16 декабря 2015
Просмотров: 5652
Штангенциркуль является очень популярным измерительным инструментом. Устройство штангенциркуля достаточно несложное, поэтому пользоваться им может практически каждый без особой предварительной подготовки. С его помощью можно измерять как наружные, так и внутренние размеры различных деталей, а также глубины отверстий в них. Несмотря на простую конструкцию, этот инструмент имеет различный класс точности и может давать показания с точностью от 0,1 до 0,01 мм. Свое название он получил, исходя из основной детали конструкции. Благодаря устройству штангенциркуль по праву считается одним из самых универсальных измерительных инструментов.
С помощью штангенциркуля можно измерять как наружные, так и внутренние размеры различных деталей, а также глубины отверстий в них.
Штангенинструмент в принципе, и штангенциркуль в данном случае, имеет в качестве основной детали выдвижную штангу с измерительной шкалой. Эта шкала разделена на деления по 1 мм, а ее общая длина у простейшей бытовой модели ШЦ-1 составляет от 15 до 25 см. Существуют и модели больших размеров, но они применяются только на промышленных предприятиях и встречаются намного реже. Именно по этой штанге и определяется максимальная величина, которую может измерить данная конкретная модель штангенциркуля.
Цифровой штангенциркуль ШЦЦ имеет установленный на подвижной рамке цифровой дисплей.
Особой конструктивной чертой его является наличие такого устройства, как нониус. Это вспомогательная шкала, которая подвижна относительно основной линейки. Она помогает правильно определить количество долей деления на этой линейке. Деления на шкале нониуса, еще известного как «верньер», на определенную долю меньше, чем деления основной линейки. Их может быть 10 для модели, имеющей точность до 0,1 мм, или 20 для моделей с точностью до 0,05 мм. Принцип работы нониуса основан на том, что определить на глаз совпадение делений намного легче, чем относительное расположение одного деления между двумя другими.
При необходимости измерения внешних поверхностей, таких как сечение провода, большие губки просто накладываются с обеих сторон внутренними поверхностями. Провод зажимается между ними, и нулевое деление шкалы подвижной рамки дает показание на основной шкале штанги. Малые же губки имеют форму лезвий ножниц, что помогает измерить диаметр трубы или иного отверстия по шкале без дополнительных вычислений. У них рабочие поверхности внешние, имеющие профиль заостренного лезвия, поэтому ими можно измерить такой показатель, как шаг резьбы.
Устройство штангенциркуля.
Инструмент состоит из неподвижной основы и выдвижной арматуры. Они изготовлены из инструментальной стали. В состав штангенциркуля входят следующие составные части:
Линейка для измерения глубины закреплена на подвижной рамке и двигается по пазу, сделанному в плоскости штанги. Она может служить также для измерения внутренних канавок и удаленности уступов. Штанга ставится на торец перпендикулярно измеряемому предмету. Линейка выдвигается до тех пор, пока не упирается в дно. Для измерения конических отверстий торец ее имеет небольшое заострение. После получения результата измерений положение инструмента рекомендуется зафиксировать стопорным винтом, а уже потом снимать показания.
Наряду с простейшей механической моделью, устройство которой рассмотрено выше, существуют и другие. Их можно разделить на 4 основных вида, имеющих 8 стандартных размеров. Их конструкции, как и назначение, имеют некоторые отличия. Помимо рассмотренного выше двустороннего штангенциркуля ШЦ — 1 существует односторонний вариант ШЦТ- 1. Он имеет губки только с одной стороны и линейку для измерения глубин. Хотя он имеет механическое устройство, как и ШЦ — 1, материалом для его изготовления служит твердая высоколегированная сталь. Такой инструмент помогает определить наружные линейные размеры и глубину отверстий при абразивном воздействии на измеряемый предмет.
Инструмент под названием ШЦ — 2 оснащен двусторонней конструкцией, но губки для измерений внутренних и наружных поверхностей совмещены, и имеют соответственно плоские поверхности внутри и цилиндрические снаружи. Напротив них находятся губки такой же величины для измерения наружных размеров, имеющие заточенные кромки. Это позволяет производить не только измерение, но и разметку на поверхности измеряемой детали. Кроме того, эта модель имеет вспомогательную рамку микрометрической подачи, позволяющую снимать показания с большой точностью.
