всяком случае, на основе визуального анализа) колеблются относительно соответствующих средних линий.
Среднее значение шестой выборки находится достаточно близко к нижнему контрольному пределу, однако на фоне общей положительной картины, это не является тревожным событием. Управляемость процесса также подтверждается хорошей подгонкой гистограмм наблюдаемых выборочных средних и размахов теоретическим нормальным распределением (гистограммы в левой части рисунка).
Рисунок 2
В следующем примере, на рисунке выше приводятся «плохие» контрольные карты. Явно видно, что процесс плохо управляем: выборочные средние 1-й и 4-й выборок находится вне контрольных пределов. Также настораживает то, что шесть из семи выборочных средних находятся по одну сторону средней линии.
Дополнительно на разладку производственного процесса указывает гистограмма распределения выборочных средних (левый верхний график), показывающая явное отличие распределения средних от нормального.
Стоит также отметить, что при явных выбросах на X-bar карте, значения выборочных размахов (R-карта) лежат в рамках контрольных пределов.
Рисунок 3
В данном примере контрольных карт (см. Рисунок 3) демонстрируется обратная ситуация. Средние значения по выборкам (точки на X-bar карте) находятся в контрольных пределах, при этом на R-карте размахов имеется выброс (размах второй выборки выше верхнего контрольного предела). Большие значения в выборке с критическим размахом сокращаются с малыми значениями, в результате чего, выборочное среднее значение находится в пределах нормы. Также стоит отметить небольшое систематическое смещение на карте средних, но его при малом количестве выборок и критическом размахе значений такое смещение можно считать не существенным на данном этапе исследования.
В итоге в такой ситуации требуется проведение мероприятий по снижению разброса значений исследуемого параметра, после чего перейти к более глубокому анализу выборочных средних.
Рисунок 4
В следующем примере (см. Рисунок 4) снова можно наблюдать наличие выбросов на X-bar карте и их отсутствие на карте размахов. Однако наиболее показательным результатом в данном примере является наличие заметного тренда на обеих картах: положительного на карте средних и отрицательного на карте размахов. Систематическое снижение значений выборочных размахов означает сходимость процесса (уменьшение разброса значений). Казалось бы, это – положительное явление. Но, при положительном тренде значений средних, процесс, скорее всего, сходится к значению, лежащему вне контрольных пределов. В итоге, в скором времени, все измерения исследуемого параметра могут оказаться вне значений спецификаций.
Контроль качества по атрибуту
Другим типом контрольных карт являются карты по атрибутивному признаку (атрибуту) – например, по числу дефектных деталей в партии, по числу отклонений характеристик изделия от стандарта в расчете на выборку.
Преимущество контрольных карт по атрибутивному признаку состоит в возможности быстро получить общее представление о различных аспектах качества анализируемого изделия; то есть, на основании различных критериев качества инженер может сразу принять или забраковать продукцию.
Контрольные карты по атрибутивному признаку иногда позволяют обойтись без применения дорогих точных приборов и требующих значительных затрат времени для измерительных процедур. Кроме того, этот тип контрольных карт более понятен менеджерам, которые не разбираются в тонкостях методов контроля качества. Таким образом, с помощью этих карт можно более убедительно продемонстрировать руководству наличие проблем с качеством изделий.
Однако, по сравнению с контрольными картами по атрибутивному признаку, карты для непрерывных переменных обладают большей чувствительностью. Благодаря этому, контрольные карты для непрерывных переменных могут указать на существование проблемы ухудшения качества, прежде чем в потоке продукции появятся настоящие бракованные изделия, выделяемые с помощью контрольной карты по атрибутивному признаку.
Контрольные карты для непрерывных переменных можно считать предвестниками проблем ухудшения качества, которые предупреждают об их наличии задолго до того, как в процессе производства резко возрастет доля бракованных изделий.
Для контроля качества продукции по атрибутивному признаку обычно используются следующие типы карт:
- С-карта
- U-карта
- Np-карта
- P-карта
При использовании С- и U-карт принимается предположение о том, что дефекты контролируемой характеристики продукции встречаются сравнительно редко и контрольные пределы для данных типов карт рассчитываются на основе свойств распределения Пуассона (распределения редких событий).
В свою очередь контрольные пределы для Np- и P-карт рассчитываются на основе биномиального распределения, а не распределения редких событий. Поэтому данный тип карт должен использоваться в том случае, когда обнаружение дефекта не является редким событием (например, происходит более чем у 5% проверенных единиц продукции).
При этом на С- и Np-картах отображается число дефектов (в партии, в день, на один станок), а на U- и P-картах отображается относительная частота дефектов, то есть отношение числа обнаруженных дефектов к числу проверенных единиц продукции.
Рисунок 5
На рисунке выше представлен пример P-карты по атрибуту. На основе визуального анализа графика можно заключить, что данный процесс является управляемым: не наблюдается значений вне контрольных пределов (выбросов), нет заметного тренда, а также не наблюдаются систематические тенденции в расположении точек на карте.
Рисунок 6
В противовес предыдущему графику на данной P-карте (см. Рисунок 6) демонстрируется «плохой» процесс. В шестой и седьмой выборках встречается более 80% бракованных изделий, что выше предопределенных контрольных пределов. Естественно такой высокий процент отбраковки продукции свидетельствует о наличии серьезных проблем качества данного производственного процесса.
Рисунок 7
На следующей P-карте (см. Рисунок 7) также представлен пример «плохого» процесса. Причем, помимо выброса в последней выборке (80% брака), можно наблюдать систематическое увеличение процента бракованных изделий.
Аналогично продемонстрированным методам проводится визуальный анализ качества на основе других карт по атрибуту. Далее приводятся некоторые примеры текущего контроля качества на основе C-карты.
Рисунок 8
На этой С-карте показан хорошо управляемый технологический процесс: количество бракованной продукции в каждой выборке находится в рамках контрольных пределов.
Рисунок 9
А в этом примере (см. Рисунок 9) на C-карте наблюдается выброс (первая выборка). Однако соответствующие статистики по остальным выборкам находятся в рамках контрольных пределов. Таким образом, на основании этой карты, исключив первую выборку, можно считать процесс управляемым. Если проблемная выборка отражает начало реального технологического процесса, то, скорее всего, ее неудовлетворительное качество связано с первоначальной настройкой процесса. В этом случае рекомендуется провести дополнительный анализ качества продукции, выпущенной на начальном этапе и, исключив имеющийся выброс, признать процесс управляемым.
Резюме
В заключение еще раз хочется подчеркнуть высокую эффективность применения контрольных карт в управлении качеством. Используя подходящие средства графического отображения, человеческий глаз способен отлавливать признаки ухудшения качества и тревожные тенденции в режиме поточного конвейерного производства.
При этом мощный аналитический пакет, такой как STATISTICA, способен взять на себе практически всю работу по обнаружению признаков разладки технологического процесса в online режиме, оставив оператору лишь анализ наиболее изощренных критериев визуальной проверки качества (малых трендов).
В начало
Содержание портала
Рассчитать толщину покрытия по карте шухарта. Как в Excel построить контрольные диаграммы для SPC-карты
В настоящей заметке представлены удобные шаблоны в Excel для построения контрольных карт Шухарта. Если эта тема для вас новая, предлагаю начать с книги Д. Уилер, Д. Чамберс. . Существует много видов контрольных карт (см., например, ГОСТ Р 50779.42-99 . Статистические методы. Контрольные карты Шухарта). Но основных – два: карта средних и индивидуальных значений. Если контролируемый процесс устроен так, что некоторые значения образуют естественные группы, то рекомендуется использовать контрольную карту средних. Исходные данные следует собрать в группы, рассчитав для каждой из них среднее значение и размах (размах – разность между максимальным и минимальным значением в группе; рис. 1).
Рис. 1. Исходные данные для построения карты среднего и размаха
Рекомендуется накопить 20–30 средних значений, и уже по ним строить карту. Карта среднего и размаха содержит два графика (рис. 2), на верхнем – карта среднего, на нижнем – карта размаха. На карте среднего отображают средние значения отдельных групп, а также три линии: центральную (среднее средних) и две контрольные границы – верхнюю и нижнюю. Если расчетное значение для нижней границы меньше нуля, эту границу, либо не наносят на карту, либо проводят на отметке ноль. На карте размаха, присутствуют аналогичные данные. Нижняя контрольная граница, как правило отсутствует.
Границы рассчитывают по следующим формулам:
UCL X̅ = X̿ + A 2 R̅ – верхняя граница карты средних;
CL X̅ = X̿ – центральная линия карты средних;
LCL X ̅ = X̿ – A 2 R̅ – нижняя граница карты средних;
UCL R = D 4 R̅ – верхняя граница карты размахов;
CL R = R̅ – центральная линия карты размахов;
LCL R = D 3 R̅ – нижняя граница карты размахов.
Здесь Х̅ – среднее значение в одной выборке, X̿ – среднее по нескольким значениям средних Х̅, R̅ – среднее по размахам в нескольких выборках, A 2 , D 3 , D 4 – коэффициенты, зависящие от размера выборок n (рис. 3). При построении карты на рис. 2 использованы 30 первых значений.
Рис. 2. Карта среднего и размаха; значение D 3 для n = 4 отсутствует, поэтому нижней границы на карте размаха нет
Рис. 3. Константы для контрольных карт среднего и размаха (A 2 , D 3 , D 4) и индивидуальных значений (d 2)
Если данные образуют некий ряд, не подлежащий группировке, применяются карты индивидуальных значений и скользящего размаха. Они получили название XmR-карт. Скользящий размах есть модуль разности последовательных значений (рис. 4; использованы данные из столбца В на рис. 1).
Рис. 4. Исходные данные для построения XmR-карты
Для XmR-карты границы рассчитывают по следующим формулам:
нижняя граница карты размахов отсутствует.
Здесь – средний скользящий размах, а значения коэффициентов d 2 и D 4 берутся для n = 2 (см рис. 3). Почему так? Потому что карта скользящего размаха фактически использует группы из двух последовательных измерений для вычисления размаха. Для расчета всех линий использованы первые 30 значений.
Рис. 5. XmR-карта индивидуальных значений и скользящего размаха
Если сравнить карту средних (рис. 2) и индивидуальных значений (рис. 5), видно, что последняя обладает большей волатильностью, и диапазон между нижней и верхней контрольными границами шире. Это не удивительно, так как на карте средних используется усреднение по четырем значениям. Если выполнить усреднение по еще большему числу значений, границы станут еще ближе.
Важным моментом при построении контрольных карт является использование двух статистик: средних и размахов. Часто используемый неверный способ расчета контрольных границ заключается в том, что используется лишь одна статистика. Например, при построении карты как на рис. 5, использовались бы только индивидуальные значения и их дисперсия. В этом случаев границы рассчитывались бы по следующим формулам:
Поскольку при таком подходе используется единая статистика рассеяния, карты размахов в данном случае нет. Вычисление контрольных пределов, основанное на использовании единой статистики рассеяния, приведет к неправильному результату. Подобные вычисления приводят к расширению полосы между контрольными пределами. Правильный путь вычисления контрольных пределов для карты индивидуальных значений всегда должен использовать двухточечные скользящие размахи.
Эта заметка была полностью переработана в октябре 2016 г. Оказалось, что в первоначальном варианте я предлагал неверное решение. С первоначальным вариантом, представляющим лишь исторический интерес, можно ознакомиться .
Возможно вас также заинтересует.
Пример построения контрольной карты Шухарта в Excel
Контрольные карты Шухарта – один из инструментом менеджмента качества . Используется для контроля за ходом процесса. Пока значения остаются в пределах контрольных границ, вмешательство в процесс не требуется. Процесс статистически управляем . Если значения выходят за контрольные границы , необходимо вмешательство менеджмента для выявления причин отклонений.
Рассмотрим пример построения контрольной карты в Excel в рамках управления дебиторской задолженностью (для наглядности откройте файл Excel ).
Исходные данные содержат информацию о дебиторской задолженности (ДЗ) и просроченной дебиторской задолженности (ПДЗ) по одному клиенту по состоянию на начало указанной недели:
Рис. 1. Исходные данные
В качестве параметра, за которым планируется следить, выбрана доля ПДЗ в суммарной ДЗ. Поскольку уровень бизнеса колеблется в течение года, логичнее использовать именно относительный параметр, так как абсолютные цифры будут отражать не только платежную дисциплину клиента, но и уровень бизнеса.
На контрольную карту наносятся данные по неделям, а также контрольная граница. Последняя равна µ + 3σ, где µ – среднее значение, а σ – стандартное отклонение. Можно использовать µ и σ, определенные по первым 10–15 значениям. Я предпочитаю использовать скользящие значения µ и σ, определяемые по всем значения. Такие µ и σ будут меняться при добавлении новых значений, соответствующих новым неделям.
Для контроля дебиторской задолженности нижняя контрольная граница не используется, так как чем меньше значение, тем лучше. Если же вы осуществляете контроль над каким-то техническим параметром, то в этом случае нижняя граница также имеет физический смысл, и должна наноситься на график. Для наглядности я также люблю наносить на контрольные карты линию среднего значения (рис. 2). В принципе, это делать не обязательно…
Рис. 2. Контрольная карта Шухарта по управлению дебиторской задолженностью.
Почему контрольные границы соответствуют значениям µ ± 3σ? В соответствии с концепцией Шухарта именно такое определение границ позволяет отделить ситуации, когда экономически целесообразно начинать поиски особых причин вариации ; пока такие границы не превышены, процесс остается статистически управляемым, и поиск причин отклонения отдельных значений является экономически нецелесообразным . То есть, не следует искать ответа [на вопрос, почему именно µ ± 3σ] в теории вероятности или статистическом анализе.
Подчеркну еще раз: определение в качестве границ значений µ ± 3σ отражает только практическую полезность именно такого определения. Из этого следует важный вывод: в каждом конкретном случае имеет смысл обращать внимание и на отклонения, выходящие за пределы µ ± 2σ, которые тоже могут быть обусловлены особыми причинами вариаций (просто, вероятность того, что такие отклонения связаны с особыми причинами вариаций, ниже, чем в случае с выходом за µ ± 3σ). Должны ли менеджеры в случае выхода за пределы µ ± 2σ принимать какие-то меры!? Вопрос тонкий. Лично я ограничиваюсь информированием ответственных, что ситуация близка к проблемной, и прошу обсудить ее с клиентом…
План:
10.1 Основы контрольных карт Шухарта
10.2 Типы контрольных карт Шухарта
10.1 Основы контрольных карт Шухарта
Задача статистического управления процессами — обеспечение и поддержание процессов на приемлемом и стабильном уровне, гарантируя соответствие продукции и услуг установленным требованиям. Главный статистический инструмент, используемый для этого, — контрольная карта. Метод контрольных карт помогает определить, действительно ли процесс достиг статистически управляемого состояния на правильно заданном уровне или остается в этом состоянии, а затем поддерживать управление и высокую степень однородности важнейших характеристик продукции или услуги посредством непрерывной записи информации о качестве продукции в процессе производства. Использование контрольных карт и их тщательный анализ ведут к лучшему пониманию и совершенствованию процессов.
