| НАИМЕНОВАНИЕ ПАРАМЕТРА | ЗНАЧЕНИЕ ПАРАМЕТРА | |
|---|---|---|
| Напряжение питания постоянного тока, В | 10,2 … 28,0 | |
| Ток потребления, mА, не более** — без учета тока потребления оповещателей | в дежурном режиме | 400 |
| в режиме «Пожар» | 650 | |
| Количество входов питания | 2 | |
| Время технической готовности прибора к работе, c | 5 | |
| Количество входов подключения шлейфов сигнализации | 20 | |
| Напряжение на клеммах ненагруженного входа, В | 26,5 … 27,5 | |
| Ограничение тока короткого замыкания ШС, не более, mА | 26,5 | |
| Сопротивление оконечного резистора шлейфа, кОм | 4,7±5 % | |
Макс. ток потребления всех извещателей в дежурном режиме, mА ток потребления всех извещателей в дежурном режиме, mА | для входов типа 1 (Пожарный дымовой) | 3,0 |
| для входов типа 2 (Пожарный комбинированный) | 1,2 | |
| Максимальное допустимое сопротивление чувствительного элемента линейного теплового извещателя (термокабеля), кОм | 1,5 | |
| Характеристики линии ШС: | макс. сопротивление проводов (без учета оконеч. резистора), Ом | 100 |
| сопротивление изоляции проводов, не менее, MОм | 50 | |
| Время сброса напряжения питания ШС, с | 3,0 | |
| Количество выходов: | без контроля, «сухой контакт» (130 В перем. / 170В пост., 0,1 А) | 3 |
| с контролем (10,2 … 28,0 В, 2,5 А) | 4 | |
| Номинальный ток нагрузки контролируемого выхода, mА | 5 … 2500 | |
| Сопротивление оконечного резистора выхода, кОм | 4,7±5 % | |
| Напряжение (отрицательное) на выключенном выходе, при подключенном оконечном резисторе, mВ | -1100 … — 2200 | |
| Ток контроля исправности линий выхода (обратный), не более, mА | -1,5 | |
| Степень защиты оболочки по ГОСТ 14254-2015 | IP40 | |
| Устойчивость к механическим воздействиям по ОСТ 25 1099-83 | категория размещения 3 | |
| Вибрационные нагрузки: | диапазон частот, Гц | 1 … 35 |
| максимальное ускорение, g | 0,5 | |
| Климатическое исполнение по ОСТ 25 1099-83 | О3 | |
| Диапазон рабочих температур, °С | –30 … +55 | |
| Относительная влажность воздуха, % (при + 25 °С) | 98 | |
| Масса прибора, кг | 0,5 | |
| Габаритные размеры прибора, мм | 332х177х42 | |
| Средняя наработка прибора на отказ в дежурном режиме работы, ч | не менее 80000 | |
| Вероятность безотказной работы | 0,98758 | |
| Средний срок службы прибора, лет | 10 | |
| * Используйте Фильтр по разделу для поиска необходимого оборудования.
|
17.02.2021 С наступающим Днем защитника Отечества!
………………………. Подробнее… 18.12.2020 С Новым Годом!Коллектив ООО «Интеллектуальные системы безопасности» спешит поздравить своих клиентов и коллег с наступающим Новым 2021 годом! ………………………. Подробнее… 16.10.2020 Серьезный клиент, серьезные работыООО «Интеллектуальные системы безопасности» заключило очередной крупный контракт — техническое обслуживание электронных систем подсчета посетителей на территории СТЦ «МЕГА» Нижний Новгород. ………………………. Подробнее… 04.09.2020 Новые объекты на ТО!Даже пандемия не смогла остановить нас. ………………………. Подробнее… 27.03.2020 Переход на дистанционную работуВНИМАНИЕ! С 30.03 по 31.07 наша компания будет работать дистанционно. По всем вопросам просим обращаться на электронную почту [email protected] или по телефону +7 (831) 262-12-45. ………………………. Подробнее… Все статьи |

 ..+50°С, 156х107х35 мм.
..+50°С, 156х107х35 мм.

 Новые клиенты на техническое обслуживание автоматических систем пожарной сигнализации и оповещения людей о пожаре продолжают обращаться к нам и заключать с нами взаимовыгодые соглашения.
Новые клиенты на техническое обслуживание автоматических систем пожарной сигнализации и оповещения людей о пожаре продолжают обращаться к нам и заключать с нами взаимовыгодые соглашения.Системы безопасности в МИИТ | Secuteck.Ru
В рубрику «Опыт и проблемы потребителей» | К списку рубрик | К списку авторов | К списку публикаций
Системы безопасности в МИИТ
 За несколько лет эти сооружения были оборудованы различными видами охранно-пожарной сигнализации и системами видеонаблюдения. Ниже изложен сравнительный анализ результатов работы и эффективности данных систем.
За несколько лет эти сооружения были оборудованы различными видами охранно-пожарной сигнализации и системами видеонаблюдения. Ниже изложен сравнительный анализ результатов работы и эффективности данных систем.
Охранно-пожарная сигнализация
Комплекс компьютерной охранной сигнализации «ДНК» (фирма «Нанко»)
Эта система установлена в учебных корпусах ГУК-1 и ГУК-5 и в административном корпусе ГУК-10. Основу ее составляет приемно-контрольное устройство, имеющее на входе 32 охранно-пожарных шлейфа, к каждому из которых возможно подключение как приборов, работающих «по току» (от шлейфа сигнализации, «Фотон-8») по параллельной схеме через резистор 6,8 кОм, так и приборов, работающих «по напряжению» (питание 12 В отдельно, Ademco 998L) по последовательной схеме через резистор 2,2 кОм. В зданиях МИИТ применяются оба типа извещателей. Пожарная сигнализация через эту систему в МИИТ не подключена.
Несколько концентраторов объединяются в единую цепь по двухпроводной схеме с помощью «витой пары» и через «блок согласования» подключаются к персональной ЭВМ на пульте охраны.
Несмотря на наглядность вывода тревог и универсальность подключения датчиков, в процессе работы выявлены серьезные недостатки этой системы:
- Сложность программной настройки комплекса, необходимость высокой квалификации дежурных в обращении с персональным компьютером.
- Частые сбои системы из-за перезагрузок ПЭВМ, отключения питания, выполнение посторонних действий на компьютере дежурными.
- Эксклюзивность аппаратной части системы привела к тому, что замена их в случае выхода из строя не представляется возможной.

Комплекс охранно-пожарной сигнализации «Юнитроник» (компания «Юнитест»)
Система установлена в учебном корпусе ГУК-2.
В нее входит адресная метка или модуль адресации — небольшое приемно-контрольное устройство, имеющее на входе 1 охранно-пожарный шлейф. Возможно подключение к каждому из них как приборов, работающих «по току» от шлейфа сигнализации («Фотон-8», ИП-212-ЗСУ), так и приборов, работающих «по напряжению» с питанием 12 В отдельно (Ademco 998L). В зданиях МИИТ применяются оба типа извещателей. ГУК-2 оборудован по этой схеме и охранной, и пожарной сигнализацией.
Метки объединяются в единую цепь по двухпроводной схеме и с помощью «витой пары» выводятся на приемно-контрольный прибор Unitronic FG 496C, который имеет 4 адресных шлейфа и позволяет подключить до 384 адресных меток или специализированных адресных охранно-пожарных датчиков. Для удобства пользователей к пульту подключается дополнительный выносной пульт управления Unitronic FG 496P, что позволяет управлять системой на значительном удалении от нее. Питание всех приборов осуществляется постоянным током 24 В от блока питания типа «Скат».
Питание всех приборов осуществляется постоянным током 24 В от блока питания типа «Скат».
Возможно объединение нескольких приемно-контрольных приборов Unitronic FG 496C в единую сеть с помощью интерфейса RS-232 с выводом информации на центральный компьютер. Доступ к управлению системой обеспечивается с помощью электронных ключей Touch Memory с четырьмя различными областями доступа. Все тревожные сообщения, поступившие с датчиков, фиксируются в энергонезависимой памяти и могут быть выведены на ЖК-дисплей или распечатаны на принтере. Прибор подает несколько видов звуковых сигналов, сигнализирующих о пожаре, тревоге, неисправности и т.д.
Допускается подсоединение к системе модулей адресации управляющих, предназначенных для формирования адресных управляющих сигналов запуска и контроля состояния устройств оповещения, дымоудаления, пожаротушения и т.п.
Преимущество системы «Юнитроник» перед другими подобными системами состоит в значительном уменьшении затрат на кабельные и расходные материалы. Нет необходимости вести провода от каждого датчика на пульт, их заменяет один общий провод, на котором прикреплены метки. Также следует отметить сложности, с которыми мы столкнулись:
Нет необходимости вести провода от каждого датчика на пульт, их заменяет один общий провод, на котором прикреплены метки. Также следует отметить сложности, с которыми мы столкнулись:
- Сложность программной настройки комплекса, необходимость высокой квалификации дежурных в обращении с персональным компьютером.
- Трудоемкость обслуживания. Нахождение и ремонт множества адресных меток по периметру здания представляет большие трудности.
- Ограниченное расстояние от адресных извещателей до приемно-контрольного прибора (не более 500 м).
Комплекс пожарной сигнализации «ППК-2» (фирма «ИВС-Сигналспецавтоматика»)
Этой системой оборудованы ГУК-1, ГУК-5, ГУК-10, и общежитие № 1 улучшенной планировки.
Прибор ППК-2 — приемно-контрольный прибор, имеющий 20 пожарных шлейфов, к которым можно подключать любые пожарные датчики. Подключение осуществляется по двухпроводным шлейфам «по току» (питание на датчик подается со шлейфа — 24 В). В МИИТ к этой системе подключены пожарные датчики ИП-ЗСУ, ИП-212-41 и ИП-212-5МЗ. Питание прибора может осуществляться как от сети переменного тока 220 В, так и постоянным током 24 В от блока питания типа «Скат». На каждом блоке находятся 20 секторов, каждый из которых соответствует определенному шлейфу, контролирующему помещение или группу помещений. На этих секторах находятся 2 световых индикатора, красный и зеленый и 3 кнопки.
В МИИТ к этой системе подключены пожарные датчики ИП-ЗСУ, ИП-212-41 и ИП-212-5МЗ. Питание прибора может осуществляться как от сети переменного тока 220 В, так и постоянным током 24 В от блока питания типа «Скат». На каждом блоке находятся 20 секторов, каждый из которых соответствует определенному шлейфу, контролирующему помещение или группу помещений. На этих секторах находятся 2 световых индикатора, красный и зеленый и 3 кнопки.
Взятие на контроль шлейфов происходит автоматически. Все кнопки, черные и белые, должны быть отжаты. Группа датчиков на каждом шлейфе запитывается напряжением постоянного тока 24 В, подаваемого ППК, и начинает работать в режиме наблюдения за состоянием окружающей среды. Тепловые датчики реагируют на превышение температуры, дымовые датчики — на появление дыма в помещениях, ручные датчики — на поворот рычага. При срабатывании любого из датчиков раздается звуковой сигнал, и верхняя лампочка загорается красным светом. При нарушении контактов в шлейфе (обрыв провода или неисправность датчика) также раздается звуковой сигнал, и нижняя лампочка загорается зеленым светом. Чтобы прекратить звук и мигание лампочки, нужно нажать верхнюю кнопку и кнопку «Сброс».
Чтобы прекратить звук и мигание лампочки, нужно нажать верхнюю кнопку и кнопку «Сброс».
Главным преимуществом использования приборов ППК-2 служит возможность их соединения с системой автоматического дымоудаления и пожаротушения, как это сделано в корпусе ГУК-5. От каждого шлейфа подается сигнал на соответствующее реле в пульте управления, и при срабатывании датчика в той или иной группе помещений задействуется система удаления дыма или подачи воды. Многие пожарные комплексы могут осуществить это лишь через специальные согласующие приборы.
Главным недостатком ППК-2 является большая масса прибора (больше 20 кг), что создает сложности при подключении, обслуживании и ремонте, а также отсутствие универсальности при подключении охранных датчиков (хотя подключить простую цепь «на разрыв» возможно).