Штангенциркуль ШЦ — 3 отличается от предыдущей модели только односторонней конструкцией. Его пара губок предназначена для измерения как внутренних, так и наружных размеров. Эта модель предназначена для измерения самых больших размеров, поэтому сама тоже достаточно велика. А чем больше размеры измерительного прибора, тем больше получаемая при измерении погрешность. Поэтому, помимо вышеописанных конструкций, штангенциркули делятся по индикаторам, с помощью которых снимаются показания.
Согласно этому принципу они одразделяются на нониусные, на которых показания вычисляются самостоятельно, исходя из перемещения рамки, на циферблатные и цифровые. В циферблатных, имеющих маркировку ШЦК, используется тот же механический принцип. На рамке расположена цифровая шкала, связанная со штангой зубчатой передачей. Целые миллиметры считываются по положению края рамки, а их доли уже по циферблату. Такой штангенциркуль имеет более высокий класс точности, чем нониусный, и может составлять до 0,01 мм. Однако он очень уязвим для механических повреждений и загрязнения зубчатой рейки от измеряемых деталей.
С использованием штангенциркуля неразрывно связаны токарное производство, установка различных трубопроводных систем, винтовых соединений и прочих конструкций, требующих повышенной точности.
В то же время, благодаря конструкции, пользоваться им может практически каждый. Цифровой штангенциркуль ШЦЦ имеет установленный на подвижной рамке цифровой дисплей. В рамку вмонтировано считывающее устройство, показывающее расстояние между измерительными губками. На дисплее имеются кнопки, позволяющие им управлять. Точность такого прибора составляет 0,01 мм и позволяет делать измерения самых мелких деталей, в частности контролировать резьбу. Однако все недостатки электронных приборов присущи и этому инструменту. Изменения параметров штанги под воздействием температурных перепадов немедленно влияют на показания дисплея.
Автор:
Иван Иванов
Поделись статьей:
Оцените статью:
Загрузка...Похожие статьи
masterinstrumenta.ru
Линейный нониус применяется в конструкции штангенциркуля (рис. 5).
Рис.5.Устройство штангенциркуля.
Основные компоненты штангенциркуля: штанга 1, губки для наружных измерений 2, подвижная рамка 3, винт для зажима рамки 4, нониус 5, линейка глубиномера 6, микрометрическая подача 7, шкала штанги 8, губки для внутренних измерений 9.
Шкала прибора 8 жестко связана со щекой А. Нониус 5 жестко связан со щекой В и может перемещаться вдоль шкалы прибора. Когда между щеками А и В зазор отсутствует, нулевые метки нониуса и прибора совпадают. Для определения наружных размеров предмета его помещают между щеками АВ, которые сдвигают до соприкосновения с предметом, закрепляют подвижную щеку В зажимом 4 и производят отсчет. Число целых миллиметров отсчитывается непосредственно по шкале прибора до нулевой метки нониуса, а число долей миллиметров - по нониусу. При измерении внутренних размеров употребляются щеки АВ, толщина которых известна – указана на щеке А (к полученному отсчету прибавляется толщина щек АВ). Для измерения глубины отверстий применяется рейка 6, которая жестко связана с подвижной щекой В.
Штангенциркули изготовляются с нониусами, у которых n = 10, 20, 50. Цена деления и класс точности штангенциркуля указаны на подвижной рамке под шкалой нониуса.
Микрометрический винт (рис.6) имеет постоянный шаг по всей длине (величину поступательного перемещения конца винта при повороте его на один оборот).
Микрометрические винты применяются в конструкциях микрометра. Микрометр (рис.7) представляет собой массивную металлическую скобу 1, в концах которой находятся друг против друга неподвижный упор (пятка) 2 и микрометрический винт 3, жестко связанный с барабаном 6, свободно вращающийся в стебле 5.
Рис. 6. Микрометрический винт.
Для равномерного нажима микрометрического винта на поверхность измеряемых тел микрометр снабжается фрикционной головкой 9 (трещеткой) включающей храповик 7 и подпружиненный стержень 8, вращение которой вызывает перемещение винта только до упора его в поверхность измеряемого тела с определенным нажимом, после чего фрикционная головка прокручивается. Микрометр снабжен устройством 4, позволяющим стопорить микровинт и гайкой 10 для регулировки зазора в паре микровинт - микрогайка.
Рис 7. Устройство микрометра.
На барабане равномерно нанесено n делений. При повороте барабана на одно деление винт смещается поступательно на  мм, где h - шаг винта в мм (обычно h=0,5 мм или 1 мм). Величина
мм, где h - шаг винта в мм (обычно h=0,5 мм или 1 мм). Величина называетсяточностью микрометрического винта.