Контрольные карты Шухарта (ККШ) являются основным инструментом статистического управления качеством. ККШ применяют для сравнения получаемой по выборкам информации о текущем состоянии процесса с контрольными границами, представляющими пределы собственной изменчивости (разброса) процесса. ККШ используют для оценки того, находятся или не находятся производственный процесс, процесс обслуживания или административного управления в статистически управляемом состоянии. Первоначально ККШ были разработаны для применения в промышленном производстве. В настоящее время их широко используют в сфере обслуживания и других областях.
Контрольная карта – это графический способ представления и сопоставления информации, основанный на последовательности выборок, отражающих текущее состояние процесса, с границами, установленными на основе внутренне присущей процессу изменчивости.
Теория контрольных карт различает два вида изменчивости. Первый вид – изменчивость из-за «случайных (обычных величин), обусловленная бесчисленным набором разнообразных причин, присутствующих постоянно, которые нелегко или невозможно выявить. Каждая из таких причин составляет очень малую долю общей изменчивости, и не одна из них не значима сама по себе. Тем не менее, сумма всех этих причин измерима и предполагается, что она внутренне присуща процессу. Исключение или уменьшение влияния обычных причин требует управленческих решений и выделения ресурсов на улучшение процесса и системы. Второй вид — реальные перемены в процессе. Они могут быть следствием некоторых определяемых причин, не присущих процессу внутренне, и могут быть устранены. Эти выявляемые причины рассматриваются как «неслучайные» или «особые» причины изменения. К ним могут быть отнесены поломка инструмента, недостаточная однородность материала, производственного или контрольного оборудования, квалификация персонала, невыполнение процедур и т. д.
Цель контрольных карт — обнаружить неестественные изменения в данных из повторяющихся процессов и дать критерии для обнаружения отсутствия статистической управляемости. Процесс находится в статистически управляемом состоянии, если изменчивость вызвана только случайными причинами. При определении этого приемлемого уровня изменчивости любое отклонение от него считают результатом действия особых причин, которые следует выявить, исключить или ослабить.
Карта Шухарта требует данных, получаемых выборочно из процесса через примерно равные интервалы. Интервалы могут быть заданы либо по времени (например ежечасно), либо по количеству продукции (каждая партия). Обычно каждая подгруппа состоит из однотипных единиц продукции или услуг с одними и теми же контролируемыми показателями, и все подгруппы имеют равные объемы. Для каждой подгруппы определяют одну или несколько характеристик, таких как среднее арифметическое подгруппы и размах подгруппы R или выборочное стандартное отклонение S. Карта Шухарта — это график значений определенных характеристик подгрупп в зависимости от их номеров. Она имеет центральную линию (CL), соответствующую эталонному значению характеристики. При оценке того, находится ли процесс в статистически управляемом состоянии, эталонным обычно служит среднее арифметическое рассматриваемых данных. При управлении процессом эталонным служит долговременное значение характеристики, установленное в технических условиях, или ее номинальное значение, основанное на предыдущей информации о процессе, или намеченное целевое значение характеристики продукции или услуги. Карта Щухарта имеет две статистические определяемые контрольные границы относительно центральной линии, которые называются верхней контрольной границей (UCL) и нижней контрольной границей (LCL) (рисунок 9).
Порядковый номер выборки
Рисунок 9 — Вид контрольной карты
Контрольные границы на карте Шухарта находятся на расстоянии Зот центральной линии,где — генеральное стандартное отклонение используемой статистики. Изменчивость внутри подгрупп является мерой случайных вариаций. Для получения оценки вычисляют выборочное стандартное отклонение или умножают выборочный размах на соответствующий коэффициент. Эта мера не включает межгрупповых вариаций, а оценивает только изменчивость внутри подгрупп.
Границы ±3указывают, что около 99,7 % значений характеристики подгрупп попадут в этипределы при условии, что процесс находится в статистически управляемом состоянии. Другими словами, есть риск, равный 0,3 % (или в среднем три на тысячу случаев), что нанесенная точка окажется вне контрольных границ, когда процесс стабилен. Употребляется слово «приблизительно», поскольку отклонения от исходных предположений, таких как вид распределения данных, будут влиять на значения вероятности.
Некоторые консультанты предпочитают вместо множителя, равного 3, значение 3,09, чтобы обеспечить номинальное значение вероятности 0,2 % (в среднем два вводящих в заблуждение наблюдения на тысячу), но Шухарт выбрал число 3, чтобы не давать поводов к рассмотрению точных вероятностей. Аналогично некоторые консультанты применяют фактические значения вероятностей для карт, основанных на ненормальных распределениях, таких как карты размахов и долей несоответствий, и в этом случае в карте Шухарта также используют границы на расстоянии ± 3вместо вероятностных пределов, упрощая эмпирическую интерпретацию.
Вероятность того, что нарушение границ в самом деле случайное событие, а не реальный сигнал, считается столь малой, что при появлении точки вне границ следует предпринять определенные действия. Так как действие предпринимается именно в этой точке, то Зконтрольные границы иногданазываются «границами действий».
Часто на контрольной карте границы проводят еще и на расстоянии 2.Тогда любое выборочное значение, попадающее за границы 2а, может служить предостережением о грозящей ситуации выхода процесса из состояния статистической управляемости. Поэтому границы ±2иногда называют «предупреждающими» .
При применении контрольных карт возможны два вида ошибок: первого и второго рода.
Ошибка первого рода возникает, когда процесс находится в статистически управляемом состоянии, а точка выскакивает за контрольные границы случайно. В результате неправильно решают, что процесс вышел из состояния статистической управляемости, и делают попытку найти и устранить причину несуществующей проблемы.
Ошибка второго рода возникает, когда рассматриваемый процесс не управляем, а точки случайно оказываются внутри контрольных границ. В этом случае неверно заключают, что процесс статистически управляем и упускают возможность предупредить рост выхода несоответствующей продукции. Риск ошибки второго рода — функция трех факторов: ширины контрольных границ, степени неуправляемости и объема выборки. Их природа такова, что можно сделать лишь общее утверждение о величине ошибки.
Система карт Шухарта учитывает только ошибки первого рода, равные 0,3 % в пределах границ 3. Поскольку в общем случае непрактично делать полную оценку потерь от ошибки второго рода в конкретной ситуации, а удобно произвольно брать малый объем подгруппы (4 или 5 единиц), целесообразно использовать границы на расстоянии ± Зи сосредоточивать внимание в основном на управлении и улучшении качества самого процесса.
Если процесс статистически управляем, контрольные карты реализуют метод непрерывной статистической проверки нулевой гипотезы о том, что процесс не изменился и остается стабильным. Но поскольку значение конкретного отклонения характеристики процесса от цели, которое могло бы привлечь внимание, обычно нельзя определить заранее, как и риск ошибки второго рода, и объем выборки не рассчитывается для удовлетворения соответствующего уровня риска, то карту Шухарта не стоит рассматривать с точки зрения проверки гипотез. Шухарт подчеркивал именно эмпирическую полезность контрольных карт для установления отклонений от состоянии статистической управляемости, а не их вероятностную интерпретацию. Некоторые пользователи применяют кривые оперативных характеристик как средства для интерпретации проверок гипотез.
Когда наносимое значение выходит за любую из контрольных границ или серия значений проявляет необычные структуры, состояние статистической управляемости подвергается сомнению. В этом случае надо исследовать и обнаружить неслучайные (особые) причины, а процесс можно остановить или скорректировать. Как только особые причины найдены и исключены, процесс снова готов к продолжению работы. При возникновении ошибки первого рода можно не найти никакой особой причины. Тогда считают, что выход точки за границы представляет собой достаточно редкое случайное явление при нахождении процесса в статистически управляемом состоянии.
Если контрольную карту процесса строят впервые, то часто оказывается, что процесс статистически неуправляем. Контрольные границы, рассчитанные на основе данных такого процесса, будут иногда приводить к ошибочным заключениям, поскольку они могут оказаться слишком широкими. Следовательно, прежде чем устанавливать постоянные параметры контрольных карт, надо привести процесс в статистически управляемое состояние.
Недавно я публиковал здесь свой слайдкаст с рассказом о 6-сигмах, контрольных картах Шухарта и людях снежинках , где достаточно простым языком, местами злоупотребляя сквернословием, под 20-ти минутный хохот слушателей рассказывал о том, как отделить системные вариации от вариаций, вызванных особыми причинами.
Теперь хочу подробно разобрать пример построения контрольной карты Шухарта на основе реальных данных. В качестве реальных данных я взял историческую информацию о завершенных личных задачах. Эта информация у меня есть благодаря адаптации под себя модели личной эффективности Дэвида Аллена Getting Things (про это у меня тоже есть старый слайдкаст в трех частях: Часть 1 , Часть 2 , Часть 3 + Excel-табличка с макросами для анализа задач из Outlook).
Постановка задачи выглядит так. У меня имеется распределение среднего числа завершенных задач в зависимости от дня недели (ниже на графике) и нужно ответить на вопрос: «есть ли что-то особенное в понедельниках или это всего лишь погрешность системы?»
Ответим на этот вопрос при помощи контрольной карты Шухарта – основного инструмента статистического управления процессами.
Итак, критерий Шухарта наличия особой причины вариации достаточно прост: если какая-то точка выходит за контрольные пределы, рассчитанные особым образом, то она свидетельствует об особой причине. Если точка лежит внутри этих пределов, то отклонение обусловлено общими свойствами самой системы. Грубо говоря, является погрешностью измерений.
Формула для вычисления контрольных пределов выглядит так:
Где
— среднее значение средних значений по подгруппе,
— средний размах,
— некоторый инженерный коэффициент, зависящий от размера подгруппы.
Все формулы и табличные коэффициенты можно найти, например, в ГОСТ 50779.42-99 , где кратко и понятно изложен подход к статистическому управлению (честно, сам не ожидал, что есть такой ГОСТ. Более подробно тема статистического управления и его места в оптимизации бизнеса раскрыта в книге Д. Уилера).
В нашем случае мы группируем количество выполненных задач по дням недели – это и будет подгруппами нашей выборки. Я взял данные о числе завершенных задач за 5 недель работы, то есть, размер подгруппы равен 5. При помощи таблицы 2 из ГОСТа находим значение инженерного коэффициента:
Вычисление среднего значения и размаха (разницы между минимальным и максимальным значениями) по подгруппе (в нашем случае по дню недели) задача достаточно простая, в моем случае результаты такие:
Центральной линией контрольной карты будет являться среднее групповых средних, то есть:
Так же вычисляем средний размах:
Теперь мы знаем, что нижний контрольный предел для числа выполненных задач будет равен:
То есть, те дни, в которые я в среднем завершаю меньшее число задач, с точки зрения системы являются особенными.
Аналогично получаем верхний контрольный предел:
Теперь нанесем на график центральную линию (красная), верхний контрольный предел (зеленая) и нижний контрольный предел (фиолетовая):
И, о, чудо! Мы видим три явно особенные группы, выходящие за контрольные пределы, в которых присутствуют явно не системные причины вариаций!
По субботам и воскресеньям я не работаю. Факт. А понедельник оказался действительно особенным днем. И теперь можно думать и искать что же такого реально особенного в понедельниках.
Однако если бы среднее число выполненных в понедельник задач находилось внутри контрольных пределов и пусть даже сильно выделялось на фоне остальных точек, то с точки зрения Шухарта и Деминга искать какие-то особенности в понедельниках было бы бессмысленным занятием, так как подобное поведение обуславливается исключительно общими причинами. Например, я построил контрольную карту для других 5-ти недель в конце прошлого года:
И вроде как есть какое-то ощущение того, что понедельник как-то выделяется, но согласно критерию Шухарта — это всего-лишь флуктуация или погрешность самой системы. Согласно Шухарту, в данном случае можно сколь угодно долго исследовать особые причины понедельников — их просто нет. С точки зрения статистического управления, на этих данных понедельник ничем не отличается от любого другого рабочего дня (даже воскресенья).
Пример 1
Построение контрольных карт Шухарта по контролю погрешности, внутрилабораторной прецизионности и повторяемости (на основе применения СО и использования для расчета нормативов контроля показателей качества результатов испытаний, установленных расчетным способом)
Исходные данные :
Метод: ГОСТ 21534-76 «Нефть. Методы определения содержания хлористых солей» (метод А. Определение содержания хлористрых солей титрованием водного экстракта).
:
Таблица Е.1
Устанавливают показатель точности и внутрилабораторной прецизионности результатов испытаний при реализации метода испытаний в ИЛ (расчетным способом):
для диапазона (10 – 50) мг/дм 3
Средства контроля :
Таблица Е.2
Принятые алгоритмы контроля :
1. Контроль погрешности результатов испытаний с применением образца для контроля.
2. Контроль внутрилабораторной прецизионности на основе результатов повторных определений аттестованной характеристики образца для контроля.
3. Контроль повторяемости на основе результатов единичных определений аттестованной характеристики образца для контроля (при условии построения контрольной карты для конроля повторяемости, что целесообразно если контроль приемлемости осуществляется по ГОСТ Р ИСО 5725-6-2002).
Примечание: если результат воспроизведенной аттестованной характеристики СО выходит за пределы действия (), данный результат не участвует в формировании контрольной процедуры R к l .
Расчет числа результатов контрольных процедур, необходимых для достоверной оценки значений характеристик погрешности
Для диапазона (10 – 50) мг/дм 3
| n = 2, = 1,8 |
| где: |
| = 1,6 |
Количество результатов контрольных процедур, необходимых для достоверной оценки значений характеристик погрешности, определяют по таблицам Приложения Ж настоящей инструкции:
§ для оценки погрешности L = 30;
§ для оценки внутрилабораторной погрешности L = 15;
§ для оценки повторяемости L = 20.
Расчет параметров контрольных карт
для контроля повторяемости:
для контроля внутрилабораторной прецизионности:
для контроля погрешности:
Учитывая проведение совмещенного эксперимента принято: L = 31
Аналогичным образом строятся контрольные карты Шухарта для второго диапазона (50 – 200) мг/дм 3
L и рекомендуемого числа контрольных процедур за месяц, в зависимости от числа испытаний рабочих проб за месяц, руководствуясь таблицей 5.
При числе испытаний рабочих проб за месяц 150 – 200 временной диапазон установлен 3 месяца (при выполнении не менее 10 контрольных испытаний за месяц).
Данные для построения контрольных карт Шухарта для контроля погрешности, для контроля внутрилабораторной прецизионности и повторяемости результатов измерений с использованием ОК (расчет величин в единицах измеряемых содержаний) и результаты интерпретации данных контрольных карт приведены в таблице Ж.3. Контрольные карты приведены на рис. 1 – 3.