Комплекс охранно-пожарной сигнализации «Орион» на основе приборов «Сигнал-20» (фирма «Болид»)
Эта система установлена в общежитии № 2, РАПСе и ХРСУ.
«Сигнал-20» — приемно-контрольный прибор, имеющий 20 охранно-пожарных шлейфов, к которым можно подключать любые охранные и пожарные датчики. Подключение можно осуществлять как «по току» (питание на датчик подается со шлейфа — 24 В), так и «по напряжению» (питание на датчик подается отдельно). В МИИТ к этой системе подключены охранные датчики «Ademco 998L» и пожарные датчики ИП-ЗСУ и ИП-212-41. Питание прибора осуществляется постоянным током 24 В от блока питания типа «Скат». Постановка на охрану осуществляется простым нажатием кнопки, соответствующей данному шлейфу и помещению (группе помещений). При срабатывании датчиков раздается звуковой сигнал, и световой индикатор шлейфа загорается красным светом.
Из всех существующих систем эта показала себе наиболее простой, надежной и удобной в обращении,обслуживании и ремонте. Необходимо отметить, что в больших зданиях при использовании нескольких приборов «Сигнал-20» также возможно их объединение в единую цепь по двухпроводной схеме с помощью «витой пары» и подключение к пульту «С2000». К пульту «С2000» возможно подключение до 127 приборов «Сигнал-20», что дает большие возможности для расширения. В свою очередь, пульты «С2000» также можно объединить в единую сеть с помощью интерфейса RS-485 с выводом информации на центральный компьютер с помощью прибора «ПИ-ГР» (преобразователь интерфейсов с гальванической развязкой) и преобразованием в интерфейс RS-232. Система остается работоспособной даже в случае выхода из строя компьютера. Кроме того, компьютерная программа «Орион», разработанная фирмой «Болид», дает следующие возможности:
К пульту «С2000» возможно подключение до 127 приборов «Сигнал-20», что дает большие возможности для расширения. В свою очередь, пульты «С2000» также можно объединить в единую сеть с помощью интерфейса RS-485 с выводом информации на центральный компьютер с помощью прибора «ПИ-ГР» (преобразователь интерфейсов с гальванической развязкой) и преобразованием в интерфейс RS-232. Система остается работоспособной даже в случае выхода из строя компьютера. Кроме того, компьютерная программа «Орион», разработанная фирмой «Болид», дает следующие возможности:
- Контроль за постановкой и снятием с охраны.
- Контроль над управлением доступа (шлагбаум, турникет, домофон и т.д.).
- Видеонаблюдение и видеоконтроль, (подключение непосредственно к компьютеру).
- Управление устройствами дымоудаления, пожаротушения, оповещения и т.п. с помощью приборов «С2000-АСПТ» и «С2000-КПБ».
- Постановка/взятие под охрану с помощью клавиатуры, смарт-карт и электронных ключей Touch Memory, PIN-кода.

- Программирование сценариев для управления устройствами дымоудаления, пожаротушения и оповещения.
- Различные способы ведения записи видеонаблюдения и реагирование на разнообразные события с детектором движения.
- Контроль и управление доступом через 254 точки входа.
Основными преимуществами системы «Орион» с использованием приборов «Сигнал-20», «С2000» являются:
- Низкие затраты в расчете на один шлейф или одну точку прохода.
- Широкие возможности по контролю и управлению различными системами охранно-пожарной безопасности, видеонаблюдения, контроля доступа, управления процессами дымоудаления, пожаротушения и оповещения.
- Простота и надежность в работе, обслуживании и ремонте.
- Устойчивость системы в случае выхода из строя компьютера.
Неплохим аналогом прибора «Сигнал-20» служит прибор «Минитроник-24», использованный в ХРСУ. Он имеет 24 шлейфа охранно-пожарной сигнализации, работает от напряжения 12-24 В и обладает теми же возможностями расширения.
Вывод
Наиболее удачной из всех показала себя система «Орион» на основе приборов «Сигнал-20». Она проста, надежна, удобна в эксплуатации и ремонте, совместима со всеми видами датчиков и обладает неограниченными возможностями расширения.
Видеонаблюдение
Системами видеонаблюдения оборудованы корпуса ГУК-1, ГУК-8, ГУК-10 и Дом культуры МИИТ Во всех этих корпусах созданы одинаковые системы аналогового видео. Видео-камеры черно-белые уличные WAT-300DH, либо видеокамеры черно-белые внутренние KUC 38/50 подсоединяются посредством коаксиального кабеля к мониторам черно-белым HS-BM092. Для уменьшения количества мониторов используются квадраторы — приборы, делящие экран монитора на 4 части, так что на мониторе можно видеть сразу 4 изображения с видеокамер. Для сохранения информации используется видеомагнитофон, который подключается к монитору или квадратору. Возможно также подключение камер через мультиплексор — прибор, который делит экран на 16 частей. Но он обладает более высокой стоимостью и сложен в наладке и эксплуатации.
Но он обладает более высокой стоимостью и сложен в наладке и эксплуатации.
Данная система проста, надежна, удобна в эксплуатации. Она может работать в круглосуточном режиме в течение многих лет.
Перспективы внедрения новых технических средств
Развитие технического прогресса диктует необходимость внедрения улучшенных средств охранно-пожарной сигнализации и видеонаблюдения. Постепенно внедряются новинки — цифровое видео, где сигнал от Web-камер приходит на компьютер по локальной сети как с помощью «витой пары», так и беспроводным методом. Планируется оснащение корпусов системой беспроводной охранно-пожарной сигнализации, где сигнал на пульт поступает по выделенному радиоканалу. Проходные оснащаются системой контроля доступа — турникетами, выведенными на компьютер, которые осуществляют контроль над пропускным режимом.
Опыт работы и сравнение различных средств охранно-пожарной сигнализации, видеонаблюдения и контроля доступа полезен, так как позволяет выбрать наиболее простую, надежную и безотказную систему. Ведется дальнейшая работа в этом направлении.
Ведется дальнейшая работа в этом направлении.
Н.М.Борисов,
начальник Управления охраны и пожарной безопасности МИИТ
Опубликовано: Каталог «Пожарная безопасность»-2004
Посещений: 27296
Автор
| |||
В рубрику «Опыт и проблемы потребителей» | К списку рубрик | К списку авторов | К списку публикаций
Схема ппк 2 — kid-stock.ru
Скачать схема ппк 2 txt
Продажа оборудования и материалов для обеспечения объектов системами безопасности, видео-наблюдения, пожаротушения, связи. Вы можете связаться с Вашим менеджером посредством электронных средств связи или по телефону Бабушкинская, Свиблово г. Москва ул. Шушенская д. Заказать ППК ППК-2 Пульт приемно-контрольный предназначен для работы в системах пожарной сигнализации в качестве приемно-контрольного пожарного прибора, Снят с производства.
Вы можете связаться с Вашим менеджером посредством электронных средств связи или по телефону Бабушкинская, Свиблово г. Москва ул. Шушенская д. Заказать ППК ППК-2 Пульт приемно-контрольный предназначен для работы в системах пожарной сигнализации в качестве приемно-контрольного пожарного прибора, Снят с производства.
ППК-2 Пульт приемно-контрольный. Пульт ППК-2 предназначен для работы в системах пожарной сигнализации различных зданий и сооружений в качестве приемно-контрольного прибора. Пульт ППК-2 обеспечивает прием сигналов тревожных извещателей по двухпроводным шлейфам от автоматических и ручных пожарных извещателей с нормально-замкнутыми и нормально-разомкнутыми контактами, а также от активных пожарных извещателей с бесконтактным выходом ДИП , ДИП-5М1 , ДИП-5М3 и др.
Пульт ППК-2 представляет собой блочную конструкцию, основой которой является каркас с поворотной рамой. Задняя стенка пульта ППК-2 предназначена для крепления на стену помещения, на ней же размещены колодки с клеммами для подключения внешних цепей. Принцип действия пульта ППК-2 основан на постоянном контроле токов различного направления в двухпроводных шлейфах сигнализации. Питание пульта ППК-2 осуществляется как от основного источника — сети переменного тока В, 50 Гц, так и от резервного — аккумуляторной батареи 24 В или от резервных источников питания типа БРП Пульт ППК-2 обеспечивает выполнение следующих основных функций:.
Принцип действия пульта ППК-2 основан на постоянном контроле токов различного направления в двухпроводных шлейфах сигнализации. Питание пульта ППК-2 осуществляется как от основного источника — сети переменного тока В, 50 Гц, так и от резервного — аккумуляторной батареи 24 В или от резервных источников питания типа БРП Пульт ППК-2 обеспечивает выполнение следующих основных функций:.
Для обеспечения живучести системы пожарной сигнализации прибор ППК-2 обеспечивает возможность блокировки прохождения каких-либо сигналов с неисправных блоков БПР-М в общие цепи. Средняя наработка пульта ППК-2 на отказ составляет ч на один шлейф в течение срока службы 10 лет. Гарантийный срок эксплуатации — 18 месяцев со дня ввода пульта ППК-2 в эксплуатацию или по истечении гарантийного срока хранения.
Продажа оборудования и материалов для обеспечения объектов системами безопасности, видео-наблюдения, пожаротушения, связи Вы можете связаться с Вашим менеджером посредством электронных средств связи или по телефону Каталог товаров._%D0%BF%D0%BF%D0%BA-2_%D0%BF%D0%BF%D0%BA-3_%D0%BF%D0%BF%D0%BA-4.jpg)
Подключил к прибору ППК-2Б шлейф, согласно паспортам прибора и датчиков. А ДИП со светодиодом и кнопкой проверки датчика ржёт надо мной и не хочет срабатывать. Светодиод не горит. Кто монтировал этот прибор наверняка тоже посмеиваются, но очень хотелось бы услышать совет опытного монтажника, что не так в моей схеме сборки шлейфа?
В шлейфе 3шт.
rtf, PDF, fb2, EPUBПохожее:
| Количество шлейфов сигнализации | 2 |
| Информативность (кол-во видов извещений) | 17 |
| Емкось буфера извещений (количество событий) | 40 |
| Количество идентификаторов (proximity-карт, цифровых кодов, брелоков, ключей ТМ) | 64 шт. |
| Напряжение на входе ШС при номинальном сопротивлении шлейфа (7,5 кОм ) | 19,5 ± 0,5 В |
| Суммарная токовая нагрузка в ШС в дежурном режиме, не более | 1,5 мА |
| Напряжение/ток выходов реле ПЦН1, ПЦН2, ПЦН4, до | 100 В / 150 мА |
| Напряжение/ток выхода реле ПЦН3, до | ~ 250 В / 3 А |
| Ток потребления по выходу «ОПВ» (оповещение), не более | 300 мА |
| Ток потребления по выходу «12В» для питания извещателей, не более | 400 мА |
| Ток потребления по выходу «ЛМП» для питания внешнего светового оповещателя 12В (при наличии подключенного, заряженного аккумулятора), не более | 200 мА |
| Ток потребления по выходу «СИР» для питания внешнего звукового оповещателя 12В (при наличии подключенного, заряженного аккумулятора), не более | 1 А |
| Напряжение питания сети (переменный ток 50 Гц) | 187…242 В |
| Мощность, потребляемая от сети, не более | 15 ВА |
| Напряжение питания от аккумуляторной батареи | 11,8. ..14,0 В ..14,0 В |
| Номинальная емкость резервного аккумулятора | 7 Ач |
| Ток потребления от аккумулятора в дежурном режиме (при отсутствии внешних потребителей), не более | 40 мА |
| Ток потребления от аккумулятора в режиме «Пуск», «Пожар», «Тревога», не более | 60 мА |
| Степень защиты оболочкой (при эксплуатации прибора закрепленного на ровной поверхности) | IP40 |
| Диапазон рабочих температур | -30… 50 °С |
| Габаритные размеры | 250x210x80 мм |
| Масса без аккумулятора, не более | 700 г |
Рубикон ППК-М (Прибор приемно-контрольный, графический дисплей)
При подключении адресных устройств (АУ) к собственным адресным шлейфам ППК-М их общая численность может достигать: 255 АУ в топологии «кольцо» и 510 АУ в топологии «два луча». С применением подключаемых по интерфейсу RS-485 сетевых контроллеров адресного шлейфа КА2 (до восьми КА2) возможности ППК-М существенно вырастают: до 2295 АУ в топологии «только кольца» и до 4590 в топологии «только лучи». Адресная система безопасности Рубикон допускает произвольную топологию: сочетание колец, лучей, ответвлений и т.д., с соответствующим изменением максимального числа подключаемых АУ к ППК-М. На допустимое число подключаемых к ППК-М АУ влияет также лимит общего токопотребления всех устройств системы.