называетсяточностью микрометрического винта.
Смещение конца микрометрического винта при повороте барабана меньше, чем на один оборот, очевидно, определяется  , где m - число делений барабана, на которое был повернут барабан. Отсчет целого числа оборотов N производится при помощи линейки, вдоль которой перемещается острый срез барабана.
, где m - число делений барабана, на которое был повернут барабан. Отсчет целого числа оборотов N производится при помощи линейки, вдоль которой перемещается острый срез барабана.
Цена деления масштабной линейки соответствует шагу винта. Тогда любое перемещение l конца микрометрического винта равно:
 . (21)
. (21)
Измеряемое тело заключают между упорами 2 и 3, затем, держа за храповик, микрометрический винт поворачивают до 3-х щелчков трещетки и производят отсчет этого размера. Число целых миллиметров определяется по шкале до острого среза винта, а доли миллиметра отсчитываются по шкале барабана до продольной метки, пересекающей шкалу.
Цена деления шкалы микрометра указывается на барабане (рис.6).
studfiles.net
При производстве строительных работ или мелкого ремонта часто требуются измерительные инструменты. Обычно ими являются линейки или рулетки. Но при измерении диаметра трубы или глубины отверстия эти инструменты не подходят. Для таких целей служат более точные измерительные приборы – штангенциркули.
Такой прибор является универсальным. С его помощью можно измерить внешние и внутренние размеры деталей. Штангенциркули приобрели широкую популярность в быту, так как он имеет простое устройство и удобен в пользовании. С помощью такого прибора можно быстро и легко произвести измерение с высокой точностью.
1 — Губки для внутренних измерений2 — Губки для наружных измерений3 — Зажимной винт4 — Подвижная рамка5 — Нониус6 — Штанга7 — Шкала штанги8 — Глубинометр
У всех аналогичных штангенциркулю инструментов имеется измерительная штанга, благодаря которой прибор получил такое название. На штанге имеется основная шкала, которая необходима при измерении в первую очередь.
Подвижная рамка с нанесенной шкалой имеет возможность перемещаться по штанге. Шкала на штанге называется нониусом, который имеет более точную разметку по долям делений. Это обеспечивает повышенную точность измерений. Степень точности штангенциркуля в зависимости от исполнения может достигать сотых долей миллиметра.
• Для измерения внутренних размеров.• Для измерения наружных размеров.
Также имеется еще один измерительный элемент прибора, который называется глубиномером. С помощью него можно измерить глубину отверстий и другие размеры.
Цифровые штангенциркули устроены аналогичным образом. Однако вместо нониуса применяется цифровая шкала, повышающая удобство применения и точность измерения прибором.
1 — Зажимной винт2 — Батарейка3 — Ролик изменения длинны4 — Обнуление5 — Вкл/Выкл6 — Переключение мм/дюймы
Как и все измерительные приборы, цифровые приборы оснащены шкалой с ценой деления 0,01 мм. Допустимой погрешностью считается отклонение результата измерения в меньшую или большую сторону на 10%. В промышленности все измерительные инструменты каждые полгода подвергаются метрологическому контролю.
В торговой сети продаются штангенциркули, упакованные в футляре. При приобретении инструмента рекомендуется осмотреть измерительные губки. Они должны быть ровными, и при их сжатии не должно быть просвета.
Шкала нониуса при сомкнутых губках должна находиться в нулевом положении. Линии отметки делений шкалы по нониусу должны быть нанесены четко. В комплект прибора должен входить паспорт с отметкой о произведенной поверке на точность.
Существует несколько подвидов различных штангенциркулей в зависимости от размеров, конструктивных особенностей и принципа действия. Ниже рассмотрим основные разновидности таких измерительных приборов.
Это наиболее простая и популярная модель прибора, которая широко используется в промышленном производстве. Его называют «колумбиком» по названию фирмы изготовителя, которая производила инструмент в военное время (Columbus).
Прибором можно измерить внутренние, наружные размеры, глубину. Интервал измерений составляет от 0 до 150 мм. Точность измерений достигает 0,02 мм.
Эта цифровая модель измерительного инструмента имеет аналогичную конструкцию классического штангенциркуля. Интервал измерений 0-150 мм. Одним из его преимуществ можно назвать более высокую точность при измерении за счет наличия цифрового индикатора.