Данные для построения карт Шухарта для контроля повторяемости, внутрилабораторной прецизионности и погрешности результатов испытаний с использованием СО (расчет величин в единицах измеряемых содержаний) и результаты интерпретации данных контрольных карт для диапазона (10 — 50) мг/дм 3
Таблица Е.3
| Номер контроль-ного испыта-ния, l | Результаты последовательных определений | Результат контроль-ного испыта-ния, l | Результат контрольной процедуры | |||||||||
| для контроля повторяемости r K , l = | для контроля погрешности, К к l = l — C | для контроля внутрилабораторной прецизионности, R к l = ½ l — l +1 ½ | при контроле повторяемости (карта А) | при контроле погрешности (карта Б) | при контроле внутрилабо-раторной прецизион-ности (карта В) | |||||||
| X l,1 | X l,2 | |||||||||||
| 51,1 | 52,1 | 51,6 | 1,0 | 3,6 | — | |||||||
| 49,9 | 50,7 | 50,3 | 0,8 | 2,3 | 1,3 | |||||||
| 48,7 | 48,3 | 48,5 | 0,4 | 0,5 | 1,8 | |||||||
| 46,8 | 47,6 | 47,2 | 0,8 | -0,8 | 1,3 | |||||||
| 45,1 | 43,3 | 44,2 | 1,8 | -3,8 | 0,8 | Сверх предела предупрежде-ния | 6 убывающих точек подряд (карта 2) | |||||
| 51,9 | 50,5 | 51,2 | 1,4 | 3,2 | 7,0 | Сверх предела действия | 1 точка за пределом действия (карта 3) | |||||
| 48,3 | 49,7 | 1,4 | 2,2 | |||||||||
| 48,5 | 50,3 | 49,4 | 1,8 | 1,4 | 0,4 | |||||||
| 46,9 | 45,7 | 46,3 | 1,2 | -1,7 | 3,1 | |||||||
| 48,6 | 47,6 | 48,1 | 1,0 | 0,1 | 1,8 | |||||||
| 45,0 | 46,8 | 45,9 | 1,8 | -2,1 | 2,2 | |||||||
| 47,8 | 48,8 | 48,3 | 1,0 | 0,3 | 2,4 | |||||||
| 38,0 | 46,4 | 42,2 | 8,4 | -5,8 | — | Сверх предела действия | Сверх предела действия | 1 точка за пределом действия (карта 1, карта 2) | ||||
| 46,4 | 46,0 | 46,2 | 0,4 | -1,8 | — | |||||||
| 47,1 | 48,7 | 47,9 | 1,6 | -0,1 | 1,7 | |||||||
| 47,8 | 49,6 | 48,7 | 1,8 | 0,7 | 0,8 | |||||||
| 49,3 | 47,3 | 48,3 | 2,0 | 0,3 | 0,4 | |||||||
| 48,5 | 49,7 | 49,1 | 1,2 | 1,1 | 0,8 | |||||||
| 47,2 | 49,4 | 48,3 | 2,2 | 0,3 | 0,8 | |||||||
| 48,0 | 46,0 | 2,0 | -1 | 1,3 | ||||||||
| 46,3 | 45,7 | 0,6 | -2 | |||||||||
| 46,2 | 45,6 | 45,9 | 0,6 | -2,1 | 0,1 | |||||||
| 49,1 | 48,1 | 48,6 | 1,0 | 0,6 | 2,7 | |||||||
| 49,9 | 48,5 | 49,2 | 1,4 | 1,2 | 0,6 | |||||||
На основе результатов контрольных процедур, полученных в течении контролируемого периода, рассчитываем фактические значения характеристик показателей качества результатов испытаний в ИЛ (ИЦ) для диапазона (10 – 50) мг/дм 3
Рассчитываем показатель повторяемости r к l = )
0,97 мг/дм 3 1,0 мг/дм 3 L = 30
(без учета контрольной процедуры №15 ())
Рассчитываем показатель внутрилабораторной прецизионности (на основе использования результатов контрольных процедур R к l = )
1,3 мг/дм 3 L = (31 – 4) = 27
(без учета контрольных процедур №1, №15 , №16 и №8)
Рассчитываем показатель правильности (на основе использования результатов
контрольных процедур К к l = ( -С) l )
0,103 мг/дм 3 L = 30
(без учета контрольной процедуры № 15 ( -С))
= = 0,34 мг/дм 3 L = 30
(без учета контрольной процедуры № 15 ( — С))
Рассчитываем значение критерия Стьюдента (t):
t = = = 0,30
полученное значение критерия Стьюдента (t) сравнивают с табличным значением t табл. (f) для числа степеней свободы f = L — 1 = 30 — 1= 29 и P = 0,95 t табл . (29) = 2,04
t = 0,30 t табл . (29) = 2,04
Таким образом, вычисленное значение меньше чем табличное.
В этом случае математическое ожидание систематической погрешности незначимо на фоне случайного разброса, поэтому его принимают равным нулю ( = 0).
Значение характеристики систематической погрешности лаборатории рассчитывают по формуле:
Рассчитываем значение показателя точности результатов испытаний в лаборатории:
2 = 2 = 2,7 мг/дм 3
Интерпретация полученных данных в диапазоне (10 – 50) мг/дм 3
1.Полученные значения оформляют протоколом по форме рис.2
2.На основе рассчитанных значений ( = 1,3 мг/дм 3 , = 2,7 мг/дм 3) рассчитываем параметры контрольных карт Шухарта на новый временной диапазон:
R ср = 1,5 мг/дм 3 К ср = 0
R пр = 3,7 мг/дм 3 К пр, в(н) = ± 2,7 мг/дм 3
R д = 4,8 мг/дм 3 К д,в (н) = ± 4,1 мг/дм 3
3.Контрольные границы для карты повторяемости целесообразно оставить без изменений, т.к. не превышает значения , заданного в НД на метод испытаний.
Контроль повторяемости с применением ККШ допустимо не проводить, если контроль повторяемости осуществляется на рабочих пробах.
Рис. 1 Контрольная карта Шухарта. Контроль повторяемости результатов испытаний с использованием СО
(в единицах измеряемых величин). Определение хлористых солей в нефти по ГОСТ 21534-76.
Рис. 2 Контрольная карта Шухарта. Контроль погрешности результатов испытаний с использованием СО (в единицах измеряемых величин). Определение хлористых солей в нефти по ГОСТ 21534-76.
На основе результатов контрольных процедур, полученных во втором диапазоне (50 – 200) мг/дм 3 найдено значение характеристики погрешности = 7,2 мг/дм 3 , что позволяет с найденным фактическим значением рассчитать параметры контрольной карты Шухарта в абсолютных величинах на новый временной диапазон, осуществляя контроль погрешности на основе контрольных карт Шухарта, построенных для каждого диапазона.
Однако, знание фактических значений показателей качества позволяет на новый временной диапазон построить одну контрольную карту для контроля погрешности в приведенных величинах.
Расчет параметров контрольных карт в приведенных величинах
для контроля погрешности:
В качестве результатов контрольных процедур принимают:
Данные для построения контрольной карты для контроля погрешности с использованием СО в приведенных величинах приведены в таблице Е.4, контрольная карта приведена на рис. 4.
| Данные для построения контрольной карты Шухарта для контроля погрешности результатов испытаний с использованием СО (расчет в приведенных величинах) в диапазонах: (10 – 50) мг/дм 3 и (50 – 200) мг/дм 3) | ||||||
| Таблица Е.4 | ||||||
| Объект | Нефть | |||||
| Определяемый показатель | Массовая концентрация хлористых солей | |||||
| Методика испытаний | ГОСТ 21534-76 | |||||
| Единица измерения | Относ. ед. | |||||
| Период заполнения контрольной карты | 20.01.04 — 20.02.04 | |||||
| Пределы предупреждения (К про ) | ± 1 | |||||
| Пределы действия (К до ) | ± 1,5 | |||||
| Средняя линия (К сро ) | ||||||
| Аттестованное значение образца для контроля (С 1) | 48 мг/дм 3 | |||||
| Аттестованное значение образца для контроля (С 2) | 100 мг/дм 3 | |||||
| ± 2,7 | ||||||
| Приписанная характеристика погрешности результатов () | ± 7,2 | |||||
| Номер контроль-ной процеду-ры | Результат контрольного испытания | Результат контрольной процедуры | Выводы о несоответствии результата контрольной процедуры пределам действия или предупреждения | Результаты интерпретации данных контрольных карт, требующие корректирующих действий с целью обеспечения стабильности процедуры испытаний рабочих проб | ||
| 100,7 | 0,097 | |||||
| 51,6 | 1,333 | |||||
| 98,4 | -0,222 | |||||
| 48,5 | 0,185 | |||||
| 97,2 | -0,389 | |||||
| 47,2 | -0,296 | |||||
| 46,5 | -0,556 | |||||
| 99,1 | -0,125 | |||||
| 44,2 | -1,407 | Сверх предела предупреждения | ||||
| 92,3 | -1,069 | Сверх предела предупреждения | 2 из 3 последовательных точек вышли за пределы предупреждения | |||
| 50,4 | 0,889 | |||||
| 97,7 | -0,319 | |||||
| 49,4 | 0,519 | |||||
| 98,5 | -0,208 | |||||
| 48,1 | 0,037 | |||||
| 96,6 | -0,472 | |||||
| 46,1 | -0,704 | |||||
| -0,417 | ||||||
| 42,2 | -2,148 | Сверх предела действия | ||||
| 101,3 | 0,181 | |||||
| 47,5 | -0,185 | |||||
| 102,8 | 0,389 | |||||
| 47,9 | -0,037 | |||||
| 102,6 | 0,361 | |||||
| 48,7 | 0,259 | |||||
| 111,4 | 1,583 | Сверх предела действия | 1 точка — за пределом действия | |||
| 48,3 | 0,111 | |||||
| 101,9 | 0,264 | |||||
| 49,1 | 0,407 | |||||
| 103,8 | 0,528 | |||||
Рис. 4 Контрольная карта Шухарта. Контроль погрешности результатов испытаний с использованием СО (в приведенных величинах). Определение хлористых солей в нефти по ГОСТ 21534-76
Пример 2
Построение контрольных карт Шухарта по контролю погрешности и внутрилабораторной прецизионности (на основе применения метода добавок и использования для расчета нормативов контроля показателей качества результатов испытаний, установленных расчетным способом)
2.1 Испытания бензинов автомобильных по ГОСТ 29040-91 «Бензины. Метод определения бензола и суммарного содержания ароматических углеводородов» (методом газовой хроматографии)
Исходные данные:
Метод :ГОСТ 29040-91 «Бензины. Метод определения бензола и суммарного содержания ароматических углеводородов» (методом газовой хроматографии)
Метрологические характеристики метода :
Таблица Е.5
Устанавливают показатель точности и внутрилабораторной прецизионности результатов испытаний при реализации метода испытаний в ИЛ (ИЦ) (расчетным способом): осуществляется на основе одного эксперимента, число контрольных процедур (
= 1,0
Необходимое количество результатов контрольных процедур (L ), для оценки значений характеристик погрешности результатов испытаний, находят исходя из наибольшего из значений γ , воспользовавшись формулой ГОСТ Р ИСО 5725-1:
,
где А с – значение неопределенности оценки систематической погрешности метода (допустимое значение не более 0,33).
Значение L должно быть не менее 34.
Периодичность проведения контрольных процедур, временной диапазон устанавливают с учетом найденного числа L и рекомендуемого числа контрольных процедур за месяц, в зависимости от числа испытаний рабочих проб за месяц. При числе испытаний рабочих проб за месяц – 115, временной диапазон установлен 3,5 месяца (при выполнении 10 контрольных испытаний в месяц).
К к l = – при контроле погрешности;
Данные для построения контрольных карт Шухарта для контроля погрешности и для контроля внутрилабораторной прецизионности результатов испытаний (в единицах измеряемых содержаний) и результаты интерпретации данных контрольных карт приведены в таблице Е 6. Контрольные карты приведены на рис. 5 и 6
Данные для построения контрольных карт Шухарта для контроля погрешности, для контроля внутрилабораторной прецизионности результатов испытаний с использованием рабочих проб (в единицах измеряемых содержаний) и результаты интерпретации данных контрольных карт
2.1 ПОНЯТИЕ О КОНТРОЛЬНЫХ КАРТАХ. Графические методы обработки информации
Похожие главы из других работ:
Анализ прогнозирования в деятельности СУ-167 ОАО «МОЗЫРЬПРОМСТРОЙ»
1.1 Понятие и основные этапы разработки прогноза. Понятие временных рядов
Прогнозирование (греч. рrognosis — знание наперед) — это род предвидения (предсказания), поскольку имеет дело с получением информации о будущем. Предсказание «предполагает описание возможных или желательных аспектов, состояний, решений…
Благотворительная деятельность в социальной сфере
1 ПОНЯТИЕ БЛАГОТВОРИТЕЛЬНОЙ ДЕЯТЕЛЬНОСТИ В СОЦИАЛЬНОЙ СФЕРЕ. ПОНЯТИЕ И КЛАССИФИКАЦИЯ БЛАГОТВОРИТЕЛЬНЫХ УСЛУГ
Одной из ключевых проблем исследования благотворительной деятельности до сих пор остается слабо проработанный терминологический аппарат и соответственно связанные с этим разночтения в понимании благотворительности как явления…
Влияние инноваций на уровень риска компании
2.4 Анализ используемых контрольных переменных
Различные характеристики компании могут влиять, как и на зависимую переменную, так и на объясняющую переменную, поэтому в модель необходимо включить их для того чтобы проконтролировать их влияние и не допустить проблему эндогенности…
Графические методы обработки информации
1.1 ПОНЯТИЕ О ГРАФИЧЕСКИХ КАРТАХ
К графическим картам относятся статистические карты и универсальные графики. Статистические карты представляют собой вид графических изображений статистических данных на схематической географической или иной карте…
Графические методы обработки информации
2.2 ОБЩИЕ ПРИНЦИПЫ ПОСТРОЕНИЯ И СПОСОБА ВЕДЕНИЯ КОНТРОЛЬНЫХ КАРТ
На примере карты средних значений, лучше всего известной и нашедшей наибольшее распространение на практике, покажем общие принципы техники контрольных карт, т. е. их построение и способ их ведения. Техника контрольных карт представляет собой…
Повышение эффективности деятельности ООО «ЛИКТОР» за счёт применения системы дисконта
1.3.1 Общие сведения о дисконтных картах и системах для обслуживания дисконтных карт
…
Применение контрольных карт
1.1 Типы контрольных карт
Контрольные карты (КК) — инструмент, позволяющий отслеживать ход процесса и воздействовать на него (с помощью соответствующей обратной связи), предупреждать его отклонения от предъявляемых к процессу требований…
Применение контрольных карт
1.2 Преимущества контрольных карт для непрерывных переменных и контрольных карт по альтернативному признаку
Иногда инженеру, занимающемуся контролем качества, приходится выбирать между применением контрольной карты для непрерывных переменных и контрольной карты по альтернативному признаку…
Применение контрольных карт
1.4 Другие специализированные типы контрольных карт
X-карты для данных с негауссовским распределением Контрольные пределы для стандартных X-карт вычисляются, исходя из предположения о приблизительно нормальном распределении выборочных средних. Следовательно…
Статистическая обработка результатов выборочного контроля по количественному признаку
5. Построение и анализ контрольных карт средних арифметических и размахов
Контрольная карта — представление полученных в ходе технологического процесса данных в виде точек или графика в порядке их поступления во времени…
Статистическая обработка результатов выборочного контроля по количественному признаку
5. Построение и анализ контрольных карт средних арифметических и размахов
Карта статистического управления процессом или контрольная карта является графическим представлением данных из выборок, которые периодически берутся из процесса и наносятся на график в соответствии со временем…
Экономика здравоохранения и сфера медицинских услуг
1.1 Понятие экономики здравоохранения, понятие отрасли и предмет их изучения
Экономика здравоохранения — это относительно новая область экономических знаний, хотя хозяйственная сторона медицины привлекала к себе внимание с самого зарождения экономики как науки. Индустриальное общество…
Экономика отрасли
ПОНЯТИЕ О ПРЕДПРИНИМАТЕЛЬСТВЕ. ПОНЯТИЕ О ПРЕДПРИЯТИИ КАК ОБЪЕКТЕ ПРЕДПРИНИМАТЕЛЬСТВА
В современном национальном хозяйстве участвуют миллионы хозяйствующих субъектов, целью которых является получение прибыли. Их принято называть экономическими агентами. Рыночная экономика выдвинула свою…
Экономическая теория
2. Уравнение обмена Ирвинга Фишера и современное понятие денежной массы; понятие ликвидности, денежных агрегатов М1, М2, М3
Количество денег в обращении не может быть произвольным. Во избежание обесценения денег…
Эффективность средств статистического регулирования качества технологических процессов
4. Примеры построения контрольных карт Шухарта с использованием ГОСТ Р 50779.42-99
Контрольные карты Шухарта бывают двух основных типов: для количественных и альтернативных данных. Для каждой контрольной карты встречаются две ситуации: а) стандартные значения не заданы; б) стандартные значения заданы…
3,4. Диаграммы Шухарта — Улучшение процессов с использованием данных
Диаграмма Шухарта, названная в честь Уолтера Шухарта из Bell Telephone и Western Electric, отслеживает, чтобы переменная процесса оставалась на заданном уровне и в заданных верхних и нижних пределах. Это диаграмма мониторинга для локации . Он отвечает на вопрос, стабильно ли положение переменной во времени. Он не отслеживает ничего другого, связанного с измерением, например, его стандартное отклонение. Забегая вперед: позже мы покажем, что чистая диаграмма Шухарта нуждается в дополнительных правилах, чтобы помочь эффективно отслеживать местоположение переменной.