Адресная система безопасности Рубикон допускает произвольную топологию: сочетание колец, лучей, ответвлений и т.д., с соответствующим изменением максимального числа подключаемых АУ к ППК-М. На допустимое число подключаемых к ППК-М АУ влияет также лимит общего токопотребления всех устройств системы.
Помимо сетевых контроллеров адресного шлейфа КА2, предусмотрено подключение к ППК-М прочих сетевых устройств, общим числом до 31: контроллеров шлейфов сигнализации СКШС, контроллеров исполнительных устройств СКИУ, контроллера устройств считывания кода КД2, пульта управления ПУО, контроллера управления пожаротушением СКУП и т.д. Имея широкий спектр поддерживаемых адресных и неадресных устройств разного назначения, ППК-М является законченным решением для просмотра состояния, управления и конфигурирования охранных и пожарных систем, СКУД, контроля технологических параметров на объектах средней сложности, в т.ч. автономных.
Одной из ключевых особенностей ППК Рубикон выступает распределение управляемых устройств по задаваемым областям (комната, этаж и т. д.) с возможностью иерархии, т.е. объединения нескольких областей в новую область уровнем выше.
д.) с возможностью иерархии, т.е. объединения нескольких областей в новую область уровнем выше.
Основные состояния для контролируемых областей:
- «Норма»: дежурный режим
- «Пожар 1»: тревожное состояние «Внимание»
- «Пожар 2»: тревожное состояние «Пожар»
- «Тревога»: охранное тревожное состояние
- «Задержка тревоги»
- «Задержка взятия»
- «Неисправность»
- «Не готова»
- «На охране»
В заданных областях контролируется состояние и настраиваются параметры всех устройств области, в зависимости их от типа и назначения. В АСБ Рубикон в большинстве случаев параметры устройств задаются только с ППК.
Наряду с подключением к адресному шлейфу и интерфейсу RS-485, возможности подключения ППК-М включают:
- два токовых выхода (Iвых до 100 мА) для оповещателей, с контролем обрыва и короткого замыкания
- релейный выход постоянного или переменного тока с переключающимися контактами (Iвых до 3 А) для управления автоматикой, нормально-замкнутого и нормально-разомкнутого типа
ППК-М выполнен в компактном разъемном корпусе, оснащенном датчиком вскрытия. Для настройки непосредственно с ППК-М служит многострочный ЖК-дисплей и панель управления с защитной откидной крышкой. В верхней части корпуса находятся два красно/зеленых световых индикатора состояния: левый пожарный и правый охранный. Звуковые оповещения выполняются с помощью встроенного динамика.
Для настройки непосредственно с ППК-М служит многострочный ЖК-дисплей и панель управления с защитной откидной крышкой. В верхней части корпуса находятся два красно/зеленых световых индикатора состояния: левый пожарный и правый охранный. Звуковые оповещения выполняются с помощью встроенного динамика.
При задании конфигурации с ПК подключение выполняется по интерфейсу RS-485, через адаптеры RS-485/USB или RS-485/RS-232.
Устройство имеет встроенный считыватель Proximity-карт типа Em-marine.
| Номинальное напряжение питания, В | 12 или 24 |
| Допустимый диапазон напряжения питания, В | |
| — мин. | 9 |
| — макс. | 28 |
| Собственная панель управления и дисплей | Да |
| Управление с ПК, подключение через RS-485 | Да, подключение через RS-485 и адаптеры RS-485/USB или RS-485/RS-232 |
| Управление с ПК,с подключением через Ethernet | Нет |
| Максимальное количество АУ, подключаемых на собственные адресные шлейфы: | |
| — в топологии «кольцо» | 255 |
| — в топологии «два луча» | 510 |
| Максимальное количество устройств КА2, подключаемых по интерфейсу RS-485 | 8 |
| Максимальное количество подключаемых сетевых устройств, помимо КА2 | 31 |
| Максимальное количество АУ на всех адресных шлейфах (собственные АШ + 8 КА2) | |
| — в топологии «только кольца» | 2295 |
| — в топологии «только лучи» | 4590 |
| Максимальное количество областей | 450 |
| Максимальное количество объединенных в разные области технических средств | 4000 |
| Максимальное количество пользователей | 5000 |
Макс. ток потребления при напряжении 12 В, мА: ток потребления при напряжении 12 В, мА:
|
|
| — в дежурном режиме при 255 извещателях | 220 |
| — в режиме оповещения | 900 |
| Максимальное потребление устройств адресного шлейфа (каждый луч по отдельности или кольцо в целом), мА : | |
| — в дежурном режиме (режим шлейфа 20 В, 40 мА) | 30 |
| — в дежурном режиме (режим шлейфа 20 В, 100 мА) | 80 |
| — в режиме оповещения (максимум) | 80 |
| Количество выходов для подключения оповещателей | 2 |
| Параметры выходов для подключения оповещателей (для каждого выхода) | |
| — напряжение | равно напряжению питания ППК-М |
| — ток, мА, не более | 100 |
| Параметры релейного выхода для управления автоматикой: | |
| — напряжение, переменный ток, В, не более | 125 |
| — напряжение, постоянный ток, В, не более | 30 |
| — ток, А, не более | 3 |
| Поддержка карты памяти | microSD или microSDHC, до 16 ГБ |
| Степень защиты от воздействия окружающей среды по ГОСТ 14254-96 | IP20 |
| Степень жесткости требований электромагнитной совместимости | не ниже 2-ой |
| Диапазон рабочих температур, °С | |
| — от | +5 |
| — до | +55 |
| Допустимая относительная влажность воздуха при температуре +40°С, %, не более | 93 % |
| Габаритные размеры, мм (ширина х высота х глубина) | 145х120х42 |
| Масса, кг, не более | 0,35 |
__________________________________
ПРЕИМУЩЕСТВА РУБИКОН
∙ Простота монтажа
∙ Питание по адресному шлейфу
∙ Простота настройки, автоматическое определение адресных устройств в шлейфе
∙ Простота адресации: по серийному номеру
∙ Параметры всех АУ настраиваются с ППК
___________________________________
Кварц, вариант 2.
 Прибор приемно-контрольный охранно-пожарный в Челябинске недорого
Прибор приемно-контрольный охранно-пожарный в Челябинске недорогоКварц, вариант 2. Прибор приемно-контрольный охранно-пожарный.
Прибор приемно-контрольный охранно-пожарный «Кварц» вариант 2 предназначен для охраны малых и средних объектов, оборудованных электроконтактными и токопотребляющими охранными или пожарными извещателями и позволяет подключить один шлейф сигнализации, который может выполнять функции охранного или пожарного. Извещения о тревоге и пожаре на пульт централизованного наблюдения передаются разрывом линий реле ПЦН1, ПЦН2. Прибор ставится на охрану и снимается с охраны или с помощью выключателя или с помощью электронных ключей.
Внимание! Тип используемых с прибором электронных ключей Touch Memory — DS1990А. Корпус прибора изготовлен из ABS-пластика и помимо привлекательного внешнего вида и компактности обеспечивает удобство монтажа прибора и эргономичность панели светодиодных индикаторов. Индикаторы отображают информацию о состоянии прибора, сигнализируют о постановке на охрану и снятии прибора с охраны, о срабатывании извещателей, о переключении прибора на электропитание от резервного источника питания в случае пропадания сетевого напряжения, о нарушении целостности соединительных линий оповещения и др. Информационная ёмкость (количество ШС)1
Информативность (количество видов извещений)12
Количество идентификаторов (ключей TM, рroximity-карт, брелоков, цифровых кодов)7
Напряжение на входе ШС при его номинальном сопротивлении18±3 В
Суммарная токовая нагрузка в ШС в дежурном режиме, не более1,5 мА
Параметры выходов ПЦН1, 2 («сухой» контакт оптореле): напряжение/ток, до72 В / 50 мА
Параметры выхода реле ПЦН3: постоянное напряжение/ток, до= 30 В / 3 А
Параметры выхода реле ПЦН3: переменное напряжение/ток, до~ 250 В / 3 А
Ток потребления по отключаемому выходу 12 В «ПИ» для питания извещателей, не более100 мА
Ток потребления по неотключаемому выходу «+12В» для питания извещателей, не более200 мА
Ток потребления по выходу «ЛМП» для питания внешних световых оповещателей 12 В, не более150 мА
Ток потребления по выходу «СИР» для питания внешних звуковых оповещателей 12 В, не более500 мА
Напряжение питания сети (переменный ток 50 Гц)187…242 В
Мощность, потребляемая от сети (с заряженным аккумулятором и при отсутствии внешних потребителей) во всех режимах, не более8 ВА
Напряжение питания от аккумулятора11,8.
Информационная ёмкость (количество ШС)1
Информативность (количество видов извещений)12
Количество идентификаторов (ключей TM, рroximity-карт, брелоков, цифровых кодов)7
Напряжение на входе ШС при его номинальном сопротивлении18±3 В
Суммарная токовая нагрузка в ШС в дежурном режиме, не более1,5 мА
Параметры выходов ПЦН1, 2 («сухой» контакт оптореле): напряжение/ток, до72 В / 50 мА
Параметры выхода реле ПЦН3: постоянное напряжение/ток, до= 30 В / 3 А
Параметры выхода реле ПЦН3: переменное напряжение/ток, до~ 250 В / 3 А
Ток потребления по отключаемому выходу 12 В «ПИ» для питания извещателей, не более100 мА
Ток потребления по неотключаемому выходу «+12В» для питания извещателей, не более200 мА
Ток потребления по выходу «ЛМП» для питания внешних световых оповещателей 12 В, не более150 мА
Ток потребления по выходу «СИР» для питания внешних звуковых оповещателей 12 В, не более500 мА
Напряжение питания сети (переменный ток 50 Гц)187…242 В
Мощность, потребляемая от сети (с заряженным аккумулятором и при отсутствии внешних потребителей) во всех режимах, не более8 ВА
Напряжение питания от аккумулятора11,8. ..14,0 В
Номинальная емкость резервного аккумулятора1,2 Ач
Ток потребления от аккумулятора (при отсутствии внешних потребителей), не более в дежурном режиме / режиме тревоги40 / 65 мА
Вероятность эффективного срабатывания0,97
Степень защиты оболочкойIP10
Диапазон рабочих температур-30… 55 °С
Габаритные размеры192x151x60мм
Масса без аккумулятора, не более0,5 кг
..14,0 В
Номинальная емкость резервного аккумулятора1,2 Ач
Ток потребления от аккумулятора (при отсутствии внешних потребителей), не более в дежурном режиме / режиме тревоги40 / 65 мА
Вероятность эффективного срабатывания0,97
Степень защиты оболочкойIP10
Диапазон рабочих температур-30… 55 °С
Габаритные размеры192x151x60мм
Масса без аккумулятора, не более0,5 кг
(Pp, Ppk, Cp, Cpk)
Cp, Pp, Cpk и Ppk — это индикаторы возможностей и производительности вашего процесса. Способен ли процесс? Приемлем ли процесс? Как на самом деле ведет себя процесс по сравнению с тем, как он теоретически мог бы себя вести? Это вопросы, которые вы можете задать во время проекта DMAIC как на этапе измерения (если у вас есть хорошие существующие данные), так и на этапе контроля после того, как вы внедрили свои изменения.
Эта статья посвящена общему анализу возможностей и производительности процесса (Pp, Ppk, Cp, Cpk).