Удобство использования такого цифрового прибора заключается в том, что в любой точке измерения можно обнулить индикатор. Также легко одной кнопкой можно переключать метрическую систему на дюймовую.
При покупке цифровой модели необходимо обратить внимание на наличие нулевых показаний при сведенных губках, а также при затянутом стопорном винте цифры на дисплее не должны прыгать.
В такой конструкции штангенциркуля присутствует поворотный индикатор с круглой шкалой, цена деления которой 0,02 мм. Такими штангенциркулями удобно пользоваться при частых измерениях на производстве. Стрелка индикатора хорошо видна для быстрого контроля результата, не имеет скачков, в отличие от цифровых моделей. Этим прибором особенно удобно пользоваться в отделе технического контроля для замеров аналогичных типовых размеров.
Такие линейки используются для измерения внутренних и наружных размеров, а также для работ по разметке деталей перед обработкой. Поэтому на их губках имеются насадки, выполненные из твердого сплава для защиты их от быстрого износа. Интервал измерения серии приборов ШЦ-II находится в пределах 0-250 мм и точностью измерения 0,02 мм.
Большие детали измеряются чаще всего такой моделью инструмента, так как точность измерений у него выше остальных моделей и составляет 0,02 мм для механических приборов, и 0,01 мм для цифровых.
Наибольший размер для измерения составляет 500 мм. Губки в таких моделях направлены вниз, и могут иметь длину до 300 мм. Это дает возможность производить измерения деталей в широких пределах.
Коротко рассмотрим несколько специализированных моделей штангенциркулей, предназначенных для специальных видов работ. В торговой сети такие приборы появляются довольно редко.
• ШЦЦТ – применяется для замеров труб, его называют трубным штангенциркулем.• ШЦЦВ — для измерения внутренних размеров, имеет цифровой дисплей.• ШЦЦН – модель, аналогичная предыдущему прибору, служит для измерения наружных размеров.• ШЦЦУ — универсальный цифровой измеритель, в комплект входит комплект насадок для труднодоступных измерений: межцентровых расстояний, стенок труб, наружных и внутренних размеров и т.д.• ШЦЦД – прибор для измерения толщины тормозных дисков и деталей с наличием различных выступов.• ШЦЦП — штангенциркуль применяется для измерения глубины протектора шин автомобилей.• ШЦЦМ – штангенциркуль, предназначенный специально для замеров межцентровых расстояний.
1 — Шкала штанги2 — 21 деление3 — Шкала нониуса
На рисунке изображен порядок измерения. Слева показаны губки для внешних замеров с измеряемой деталью, а справа изображены шкалы: нониусная и основная. Их деления и определят результат измерения.— Сначала необходимо подсчитать количество целых миллиметров. Для этого нужно найти на шкале штанги деление, которое находится наиболее близко к нулю нониуса. Это деление указано первой верхней стрелкой красного цвета. В нашем случае эта величина равна 13 мм. Это значение необходимо запомнить, либо записать.— Далее нужно вычислить доли миллиметра. Для этого на шкале нониуса надо найти деление, совпадающее с делением на шкале штанги. Это деление на рисунке показано второй красной стрелкой.— Далее необходимо определить номер деления по порядку, для нашего случая получается 21.— Затем нужно это число умножить на цену деления шкалы нониуса. В нашем примере цена деления 0,01 мм.— Теперь необходимо подсчитать точную величину измерения, определенного штангенциркулем. Для этого нужно сложить целое число с долями миллиметра. В результате получается 13,21 мм.
При наличии циферблатного или цифрового штангенциркуля процесс измерения становится намного проще, так как рассчитывать ничего не нужно, готовый результат будет виден на дисплее или на циферблате.
Похожие темы: Комментарии:
electrosam.ru

Представляет собой универсальный инструмент, используемый для произведения измерений с высокой точностью наружных и внутренних размеров деталей, изделий, для измерения глубин отверстий.Инструмент характеризуется наличием измерительной линейки или штанги с нанесенной шкалой с делениями в миллиметрах. Также на одном конце обеспечивается неподвижной измерительной губкой. Предусмотрена и вторая губка, которая соединяется с подвижной рамкой со шкалой-нониусом, что позволяет совершать отсчет расстояния между губами, точность отсчета составляет доли миллиметра.
Штангенциркули от 0 до 2000 мм представляют собой штангенциркули с цифровой индикацией, с часовой индикацией и глубиномеры.