Определяющими характеристиками диаграммы Шухарта являются: целевой, верхний и нижний контрольные пределы (UCL и LCL). Эти пределы действия определены таким образом, что никаких действий не требуется, пока отображаемая на графике переменная остается в пределах. Другими словами, особая причина маловероятна, если точки остаются в пределах UCL и LCL.
3.4.1. Вывод с использованием теоретических параметров
Определите интересующую переменную как \ (x \) и предположите, что у нас есть образцы \ (x \), доступные в порядке следования.2 / n \), где \ (\ mu \) и \ (\ sigma \) относятся к распределению, из которого взяты образцы \ (x \). На рисунке показан случай для \ (n = 5 \).
Итак, взяв подгруппы значений размера \ (n \), теперь у нас есть для каждой подгруппы вновь вычисленная переменная, \ (\ overline {x} \), и мы определим сокращенный символ для ее стандартного отклонения: \ (\ sigma_ {\ overline {X}} = \ sigma / \ sqrt {n} \). Записать \ (z \) — значение для \ (\ overline {x} \) и связанный с ним доверительный интервал для \ (\ mu \) теперь легко после изучения раздела о доверительных интервалах:
\ [z = \ frac {\ displaystyle \ overline {x} — \ mu} {\ displaystyle \ sigma _ {\ overline {X}}} \]
Предполагая, что мы знаем \ (\ sigma _ {\ overline {X}} \), чего мы обычно не делаем на практике, мы можем вызвать нормальное распределение и вычислить вероятность нахождения значения \ (z \) между \ (c_n = -3 \) до \ (c_n = +3 \):
(1) \ [\ begin {split} \ begin {array} {rcccl} — c_n & \ leq & \ dfrac {\ overline {x} — \ mu} {\ sigma _ {\ overline {X}}} & \ leq & + c_n \\ \\ \ overline {x} — c_n \ sigma _ {\ overline {X}} & \ leq & \ mu & \ leq & \ overline {x} + c_n \ sigma _ {\ overline {X}} \\ \\ \ text {LCL} & \ leq & \ mu & \ leq & \ text {UCL} \ end {массив} \ end {split} \] Причина \ (c_n = \ pm 3 \) в том, что общая площадь между этой нижней и верхней границей составляет 99.73% площади (в R: pnorm (+3) - pnorm (-3) дает 0,9973). Таким образом, маловероятно, что вероятность 1 из 370, что точка данных \ (\ overline {x} \), вычисленная из подгруппы \ (n \) необработанных \ (x \) — значений, будет находиться вне эти границы.
Следующая иллюстрация должна помочь соединить концепции: распределение необработанных данных имеет среднее значение 6 и стандартное отклонение 2, в то время как ясно, что распределение подгрупп из 5 выборок (более толстая линия) намного уже.
3.4.2. Использование расчетных параметров вместо
Для вывода в уравнении (1) необходимо знать дисперсию совокупности, \ (\ sigma \), и предполагать, что нашей целью для \ (x \) является \ (\ mu \). Последнее предположение разумно, но вместо этого мы оценим значение для \ (\ sigma \), используя данные.
Давайте посмотрим на этап 1, этап, на котором мы строим пределы диаграммы мониторинга на основе исторических данных. Создайте новую переменную \ (\ overline {\ overline {x}} \) \ (= \ displaystyle \ frac {1} {K} \ sum_ {k = 1} ^ {K} {\ overline {x} _k} \ ), где \ (K \) — количество \ (\ overline {x} \) выборок, доступных для построения диаграммы мониторинга, называемых данными фазы 1.{K} {s_k} \) — это просто среднее стандартное отклонение, рассчитанное по подгруппам \ (K \). Значения для \ (a_n \) ищутся из таблицы или с использованием приведенной ниже формулы и зависят от количества образцов, которые мы используем в каждой подгруппе.
\ (п \) | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 10 | 15 |
\ (а_н \) | 0.7979 | 0,8862 | 0,9213 | 0,9400 | 0,9515 | 0,9594 | 0,9650 | 0,9727 | 0,9823 |
В более общем смысле, используя функцию \ (\ Gamma (…) \), например gamma (...) в R или MATLAB, или math.gamma (...) в Python , вы можете воспроизвести указанные выше значения \ (a_n \).
\ [a_n = \ frac {\ sqrt {2} \, \, \ Gamma (n / 2)} {\ sqrt {n-1} \, \, \ Gamma (n / 2 — 0,5)} \]
Обратите внимание, как значения \ (a_n \) стремятся к 1,0, чем больше размер подгруппы, что указывает на то, что нам нужно меньше коррекции, чтобы сделать стандартное отклонение менее смещенным. Когда у нас есть эта беспристрастная оценка стандартного отклонения от этих \ (K \) подгрупп, мы можем записать подходящие нижний и верхний контрольные пределы для диаграммы Шухарта:
(2) \ [\ begin {array} {rcccl} \ text {LCL} = \ overline {\ overline {x}} — 3 \ cdot \ frac {\ displaystyle \ overline {S}} {\ displaystyle a_n \ sqrt {n}} && && \ text {UCL} = \ overline {\ overline {x}} + 3 \ cdot \ frac {\ displaystyle \ overline {S}} {\ displaystyle a_n \ sqrt {n}} \ конец {массив} \]Маловероятно, что все данные, выбранные для расчета пределов фазы 1, действительно лежат в этих рассчитанных LCL и UCL.Части данных, не относящиеся к стабильной работе и выходящие за установленные пределы, не должны использоваться для расчета этих пределов. Эти нестабильные данные приводят к тому, что пределы становятся шире, чем требуется.
Исключите эти точки данных с выбросами и повторно вычислите LCL и UCL. Обычно этот процесс повторяется 2-3 раза. Целесообразно исследовать исключаемые данные, чтобы убедиться, что они действительно происходят из-за нестабильной работы. Если они из стабильной работы, то исключать их не стоит. Эти данные могут противоречить предположению о независимости.Можно рассмотреть возможность использования более широких лимитов или использовать контрольную диаграмму EWMA.
Пример
Производитсятюков резины, каждый десятый тюк автоматически снимается с линии для тестирования. Измерения интенсивности цвета производятся на 5 сторонах тюка с помощью откалиброванных цифровых камер в контролируемых условиях освещения. Резиновая смесь используется для медицинских устройств, поэтому она должна иметь правильный цвет, измеряемый по шкале от 0 до 255. Среднее значение 5 цветовых измерений должно быть нанесено на диаграмму Шухарта.Таким образом, у нас появляется новая точка данных, появляющаяся на диаграмме мониторинга после каждого 10-го тюка.
В приведенном выше примере исходными данными является цвет тюка. В каждой подгруппе есть \ (n = 5 \) значений. Соберите, скажем, \ (K = 20 \) образцов тюков хорошего качества, которые считаются стабильными. Во время изготовления этих тюков не происходило никаких особых событий технологического процесса.
Данные ниже представляют собой среднее значение \ (n = 5 \) образцов из каждого тюка, есть \ (K = 20 \) этих подгрупп.
\ [\ overline {x} = [245, 239, 239, 241, 241, 241, 238, 238, 236, 248, 233, 236, 246, 253, 227, 231, 237, 228, 239, 240] \ ]
Общее среднее значение \ (\ overline {\ overline {x}} = 238.8 \) и \ (\ overline {S} = 9.28 \). Необработанные данные доступны на этом веб-сайте, и вы можете убедиться, что значения \ (\ overline {\ overline {x}} \) и \ (\ overline {S} \) были правильно рассчитаны.
В исходном коде:
# Информация дана (но посчитай сам
# с https://openmv.net/info/rubber-colour)
xbar = c (245, 239, 239, 241, 241, 241, 238,
238, 236, 248, 233, 236, 246, 253,
227, 231, 237, 228, 239, 240) # Количество измерений в подгруппе
N.sub = 5 # Среднее из 20 стандартных отклонений
# из 20 подгрупп
S = 9.28 год # xdb = x двойная полоса = общее среднее значение =
# среднее из средств
xdb = среднее значение (xbar) num.an = sqrt (2) * гамма (N.sub / 2)
den.an = sqrt (N.sub-1) * гамма ((N.sub-1) / 2)
an = num.an / den.an LCL = xdb - (3 * S / (an * sqrt (N.sub)))
UCL = xdb + (3 * S / (an * sqrt (N.sub)))
paste0 ('Контрольные пределы: [', round (LCL, 2),
'; ', раунд (UCL, 2),'] ') paste0 ('Число> UCL:', сумма (xbar> UCL))
paste0 ('Number UCL] = NA # Вычислить среднее значение, удалив недостающие
# значения (игнорировать).
xdb = среднее (xbar, na.rm = TRUE) # 'S' также изменится.Если вы загрузите
# сырые данные (ссылка выше), вы можете доказать
# что новая буква S будет:
S = 9,68 # Значения «an» и «Nsub» не изменятся. LCL = xdb - (3 * S / (an * sqrt (N.sub)))
UCL = xdb + (3 * S / (an * sqrt (N.sub)))
paste0 ('Контрольные пределы: [', round (LCL, 0),
'; ', раунд (UCL, 0),'] ')
3.4.3. Судя по графику
Есть два способа оценить эффективность диаграммы мониторинга. В частности, здесь мы обсуждаем график Шухарта:
1.Вероятность ошибки.
Мы определяем два типа ошибок, Тип I и Тип II, которые являются функцией нижнего и верхнего контрольных пределов (LCL и UCL).
Вы делаете ошибку типа I , когда ваш образец типичен для нормальной работы, но не выходит за пределы UCL или LCL. В теоретическом выводе мы показали, что площадь, охватываемая верхним и нижним контрольными пределами, составляет 99,73%. Вероятность совершения ошибки типа I, обычно обозначаемой как \ (\ alpha \), тогда равна \ (100-99.73 = 0,27 \% \).
Синонимы для ошибки типа I : ложная тревога, ложное срабатывание (используется в основном для тестирования заболеваний), риск производителя (используется для приемочного отбора, потому что здесь, как производитель, вы будете отклонять приемлемый образец), ложное отклонение ставка или альфа.
Вы делаете ошибку типа II , когда ваш образец действительно ненормальный, но попадает в пределы UCL и LCL и поэтому не обнаруживается. Этот коэффициент ошибок обозначается как \ (\ beta \), и он является функцией степени отклонения от нормы, которую мы выведем далее.
Синонимы для ошибки типа II : ложноотрицательный (используется в основном для тестирования заболеваний), риск потребителя (используется для приемочной выборки, потому что ваш потребитель будет получать доступный продукт, который является дефектным), уровень ложного принятия или бета .
Чтобы количественно оценить вероятность \ (\ beta \), напомним, что диаграмма Шухарта предназначена для мониторинга местоположения, поэтому мы делаем предположение, что новая, ненормальная выборка происходит из распределения, которое сместило свое местоположение с \ (\ mu \) на \ (\ mu + \ Delta \ sigma \) (напр.г. \ (\ Delta \) может быть положительным или отрицательным). Теперь, какова вероятность того, что эта новая выборка, полученная в результате смещенного распределения, попадет в существующие LCL и UCL? На этом рисунке показана вероятность \ (\ beta = (1 - \ text {заштрихованная область}) \).
\ [\ begin {split} \ alpha & = Pr \ left (\ overline {x} \, \, \ text {находится под контролем, но выходит за установленные пределы} \ right) = \ text {частота ошибок типа I} \ \ \ beta & = Pr \ left (\ overline {x} \, \, \ text {не контролируется, но находится в установленных пределах} \ right) = \ text {частота ошибок типа II} \ end {split} \]
В таблице подчеркивается, что \ (\ beta \) является функцией степени сдвига процесса = \ (\ Delta \), где \ (\ Delta = 1 \) означает, что процесс сдвинулся вверх на \ (1 \ сигма\).Таблица была рассчитана для \ (n = 4 \) и использовала критические пределы \ (\ pm 3 \ sigma _ {\ overline {X}} \). Вы можете рассчитать свои собственные значения \ (\ beta \), используя эту строку кода R: beta <- pnorm (3 - delta * sqrt (n)) - pnorm (-3 - delta * sqrt (n))
\ (\ Delta \) | 0,25 | 0,50 | 0,75 | 1,00 | 1.50 | 2,00 |
\ (\ beta \) когда \ (n = 4 \) | 0,9936 | 0,9772 | 0,9332 | 0,8413 | 0,5000 | 0,1587 |
дельта
Ключевым моментом, который вы должны отметить из таблицы, является то, что диаграмма Шухарта плохо (это медленно) при обнаружении изменения местоположения (уровня) переменной.Это удивительно, учитывая, что цель сюжета - отслеживать местоположение переменной. Даже умеренный сдвиг на \ (0,75 \ сигма \) единиц \ ((\ Delta = 0,75) \) будет обнаружен только в 6,7% случаев (\ (100-93,3 \% \)), когда \ (n = 4 \). Далее мы обсудим графики CUSUM и правила Western Electric как способ решения этой проблемы.
Несложно увидеть, как можно отрегулировать частоту ошибок типа I, \ (\ alpha \) - просто перемещайте LCL и UCL вверх и вниз по мере необходимости, чтобы достичь желаемой частоты ошибок.Нет ничего плохого в произвольном изменении этих пределов - подробнее об этом позже в разделе о регулировке пределов.