Если вам нужны более подробные сведения, включая расчеты и т. Д., См. Эти статьи:
Д., См. Эти статьи:
Чтобы начать отвечать на эти вопросы, все начинается с требований клиентов, а затем с того, что мы знаем математически о вариациях процесса.
Cp, Cpk, Pp и Ppk — это все параметры (индексы), которые могут помочь нам понять, как наш процесс работает относительно спецификаций, или, другими словами, они измеряют, насколько наш процесс приближается к пределам спецификации.
Для требований мы измеряем спецификации процесса. Чтобы определить ответ на эти вопросы, мы видим, насколько велик разброс процессов (разброс значений) и насколько процесс центрирован по отношению к этим спецификациям.
Разброс процесса по сравнению с центрированием С математической точки зрения мы требуем, чтобы процесс следовал нормальному распределению, чтобы мы могли воспользоваться преимуществами его свойств. Прежде чем использовать эти индексы, чтобы увидеть, насколько эффективен и приемлем ваш процесс, проверьте его на нормальность.Если это не нормально, посмотрите, сможете ли вы применить преобразование, чтобы добиться этого. В противном случае вам, возможно, придется использовать ненормальные распределения и методы (не входящие в учебную программу «Черный пояс по шести сигмам». — См. Руководство «Мастер черного пояса»).
В противном случае вам, возможно, придется использовать ненормальные распределения и методы (не входящие в учебную программу «Черный пояс по шести сигмам». — См. Руководство «Мастер черного пояса»).
[convertkit form = 5156206]
Когда использовать Pp, Ppk , Cp и Cpk
Основное различие между Pp и Cp с одной стороны и Ppk и Cpk с другой стороны заключается в том, используем ли мы полный набор данных для расчета (Pp и Ppk), где мы рассчитываем реальную производительность системы, или мы используем образец (предварительная подготовка, партия, логические подгруппы), где мы рассчитываем возможности процесса.В уравнении для Pp и Ppk мы используем стандартное отклонение, основанное на изученных данных (вся генеральная совокупность), а в уравнении для расчета Cp и Cpk мы используем отклонение выборки или среднее отклонение в пределах рациональных подгрупп
Когда использовать Pp Ppk Cp CpkРазличия между Cp & Pp
Самая большая разница между Cp и Pp заключается в том, как определяется стандартное отклонение. Pp мы используем выборку и должны рассчитать предполагаемое стандартное отклонение выборки. В Cp мы предполагаем стабильный процесс и, вероятно, у нас будет достаточно данных для расчета истинного стандартного отклонения.
Pp мы используем выборку и должны рассчитать предполагаемое стандартное отклонение выборки. В Cp мы предполагаем стабильный процесс и, вероятно, у нас будет достаточно данных для расчета истинного стандартного отклонения.
О чем нам говорят возможности и производительность процесса?
Анализ возможностей процесса говорит нам, насколько хорошо процесс соответствует набору пределов спецификации, на основе выборки данных, взятых из процесса. Его можно использовать для определения базовых показателей процесса и измерения показателей будущего состояния процесса для сравнения.
Здесь мы хотим использовать Cp для новых процессов или Pp для процессов, которые находятся под статистическим контролем. Хорошая аналогия — парковка автомобиля в гараже.Если машина больше гаража, она не умещается в пределах спецификации и, следовательно, не способна — этот случай очевиден. Как насчет случая, когда наша машина тоньше, чем гараж, в котором вы ее пытаетесь припарковать (ширина, указанная в спецификации)? Можно ли считать наш процесс парковки работоспособным? Это зависит от нашей спецификации и ширины автомобиля. Удовлетворены ли мы вероятностью 99%, что мы припаркуем машину, не ударившись о стену? А это значит, что каждая сотня попыток припарковать нашу машину будет попадать в стену гаража!
Удовлетворены ли мы вероятностью 99%, что мы припаркуем машину, не ударившись о стену? А это значит, что каждая сотня попыток припарковать нашу машину будет попадать в стену гаража!
Один из способов расчета возможностей процесса — это количество дефектов на возможность.Обычно это используется для дискретных данных, и на производстве обычно приемлемое количество дефектов на миллион возможностей (DPMO) 3,4
Другой способ расчета возможностей процесса — использование статистической методологии. Процессы с нормальным распределением данных имеют ограничения с одной или обеих сторон кривой в зависимости от пределов спецификации (USL — верхний предел спецификации и LSL — нижний предел спецификации):
Заштрихованные области представляют вероятность дефектов, и наша цель — минимизировать размер затемненных участков.
Возможен ли процесс?
Анализ возможностей процесса — это определение того, может ли процесс соответствовать спецификации.
Здесь мы хотим использовать Pp для новых процессов или Cp для процессов, которые находятся под статистическим контролем. Хорошая аналогия — парковка автомобиля в гараже. Способный процесс указывает на то, что автомобиль (процесс) тоньше, чем гараж, в котором вы его пытаетесь припарковать (ширина в спецификации). Если автомобиль просто намного больше, чем гараж, его недостаточно, чтобы уместиться в пределах спецификации, и, следовательно, он не способен.
Хорошая аналогия — парковка автомобиля в гараже. Способный процесс указывает на то, что автомобиль (процесс) тоньше, чем гараж, в котором вы его пытаетесь припарковать (ширина в спецификации). Если автомобиль просто намного больше, чем гараж, его недостаточно, чтобы уместиться в пределах спецификации, и, следовательно, он не способен.
Посмотрите, как рассчитать Cp.
Посмотрите, как рассчитать стр.
[convertkit form = 5156206]
Является ли процесс приемлемым?
Способный процесс не обязательно означает, что он приемлем. Используя пример с гаражом, машина могла врезаться в боковую часть гаража или полностью ее не заметить. Этот момент отражает то, насколько центрирован процесс. Мы можем измерить это с помощью Ppk или Cpk.
Узнайте, как рассчитать Cpk.
Посмотрите, как рассчитать Ppk.
Примечание о возможностях и приемлемости процесса
Процесс считается работоспособным и приемлемым, если он соответствует требованиям заказчика. Отсутствие дефектов обычно нереально и обычно не является частью требований заказчика. Процесс может быть приемлемым, но неприемлемым, потому что он плохо центрирован и заканчивается за пределами спецификации (например, автомобиль может поместиться в гараже, но процесс парковки может так же легко привести к тому, что он окажется у вашей входной двери. где должно быть).
Отсутствие дефектов обычно нереально и обычно не является частью требований заказчика. Процесс может быть приемлемым, но неприемлемым, потому что он плохо центрирован и заканчивается за пределами спецификации (например, автомобиль может поместиться в гараже, но процесс парковки может так же легко привести к тому, что он окажется у вашей входной двери. где должно быть).
Возможности и пределы производительности процесса «Шесть сигм»
Согласно философии шести сигм, Cp или Pp и Cpk или Ppk должны быть больше 1,50. С технической точки зрения Six Sigma считает процесс приемлемым только после достижения максимального количества дефектов в 3,4 частей на миллион возможностей. Существует прямая корреляция между Cpk или Ppk и частями на миллион дефектов, потому что только Cps или Pps и Cpks или Ppks, превышающие 1,50, достигают этой цели (3,4 дефекта на миллион).
Пределы контроля, пределы спецификаций и возможности процесса
Поддержание процесса в контрольных пределах недостаточно для достижения хорошего качества. Качество всегда диктуется пользователем. Для этого мы используем пределы спецификации при оценке возможностей процесса. Технические характеристики процесса, используемые в возможностях процесса, являются голосом клиента, а контрольные пределы статистического управления процессами — голосом процесса.
Качество всегда диктуется пользователем. Для этого мы используем пределы спецификации при оценке возможностей процесса. Технические характеристики процесса, используемые в возможностях процесса, являются голосом клиента, а контрольные пределы статистического управления процессами — голосом процесса.
Вполне возможно иметь хороший контроль процесса (это показано на контрольной диаграмме), но при этом иметь низкие возможности процесса.Это было бы несоответствием того, где сосредоточен процесс, и того, где клиент хочет, чтобы он был сосредоточен. Либо это, либо процесс более изменчив, чем желает заказчик.
Pp vs Cp (индексы возможностей)
И Cp, и Pp — это индексы мониторинга для распределения вашего процесса по сравнению с разбросом спецификации.
Cp используется, когда процесс находится под статистическим контролем. Pp используется, когда процесс только начинается.
Использование для Cp & Pp
- Используется для проверки возможности процесса.

- Ни то, ни другое не касается центровки. Cp или Pp учитывают дисперсию, а НЕ центрирование. Поскольку Cp не учитывает центрирование процесса, его нельзя использовать для определения , приемлем ли процесс.
- Cpk и Ppk оба учитывают центрирование, поэтому их можно использовать для проверки приемлемости процесса.
- Cp и Pp НЕ связаны с управлением процессом. Термин «управление» подразумевает элемент времени, а Cp или Pp — это просто моментальный снимок изменения процесса в данный момент времени.
- Например, значение Cp <1 НЕ означает, что процесс вышел из-под контроля. «Контроль» - это управление изменением в течение определенного периода времени. Cp - это моментальный снимок в определенный момент времени, но не показатель того, что процесс находится под контролем.
- Оба индекса являются характеристиками качества: чем больше, тем лучше.
- Никогда не может быть 0.
- Если Cp или Pp> 1, Допуск> разброс, процесс может быть пригодным (в зависимости от центрирования).

- CP> 1 не означает качества. Можно было иметь Cp, равное 400, и приводить к 100% дефектам, потому что процесс не был сосредоточен в пределах спецификации.
- Если Cp или Pp <1, разброс процесса> допуска, и отклонение никогда не будет соответствовать, и процесс никогда не будет возможен.
- Cp <1 НЕ означает, что процесс вышел из-под контроля. «Контроль» - это управление изменением в течение периода времени.
- Если 0
- Пр. Cp 0,70 = 70%. Cp 0,70 означает, что спецификации составляют 70% процесса.
Ppk vs Cpk (приемлемая производительность)
Cpk и Ppk — это способы измерения возможностей процесса, поскольку они отслеживают индексы для центрирования процесса.
Использование Cp и Pp: приемлем ли процесс?
Cpk или Ppk учитывает центрирование и поэтому может использоваться для определения приемлемости процесса.
- Способы измерения возможностей процесса.
- Отражать фактическую производительность процесса.
- И Cpk, и Ppk могут быть отрицательными числами.
- Это означает, что в среднем процесс не соответствует требованиям заказчика.
Может ли Cpk или Ppk быть отрицательным? На что указывает отрицательный Cpk или Ppk?
Да, значения Cpk и Ppk могут быть отрицательными.Давайте посмотрим на уравнение — для простоты мы будем использовать Ppk.
Ppk = [USL — x (бар)] / 3 с
Невозможно иметь отрицательное стандартное отклонение, так что это будет означать, что x (бар) больше предела спецификации. Другими словами, среднее значение процесса выходит за рамки спецификации.
Это может быть признаком того, что среднее значение процесса отклонилось либо от верхней, либо от нижней границы. Это нехорошо, потому что это означает, что процесс не соответствует требованиям заказчика.
Pp, Ppk vs Cp, CPK
- Cp & Cpk используют оценку стандартного отклонения с использованием метода R Bar / d2.

- Pp, Ppk более либеральны, чем Cp, CPK более консервативны.
- Используйте Pp & Ppk при первоначальной настройке процесса.
- Используйте Cp & Cpk, когда процесс находится в состоянии статистического контроля.
- Cpk или Ppk меньше CP или Pp.
Интересное видео по оценке Ppk и Cpk в Minitab.
[convertkit form = 5156206]
Дополнительные примечания для Cp, Cpk, Pp, Ppk
Концепция стабильности
Атрибуты и дискретные возможности
Методы мониторинга
DPMO с таблицей сигма-сдвига
Возможности и производительность процесса (Pp, Ppk, Cp, Cpk) Практические вопросы
В этом разделе требуется, чтобы вы были участниками экзамена Pass Your Six Sigma Exam.Войдите или зарегистрируйтесь за секунды с помощью кнопок ниже!