К штангенциркулям с цифровой индикацией относятся электронные штангенциркули. В таких моделях предусмотрена абсолютная защита от попадания жидкости или частиц твердых тел. Отличаются хорошей надежностью в результате двойной защиты от усилия измерения:
1) основные части конструкции подвергаются эффективной инкапсуляции, что помогает предупредить попадание пыли, металлических частиц, капель воды и масла во внутреннюю часть инструмента;
2) оснащаются электронной измерительной системой такого типа, которая характеризуется свойством невосприимчивости от 'влияния на нее магнитных полей и жидкостей.Электронные штангенциркули с магнитными делениями показывают себя в эксплуатации как измерительные системы высокой работоспособности для применения в различных условиях. Для приборов характерны надежность, точность и доступность в обращении с ними. Приборы оснащаются дисплеями, на которые выводятся исследуемые значения.
Некоторые модели изготавливаются из железосодержащего сплава и нержавеющей стали, при этом губки измерения наружных размеров покрываются нитридом титана, вес таких моделей небольшой, измерения производятся в пределах 150, 200, 300 мм. Также разработаны модели электронных штангенциркулей с наличием радиусных поверхностей, которые применяются для измерения внутренних размеров; при оснащении инструмента измерительными поверхностями в виде ножей производят измерения как внутренних, так и наружных размеров.
К штангенциркулям с часовой индикацией относятся циферблатные штангенциркули. Для таких моделей свойственны жесткая конструкция, противоударный дизайн, они отличаются простотой фиксирования исследуемых значений и высокой точностью, считаются идеальным инструментом для работы в мастерской. В моделях предусмотрен ползун с металлическим или пластиковым циферблатом. Для измерений в пределах 200, 300 мм они обеспечиваются приводным колесиком. Некоторые циферблатные штангенциркули представляют собой сочетание штанги, изготовленной из легких сплавов, и ползуна из нержавеющей стали. Также измерительные поверхности губок покрываются нитридом титана, что позволяет перейти к измерению наружных размеров. Пределы измерений определяются для таких моделей в 200, 300 мм.
Штангенглубиномеры — штангенциркули, не оснащенные неподвижной измерительной губкой, используются для измерения глубины отверстий и пазов. Представляют собой электронные измерительные приборы со съемными измерительными мостиками, также могут быть с укороченными измерительными поверхностями или фиксированными измерительными губками.
Существуют модели, оснащенные поворотной упорной пластиной и съемным мостиком. К ним относятся и небольшого размера штангенциркули с измерительной иглой, глубиномеры с нониусным отсчетом.
Горизонтальные и вертикальные шкальные индикаторы с цифровой индикацией, относящиеся к глубиномерам, способны закрепляться практически на всевозможных узлах зажимных устройств, на приспособлениях, осуществляющих настройку инструмента, на станках и при этом производить измерения. Они обеспечиваются гибким монтажом, чтобы закрепляться в любом положении. Стоит отметить среди глубиномеров штангенциркули, используемые для разметки, оснащаемые широкой подвижной губой в качестве опорной поверхности. Инструмент также способен производить измерение глубины, для этих целей используется обратная градуировка штанги.
Штангензубомер является прибором, который применяется для произведения измерения толщины зуба зубчатого колеса на расчетной глубине, разработан как соединение штангенглубиномера и штангенциркуля.
Штангенрейсмас — инструмент, используемый для измерения высоты и разметки, оснащается вместо неподвижной измерительной губки массивным основанием, для подвижной рамки с нониусом предусмотрена державка, выполняющая функцию крепления разметочных ножей. В случае разметки применяется чертилка. Также при произведении измерений могут употребляться специальные измерительные губки или головки.

enciklopediya-tehniki.ru
Лабораторная работа №1
Измерение линейных размеров и объемов твердых тел
Цель: Ознакомление с общими требованиями по выполнению экспериментальных измерений и оформлению результатов.
Задачи: Научиться: производить 1) прямые измерения линейных размеров тел с помощью штангенциркуля и микрометра 2) косвенные измерения по определению объемов твердых тел с использованием результатов прямых измерений;*
Оборудование: штангенциркуль, микрометр, металлическая пластина, полая металлическая трубка.
Краткая теория:
Штангенциркуль - прибор , применяющийся для измерения линейных размеров с точностью от 0,1 до 0,02 мм.