Однако что происходит с частотой ошибок типа II, когда границы LCL и UCL смещаются от цели? Представьте себе случай, когда вы хотите иметь \ (\ alpha \ rightarrow 0 \). По мере того, как вы делаете UCL все выше и выше, значение для \ (\ alpha \) падает, но значение для \ (\ beta \) также будет увеличиваться, поскольку пределы управления стали шире! Вы не можете одновременно иметь ошибку типа I и типа II , или, говоря более разговорно, «бесплатного обеда нет».
2. Использование средней длины пробега (ARL)
Средняя длина серии (ARL) определяется как среднее количество последовательных выборок, которые мы ожидаем, прежде чем увидим сигнал, выходящий за пределы или неконтролируемый. Это дается обратной величиной \ (\ alpha \), как ARL = \ (\ frac {1} {\ alpha} \). Напомним, что для теоретического распределения у нас было \ (\ alpha = 0,0027 \), поэтому ARL = 370. Таким образом, мы ожидаем, что прогон будет 370 отсчетов, прежде чем мы получим неконтролируемый сигнал.
3.4.4. Расширения к основной диаграмме Шухарта для контроля стабильности местоположения
Правила Western Electric: выше мы видели, насколько медленно диаграмма Шухарта обнаруживает небольшой сдвиг в среднем процессе с \ (\ mu \) на \ (\ mu + \ Delta \ sigma \).Правила Western Electric представляют собой попытку более быстрого обнаружения сдвига процесса путем подачи сигнала тревоги, когда происходят эти невероятных событий :
Две из 3 точек лежат за \ (2 \ sigma \) на одной стороне от центральной линии
Четыре из 5 точек лежат за \ (1 \ sigma \) по одну сторону от центральной линии
Восемь следующих друг за другом точек лежат по одну сторону от центральной линии
Однако альтернативная диаграмма, диаграмма CUSUM, более эффективна при обнаружении сдвига в среднем.Также обратите внимание, что теоретический ARL, \ (1 / \ alpha \), уменьшается за счет использования этих правил в дополнение к границам LCL и UCL.
Повышение устойчивости : этап I построения диаграммы мониторинга является итеративным. Если вы обнаружите точку, которая нарушает пределы LCL и UCL, то подход состоит в том, чтобы удалить эту точку и пересчитать значения LCL и UCL. Это потому, что пределы LCL и UCL были смещены вверх или вниз из-за этих необычных точек \ (\ overline {x} _k \) точек.
Этот итеративный подход может быть утомительным при работе с данными, имеющими всплески, пропущенные значения, выбросы и другие проблемы, типичные для данных, извлеченных из базы данных процессов (архиватор).Надежные диаграммы мониторинга - это процедуры для расчета пределов, чтобы LCL и UCL были устойчивы к влиянию выбросов. Например, надежная процедура может использовать медианы и MAD вместо среднего и стандартного отклонения. Изучение различных робастных процедур, особенно межквартильного размаха, дается в статье Д. М. Рокка, Робастные контрольные диаграммы, Technometrics , 31 (2), стр. 173 - 184, 1989.
Примечание : не используйте надежные методы для расчета значений, нанесенных на диаграммы во время фазы 2, используйте только надежные методы для расчета пределов диаграммы в фазе 1!
Пределы предупреждений : Пределы предупреждений обычно можно увидеть на диаграмме мониторинга в \ (\ pm 2 \ sigma \), в то время как пределы \ (\ pm 3 \ sigma \) называются пределами действия.Компьютерные системы реального времени обычно используют цветовую схему, чтобы различать состояние предупреждения и состояние действия. Например, фон диаграммы меняется с зеленого на оранжевый и затем на красный, когда отклонения от цели становятся более значительными.
Регулировка пределов : Пределы \ (\ pm 3 \ sigma \) не высечены из камня. В зависимости от степени, в которой исходные данные соответствуют предположениям, и частоты, с которой пики и выбросы загрязняют ваши данные, вам может потребоваться отрегулировать свои пределы, обычно более широкие, чтобы избежать частых ложных тревог.Ничто не делает карту мониторинга более бесполезной для операторов, чем частые ложные срабатывания («плачущий волк»). Однако помните, что бесплатного обеда не бывает: нельзя одновременно иметь ошибку I и II типа.
Изменение размера подгруппы : Возможно, это противоречит здравому смыслу, что увеличение размера подгруппы \ (n \) приводит к более чувствительной системе обнаружения сдвигов в среднем, поскольку контрольные пределы ужесточены. Однако большее значение \ (n \) также означает, что для просмотра сигнала обнаружения потребуется больше времени, поскольку среднее значение подгруппы усредняется по большему количеству точек необработанных данных.Таким образом, существует компромисс между размером подгруппы и длиной серии (время до обнаружения сигнала).
3.4.5. Ошибки, которых следует избегать
Представьте, что вы отслеживаете какой-то аспект качества конечного продукта, например вязкость, и у вас есть спецификация продукта, которая требует, чтобы вязкость находилась в пределах, скажем, от 40 до 60 сП. Было бы ошибкой помещать эти пределы спецификации на диаграмму мониторинга в качестве руководства, когда действовать. Также ошибочно использовать требуемые пределы спецификации вместо LCL и UCL.Диаграмма мониторинга предназначена для обнаружения ненормальных изменений в процессе и дает сигнал о том, когда действовать, а не проверять спецификации качества. У вас, конечно, может быть другая диаграмма для этого, но пределы диаграммы мониторинга процесса предназначены для мониторинга стабильности процесса, и эти пределы стабильности Шухарта рассчитываются по-другому. В идеале пределы спецификации лежат за пределами действия LCL и UCL.
Пределы диаграммы Шухарта были рассчитаны с допущением, что независимая подгруппа (например.г. подгруппа \ (i \) не влияет на подгруппу \ (i + 1 \)). Для процесса с умеренной автокорреляцией действие по созданию подгрупп с \ (n \) выборками в каждой группе удаляет большую часть, если не все, взаимосвязи между подгруппами. Однако для процессов с сильной автокорреляцией (например, для медленных процессов с высокой частотой дискретизации) LCL и UCL будут вычисляться по уравнению (2), что будет вызывать ложные тревоги слишком часто. В этих случаях вы можете расширить пределы или удалить автокорреляцию из сигнала.Подробнее об этом в следующем разделе, посвященном графикам экспоненциально взвешенной скользящей средней (EWMA).
Использование диаграмм Шухарта для двух или более высококоррелированных переменных качества , обычно при измерении конечного продукта, может значительно увеличить ваш тип II (потребительский риск). Мы вернемся к этой очень важной теме в разделе, посвященном моделям со скрытыми переменными, где мы нелогично докажем, что даже наличие отдельных диаграмм, каждая в своих соответствующих пределах, может привести к тому, что они выйдут за общие пределы.
Контрольная карта Шухарта - обзор
2.2.1 Контрольные диаграммы
Первый метод мониторинга, основанный исключительно на данных, был предложен в 1931 году Шухартом и назван контрольной картой (Shewhart, 1931). Этот графический метод, основанный на проверке статистических гипотез, используется для мониторинга характеристики качества процесса с целью выявления особых причин изменчивости (Montgomery, 2007).
При разработке контрольных карт необходимо различать два этапа: ретроспективный анализ на этапе I и мониторинг процесса на этапе II (Montgomery, 2007).Целью ретроспективного анализа является определение контролируемого состояния процесса и оценка параметров, когда они не определены. Наиболее подходящим показателем производительности на этом этапе является вероятность ложного срабатывания сигнализации (FAP), которая представляет собой ошибку, которая возникает, когда измерение свободного сбоя рассматривается как сбой (Берналь-де-Лазаро, Льянес-Сантьяго, Прието-Морено, Кнупп и Silva-Neto, 2016) [См. Обзор контрольных диаграмм фазы I в Jones-Farmer, Woodall, Steiner, and Champ (2014), Chakraborti, Human, and Graham (2008) и Coelho, Chakraborti, and Graham (2015)].На этапе II предполагается, что эталонный образец доступен из анализа, выполненного на этапе I, и, следовательно, контрольная диаграмма используется для мониторинга процесса с целью обнаружения изменений. Характеристики на этом этапе обычно количественно оцениваются по среднему времени до сигнала (ATS) и / или средней продолжительности цикла (ARL) (Riaz, Ahmad et al., 2016). Последний представляет количество выборок до обнаружения неконтролируемого сигнала.
Согласно Монтгомери (Montgomery, 2007), контрольные диаграммы Шухарта полезны для фазы I, поскольку они эффективны для обнаружения больших изменений.Чтобы повысить чувствительность контрольной диаграммы к небольшим изменениям процесса, было предложено несколько методов, таких как Западные правила пробега электричества (Electric, 1956), контрольная диаграмма совокупной суммы (CUSUM) [см. Новаторскую работу Пейджа (1954), Lucas (1982) и Liu, Xie, and Goh (2006)], график экспоненциально взвешенного скользящего среднего (EWMA) [см. Введение Робертса (Lucas & Saccucci, 1990; Roberts, 2000) для исследования производительности], Взвешенный CUSUM (WCUSUM) (Ящин, 1989) и др.
С 1920 s до настоящего времени было много разработок в методологиях контрольных диаграмм. Важный из них состоит в том, чтобы взять переменный размер выборки (VSS) из процесса с использованием переменного интервала выборки (VSI). Контрольные диаграммы VSS и VSI могут обнаруживать изменения процесса быстрее, чем обычные контрольные диаграммы с фиксированным интервалом выборки [для диаграммы VSI (Amin & Miller, 1993; Chou, Chen, & Liu, 2006), для VSI-CUSUM (Reynolds, Amin, & Arnold, 1990)].
На основе того же принципа, что и одномерные контрольные диаграммы, многомерные контрольные диаграммы (Lowry & Montgomery, 1995) были разработаны для того, чтобы обрабатывать большое количество переменных, учитывать корреляцию между этими переменными и контролировать частоту ложных тревог ( ДАЛЕКО).Среди многомерных контрольных диаграмм можно указать контрольную диаграмму Hotelling T 2 (Lowry & Montgomery, 1995; Mason, Tracy, & Young, 1995), MEWMA (Multivariate EWMA) (Bernal-de Lázaro et al. , 2016; Lowry, Woodall, Champ, & Rigdon, 1992; Prabhu & Runger, 1997; Stoumbos & Sullivan, 2002; Sullivan & Jones, 2002), MCUSUM (Multivariate CUSUM) (Crosier, 1988). Таким образом, предлагаемые методы, основанные на многомерных контрольных диаграммах, становятся все более чувствительными к небольшим изменениям, более устойчивыми к предположению о нормальности и более быстрыми в обнаружении.Но, в свою очередь, их разработка и дизайн стали более сложными. Однако очень быстрое обнаружение небольшого сдвига в процессе с допустимыми ложными срабатываниями по-прежнему является сложной проблемой в различных областях.
Несмотря на то, что многомерные контрольные диаграммы намного лучше, чем одномерные контрольные диаграммы для мониторинга современных производственных процессов, они страдают от двух неудобств: они теряют свою эффективность, когда число переменных становится очень большим, а диагностика остается сложной задачей (i .е. идентификация того, что случилось в процессе не так, когда была обнаружена неисправность, неочевидно) (Li, Jin, & Shi, 2008; Mason et al., 1995). Чтобы справиться с уменьшением размерности, обычно используются статистические подходы, такие как анализ главных компонентов (PCA) (Montgomery, 2007) и частичные наименьшие квадраты (PLS) (Venkatasubramanian et al. (2003a)).
13.2: SPC - Основные контрольные диаграммы - теория и построение, размер выборки, X-столбцы, R-диаграммы, S-диаграммы
Авторы : Крис Бауман, Дженнифер Де Хек, Эван Леонард, Меррик Миранда
Стюарды : Эрик Черный, Стейси Янг, Дэн Картер, Меган Бокелоо
Введение
Контрольные диаграммы - один из наиболее часто используемых методов статистического управления процессом (SPC), который контролирует стабильность процесса.К основным характеристикам контрольной диаграммы относятся точки данных, центральная линия (среднее значение), а также верхний и нижний пределы (границы, указывающие, где выход процесса считается «неконтролируемым»). Они визуально отображают колебания конкретного процесса. переменная, такая как температура, таким образом, чтобы инженер мог легко определить, попадают ли эти изменения в указанные пределы процесса. Контрольные диаграммы также известны как диаграммы Шухарта в честь Уолтера Шухарта, который разработал их в начале 1900-х годов.
Фон контрольной диаграммы
Процесс может быть классифицирован как контролируемый или неконтролируемый. Границы для этих классификаций устанавливаются путем вычисления среднего значения, стандартного отклонения и диапазона набора данных процесса, собранных, когда процесс находится в стабильной работе. Затем последующие данные можно сравнить с этим уже рассчитанным средним значением, стандартным отклонением и диапазоном, чтобы определить, попадают ли новые данные в допустимые пределы. Для хорошего и безопасного контроля последующие собранные данные должны находиться в пределах трех стандартных отклонений от среднего.Контрольные диаграммы основаны на этой основной идее статистического анализа, отображая среднее значение или диапазон последующих данных в зависимости от времени. Например, если инженеру известно среднее (общее среднее) значение, стандартное отклонение и диапазон процесса, эта информация может отображаться в виде кривой колокола или функции плотности населения (PDF). На изображении ниже показана контрольная диаграмма для набора данных с наложением PDF.
Рисунок I. Контрольная диаграмма, показывающая PDF для набора данныхЦентральная линия - это среднее значение набора данных, а зеленая, синяя и красная линии представляют одно, два и три стандартных отклонения от среднего значения.В общих чертах, если точки данных находятся в пределах трех стандартных отклонений от среднего (в красных линиях), процесс считается контролируемым. Эти правила обсуждаются более подробно позже в этом разделе.
Контрольные диаграммысегодня широко используются в шести сигма-контроле как средство общего улучшения процесса. Для получения дополнительной информации о контроле шести сигм см. Шесть сигм.
Функции контрольной карты
Основная цель использования контрольной диаграммы - отслеживать, контролировать и улучшать производительность процесса с течением времени, изучая вариации и их источник.Контрольная диаграмма имеет несколько функций:
- Он сосредотачивает внимание на обнаружении и отслеживании изменений процесса во времени.
- Он предоставляет инструмент для постоянного контроля над процессом.
- Он отличает частные причины отклонений от общих, чтобы служить руководством для местных или управленческих действий.
- Это помогает улучшить процесс, чтобы он работал стабильно и предсказуемо, чтобы достичь более высокого качества, более низкой стоимости и более высокой эффективной емкости.
- Он служит общим языком для обсуждения эффективности процессов.
Размер выборки и разбивка на подгруппы
Есть несколько ключевых условий, которые должны быть соблюдены при построении контрольных диаграмм:
- Первоначальные прогнозы для процесса должны быть сделаны, пока процесс считается стабильным. Поскольку качество будущего процесса будет сравниваться с этими прогнозами, они должны основываться на наборе данных, который берется при правильном выполнении операции.
- Необходимо собрать несколько подмножеств данных, где подмножество - это просто набор из n измерений, выполненных в определенном временном диапазоне. Количество подмножеств представлено как k. Среднее подмножество, стандартное отклонение подмножества и диапазон подмножества будут вычисляться для каждого подмножества.