Войдите в свою учетную запись
OR
Запишитесь на Pass Your Six Sigma Exam
Вопросы, комментарии, проблемы, проблемы? Пожалуйста, оставьте заметку в комментариях ниже!
Производительность процесса (Pp, Ppk) | Учебное пособие «Шесть сигм»
Возможности процесса
Как узнать, способен ли ваш процесс? Возможности процесса Pp измеряют разброс процесса по сравнению с разбросом спецификации. Другими словами, насколько распределен результат вашего процесса по сравнению с требованиями.
Другими словами, насколько распределен результат вашего процесса по сравнению с требованиями.
Если вам нужна более глубокая информация, включая вычисления и т. Д., См. Эти статьи:
Примечание. используйте Pp & Ppk при первоначальной настройке процесса. После того, как процесс достиг статистического контроля, используйте Cp & Cpk.
Представим, что у вашего процесса есть 2 спецификации; нижний предел спецификации (LSL), который представляет собой самое низкое допустимое значение, и верхний предел спецификации (USL), самое высокое разрешенное значение. Разница между ними — это расширение спецификации ; иногда его называют «Голосом клиента ».
Разброс процесса — это расстояние между самым высоким сгенерированным значением и самым низким. Иногда это называют «Голосом процесса ».
Распространение процесса и расширение спецификации
Думайте о разбросе спецификаций как о сторонах вашего гаража — они статичны, они не перемещаются, и важно, чтобы ваш процесс помещал значения в эти границы. Разброс процесса — это размер автомобиля, в который вы пытаетесь вписаться.
Разброс процесса — это размер автомобиля, в который вы пытаетесь вписаться.
Может ли процесс соответствовать спецификациям?
Ответ заключается в количестве вариаций в вашем процессе. Если разброс вашего процесса больше, чем разброс спецификации, то ответ — нет. Однако, если разброс процесса меньше разброса спецификации, то вариация процесса достаточно мала, чтобы соответствовать.
[convertkit form = 5156206]
Процесс соответствует спецификациям: хорошая потенциальная производительность
хорошая потенциальная производительностьПроцесс НЕ соответствует спецификациям: плохая потенциальная производительность
Плохая потенциальная производительностьРасчет возможностей процесса (Pp)
Pp = (USL — LSL) / 6 * s: где s — стандартное отклонение, или «жирность», или дисперсия колоколообразной кривой.
Что такое число «хороших» возможностей процесса (Pp)?
Согласно Шести сигмам, мы хотим, чтобы Pp было выше 1,5, потому что это отразило бы процесс с DPMO менее 3,4 — определение качества 6 сигм.
Как мы к этому пришли?
Что ж, мы хотим иметь 6 сигм (стандартных отклонений) между средним значением процесса и LSL. Поскольку нормальное распределение симметрично, это означает, что нам также нужно 6 сигм между средним значением и USL. Это всего 12 сигм между USL и LSL.
Другими словами, USL — LSL должно быть = 12, чтобы мы достигли 6 σ стандартов качества 3,4 DPMO.
Посмотрите, как это отражается в уравнении Pp = (USL — LSL) / 6 * s?
Давайте заменим (USL — LSL) на 12: Pp = (USL — LSL) / 6 * s = 12 σ / 6 * s = 2 σ / s
Индекс возможностей процесса
Является ли процесс приемлемым? Ppk (Capability)
Ppk — это еще один индекс производительности, который измеряет, насколько близко текущее среднее значение процесса близко к пределам спецификации.Другими словами, дает ли этот процесс приемлемые результаты?
Мы говорим об этом, пытаясь увидеть, насколько сконцентрирован процесс. Если процесс не центрирован должным образом, он считается неприемлемым.
Расчет Ppk
Существует 2 способа расчета Ppk, в зависимости от того, как согласовывается ваш процесс.
Фактическая производительность PpkСреднее значение процесса близко к USL
Если среднее значение процесса (центральная тенденция) ближе к USL, используйте: Ppk = [USL — x (bar)] / 3 s, где x (bar) — это процесс Иметь в виду.
Среднее значение процесса близко к LSL
Если среднее значение процесса (центральная тенденция) ближе к LSL, используйте: Ppk = [x (bar) — LSL] / 3 s, где x (bar) — это среднее значение процесса.
Интерпретация оценок Ppk
Значение Ppk, равное 1, означает, что существует «половина кривой колокола» между центром процесса и ближайшим пределом спецификации. Это означает, что ваш процесс полностью центрирован.
Pp, Ppk по отношению к Z-баллам
Ppk можно определить, умножив Z-балл на три.Z-оценка такая же, как и стандартная оценка; количество стандартных отклонений выше среднего.
Z = x — среднее значение генеральной совокупности / стандартное отклонение.
Ppk = (USL — µ) / 3σ = z / 3
ASQ Six Sigma Green Belt Вопросы по эффективности процесса
В этом разделе требуется, чтобы вы прошли экзамен «Pass Your Six Sigma Exam». Войдите или зарегистрируйтесь за секунды с помощью кнопок ниже!
Войдите в свою учетную запись
OR
Запишитесь на Pass Your Six Sigma Exam
Вопросы, комментарии, проблемы, проблемы? Пожалуйста, оставьте заметку в комментариях ниже!
Вопрос: Какие из следующих мер увеличиваются при улучшении производительности процесса?
(A) Диапазон изменчивости
(B) Индекс возможностей
(C) Индекс повторяемости
(D) Пределы спецификации
Ответ: (B) Индекс возможностей.Индекс возможностей увеличивается по мере улучшения процесса.
Вы бы сразу отказались от диапазона изменчивости, поскольку мы считаем, что хороший процесс имеет низкую изменчивость.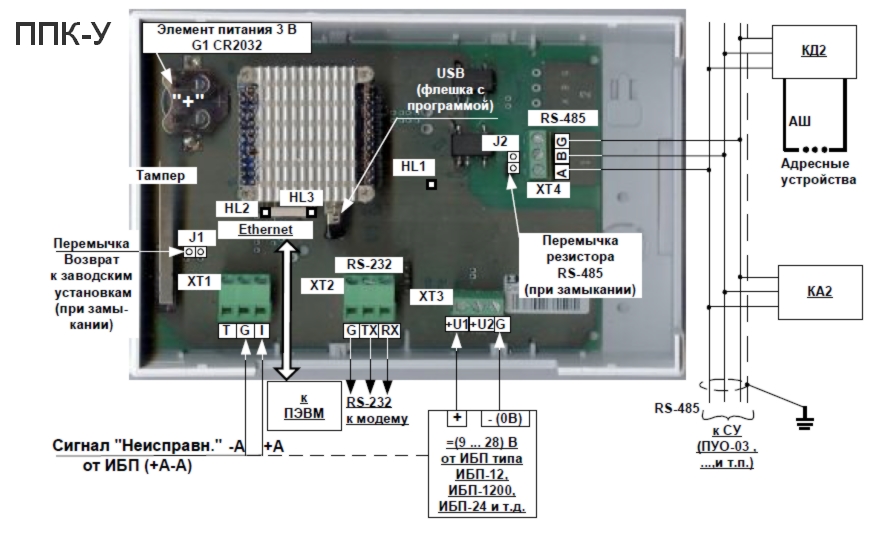 Мы также можем снизить пределы спецификации, поскольку они остаются неизменными независимо от производительности процесса (потому что они определяются голосом клиента).
Мы также можем снизить пределы спецификации, поскольку они остаются неизменными независимо от производительности процесса (потому что они определяются голосом клиента).
Повторяемость — это отклонение между измерениями, которое происходит, когда один человек измеряет один и тот же элемент несколько раз. в идентичных условиях и с использованием одного и того же измерительного оборудования.Стандартные документы Six Sigma BOK не содержат индекса повторяемости, но в биологии есть коэффициент повторяемости, который увеличивается по мере увеличения сигмы (стандартного отклонения). В этом случае процесс с более высокой производительностью будет иметь меньшие стандартные отклонения, и этот индекс уменьшится.
[/ members][convertkit form = 5156206]
Возможности процесса (Cp, Cpk) и производительность процесса (Pp, Ppk)
В методологии качества «Шесть сигм» производительность процесса сообщается организации как уровень сигмы.Чем выше уровень сигмы, тем лучше выполняется процесс.
Другой способ сообщить о возможностях процесса и его производительности — это статистические измерения C p , C pk , P p и P pk . В этой статье будут представлены определения, интерпретации и расчеты для C pk и P pk с использованием цитат на форуме.Спасибо всем, кто помогал создавать эту прекрасную ссылку.
Перейти к следующим разделам:
Определения
C p = Возможности процесса. Простой и понятный индикатор возможностей процесса.
C pk = Индекс возможностей процесса. Регулировка C p для эффекта нецентрированного распределения.
P p = Производительность процесса.Простой и понятный индикатор производительности процесса.
P pk = Индекс производительности процесса. Регулировка P p для эффекта нецентрированного распределения.
Регулировка P p для эффекта нецентрированного распределения.
Интерпретация C p , C pk
“ C pk — это индекс (простое число), который измеряет, насколько процесс приближается к пределам спецификации по сравнению с естественная изменчивость процесса.Чем больше индекс, тем меньше вероятность того, что какой-либо предмет выйдет за пределы спецификации ». Нил Полхемус
«Если вы охотитесь по нашим мишеням из лука, дротиков или ружья, попробуйте эту аналогию. Если ваши выстрелы падают в одну и ту же точку, образуя хорошую группу, это высокий C p , и когда прицел настроен так, что эта плотная группа выстрелов попадает в яблочко, теперь у вас есть высокий C pk ». Tommy
“ C pk измеряет, насколько вы близки к своей цели и насколько вы соответствуете средней производительности. Человек может выступать с минимальным отклонением, но он может быть далеко от своей цели в сторону одного из пределов спецификации, что указывает на более низкий C pk , тогда как C p будет высоким. С другой стороны, человек может в среднем точно достичь цели, но разброс в характеристиках велик (но все же ниже диапазона допуска (т.е. интервала спецификации). В этом случае также будет C pk ниже, но C p будет высоким. C pk будет выше, только если вы достигнете цели последовательно с минимальными отклонениями ». Ajit
Человек может выступать с минимальным отклонением, но он может быть далеко от своей цели в сторону одного из пределов спецификации, что указывает на более низкий C pk , тогда как C p будет высоким. С другой стороны, человек может в среднем точно достичь цели, но разброс в характеристиках велик (но все же ниже диапазона допуска (т.е. интервала спецификации). В этом случае также будет C pk ниже, но C p будет высоким. C pk будет выше, только если вы достигнете цели последовательно с минимальными отклонениями ». Ajit
«У вас должен быть C pk 1,33 [4 сигма] или выше, чтобы удовлетворить большинство клиентов». Джо Перито
«Представьте себе машину и гараж. Гараж определяет пределы спецификации; автомобиль определяет результат процесса. Если автомобиль лишь немного меньше гаража, вам лучше припарковать его прямо в центре гаража (в центре спецификации), если вы хотите, чтобы вся машина была в гараже. Если машина шире гаража, неважно, по центру ли она; это не подойдет. Если машина намного меньше гаража (процесс шести сигм), не имеет значения, припаркуете ли вы ее ровно посередине; он подойдет, и у вас будет достаточно места с обеих сторон. Если у вас есть контролируемый процесс с небольшими вариациями, вы сможете легко припарковать автомобиль в гараже и, таким образом, удовлетворить требования клиентов. C pk сообщает вам о взаимосвязи между размером автомобиля, размером гаража и тем, как далеко от середины гаража вы припарковали машину.” Бен
Если машина шире гаража, неважно, по центру ли она; это не подойдет. Если машина намного меньше гаража (процесс шести сигм), не имеет значения, припаркуете ли вы ее ровно посередине; он подойдет, и у вас будет достаточно места с обеих сторон. Если у вас есть контролируемый процесс с небольшими вариациями, вы сможете легко припарковать автомобиль в гараже и, таким образом, удовлетворить требования клиентов. C pk сообщает вам о взаимосвязи между размером автомобиля, размером гаража и тем, как далеко от середины гаража вы припарковали машину.” Бен
“ Само значение можно представить как величину, на которую процесс (автомобиль) может расшириться, прежде чем достигнет ближайшего предела спецификации (края ворот гаража).