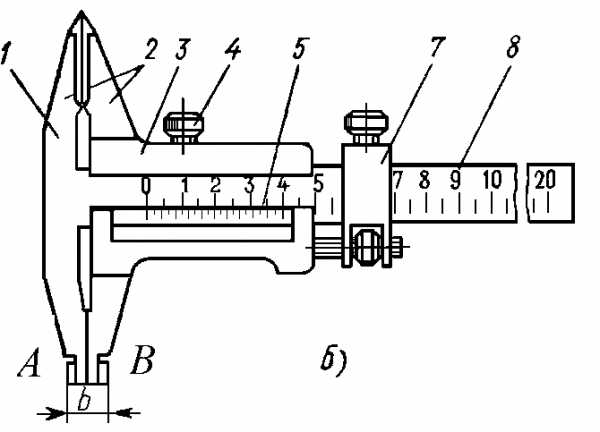
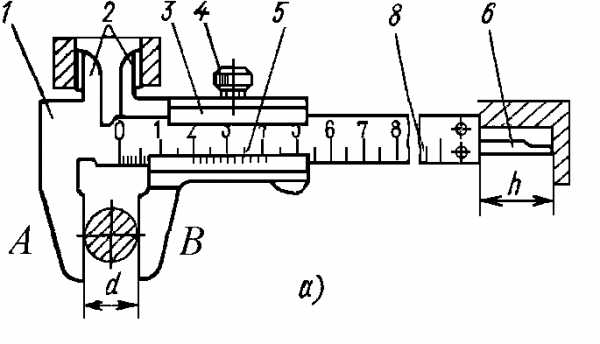
Прибор состоит ( см.рис.1 а ) из линейки ( штанги ) с миллиметровыми делениями ( основной масштаб ) и подвижной рамки с нониусом. На штанге и рамке имеются ножки. Между ножками зажимается измеряемый предмет и закрепляется винтом на рамке. Отсчет длины отрезка производят по нониусу.
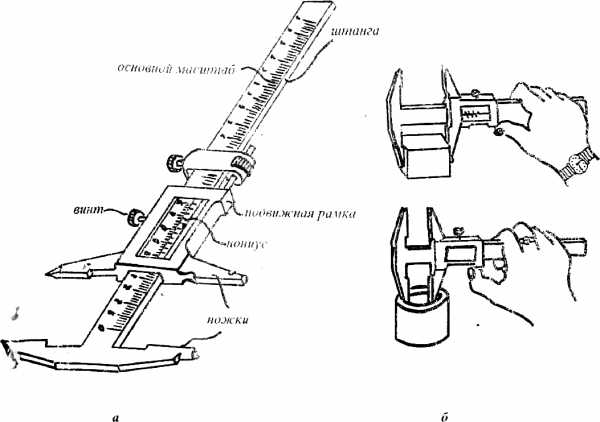
Рис.1. Штангенциркуль и его использование
Нониусом называется дополнительная шкала, перемещающаяся вдоль шкалы основного масштаба, позволяющая повысить точность измерения в данном масштабе в 10-20 раз. Самым простым нониусом является десятичный нониус, который дает возможность измерять длину с точностью до 0,1 деления основного масштаба (см. рис.2а).
Нониус представляет собой дополнительную линейку, разбитую на 10 равных делений. 10 делений нониуса равны 9 делениям основного масштаба 10 х = 9 мм, т.е. цена одного деления нониуса X = 0,9 мм.
Разность между ценой деления основного масштаба Y и ценой деления
ΔХ = Y - X = 1 мм - 0,9 мм = 0,1 мм. Эту величину называют точностью нониуса.
0 1 2
010
нониус
а б
0 1 2
l=6,7 0 10
в
Рис.2. Десятичный нониус: а) в нулевом положении; б) и в) при отсчете десятых долей масштаба.
Если нулевой штрих нониуса, а следовательно, и десятый, точно совпадают с каким-либо штрихом масштаба, то все остальные не совпадают со штрихами масштаба. Если же нулевой штрих нониуса не совпадает с масштабным, то найдется такой штрих шкалы нониуса, который совпадает с каким-либо штрихом масштаба ( см. рис.2 б и 2 в).
При положении нониуса, изображенном на рис.2 б, длина измеряемого отрезка l складывается из 14 мм делений масштаба, "пройденных" нулем нониуса, т.е. из 14 мм и отрезка Δl, длина которого равна расстоянию от четырнадцатого штриха масштаба до нуля нониуса. Найдем длину отрезка Δl не на глаз , а с помощью нониуса.