- Из этих подмножеств вычисляются общее среднее, среднее стандартное отклонение и средний диапазон. Общее среднее - это среднее всех средних значений подмножества. Среднее стандартное отклонение - это просто среднее значение подмножества стандартных отклонений.Средний диапазон - это просто среднее значение подмножества диапазонов.
На основе этих данных можно определить верхний и нижний контрольные пределы для процесса.
- Будущие данные, используемые для определения стабильности процесса, могут быть любого размера. Это потому, что любая точка зрения должна соответствовать статистическим предсказаниям. Предполагается, что первое появление точки, не попадающей в прогнозируемые пределы, показывает, что система должна быть нестабильной, так как она изменилась с прогнозной модели.
- Подмножества определены на основе данных и процесса. Например, если вы использовали датчик pH, он, скорее всего, будет ежедневно выводить страницы данных. Если вы знаете, что ваш датчик имеет тенденцию дрейфовать каждый день, вы можете выбрать 30-минутный набор данных. Если он дрейфует ежемесячно, вы можете установить подмножество на 24 или 12 часов.
- Наконец, предполагается, что численность популяции N бесконечна. В качестве альтернативы, если генеральная совокупность конечна, но размер выборки составляет менее 5% от размера генеральной совокупности, мы все равно можем приблизить генеральную совокупность как почти бесконечную.То есть n / N <= 0,05, где n - размер выборки, а N - размер генеральной совокупности. [5]
X-Bar, R-Charts и S-Charts
Существует три типа контрольных диаграмм, которые определяют, выходят ли данные из-под контроля: гистограммы, гистограммы и s-диаграммы. Х-гистограмма часто сочетается с r-диаграммой или s-диаграммой, чтобы дать полное представление об одном и том же наборе данных.
Сопряжение X-Bar с R-Charts
Диаграммы X-Bar (средние) и R (диапазоны) часто объединяются в пары.На диаграмме X-Bar отображается осевая линия, которая рассчитывается с использованием общего среднего, а также верхние и нижние контрольные пределы, которые рассчитываются с использованием среднего диапазона. Будущие экспериментальные подмножества нанесены на график по сравнению с этими значениями. Это демонстрирует центрирование подмножества значений. R-диаграмма отображает средний диапазон и границы диапазона. Опять же, будущие экспериментальные подмножества нанесены на график относительно этих значений. R-диаграмма отображает разброс подмножеств. X-Bar / R-Chart отображают среднее значение по подгруппе.Обратите внимание, что их следует использовать только тогда, когда подгруппы действительно имеют смысл. Например, в исследовании Gage R&R, когда операторы тестируют дубликаты или больше, подгруппы действительно представляют одну и ту же группу.
Сопряжение X-Bar с S-Charts
В качестве альтернативы, диаграммы X-Bar могут быть объединены с диаграммами S (стандартное отклонение). Обычно это делается, когда размер подмножеств велик. Для больших подмножеств диапазон - плохая статистика для оценки распределений подмножеств, и вместо этого используется стандартное отклонение.В этом случае на диаграмме X-Bar будут отображаться контрольные пределы, рассчитанные с использованием среднего стандартного отклонения. S-диаграммы похожи на R-диаграммы; однако вместо диапазона они отслеживают стандартное отклонение нескольких подмножеств.
Сглаживание данных с помощью скользящего среднего
Если необходимо получить гладкие данные, можно использовать метод скользящего среднего. Этот метод включает взятие среднего числа точек и использование этого среднего значения для средней точки данных.С этого момента данные обрабатываются так же, как и любая нормальная группа из k подмножеств. Хотя этот метод дает более плавную кривую, он имеет задержку в обнаружении точек, что может быть проблематичным, если точки выходят за пределы допустимого диапазона. На этот раз запаздывание не позволит системе управления отреагировать на проблему до тех пор, пока не будет найдено среднее значение. По этой причине графики скользящего среднего подходят в основном для более медленных процессов, которые могут справиться с задержкой.
Например, давайте вычислим значение для набора данных, который производит выборку каждую секунду.Мы будем использовать в среднем 10 точек, чтобы найти это, однако на практике нет установленного количества точек данных, которые следует использовать. Для точки t = 50 мы должны дождаться, пока будут собраны данные через t = 54. Затем точки усредняются для t = 45-54 и используются в качестве значения функции. Для следующей точки t = 51 используется среднее значение точек для t = 46-55 и т. Д. Если это все еще сбивает с толку, см. Скользящее среднее для более подробного объяснения.
Считывание контрольных карт
Контрольные диаграммы могут определить, ведет ли процесс «необычное» поведение.
Примечание. Верхний и нижний контрольные пределы рассчитываются с использованием общего среднего и либо среднего диапазона, либо средней сигмы. Примеры расчетов показаны в разделе «Создание контрольных диаграмм».
Качество отдельных точек подмножества определяется как нестабильное, если происходит одно из следующих событий:
- Правило 1: Любая точка выходит за пределы 3σ от средней линии (это представлено верхней и нижней контрольными границами).
- Правило 2: Две из трех последовательных точек выходят за пределы 2σ на одной стороне от средней линии.
- Правило 3: Четыре из пяти последовательных точек выходят за пределы 1σ на одной стороне от средней линии.
- Правило 4: Девять или более последовательных точек падают с одной стороны от средней линии.
Качество подмножества определяется как нестабильное по следующим правилам:
1. Любое значение подмножества больше трех стандартных отклонений от средней линии.
2. Два последовательных значения подмножества имеют более двух стандартных отклонений от средней линии и находятся на одной стороне от средней линии.
3. Три последовательных подмножества значений представляют собой более одного стандартного отклонения от средней линии и находятся на одной стороне от средней линии.
Создание контрольных диаграмм
Для установления верхнего и нижнего контрольных пределов на контрольных диаграммах существует ряд методов. Мы обсудим метод для количества компонентов в подмножестве, n, меньше 15. Для методов, включающих n> 15 и другие методы, см. Управление процессами и оптимизация, Liptak, 2.34. Ниже представлены таблица констант для расчета пределов и предельные уравнения.
Обратите внимание, что таблица A ниже НЕ содержит данных для примера проблемы. Каждый раз, когда вы составляете контрольную диаграмму, вы обращаетесь к этой таблице. Значения в таблице используются в уравнениях для верхнего контрольного предела (UCL), нижнего контрольного предела (LCL) и т. Д. Это будет объяснено в примерах ниже. Если вам интересно, как были получены эти константы, есть более подробное объяснение в Константы контрольной диаграммы .
Таблица A: Таблица констант
Для определения значения n количество подгрупп
Чтобы определить верхний (UCL) и нижний (LCL) пределы для диаграмм x-столбцов, вам необходимо знать, сколько подгрупп (n) имеется в ваших данных. Как только вы узнаете значение n, вы сможете получить правильные константы (A2, A3 и т. Д.), Чтобы заполнить контрольную диаграмму. Это может сбить с толку, когда вы впервые создадите контрольную диаграмму в виде x-столбца.Значение n - это количество подгрупп в каждой точке данных. Например, если вы измеряете температуру каждую минуту, и есть три показания температуры в минуту, то значение n будет 3 . И если в этом же эксперименте снимались четыре измерения температуры в минуту, то значение n было бы 4 . Вот несколько примеров с различными таблицами данных, которые помогут вам в дальнейшем определении n :
Пример 1:
n = 4 , т.к. есть четыре показания кг.
Пример 2:
n = 4 , так как имеется четыре показания pH.
Пример 3:
n = 3 , так как есть три показания температуры.
После создания нескольких контрольных диаграмм определить значение n станет довольно просто.
Расчет UCL и LCL
Для X-гистограммы следующие уравнения могут использоваться для установления пределов, где - общее среднее, - это средний диапазон и - это среднее стандартное отклонение.
Расчет общего среднего, среднего диапазона и среднего стандартного отклонения
Для вычисления общего среднего сначала найдите среднее значение из n показаний в каждый момент времени. Общее среднее - это среднее из средних значений в каждый момент времени.
Чтобы вычислить общий диапазон, сначала определите диапазон значений n в каждый момент времени. Общий диапазон - это среднее значение диапазонов в каждый момент времени.
Чтобы вычислить среднее стандартное отклонение, сначала определите стандартное отклонение показаний n в каждый момент времени.Среднее стандартное отклонение - это среднее значение стандартных отклонений в каждый момент времени.
Примечание. Вам нужно будет вычислить либо общий диапазон, либо среднее стандартное отклонение, но не то и другое вместе.
Для диаграмм X-bar UCL и LCL могут быть определены следующим образом:
В качестве альтернативы также можно использовать для расчета UCL и LCL:
Центральная линия проста.
Для R-диаграмм UCL и LCL могут быть определены следующим образом:
Средняя линия - это значение.
Для S-диаграмм UCL и LCL могут быть определены следующим образом:
Средняя линия.
Следующая блок-схема демонстрирует общий метод построения X-гистограммы, R-диаграммы или S-диаграммы:
Расчет границ регионов
Чтобы определить, вышла ли ваша система из-под контроля, вам необходимо разделить данные на регионы A, B и C, ниже и выше среднего среднего.Эти области показаны на Рисунке III. Чтобы рассчитать границы между этими регионами, необходимо сначала рассчитать UCL и LCL. Границы равномерно распределены между UCL и LCL. Один из способов расчета границ показан ниже.
Граница между A и B выше X GA = X GA + ( UCL - X GA ) * 2/3
Граница между B и C выше X GA = X GA + ( UCL - X GA ) * 1/3
Граница между A и B ниже X GA = LCL + ( X GA - LCL ) * 2/3
Граница между B и C ниже X GA = LCL + ( X GA - LCL ) * 2/3
Пример 1
Предположим, что при производстве слитков мишметалла весом 1 кг вес продукта зависит от партии.Ниже приведено количество подмножеств, взятых при нормальных условиях эксплуатации (подмножества 1-7), значения веса указаны в кг. Постройте X-Bar, R-диаграммы и S-диаграммы для экспериментальных данных (подмножества 8-11). Измерения производятся последовательно в увеличивающемся количестве подмножеств.
Решение:
Сначала для каждого подмножества вычисляются среднее значение, диапазон и стандартное отклонение.
Затем общее среднее значение X GA , средний диапазон R A и среднее стандартное отклонение S A вычисляются для подмножеств, взятых в нормальных рабочих условиях, и, таким образом, известны осевые линии.Здесь n = 4.
Расчет пределовX-Bar (с использованием).
Расчет пределовX-Bar (с использованием).
Примечание. Поскольку n = 4 (относительно небольшой размер подмножества), оба и могут использоваться для точного расчета UCL и LCL.
Пределы R-диаграммы вычислены.
Пределы S-диаграммы вычислены.
Отдельные точки в подмножествах 8-11 нанесены на график ниже, чтобы продемонстрировать, как они различаются по сравнению с контрольными пределами.
Рисунок E-1: Диаграмма отдельных точек в подмножествах 8-11.Средние значения подгруппы показаны на следующей диаграмме X-Bar:
Рисунок E-2: X-гистограмма для подмножеств 8-11.R-диаграмма показана ниже:
Рисунок E-3: R-диаграмма для подмножеств 8-11.S-диаграмма показана ниже:
Рисунок E-4: S-диаграмма для подмножеств 8-11.Показано, что экспериментальные данные находятся под контролем, поскольку они подчиняются всем правилам, приведенным выше.
Пример 2
Это ваш первый день работы инженером-химиком на заводе, и одна из ваших обязанностей - контролировать pH в конкретном процессе.Начальник просит вас следить за стабильностью системы. Она дает вам некоторые исходные данные для процесса, а вы собираете данные для процесса в течение первого дня. Постройте X-bar и R-Charts, чтобы сообщить о своих результатах.
Таблица 1: Исходные данные
Чтобы соответствовать исходным данным, каждый час вы снимаете четыре измерения pH. Собранные вами данные отображаются ниже.
Таблица 2: Экспериментальные данные
Раствор
Для этой ситуации существует k = 24 подмножества, потому что имеется 24 набора данных.Для каждого подмножества n = 4, потому что каждый час проводится четыре измерения pH. Первое, что вам нужно сделать, это вычислить среднее значение и диапазон для каждого подмножества. Средние значения рассчитываются с помощью функции Excel AVERAGE (), а диапазоны рассчитываются с использованием MAX () - MIN (). После вычисления этих значений вычисляются общее среднее X GA и средний диапазон R A . Эти значения представляют собой просто средние значения среднего и диапазона каждого подмножества. Эти данные отображаются ниже.
Таблица 3: Данные, используемые для расчета общего среднего и диапазона.
Теперь, когда вы знаете X GA = 7,01 и R A = 0,12, вы можете рассчитать верхний контрольный предел, UCL, и нижний контрольный предел, LCL, для контрольной диаграммы X-bar.
Из таблицы A, A 2 = 0,729 при n = 4. Использование уравнений UCL и LCL для X-столбчатых диаграмм, перечисленных выше:
Тогда UCL = 7.0982, LCL = 6,9251 и X GA = 7,01 нанесены в Excel вместе со средними значениями каждого подмножества из экспериментальных данных для создания контрольной диаграммы X-bar.
Таблица 4: Средние значения подмножества и диапазоны, нанесенные на X-столбец и R-график
Рисунок E-5: Контрольная диаграмма X-barЗатем для построения диаграмм диапазона были найдены верхний и нижний контрольные пределы. Для n = 4, D 3 = 0 и D 4 = 2.282 итак:
Рисунок E-6). Рисунок E-6: Диаграмма управления диапазономИз обеих этих диаграмм процесс находится под контролем, поскольку соблюдаются все правила стабилизации.
Правило 1: Ни одна точка не выходит за рамки UCl и LCL.
Правило 2: Две из трех последовательных точек не выходят за пределы 2σ на одной стороне от средней линии.
Правило 3: Четыре из пяти последовательных точек не выходят за пределы 1σ на одной стороне от средней линии.
Правило 4: Девять или более последовательных точек не должны приходиться на одну и ту же сторону от средней линии.
Важно, чтобы обе эти диаграммы использовались для заданного набора данных, потому что возможно, что точка может выходить за пределы контрольной полосы на диаграмме диапазона, в то время как ничто не выходит из-под контроля на X-гистограмме.
Еще одна проблема, которую стоит отметить, заключается в том, что если контрольные диаграммы для этих данных pH действительно показывают некоторые точки за пределами LCL или UCL, это не обязательно означает, что сам процесс вышел из-под контроля. Вероятно, это просто означает, что датчик pH нужно откалибровать.
Пример 3
Простой неконтролируемый пример с контрольной диаграммой, построенной по образцу.
Вы анализировали странную работу датчика температуры в одном из реакторов CSTR завода. Датчик температуры этого конкретного CSTR состоит из трех небольших термопар, расположенных вокруг реактора: T1, T2 и T3. CSTR снабжен рубашкой и охлаждается технической водой. Реакция, протекающая в реакторе, умеренно экзотермична. Вы знаете, что термопары работают нормально; вы только что проверили их, но технический специалист предполагает, что CSTR вышла из-под контроля в течение последних 10 дней.Были взяты ежедневные пробы, и есть контрольная диаграмма, созданная на основе общего среднего значения CSTR и стандартного отклонения от работы за год.