C pk = 1/2 означает, что вы хрустнули ближайший край двери (ой!)
C pk = 1 означает, что вы просто касаетесь ближайшего края
C pk = 2 означает, что ваша ширина может вырасти в 2 раза, прежде чем коснуться ее. если образец, который вы создали из процесса, соответствует требованиям (требованиям) Заказчика.Он отличается от «Возможности процесса» тем, что «Производительность процесса» применяется только к определенной партии материала. Образцы из партии могут быть достаточно большими, чтобы отражать вариации в партии. Производительность процесса используется только в том случае, если невозможно оценить управление процессом. Примером этого может служить небольшой предпроизводственный цикл. Производительность процесса обычно использует образец сигмы в своих расчетах; Возможности процесса используют значение сигмы процесса, определенное с помощью контрольных диаграмм Moving Range, Range или Sigma.” Praneet
если образец, который вы создали из процесса, соответствует требованиям (требованиям) Заказчика.Он отличается от «Возможности процесса» тем, что «Производительность процесса» применяется только к определенной партии материала. Образцы из партии могут быть достаточно большими, чтобы отражать вариации в партии. Производительность процесса используется только в том случае, если невозможно оценить управление процессом. Примером этого может служить небольшой предпроизводственный цикл. Производительность процесса обычно использует образец сигмы в своих расчетах; Возможности процесса используют значение сигмы процесса, определенное с помощью контрольных диаграмм Moving Range, Range или Sigma.” Praneet
Различия между C pk и P pk
« C pk на короткий срок, P на долгий срок ». Sundeep Singh
“ P pk дает порядковый номер (например, 1,33) для варианта процесса. C pk ссылается на отклонение от пределов вашей спецификации. Если вы просто хотите знать, насколько вариативен процесс, вам подойдет измерение P pk .Если вы хотите знать, как это изменение повлияет на способность вашего процесса удовлетворять требования клиентов (CTQ), вам следует использовать C pk ». Michael Whaley
C pk ссылается на отклонение от пределов вашей спецификации. Если вы просто хотите знать, насколько вариативен процесс, вам подойдет измерение P pk .Если вы хотите знать, как это изменение повлияет на способность вашего процесса удовлетворять требования клиентов (CTQ), вам следует использовать C pk ». Michael Whaley
«Можно утверждать, что использование P pk и C pk (при достаточном размере выборки) является гораздо более достоверной оценкой долгосрочных и краткосрочных возможностей процессов, поскольку Сигма-сдвиг имеет шаткую статистическую основу ». Eoin
“ C pk сообщает вам, что процесс МОЖЕТ делать в будущем, при условии, что он остается в состоянии статистического контроля. P pk расскажет, как этот процесс выполнялся в прошлом. Вы не можете использовать его для прогнозирования будущего, как с C pk , потому что процесс не находится в состоянии контроля. Значения для C pk и P pk сходятся почти к одному и тому же значению, когда процесс находится под статистическим контролем. это потому, что сигма и стандартное отклонение выборки будут идентичны (по крайней мере, как можно отличить с помощью F-теста).Когда выйдет из-под контроля, значения будут заметно отличаться, возможно, с очень большим отрывом ». Jim Parnella
Значения для C pk и P pk сходятся почти к одному и тому же значению, когда процесс находится под статистическим контролем. это потому, что сигма и стандартное отклонение выборки будут идентичны (по крайней мере, как можно отличить с помощью F-теста).Когда выйдет из-под контроля, значения будут заметно отличаться, возможно, с очень большим отрывом ». Jim Parnella
“ C p и C pk предназначены для вычисления индекса в отношении подгруппировки ваших данных (различные смены, машины, операторы и т. Д.), А P p и P pk предназначены для всего процесса (без разделения на подгруппы). Как для P pk , так и для C pk буква «k» означает «централизующий фактор» — это предполагает, что индекс учитывает тот факт, что ваши данные могут быть не центрированы (и, следовательно, ваш индекс должен быть меньше). Более реалистично использовать P p и P pk , чем C p или C pk , поскольку изменение процесса не может быть уменьшено с помощью несоответствующей подгруппы. Тем не менее, C p и C pk могут быть очень полезны для того, чтобы узнать, соответствует ли процесс в лучших условиях техническим характеристикам или нет. Это в основном дает вам наилучший сценарий. для существующего процесса.” Chantal
Более реалистично использовать P p и P pk , чем C p или C pk , поскольку изменение процесса не может быть уменьшено с помощью несоответствующей подгруппы. Тем не менее, C p и C pk могут быть очень полезны для того, чтобы узнать, соответствует ли процесс в лучших условиях техническим характеристикам или нет. Это в основном дает вам наилучший сценарий. для существующего процесса.” Chantal
“ C p всегда должно быть больше 2,0 для хорошего процесса, который находится под статистическим контролем. Для хорошего процесса под статистическим контролем значение C pk должно быть больше 1,5 ». Ранганадха Кумар
«Что касается P pk / C pk , они означают одно или другое, и вы обнаружите, что люди путают определения, и вы найдете книги, определяющие их наоборот, и наоборот. Вам нужно будет спросить, какое определение использует человек, с которым вы разговариваете ». Джо Перито
Вам нужно будет спросить, какое определение использует человек, с которым вы разговариваете ». Джо Перито
«Я только что закончил встречу с продавцом, и мы хорошо обсудили C pk и P pk . Между нами определения точно поменялись местами. Результатом стало стандартизация определений и дальнейшее продвижение вперед. Я предлагаю другим, чтобы у каждой компании была процедура или документ (у нас нет), в котором есть определения C pk и P pk .Это дает каждому стандарт, на который можно ссылаться, КОГДА мы забываем или запутались ». Джон Адамо
«Сообщество шести сигм стандартизировано на определениях C p , C pk , P p и P pk из руководства AIAG SPC. Вы можете получить руководство примерно за 7 долларов ». Gary
Расчет C pk and P pk
“ P p = (USL — LSL) / 6 * Std. dev
dev
C pl = (Среднее — LSL) /3*Std.dev
C pu = (USL — Среднее) /3*Std.dev
C pk = Min ( C pl , C pu ) » Ranganadha Kumar
« C pk рассчитывается с использованием оценки стандартного отклонения, рассчитанного с использованием R-bar / d2. P pk использует обычную форму стандартного отклонения, т. Е. Корень из дисперсии или квадратный корень из суммы квадратов, деленной на n — 1 .Оценка стандартного отклонения R-bar / D2 имеет сглаживающий эффект, а статистика C pk менее чувствительна к точкам, которые дальше от среднего значения, чем P pk ». Eoin
“ C pk рассчитывается с использованием RBar / d2 или SBar / c4 для сигмы в знаменателе вашего уравнения. Этот расчет для Sigma ТРЕБУЕТ, чтобы процесс находился в состоянии статистического контроля. Если вы не контролируете, ваш расчет сигмы (и, следовательно, Cpk) бесполезен — он действителен только тогда, когда вы контролируете.« Джим Парнелла
Если вы не контролируете, ваш расчет сигмы (и, следовательно, Cpk) бесполезен — он действителен только тогда, когда вы контролируете.« Джим Парнелла
« У вас может быть «хороший» C pk , но все еще есть данные за пределами спецификации, и процесс должен быть под контролем, прежде чем оценивать C pk ». Мэтт
Вам также может понравитьсяКто победит в битве за возможности процесса?
Май 2014
Ваш поставщик отправил вам запрошенные вами диаграммы возможностей процесса. Поставщик создал несколько очень хороших диаграмм, очевидно, созданных с помощью какого-то необычного программного обеспечения — и, конечно же, со всеми сопутствующими статистическими данными.Вы знаете, такие вещи, как Cpk, Ppk, уровень сигмы, ppm вне спецификации и так далее. Очень красивые графики. Похоже, ваш поставщик действительно работает на вас. Обратите внимание на одну диаграмму возможностей, у которой Ppk = 1,14 и Cpk = 2,07. Почему они разные? Ну это неважно. Cpk выше 1,33, о чем вы просили поставщика. Пора заняться чем-то другим.
Почему они разные? Ну это неважно. Cpk выше 1,33, о чем вы просили поставщика. Пора заняться чем-то другим.
Вы только что упустили очень важную информацию о работе вашего поставщика. Знаете что это?
Cpk и Ppk — это два обычно используемых показателя возможностей процесса — насколько хорошо ваш процесс соответствует требованиям вашего клиента.Сегодняшнее программное обеспечение позволяет легко вводить данные и генерировать результаты. Но слишком часто мы просто берем результаты и движемся вперед, не задумываясь о том, что они означают. В публикации базы знаний SPC за этот месяц мы подробно рассмотрим Cpk и Ppk. Кто они такие? Что они измеряют? Что означают ценности? На какой из них следует положиться? Некоторые ответы могут вас удивить.
В публикации:
Вы можете скачать эту публикацию в формате pdf по этой ссылке.
Введение
Это третья из серии публикаций базы знаний SPC о возможностях процесса. Два месяца назад мы в интерактивном режиме рассмотрели возможности процесса. Мы рассмотрели расчеты возможностей процесса, включая Cp и Cpk. Вы можете загрузить книгу Excel, которая позволит вам наглядно увидеть, как изменение среднего и стандартного отклонения вашего процесса влияет на его возможности. Вы смогли визуально увидеть, как процесс меняется в зависимости от ваших требований.Кроме того, рабочая тетрадь показала, как Cp, Cpk, уровень сигмы и ppm вне спецификации изменялись при изменении среднего и стандартного отклонения. Если вы новичок в возможностях обработки, пожалуйста, найдите время, чтобы просмотреть эту публикацию.
Мы рассмотрели расчеты возможностей процесса, включая Cp и Cpk. Вы можете загрузить книгу Excel, которая позволит вам наглядно увидеть, как изменение среднего и стандартного отклонения вашего процесса влияет на его возможности. Вы смогли визуально увидеть, как процесс меняется в зависимости от ваших требований.Кроме того, рабочая тетрадь показала, как Cp, Cpk, уровень сигмы и ppm вне спецификации изменялись при изменении среднего и стандартного отклонения. Если вы новичок в возможностях обработки, пожалуйста, найдите время, чтобы просмотреть эту публикацию.
Публикация в прошлом месяце озаглавлена «Одного Cpk недостаточно». В этой публикации мы рассмотрели, почему одного значения Cpk недостаточно для описания возможностей процесса. Мы прошли контрольный список возможностей процесса, разработанный, чтобы помочь вам составить истинную картину возможностей вашего процесса — чтобы повысить уверенность вас, вашего руководства и ваших клиентов в возможностях вашего процесса.
Мы не упоминали Ppk ни в одной из публикаций. Пора изменить это в этой публикации.
Пора изменить это в этой публикации.
Обзор возможностей процесса
Анализ возможностей процесса отвечает на вопрос о том, насколько хорошо ваш процесс соответствует спецификациям — либо тем, что установлен вашим клиентом, либо вашим внутренним спецификациям. Для расчета производительности процесса вам понадобятся три вещи:
Это верно как для Cpk, так и для Ppk. Предположим, что наши данные распределены нормально.
Индексы возможностей процесса представляют собой отношение того, насколько далеко предел спецификации от среднего значения к естественному отклонению в процессе.За естественное изменение процесса принимается 3-кратное стандартное отклонение процесса. На рисунке 1 показана общая установка для определения индекса возможностей процесса на основе верхнего предела спецификации (USL), где «s» является мерой изменения процесса.
Рисунок 1: Определение индекса возможностей процесса
Индекс возможностей процесса тогда определяется как:
Индекс возможностей процесса = (USL — Среднее) / (3 с)
Чтобы рассчитать производительность процесса, необходимо уметь оценить среднее значение процесса и стандартное отклонение процесса. И нет, это не так просто, как просто произвести некоторые вычисления. Обе эти статистические данные должны быть «действительными». Мы исследуем это более подробно ниже.