На рисунке точно совпал четвертый штрих деления нониуса с масштабным штрихом. Это означает, что измеряемый размер равен 14,4 мм.
На рис. 2 в нуль нониуса «прошел» метку 6 мм, с масштабным штрихом совпадает седьмой штрих нониуса. Здесь измерение дает 6,7 мм.
Итак, для нахождения десятых долей при помощи десятичного нониуса надо номер "совпадающего" деления нониуса умножить на точность нониуса ΔХ= 0,1 мм.
Способ отсчета длин и углов при помощи масштаба, снабженного любым нониусом остается таким же, как и для десятичного нониуса:
Чтобы произвести отсчет по нониусу, надо определить число делений масштаба, за которое переместился нулевой штрих нониуса, и прибавить к этому числу точность нониуса, умноженную на номер деления нониуса, штрих которого совпал со штрихом какого-либо деления масштаба.
Для измерения внутренних размеров ножки штангенциркуля вставляют внутрь отверстия, а затем раздвигают, как показано на рис.1 б. К отсчету по нониусу следует прибавить толщину ножек.
Микрометр - прибор, предназначенный для измерения линейных размеров тел с точностью до 0,01 мм.
Микрометр состоит ( см.рис.З ) изскобы с пяткой и трубкой. В трубке имеется внутренняя резьба, в которую ввинчен микрометрический винт с закрепленным на нем барабаном, на конце барабана имеется фрикционная головка- трещотка.
Рис.3. Микрометр
Действие микрометра основано на свойстве винта совершать при повороте его поступательное перемещение, пропорциональное углу поворота. При измерении предмет зажимается между пяткой и микрометрическим винтом. Для вращения барабана при этом пользуются фрикционной головкой. После того как достигнута определенная степень нажатия на предмет, фрикционная головка начинает проскальзывать, трещотка при этом издает треск. Благодаря этому зажатый предмет деформируется сравнительно мало (его размеры не искажаются) и микрометрический винт предохраняется от порчи.
На трубке нанесены деления основной шкалы. Барабан при вращении винта перемещается вдоль трубки. Шаг винта подбирают таким, что полный оборот барабана соответствует его смещению вдоль основной шкалы на длину наименьшего деления. На барабане нанесена добавочная шкала.
Обычно микрометры бывают двух типов:
1. Основная шкала микрометра имеет цену наименьшего деления 1 мм. Шаг микрометрического винта тоже 1 мм. Добавочная шкала барабана имеет 100 делений, цена каждого деления 0,01 мм.
Отсчет длины производят следующим образом: ( см.рис.4 ) число целых миллиметров определяемся последним видимым делением основной шкалы, число сотых долей миллиметра - делением барабана, стоящим против
линии А на трубке.
На рис.4 измеряемая длина равна 13,73 мм.
2. Основная шкала микрометра имеет цену наименьшего деления 0,5 мм. Шаг микрометрического винта тоже 0,5 мм. Половинные деления располагаются над линией основной шкалы ( см.рис.5 ). Шкала барабана разбивается на 50 делений, поэтому цена деления барабана равна 0,01 мм.
Отсчет длины производят следующим образом: число целых миллиметров определяется последним видимым делением основной шкалы + 0,5 мм , если после последнего видимого деления основного масштаба видно деление верхней шкалы, и + число сотых долей отсчитанных по барабану .
Шкалы микрометра в случае, когда на барабане нанесено 100 делений.
Рис.4
Шкалы микрометра в случае, когда на барабане нанесено 50 делений.
Рис.5
На рисунке 5 измеряемая длина равна 5 мм + 0,5 мм + 0.24 мм == 5,74 мм.
Рабочие формулы:
1) В первом задании данной работы определить объем металлической пластинки
V = abh, ( рабочая формула)
где а - длина пластинки;
в - ее ширина;
h- толщина.
Рис.6
2) Во втором задании необходимо определить объем полой трубки.Объем полой трубки равен разности объемов первого (наружного) и второго (внутреннего)цилиндров VX и Vz
VTP = VX - VZ
Формула объема цилиндра
V = (1/4)π H d2
Тогда объем трубки
VTP = (1/4)π H ( d12 – d22 ), ( рабочая формула)
где d1 и d2 - диаметры
наружного и внутреннего цилиндров,
Н - высота трубки (цилиндра).
Указания по выполнению работы:
1 задание: Определить объем металлической пластинки.