Вам поручено проверить, не выходит ли CSTR из-под контроля. Среднее значение составляет 307,47 единиц температуры, а большое стандартное отклонение - 4,67 единиц температуры. Данные представлены для построения контрольной диаграммы в Таблице 1, а данные за последние 10 проблемных дней показаны в Таблице 2. Вы решаете нанести проблемные данные на контрольную диаграмму, чтобы увидеть, не нарушаются ли они какие-либо правила стабильности.
Таблица 3-1. Данные для построения контрольной карты
Как я нашел A_3 или в данном случае R_3, я использовал таблицу констант контрольных диаграмм, которая находится на этой вики-странице. Я решил использовать шкалу x, используя стандартные отклонения), но вы также можете использовать диапазон). Я обнаружил, что значение n (количество подгрупп) равно трем, поскольку датчик температуры CSTR состоит из трех маленьких термопар (T1, T2, T3). Поэтому, глядя на график констант, я получаю A_3 (или R_3 в данном случае) равным 1.954. Вот таблица:
Также вы заметите, что если вы использовали диапазон вместо стандартного отклонения для определения UCL, LCL и т. Д., Значения будут примерно одинаковыми. Вот таблица сравнения значений UCL и LCL с использованием A_2 (диапазон) или A_3 (stdev):
Примечание: для этих значений использовались одинаковое общее среднее (307,47), большое стандартное отклонение (4,67) и большой диапазон (8,80)
.Таблица 3-2. Пример данных за последние 10 проблемных дней
Раствор
Когда данные образца были нанесены на контрольную диаграмму, было видно изображение ниже.
Рисунок 3-1. Данные за 10 дней нанесены на контрольную диаграмму. Из контрольной диаграммы видно, что система CSTR явно вышла из-под контроля. Каждая термопара была протестирована, чтобы увидеть, какие правила стабильности она нарушает.
Первая термопара ( T1 ) нарушает все правила стабильности.
- Правило 1 - Несколько точек из данных T1 попадают выше верхней контрольной линии.
- Правило 2 - Есть много случаев, когда по крайней мере две из трех последовательных точек падают выше порога зоны AB.
- Правило 3 - Есть восемь последовательных точек, превышающих порог BC.
- Правило 4 - Девять последовательных точек ниже среднего значения.
Судя по характеристикам этой термопары, мы можем сказать, что система вышла из-под контроля, но мы проанализируем характеристики других термопар для хорошей оценки.
Вторая термопара ( T2 ) нарушает правило стабильности 1, 2 и 3.
- Правило 1 - Одна точка опускается ниже нижней контрольной линии.
- Правило 2 - Две последовательные точки (образцы 9 и 10) выходят за пределы порога AB.
- Правило 3 - Из последних пяти выборок из T2 четыре превышают порог BC.
Третья термопара ( T3 ) не нарушает никаких правил стабильности, и результаты, которые она отображает, находятся под контролем.
Эта система вышла из-под контроля , потому что данные с термопар выходят за пределы пороговых правил для контрольной диаграммы устройства. Это можно объяснить множеством потенциальных ситуаций. Один объясняется ниже.
Если мешалка CSTR ослаблена, перемешивание может стать неустойчивым. Неустойчивое перемешивание может вызвать вихревые токи и горячие точки в CSTR.
Вся система вышла из-под контроля, потому что вы знаете, что термопары работают нормально, и более чем одна термопара нарушает правила стабильности.
Вопрос с несколькими вариантами ответа 1
Когда полезно использовать набор данных скользящего среднего?
A. Никогда
B. Когда требуется мгновенная реакция на процесс
C. Когда у вас есть процесс, который медленно меняется
D. Всегда, так как это намного лучший метод
Вопрос с множественным выбором 2
Что означает n?
A. Количество подмножеств в собранных данных
B. Количество точек данных в подмножестве
с.Верхний контрольный предел для X-столбчатой диаграммы
D. Центральная линия R-диаграммы
Вопрос с несколькими вариантами ответа 3
Сколько из четырех правил стабильности для чтения контрольных диаграмм должно произойти, чтобы подмножество было определено как нестабильное?
А. 1
Б. 2
C. 3
Д. 4
Ответы с несколькими вариантами ответов
Вопрос 1: C
Вопрос 2: B
Вопрос 3: A
Уголок мудреца
Презентация SPC Control видео.google.com/googleplayer...03583755378767 |
Слайды без комментария SPC control |
Ссылки
- Уиллер, Дональд Дж. И Дэвид С. Чемберс. Понимание статистического управления процессами. 2-е изд. Ноксвилл: SPC P. 37-88. [1]
- Box, Джордж Э., Уильям Г. Хантер и Дж. С.Охотник. Статистика для экспериментаторов: введение в дизайн, анализ данных и построение моделей. Нью-Йорк: Джон Вили и сыновья. 43-45. [2]
- Липтак, Бела Г. «Управление процессами и оптимизация». Справочник инженеров по приборам 4: 405-413. [3]
- Вульф, Питер, Эми Китинг, Кристофер Бердж и Майкл Яффе. Учебник по статистике и вероятности для компьютерных биологов. Массачусетский Институт Технологий. 2004. [4]
- Андерсон, Дэвид Р., Суини, Деннис Дж.и Уильямс, Томас А. Статистика бизнеса и экономики, 10e. Томпсон Юго-Западный. 2008. [5]
Как построить индивидуальные контрольные карты
Октябрь 2006 г.
В этом выпуске:
Предположим, ваш процесс генерирует данные с очень ограниченной частотой. Может быть, вы получаете данные только раз в день, раз в неделю или раз в две недели. Как мы можем применить контрольные диаграммы к этим типам данных? Если мы дождемся получения нескольких точек данных для формирования подгруппы, мы не сможем построить точку очень часто.Возможно, метод тестирования, используемый для анализа процесса, очень дорог в использовании или занимает много времени. Как мы можем справиться с такой ситуацией? В этих случаях полезны индивидуальные контрольные диаграммы. Этот тип диаграммы полезен, когда у вас есть только одна точка данных одновременно, чтобы представить данную ситуацию. Контрольная карта отдельных лиц представлена в этой публикации.
Введение
Индивидуальная контрольная диаграмма - это тип контрольной диаграммы, которую можно использовать с данными переменных.Как и большинство других диаграмм управления переменными, на самом деле это две диаграммы. Одна диаграмма предназначена для результатов отдельного образца (X). Другая диаграмма предназначена для скользящего диапазона (R) между последовательными отдельными выборками. Диаграмма отдельных лиц очень полезна для мониторинга процессов, когда данные часто недоступны. Диаграмма индивидуального контроля исследует изменение результатов отдельных выборок с течением времени. Хотя рациональное разделение на подгруппы неприменимо, необходимо подумать о том, когда будут измеряться результаты.Если процесс находится под статистическим контролем, среднее значение на индивидуальной диаграмме является нашей оценкой среднего населения. Средний диапазон будет использоваться для оценки стандартного отклонения совокупности.
Контрольная карта отдельных лиц - это метод анализа вариаций. Одним из источников вариаций является вариация результатов отдельных выборок. Это представляет собой «долгосрочное» изменение в процессе. Второй источник вариаций - это вариации в диапазонах между последовательными выборками. Это представляет собой «краткосрочное» изменение.
X Диаграмма
Рисунок в этом разделе является примером X-диаграммы для отдельных результатов. В этом примере образец отбирается один раз в день из заданного технологического потока и проверяется на наличие определенного загрязнителя. Поскольку данные собираются не очень часто, была выбрана контрольная карта отдельных лиц. В первый день метод испытания показал, что в потоке продукта было 105 частей на миллион загрязняющих веществ. На второй день результат пробы составил 93 ppm. Общее среднее значение процесса было рассчитано и нанесено на график в виде сплошной линии.Верхний и нижний контрольные пределы также были рассчитаны и нанесены пунктирными линиями.
График подвижного диапазона
Рисунок в этом разделе представляет собой график скользящего диапазона, который соответствует графику X. Эта диаграмма представляет собой диапазон между последовательными точками данных. Этот диапазон часто называют скользящим диапазоном. Значение диапазона для второго дня - это просто диапазон между днем 1 и днем 2 (наибольший минус наименьший). Этот диапазон составляет 105 - 93 = 12. Средний диапазон был рассчитан и нанесен на график в виде сплошной линии.Верхний контрольный предел также был рассчитан и нанесен пунктирной линией. На диаграмме диапазона для индивидуальной диаграммы нет нижнего контрольного предела.
Статистический контроль
Графики выше находятся под статистическим контролем. Что это значит, когда контрольная диаграмма отдельных лиц находится под статистическим контролем? Это означает, что результаты отдельных образцов согласованы во времени, то есть существенно не отличаются от среднего по процессу. Это также означает, что разница между результатами последовательных проб остается неизменной во времени.Мы можем предсказать, что будет происходить в ближайшем будущем. Дополнительную информацию об интерпретации контрольных диаграмм см. В нашей публикации за апрель 2004 г. на нашем веб-сайте.
Когда использовать
Индивидуальные контрольные диаграммы следует использовать, когда есть только одна точка данных для представления ситуации в данный момент времени. Контрольная диаграмма отдельных лиц позволяет наносить точки на диаграмме для каждой взятой пробы. Это позволяет определить, находится ли процесс под статистическим контролем для каждой взятой пробы.Может показаться, что это означает, что вы всегда должны использовать индивидуальные диаграммы. Это не обязательно верно, как обсуждается ниже.
Чтобы использовать индивидуальную контрольную карту, результаты индивидуальной выборки должны иметь «отчасти» нормальное распределение. В противном случае индивидуальная контрольная диаграмма будет давать больше ложных сигналов для тестов, таких как зонные тесты, то есть будет чаще указывать на то, что процесс выходит из-под контроля, хотя на самом деле это не так.
Индивидуальные контрольные диаграммы не так чувствительны к изменениям, как диаграммы Xbar-R.Кроме того, значения X и R могут значительно варьироваться (даже если процесс находится под контролем), пока количество отдельных точек данных не достигнет 100.
Этапы построения
Шаги по построению индивидуальной контрольной карты приведены ниже.
1. Соберите данные.
а. Выберите частоту, с которой будут собираться данные. Данные следует собирать в порядке их создания.
г.Выберите количество точек данных (k), которые необходимо собрать до расчета контрольных пределов (не менее двадцати). Это будут предварительные ограничения. Пределы контроля следует пересчитать после того, как вы соберете 100 точек данных.
г. Запишите результаты отдельных проб.
г. Рассчитайте диапазон перемещения (Ri + 1) между последовательными результатами выборки:
Ri + 1 = | Xi + 1 - Xi |
, где Xi + 1 - результат выборки i + 1, а Xi - результат выборки i. Значение диапазона всегда положительное.
2. Постройте данные.
а. Выберите масштабы для осей x и y для диаграмм X и R.
г. Нанесите диапазоны на диаграмму R и соедините последовательные точки прямой линией.
г. Нанесите результаты отдельных образцов на диаграмму X и соедините последовательные точки прямой линией.
3. Рассчитайте общие средние значения процесса и контрольные пределы.
а. Рассчитаем средний скользящий диапазон (Rbar):
Обратите внимание, что всегда на одно значение диапазона меньше, чем у результатов индивидуальной выборки для индивидуальной контрольной диаграммы.
г. Нанесите Rbar на диаграмму диапазонов в виде сплошной линии и метки.
г. Рассчитайте общее среднее значение процесса (X):
г. Нанесите X на диаграмму X в виде сплошной линии и метки.
e. Рассчитайте контрольные пределы для диаграммы R. Верхний предел управления задается UCLr. Нижний предел управления задается LCLr.
ф. Нанесите верхний контрольный предел на диаграмму R в виде пунктирной линии и метки.
г. Рассчитайте контрольные пределы для диаграммы X.Верхний предел управления задается UCLx. Нижний предел управления задается LCLx.
ч. Нанесите контрольные пределы на диаграмму X в виде пунктирных линий и метки.
4. Интерпретируйте обе диаграммы для статистического контроля.
а. Всегда сначала учитывайте вариации. Если диаграмма R выходит из-под контроля, контрольные пределы на диаграмме X могут быть недействительными, поскольку у вас нет точной оценки Rbar.
г. Все тесты для статистического контроля применимы к X-диаграмме.Однако данные на диаграмме диапазона не являются независимыми. Каждая точка данных используется дважды. Единственный тест, который действителен для диаграммы диапазона, - это точки, выходящие за контрольные пределы.
5. При необходимости вычислите стандартное отклонение процесса.
а. Если диаграмма R находится в статистическом контроле, стандартное отклонение процесса,
с, можно рассчитать как:
Пример: ожидание на линии
Ожидание в очереди в банке может быть очень неприятным.Ваш банк только что дал обещание, что время ожидания в очереди не превышает пяти минут. Вы решаете выяснить, правда ли это. Поскольку вы ходите в банк примерно раз в неделю, данные у вас нечастые. Вы чувствуете, что отдельные измерения (время ожидания в очереди), вероятно, являются нормальным распределением (ожидание в очереди обычно не распределяется нормально, но мы предполагаем для этого примера). Вы решаете использовать график отдельных лиц / скользящего диапазона, чтобы определить, выполняет ли банк свое обещание.Каждый раз, когда вы идете в банк, вы измеряете время ожидания в очереди с точностью до 0,1 минуты. Результаты для 24 поездок в банк приведены ниже.
| Поездка | Ожидание на линии |
| 1 | 3,5 |
| 2 | 2,4 |
| 3 | 4,1 |
| 4 | 2,8 |
| 5 | 3 |
| 6 | 4.7 |
| 7 | 1,2 |
| 8 | 0,9 |
| 9 | 2,5 |
| 10 | 3,1 |
| 11 | 3,6 |
| 12 | 4,1 |
| 13 | 3,8 |
| 14 | 2,5 |
| 15 | 2,8 |
| 16 | 4,3 |
| 17 | 4.1 |
| 18 | 3,6 |
| 19 | 2,4 |
| 20 | 4,8 |
| 21 | 3,5 |
| 22 | 2,5 |
| 23 | 1,3 |
| 24 | 4,5 |
Первым шагом после сбора данных является расчет диапазона движения между поездками в банк. Например, диапазон перемещения - это диапазон между поездками 1 и 2:
.Ri + 1 = | Xi + 1 - Xi | = 3.5 - 2,4 = 1,1
Это делается для каждой последующей поездки. Диапазон перемещения между поездками 2 и 3 составляет | 2,4 - 4,1 | = 1,7. Помните, что диапазон всегда положительный.
Следующим шагом является вычисление общего среднего значения процесса и среднего диапазона. Общее среднее значение процесса определяется путем сложения индивидуальных результатов для каждой поездки и деления на количество проб (поездок). В этом случае количество поездок (k) равно 24. Средний диапазон определяется путем сложения значений скользящего диапазона и деления на k-1, поскольку на одно значение диапазона меньше, чем в отдельных выборках.