И нет, это не так просто, как просто произвести некоторые вычисления. Обе эти статистические данные должны быть «действительными». Мы исследуем это более подробно ниже.
Обзор Cpk и Ppk
И Cpk, и Ppk — это как минимум два индекса процесса. Уравнения для Cpk и Ppk показаны в таблице 1.
Таблица 1: Уравнения Cpk и Ppk
X с двойной полосой над ним — это общее среднее значение. В уравнениях Cpk σ используется для оценки изменения процесса.σ — оценочное стандартное отклонение, полученное из диаграммы контроля диапазона. В уравнениях Ppk s используется для оценки изменения процесса. s — это стандартное отклонение, рассчитанное с использованием всех данных.
Таким образом, основное различие между Cpk и Ppk заключается в способе оценки изменения процесса. Так в чем разница между этими двумя?
Вариация внутри подгруппы по сравнению с общей вариацией
Вопрос о соотношении Cpk и Ppk на самом деле является вопросом вариации внутри подгруппы σ по сравнению с общей вариацией s. Начнем с s или расчетного стандартного отклонения, которое определяется уравнением ниже.
Начнем с s или расчетного стандартного отклонения, которое определяется уравнением ниже.
N — общее количество точек данных. Посмотрите на член суммирования под знаком квадратного корня. Этот член возводит в квадрат, насколько далеко каждая отдельная точка данных от общего среднего значения, как показано на рисунке 2.
Рисунок 2: Стандартное отклонение
Согласно уравнению, вы складываете квадраты этих отклонений, делите на общее количество очков минус 1 и извлекаете квадратный корень.Вы можете просмотреть рассчитанное стандартное отклонение как среднее расстояние каждой отдельной точки данных от общего среднего. Обратите внимание, что вы используете все данные в расчетах. Вот почему это стандартное отклонение иногда называют общим отклонением. Это объясняет все различия в данных.
Теперь мы перейдем к s, который обычно называют вариацией внутри подгруппы. Эта оценка стандартного отклонения процесса получается из диаграммы контроля диапазона. Например, предположим, что вы используете контрольную диаграмму X-R с размером подгруппы пять.Чтобы сформировать подгруппу, нужно взять 5 проб. Вы вычисляете среднее значение этих 5 образцов. Это X и отображается на диаграмме X. Вы также вычисляете диапазон значений подгруппы. Диапазон R — это максимальное значение в подгруппе минус минимальное значение в подгруппе. Это показано на рисунке 3.
Например, предположим, что вы используете контрольную диаграмму X-R с размером подгруппы пять.Чтобы сформировать подгруппу, нужно взять 5 проб. Вы вычисляете среднее значение этих 5 образцов. Это X и отображается на диаграмме X. Вы также вычисляете диапазон значений подгруппы. Диапазон R — это максимальное значение в подгруппе минус минимальное значение в подгруппе. Это показано на рисунке 3.
Рисунок 3: Вариации внутри подгруппы
R — это мера вариации внутри подгруппы. Для вычисления σ используется следующее уравнение:
R — средний диапазон, а d 2 — константа контрольной диаграммы, которая зависит от размера подгруппы.Таким образом, σ объясняет вариации внутри подгруппы. Он может учитывать или не учитывать все различия, как мы увидим ниже.
Маленькая проблема статистического контроля!
Во всех наших публикациях о возможностях процесса подчеркивается необходимость того, чтобы процесс находился под статистическим контролем. Как часто это просто игнорируется? В прошлом месяце мы предоставили контрольный список возможностей процесса, разработанный доктором Доном Уилером, чтобы нарисовать истинную картину возможностей вашего процесса. В этом контрольном списке было пять пунктов:
Как часто это просто игнорируется? В прошлом месяце мы предоставили контрольный список возможностей процесса, разработанный доктором Доном Уилером, чтобы нарисовать истинную картину возможностей вашего процесса. В этом контрольном списке было пять пунктов:
Постройте данные с помощью контрольной диаграммы, чтобы определить, находится ли процесс под статистическим контролем (согласованным и предсказуемым)
Для процесса, находящегося под статистическим контролем, построить гистограмму с добавленными спецификациями
Для процесса, находящегося под статистическим контролем, вычислить естественную вариацию в данных процесса
Для процесса, находящегося под статистическим контролем, вычислить Cp и Cpk
Объедините эти четыре элемента вместе и представьте их все, говоря о возможностях процесса
Посмотрите, как часто происходит «процесс, находящийся под статистическим контролем»? Дело в том, что Cpk (и Ppk) не имеют значения, если ваш процесс не находится под статистическим контролем. И что самое интересное: если ваш процесс находится под статистическим контролем, Cpk и Ppk будут почти равны. Фактически, если вы сравните значения Cpk и Ppk для данного процесса, вы обнаружите, что верно следующее:
И что самое интересное: если ваш процесс находится под статистическим контролем, Cpk и Ppk будут почти равны. Фактически, если вы сравните значения Cpk и Ppk для данного процесса, вы обнаружите, что верно следующее:
Если Cpk приблизительно равно Ppk, процесс находится в статистическом контроле
Если Cpk значительно отличается от Ppk, процесс не находится в статистическом контроле
Итак, когда вы посмотрели на диаграмму поставщиков и заметили большую разницу между Cpk и Ppk, вы получили ключевую информацию.Процесс вашего поставщика не подлежит статистическому контролю — и вы не можете быть уверены в том, что получите в будущем.
Кроме того, если процесс не находится в статистическом контроле, Cpk и Ppk не имеют значения. Вы не можете быть уверены в том, что получите аналогичные значения в будущем, потому что процесс не является последовательным и предсказуемым.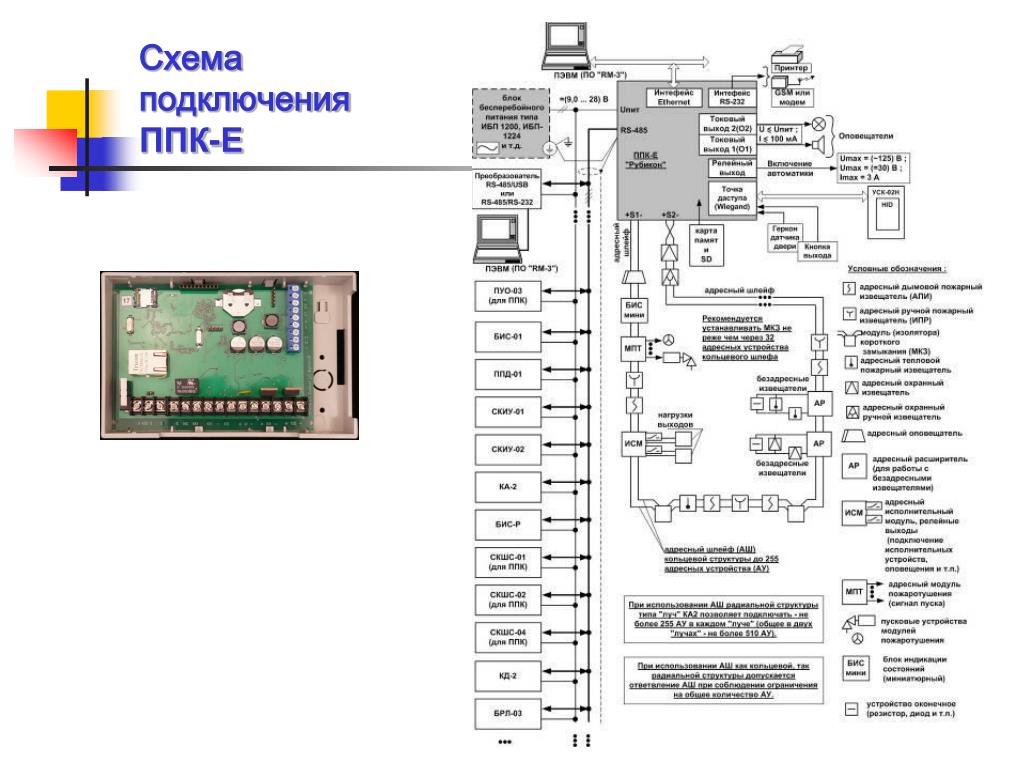 Мы рассмотрим это далее в следующем примере для двух процессов с одинаковыми данными — только в другом порядке.
Мы рассмотрим это далее в следующем примере для двух процессов с одинаковыми данными — только в другом порядке.
Два процесса — одинаковые данные, одинаковый пакет
Мы будем использовать два процесса с одинаковыми данными (данные из публикации за последний месяц).Предположим, вы берете четыре образца в час и формируете подгруппу. Вы хотите определить, соответствует ли ваш процесс спецификациям (LSL = 65 и USL = 145). Данные для 30 подгрупп для процесса 1 показаны в таблице 2.
Таблица 2: Данные процесса 1
| День | Х1 | Х2 | Х3 | Х4 | День | Х1 | Х2 | Х3 | Х4 | |
| 1 | 90. 2 2 | 113,8 | 111,8 | 104,4 | 16 | 100,8 | 106 | 101,5 | 108,8 | |
| 2 | 105,6 | 98,8 | 109,3 | 113,5 | 17 | 96,7 | 101,3 | 100,4 | 95,1 | |
| 3 | 104 | 84,5 | 98,9 | 97 | 18 | 105.1 | 92 | 92,5 | 95 | |
| 4 | 112,4 | 86,2 | 85,5 | 106,5 | 19 | 104,5 | 94,5 | 91,3 | 82,7 | |
| 5 | 96,6 | 99,9 | 112,9 | 96,8 | 20 | 110,1 | 110,7 | 104 | 115,6 | |
| 6 | 91.7 | 101,3 | 107,1 | 101,2 | 21 | 116,9 | 86,3 | 96,4 | 99,3 | |
| 7 | 112 | 97,9 | 109 | 95,2 | 22 | 78,9 | 91,4 | 96,5 | 109,2 | |
| 8 | 91,8 | 98 | 98,1 | 79,2 | 23 | 112. 2 2 | 110,5 | 98,3 | 109,2 | |
| 9 | 94,9 | 87,1 | 104,3 | 112,7 | 24 | 88,8 | 105,9 | 86,3 | 76 | |
| 10 | 101,1 | 104 | 101,1 | 102,7 | 25 | 98,6 | 93,5 | 106,2 | 92,8 | |
| 11 | 100.6 | 83,3 | 96,6 | 88,5 | 26 | 99,1 | 99,6 | 83,6 | 106,5 | |
| 12 | 80,5 | 95 | 98,3 | 113,6 | 27 | 90,5 | 110 | 82,6 | 86 | |
| 13 | 89,2 | 93,9 | 98,5 | 106,7 | 28 | 106.7 | 107,9 | 109,9 | 108,8 | |
| 14 | 96,7 | 96,8 | 106,2 | 90 | 29 | 87,4 | 95 | 108,5 | 96,7 | |
| 15 | 74,2 | 104,3 | 111,2 | 108,7 | 30 | 112,7 | 78,4 | 112,8 | 81,1 |
Данные для процесса 2 такие же, только в другом порядке.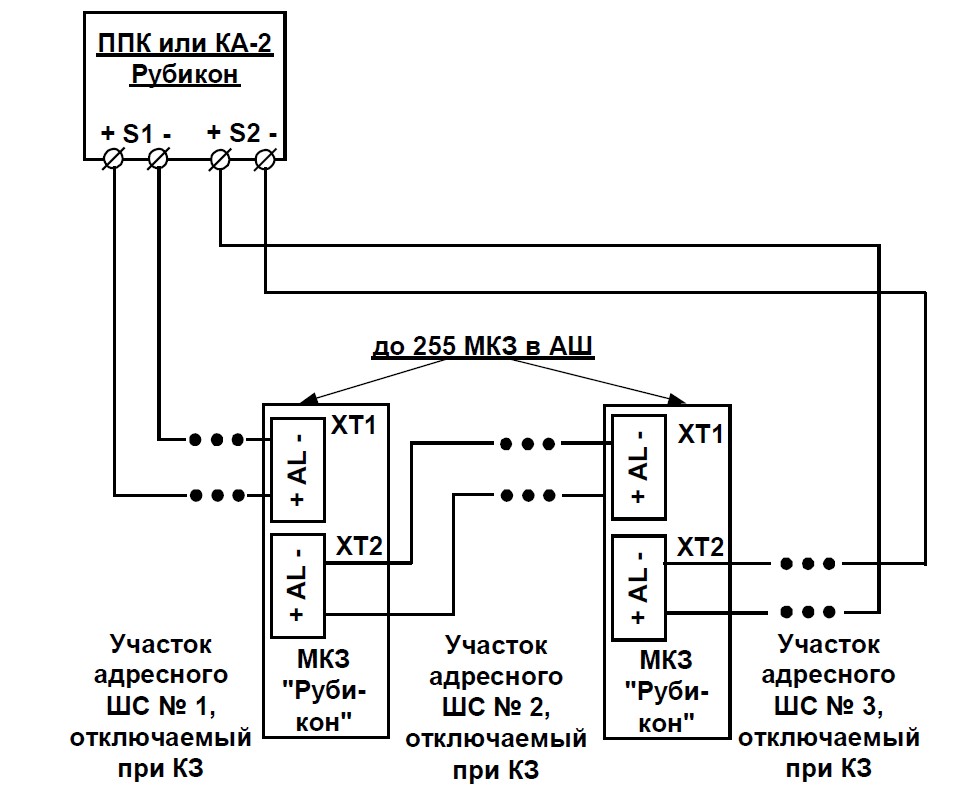 Эти данные представлены в таблице 3.