1. Подготовить таблицу измерений
| № измерения | hi | Δhi | ai | Δai | bi | Δbi | Vcp | ΔVcp |
| 1 | ||||||||
| 2 | ||||||||
| 3 5. | ||||||||
| 4 | ||||||||
| 5 | ||||||||
| Среднее значение |
2. Произвести 5 измерений толщины h в разных местах пластины с помощью микрометра. Результаты заносить в таблицу
3. Определить среднее арифметическое значение толщины hср по формуле
,
где n – число измерений, здесь n= 5, среднее вычисляем как сумму пяти значений, деленную на 5.
Вычислить абсолютную погрешность каждого измерения Δ hi
Δ hi = hср - hi
Вычислить среднюю абсолютную погрешность измерения Δ hcp
Такую же работу с пункта 2 по 5 проделать по измерению а - длины, b ширины пластины с помощью штангенциркуля.
Результаты измерений и вычислений занести в таблицу измерений.
По формуле V=a b h определите Vcp , подставляя средние значения hcp, acp. bcp.
.Определите абсолютную и относительную предельные погрешности косвенных измерений объема пластины дифференциальным методом.
При выполнении работы необходимо учитывать три погрешности, вносимые измерениями h, a, b в определении объема трубки, т.е. объем пластины является функцией трех переменных V(h, а, b).
Абсолютная погрешность для функции нескольких переменных в общем случае
Применим эту формулу для нашего случая. Абсолютная погрешность для объема пластины определяется как функция
Найдем частные производные функции
 = bh;
= bh;  =ah;
=ah;  =ab
=ab
Тогда
Рассчитайте абсолютную погрешность определяемого значения объема ΔVcp по данным из таблицы, подставляя средние значения величин и их абсолютных погрешностей.
Определите относительную погрешность по формуле
9. Значения объема записывают с указанием погрешности определения в виде
;ΔV/V = ΔVcp/Vcp*100%
Например, так:
V = 110,3+5,7 мм3; ΔV/V = 5,2%
2 задание: Определить объем металлической полой трубки
1. Подготовить таблицу измерений
| № измерения | Н | ΔН | d1 | Δd1 | d2 | Δ d2 | Vcp | ΔVcp |
| 1 | ||||||||
| 2 | ||||||||
| 3 5. | ||||||||
| 4 | ||||||||
| 5 | ||||||||
| Среднее значение |
2. Произвести по 5 измерений высоты Н, наружного диаметра d1, и внутреннего диаметра d2 в разных местах трубки. Занести значения в таблицу.
Определите средние значения Нср, d1ср, и d2ср.
Вычислить абсолютную погрешность каждого измерения ΔН, Δd1 , Δ d2
Определите Vcp. подставляя средние значения Нср, d1ср, и d2ср.
Вычислить относительную и абсолютную погрешности косвенных измерений объема трубки дифференциальным методом;
При выполнении работы необходимо учитывать три погрешности, вносимые измерениями Нср, d1ср, и d2ср в определении объема трубки, т.е. объем пластины является функцией трех переменных VТР (Нср, d1ср, и d2ср ).
В данном случае легче сначала найти относительную погрешность:
.
Для вычисления относительной погрешности прологарифмируем рабочую формулу:
Найдем частные производные:
 .
.
Тогда относительная погрешность запишется:
.
Вычислите относительную погрешность, подставляя средние значения всех величин из таблицы.
Затем определите абсолютную погрешность:  .
.
7. значения объема записывают с указанием погрешности определения в виде:
 ,
,
подставив числовые значения средних величин.
Контрольные вопросы:
Устройство штангенциркуля
Для чего служит нониус?
Что называют точностью нониуса?
Объясните, как производят измерения с использованием нониуса на примере штангенциркуля.
Как производят измерения внутренних размеров с помощью штангенциркуля?
Устройство микрометра
Назначение фрикционной головки
Какое смещение барабана вдоль основной шкалы при его полном обороте?
Как производят отсчет длины с помощью микрометра?
. Какие прямые и косвенные измерения производятся в данной работе.
. Какая величина является наиболее близкой к истинному значению измеряемой величины?
Что называют абсолютной погрешностью?
Что называют относительной погрешностью?
Как определить абсолютную погрешность, используя дифференциальный метод определения предельной погрешности?
Как определить относительную погрешность, используя дифференциальный метод определения относительной предельной погрешности?
Литература:
Физический практикум // под ред. Ивероновой В.И.
ГЕ.Пустовалов. Е.В. Талалаева. Простейшие физические измерения и их обработка"
studfiles.net