Xbar = 76/24 = 3,17
Rбар = 27,4 / 23 = 1,19
Следующим шагом является расчет контрольных пределов. Пределы контроля:
UCLr = 3,27 Rбар = 3,27 (1,19) = 3,89
LCLr = Нет
UCLx = Xbar + 2,66Rbar = 3,17 + 2,66 (1,19) = 6,34
LCLx = Xbar - 2,66Rbar = 3,17 - 2,66 (1,19) = 0,005
Если график скользящего диапазона находится под контролем, можно определить стандартное отклонение отдельных результатов.График скользящего диапазона (как показано ниже) находится под контролем. Стандартное отклонение тогда определяется как:
s '= Rbar / 1,128 = 1,19 / 1,128 = 1,05X Chart - Пример
В этом примере показан график X для ожидания в очереди. График скользящего диапазона показан ниже. Все под контролем. Это означает, что, пока процесс остается неизменным, вы можете в определенном диапазоне предсказать, как долго вы будете ждать в очереди, когда пойдете в банк.
Это означает, что когда вы пойдете в банк, вы будете ждать в очереди от 0 до 6.34 мин. Что это означает в отношении обязательства вашего банка о том, что вы не будете ждать в очереди более 5 минут? Это означает, что банк не в состоянии выполнить эту гарантию. Судя по данным, вы еще не ждали более 5 минут. Но прежде чем вы это сделаете, это лишь вопрос времени.
График подвижного диапазона- пример
Резюме
В этой публикации представлены контрольные карты физических лиц. Этот тип диаграммы следует использовать, когда данные нечасто доступны.Отдельные измерения должны быть «в некоторой степени» нормально распределены, чтобы использовать индивидуальную диаграмму. X-диаграмма исследует долгосрочные вариации результатов отдельных выборок. Диаграмма диапазона исследует краткосрочные вариации между последовательными результатами выборки. Как и все контрольные диаграммы, индивидуальная диаграмма используется для определения того, находится ли процесс под статистическим контролем.
% PDF-1.6 % 347 0 объект > эндобдж xref 347 30 0000000015 00000 н. 0000001777 00000 н. 0000001886 00000 н. 0000001908 00000 н. 0000002037 00000 н. 0000002326 00000 н. 0000002589 00000 н. 0000002847 00000 н. 0000003098 00000 н. 0000003350 00000 н. 0000003590 00000 н. 0000003870 00000 н. 0000004010 00000 н. 0000004666 00000 н. 0000005055 00000 н. 0000005694 00000 п. 0000005827 00000 н. 0000006000 00000 н. 0000006173 00000 п. 0000006355 00000 п. 0000006533 00000 н. 0000008920 00000 н. 0000030042 00000 п. 0000031541 00000 п. 0000039303 00000 п. 0000043864 00000 п. 0000048099 00000 п. 0000051044 00000 п. 0000051445 00000 п. 0000051966 00000 п. трейлер ] >> startxref 0 %% EOF 348 0 объект > эндобдж 349 0 объект > эндобдж 350 0 объект > / Шрифт >>> / DA (/ Helv 0 Tf 0 g) >> эндобдж 351 0 объект > / XObject> / ProcSet [/ PDF / Text / ImageC] >> / Группа> / Аннотации [356 0 R 355 0 R 354 0 R 353 0 R 352 0 R] >> эндобдж 352 0 объект >>> эндобдж 353 0 объект >>> эндобдж 354 0 объект >>> эндобдж 355 0 объект >>> эндобдж 356 0 объект >>> эндобдж 357 0 объект > / W [1 [192 186 620 813 529 611 685 450 337 467 346 245 387 470 235 230 464 423 331 302 277 463 395 391 971]] / FontDescriptor 365 0 R >> эндобдж 358 0 объект > эндобдж 359 0 объект > эндобдж 360 0 объект > / W [1 [190 302 405 405 204 286 204 455 476 476 476 476 476 476 476 269 840 613 673 558 532 748 322 320 550 853 546 641 705 406 489 405 497 420 262 438 495 238 239 448 231 753 500 492 490 324 345 294 487 421 639 431 1015 561]] / FontDescriptor 364 0 R >> эндобдж 361 0 объект > эндобдж 362 0 объект > эндобдж 363 0 объект > эндобдж 364 0 объект > эндобдж 365 0 объект > эндобдж 366 0 объект > эндобдж 367 0 объект > ручей xZɎ7Wu0} UU 礱 {> `lmZlImc ~ &` djd0 ^ 0-EZ.M.MV (c @ * e \ ٱ Ϯ N6tVI, tx; Дж m3l ;
Типы контрольных карт | Информация и обучение
Существуют различные типы контрольных диаграмм, которые в целом похожи и были разработаны для соответствия конкретным характеристикам анализируемого атрибута качества. Существуют две широкие категории диаграмм, которые основаны на том, являются ли отслеживаемые данные «переменными» или «атрибутивными» по своей природе.
Таблицы управления переменными.
Гистограмма управления по оси X.
Диаграмма этого типа отображает средние (или средние) для набора образцов, построенные для отслеживания среднего значения переменной, например длины стальных стержней, веса мешков с компаундом, интенсивности лазерных лучей, и т.п.. При построении этой диаграммы через регулярные промежутки времени берутся образцы выходных данных процесса, вычисляются средние значения каждого набора выборок и наносятся на контрольную диаграмму в виде столбца X. Затем эту диаграмму можно использовать для определения фактического среднего значения процесса по сравнению с номинальным средним значением процесса и продемонстрировать, изменяется ли средний результат процесса с течением времени. Узнать больше
Контрольная диаграмма диапазона «R».
Диаграмма этого типа демонстрирует изменчивость внутри процесса.Он подходит для процессов, в которых размер выборки относительно невелик, например <10. Наборы данных выборки записываются из процесса для конкретной отслеживаемой характеристики качества. Для каждого набора дат записывается разница между наименьшим и наибольшим показаниями. Это диапазон «R» набора данных. Теперь диапазоны заносятся в контрольную диаграмму. Центральная линия - это средние значения всех диапазонов. Узнать больше
Контрольная диаграмма стандартного отклонения «S».
S-диаграмма может применяться при мониторинге переменных данных. Он подходит для ситуаций, когда записывается большое количество семплов. «S» относится к стандартному отклонению в наборах образцов и является лучшим показателем вариации в большом наборе по сравнению с расчетом диапазона. Преимущество использования стандартного отклонения состоит в том, что для определения вариации используются все данные в наборе, а не только минимальное и максимальное значения. Узнать больше
Графики управления атрибутами.
Контрольные диаграммы атрибутов используются при мониторинге данных подсчета. Есть две категории данных подсчета, а именно данные, которые возникают в результате измерений типа «годен / не годен», и данные, которые возникают при подсчете в форме 1,2,3,4,…. возникает. В зависимости от того, какая форма данных записывается, должны применяться разные формы контрольных диаграмм.
Контрольные карты «u» и «c».
Контрольные диаграммы «u» и «c» применяются при мониторинге и контроле данных подсчета в форме 1,2,3,….то есть конкретные числа. Примером таких данных является количество дефектов в партии сырья или количество дефектов, выявленных в готовом продукте.C-диаграмма используется там, где может быть количество дефектов на единицу выборки, а количество выборок за период выборки остается постоянным.
В u-диаграмме, опять же аналогично c-диаграмме, можно записать количество дефектов на единицу выборки, однако с помощью u-диаграммы количество выборок за период выборки может варьироваться.
Контрольные карты «p» и «np». Диаграммы
P используются, когда на проверяемом агрегате проводится определение «годен / не годен». Диаграмма p покажет, изменяется ли доля дефектных компонентов в процессе за период выборки (p указывает долю успешных результатов). На диаграмме p размер выборки может меняться со временем. Диаграмма, аналогичная диаграмме p, - это диаграмма np. Однако с диаграммой np размер выборки должен оставаться постоянным в течение периода выборки. Преимущество диаграммы np состоит в том, что число несоответствий записывается в контроль, а не доля несоответствий.Некоторым операторам технологического процесса удобнее наносить на график количество несоответствий, а не долю несоответствий. Узнать больше
Таблицы предварительного контроля.
Если процесс подтвержден как находящийся в рамках статистического контроля, можно использовать предварительную контрольную диаграмму для проверки индивидуальных измерений на соответствие допустимым спецификациям. Графики предварительного контроля проще в использовании, чем стандартные контрольные диаграммы, они более наглядны и обеспечивают немедленный «призыв к действию» для операторов процесса.Однако, если процесс не является статистически «способным», т.е. имеет Cpk не менее 1, предварительное управление может привести к чрезмерным остановкам процесса. Узнать больше
Контрольные карты - интерактивное покрытие
Как правило, контрольные диаграммы используются для отображения значений добычи и изменения во времени. Затем эти графики можно проанализировать, чтобы определить, вызваны ли изменения в значениях добычи или отклонения внутренней изменчивостью процесса или конкретной корректируемой причиной.Таблицы управления для переменных довольно просты и могут быть весьма полезны при производстве материалов и строительстве. Четыре популярных контрольных диаграммы в обрабатывающей промышленности (Montgomery, 1997 [1] ):
- Контрольная диаграмма для переменных . При выборке переменных измерения отслеживаются как непрерывные переменные. Поскольку они сохраняют и используют фактические данные измерений, планы выборки переменных содержат больше информации для каждой выборки, чем планы выборки атрибутов (Freeman and Grogan, 1998 [2] ).Это означает, что по сравнению с выборкой атрибутов для получения той же информации требуется меньше выборок. По этой причине в большинстве планов приемки статистических данных используется переменная выборка.
- Контрольная диаграмма атрибутов . Эта диаграмма используется, когда число не может легко представить характеристику качества. Следовательно, каждый элемент классифицируется как «соответствующий» или «несоответствующий» конкретной спецификации исследуемой характеристики качества. Эти диаграммы похожи на контрольные диаграммы для переменных, но основаны на биномиальном распределении, а не на нормальном распределении.Две из наиболее распространенных контрольных диаграмм атрибутов предназначены для определения доли несоответствий и дефектов.
- Контрольная диаграмма накопительной суммы . Недостатком контрольных диаграмм для переменных и атрибутов является то, что они используют только данные самого последнего измерения, чтобы сделать выводы о процессе. Это делает его совершенно нечувствительным к сдвигам порядка 1,5 стандартных отклонений или меньше. Контрольная диаграмма совокупной суммы - это более чувствительная контрольная диаграмма, которая может использовать информацию из всего набора точек, чтобы делать выводы о процессе.Обычно диаграмма совокупной суммы (или cusum) отображает совокупную сумму отклонений измерений от среднего значения. Следовательно, если ненормальное количество измерений попадает только на одну сторону от среднего, эта сумма будет расти и указывать на неконтролируемое состояние.
- Контрольная диаграмма экспоненциально взвешенной скользящей средней (EWMA) . Эта диаграмма похожа на диаграмму совокупных сумм, но вместо того, чтобы взвешивать каждое измерение одинаково, недавние измерения более важны, потому что измерения имеют экспоненциальный вес в зависимости от того, когда они были сделаны.
Помимо этого, контрольные карты становятся более сложными или представляют собой гибриды более чем одного типа.
Контрольные карты для переменных
Контрольные диаграммы для переменных довольно просты и могут быть весьма полезны при производстве и строительстве HMA. В следующих параграфах описываются основные концепции контрольной диаграммы для переменных.
Во-первых, необходимо количественно оценить вариацию. Вариация может быть представлена множеством разных способов, одним из которых является распределение вероятностей (см. Рисунок 1).
Рисунок 1. Дисперсия, показанная в виде распределения вероятностей.Математически вариация описывается как «дисперсия»:
Это уравнение верно, когда известна вся совокупность (например, каждый произведенный предмет был измерен или протестирован). Это большая редкость; обычно совокупность отбирается только в выборке, и поэтому известны только измерения нескольких избранных объектов (или мест). В этом случае уравнение принимает вид:
Дисперсия описывается величиной в квадрате.Это необходимо, чтобы положительные и отрицательные различия между отдельными измерениями и средним значением не компенсировали друг друга. К сожалению, это приводит к возведению в квадрат единиц вариации. Следовательно, если характеристикой материала является плотность (кг / м 3 или фунт / фут 3 ), то вариация будет (кг / м 3 ) 2 или (фунт / фут 3 ) 2 , что не имеет смысла. Поэтому обычно обсуждают квадратный корень из вариации, стандартное отклонение:
Во-вторых, все процессы содержат определенное количество случайных вариаций.Это внутреннее изменение может происходить из-за пределов точности станка, небольших отклонений в характеристиках сырья, небольших отклонений в способностях рабочих и т. Д. Ключом к управлению вариацией является знание того, когда вариация вызвана внутренней случайной изменчивостью, а когда вариация вызвана неслучайным аспектом, связанным с процессом. Если отклонение связано с процессом, предположительно, оно может быть уменьшено. Различие между этими двумя типами вариаций включает в себя наблюдение за процессом, который находится «под контролем» (вариация происходит только из-за присущей вариабельности), а затем установка верхних и / или нижних контрольных пределов, которые содержат эти вариации.Тогда любые измерения за пределами этих пределов связаны с чем-то вызванным производственным процессом. Обычно эти верхний и нижний контрольные пределы устанавливаются на 3 с (3 стандартных отклонения) по обе стороны от целевого значения. Если предположить, что измеренная характеристика материала имеет нормальное распределение, проверка статистической гипотезы покажет, что существует только 0,27% -ная вероятность того, что измерение выйдет за пределы контрольных пределов и, таким образом, вызовет «ложную тревогу». Таким образом, можно с достаточной уверенностью сказать, что измерения, выходящие за пределы контроля, вызваны контролируемыми факторами.
В-третьих, хотя стандартное отклонение (я) выборки является приемлемым способом оценки фактического стандартного отклонения (й) совокупности, диапазон выборки (R, разница между максимальным и самым низким измерениями выборки) является адекватным для небольших размеров выборки, обычно встречающихся на проезжей части. строительство. Поскольку диапазон выборки (R) легче всего вычислить, его часто используют.
Наконец, рисунки 2 и 3 представляют собой типичные контрольные диаграммы для x
(среднее значение выборки) и R (диапазон выборки). Этот тип контрольной карты называется контрольной картой Шухарта в честь доктора Ф.Уолтер С. Шухарт, который первым предложил общую теорию контрольных диаграмм в 1924 году. Эта контрольная диаграмма может использоваться для мониторинга характеристик качества материала, таких как содержание асфальта HMA, градация или уплотнение, или прочность PCC.
Часто пробы берутся только по одной (как при мониторинге содержания асфальта), поэтому требуется немного другая контрольная диаграмма - та, которая отслеживает отдельные измерения и диапазон перемещения (MR). На рисунках 4 и 5 представлена контрольная диаграмма для отдельных измерений.
Рисунок 4. Контрольная диаграмма для отдельных измерений содержания асфальта. Рисунок 5. Контрольная диаграмма для подвижного диапазона отдельных измерений содержания асфальта.Как правило, по мере того, как процесс становится более управляемым, верхние и / или нижние пределы управления могут быть уменьшены, чтобы отразить это.Общее практическое правило - действовать, когда измерения превышают контрольные пределы. Однако многие компании расширили это и разработали свои собственные правила, такие как (Montgomery, 1997 [1] ):
- Одна или несколько точек за пределами контроля.