Эти данные представлены в таблице 3.
Таблица 3: Данные процесса 2
День | Х1 | х2 | х3 | Х4 |
| День | Х1 | х2 | х3 | Х4 |
1 | 105. | 113,5 | 107,1 | 101,2 | 16 | 92 | 92,5 | 95 | 96,6 | |
2 | 112,4 | 109,3 | 104 | 101.3 | 17 | 90,5 | 96,7 | 82,6 | 86 | |
3 | 104,3 | 112,7 | 112 | 100,6 | 18 | 101. | 104 | 101,1 | 102,7 | |
4 | 104,3 | 111,2 | 108,7 | 113,6 | 19 | 100,8 | 106 | 101,5 | 108.8 | |
5 | 101,3 | 100,4 | 95,1 | 106,7 | 20 | 110,1 | 110,7 | 104 | 115,6 | |
6 | 105,1 | 116. | 109,2 | 110 | 21 | 112,2 | 110,5 | 112,8 | 109,2 | |
7 | 104,5 | 112,9 | 105,9 | 109,9 | 22 | 94.5 | 91,3 | 82,7 | 91,7 | |
8 | 108,5 | 108,8 | 106,7 | 107,9 | 23 | 86,3 | 96,4 | 99,3 | 80. | |
9 | 106,5 | 106,2 | 106,2 | 98,8 | 24 | 88,8 | 74,2 | 86,3 | 76 | |
10 | 86,2 | 85.5 | 106,5 | 84,5 | 25 | 113,8 | 111,8 | 104,4 | 112,7 | |
11 | 97,9 | 109 | 95,2 | 98,9 | 26 | 98. | 93,5 | 95 | 92,8 | |
12 | 83,3 | 96,6 | 88,5 | 97 | 27 | 99,1 | 99,6 | 83,6 | 96.7 | |
13 | 95 | 98,3 | 94,9 | 99,9 | 28 | 78,4 | 98,3 | 81,1 | 87,4 | |
14 | 89,2 | 93. | 98,5 | 96,8 | 29 | 78,9 | 91,4 | 96,5 | 90,2 | |
15 | 96,7 | 96,8 | 87,1 | 90 | 30 | 91.8 | 98 | 98,1 | 79,2 |
 6
6 1
1 9
9 5
5 6
6 9
9 Поскольку они одинаковы, данные в таблицах 2 и 3 имеют одинаковое среднее значение и одинаковое стандартное отклонение.
Среднее значение = 98,98
Стандартное отклонение (с) = 9,89
Теперь нарисуйте гистограмму для данных в таблице 2 и гистограмму для данных в таблице 3. Добавьте спецификации: LSL = 65 и USL = 145. Если вы сделаете это, вы обнаружите, что гистограммы точно такие же — именно то, что вы ожидаете, поскольку данные совпадают.На рисунке 4 представлена гистограмма.
Рисунок 4: Гистограмма данных процесса с добавленными спецификациями
Этот процесс выглядит очень хорошо — определенно в пределах спецификации. Вы один счастливый человек. Вы можете рассчитать Ppk для процесса 1 и процесса 2. Поскольку среднее и стандартное отклонение одинаковы, Ppk будет одинаковым для обоих процессов. Вычисления:
Итак, Ppk = 1,14 для процесса 1 и процесса 2.
Два процесса — одинаковые данные, разные CPK
Но подождите — каково значение Cpk для этих двух процессов? Одинаковые? Нет, они не такие. Помните, что Cpk зависит от вариации внутри подгруппы. И хотя данные в обоих процессах одинаковы, они расположены в разном порядке, что меняет вариации внутри подгруппы. Чтобы вычислить значения Cpk, вам необходимо оценить стандартное отклонение (-я) из диаграммы диапазона и общее среднее значение процесса из диаграммы X.Это очень важное различие между подходом Ppk и подходом Cpk. Ppk просто использует вычисления; Cpk использует контрольные диаграммы для оценки среднего и отклонения процесса. Это способ рассказать о своем процессе в будущем.
Помните, что Cpk зависит от вариации внутри подгруппы. И хотя данные в обоих процессах одинаковы, они расположены в разном порядке, что меняет вариации внутри подгруппы. Чтобы вычислить значения Cpk, вам необходимо оценить стандартное отклонение (-я) из диаграммы диапазона и общее среднее значение процесса из диаграммы X.Это очень важное различие между подходом Ppk и подходом Cpk. Ppk просто использует вычисления; Cpk использует контрольные диаграммы для оценки среднего и отклонения процесса. Это способ рассказать о своем процессе в будущем.
Контрольные диаграммы для процесса 1 показаны ниже. График диапазона представлен на рисунке 5.
Рисунок 5: Диаграмма диапазонов процесса 1
График диапазона находится в статистическом контроле. Поскольку он находится под контролем, он является последовательным и предсказуемым.Теперь вы можете оценить стандартное отклонение, используя следующее:
Обратите внимание, что, поскольку диаграмма диапазона находится в статистическом контроле, вариация внутри подгруппы является последовательной и предсказуемой. Значение стандартного отклонения процесса является «действительным». Процесс, который его породил, является последовательным и предсказуемым и будет оставаться таким, пока процесс остается неизменным.
Значение стандартного отклонения процесса является «действительным». Процесс, который его породил, является последовательным и предсказуемым и будет оставаться таким, пока процесс остается неизменным.
Чтобы рассчитать Cpk, вам потребуется оценка среднего. Это происходит из контрольной диаграммы X. На рисунке 6 показана эта диаграмма.
Рисунок 6: Процесс 1 X Диаграмма
Х-диаграмма находится под статистическим контролем. Это означает, что у вас есть хорошая («действительная») оценка среднего значения процесса. Теперь вы можете использовать это среднее вместе с σ для определения значений Cpk
.
Теперь сравните результаты для Ppk и Cpk для процесса 1:
Процесс 1: Ppk | Процесс 1: Cpk |
с = 9.89 | с = 9,54 |
Ppu = 1,55 | ЦП = 1,61 |
чел = 1,14 | Cpl = 1,19 |
Обратите внимание, насколько близки результаты. Так будет всегда, когда процесс находится под статистическим контролем. Причина в следующем:
Так будет всегда, когда процесс находится под статистическим контролем. Причина в следующем:
Когда процесс находится под статистическим контролем, вариация внутри подгруппы является хорошей оценкой общей вариации процесса, т.е.е., σ = s.
Cpk в этом случае по существу то же самое, что Ppk. Они дают вам ту же информацию.
Перейдем к процессу 2. График диапазона для процесса 2 показан на рисунке 7.
Рисунок 7: Диаграмма диапазонов для процесса 2
Диаграмма диапазона находится в статистическом контроле — вариация внутри подгруппы согласована и предсказуема. Теперь вы можете оценить стандартное отклонение, используя следующее:
Опять же, для определения Cpk вам потребуется оценка среднего.Это взято из диаграммы X̅, которая показана на Рисунке 8
.Рисунок 8: Схема процесса 2 X
Диаграмма X не подлежит статистическому контролю — вариация между подгруппами не является последовательной и предсказуемой. Бывают точки за пределами контроля, пробеги выше средних — всякие проблемы со стабильностью этого процесса.
Бывают точки за пределами контроля, пробеги выше средних — всякие проблемы со стабильностью этого процесса.
Это означает, что у вас нет точной оценки среднего значения процесса. Он движется. Какое будет среднее значение в следующей подгруппе? Вы не представляете, где это будет.Процесс не является последовательным и предсказуемым. Вы не можете рассчитать значение Cpk.
Часто люди просто игнорируют этот факт и идут полным ходом при вычислении Cpk. В конце концов, рассчитанное среднее значение составляет 98,98. Расчет Cpk выглядит следующим образом:
Итак, Cpk для процесса 2 составляет 2,07. Теперь сравните результаты для процесса 1 и процесса 2.
Процессы 1 и 2: Ppk | Процесс 1: Cpk | Процесс 2: Cpk |
с = 9. | с = 9,54 | с = 5,46 |
Ppu = 1,55 | ЦП = 1,61 | ЦП = 2,81 |
чел = 1,14 | Cpl = 1,19 | Cpl = 2,07 |
 89
89Значения Cpu и Cpl для Процесса 2 значительно отличаются от значений Ppu и Ppl.И все сводится к вопросу статистического контроля. Когда есть существенные различия в σ по сравнению с s, Cpu по сравнению с Cpl и Cpl по сравнению с Ppl, это очень сильный признак того, что процесс не находится под статистическим контролем.
Резюме: Итак, кто выиграет: Cpk или Ppk?
Реальность такова, что Cpk лучше оценивает потенциал вашего процесса. Он представляет лучшее, что может сделать ваш процесс, и это когда вариация внутри подгруппы по существу такая же, как и вариация между подгруппами. Вот что значит быть под статистическим контролем. А если процесс находится под статистическим контролем, Cpk по сути то же самое, что Ppk. Итак, в этом случае вам действительно не нужен Ppk.
Вот что значит быть под статистическим контролем. А если процесс находится под статистическим контролем, Cpk по сути то же самое, что Ppk. Итак, в этом случае вам действительно не нужен Ppk.
И если ваш процесс не находится под статистическим контролем, вам есть над чем поработать — Cpk и Ppk в значительной степени бессмысленны — за исключением того факта, что значения Cpk и Ppk, которые сильно различаются, указывают на то, что процесс не находится в статистическом контроле .
Но вы это уже знаете, потому что следуете контрольному списку возможностей процесса от Dr.Уиллер. Всегда начинайте с просмотра данных в формате контрольной диаграммы.
Обзор платформы возможностей процессов
Платформа возможностей процесса предоставляет инструменты, необходимые для измерения соответствия процесса заданным спецификациям. По умолчанию JMP показывает график цели, прямоугольные диаграммы возможностей и график индекса возможностей для переменных, которые соответствуют нормальному распределению. Индексы возможностей для ненормальных переменных нанесены на график индекса возможностей.Вы можете добавлять нормализованные ящичные диаграммы, сводные отчеты и отдельные подробные отчеты для переменных в вашем анализе.
Индексы возможностей для ненормальных переменных нанесены на график индекса возможностей.Вы можете добавлять нормализованные ящичные диаграммы, сводные отчеты и отдельные подробные отчеты для переменных в вашем анализе.
Пределы спецификации можно указать несколькими способами:
• в таблице данных, используя свойство столбца
• путем запроса диалога пределов спецификации в окне запуска
• путем загрузки пределов из таблицы данных пределов спецификации
• с помощью утилиты «Управление пределами спецификации» (Анализ> Качество и процесс> Управление пределами спецификации)
Вы можете указать двусторонние, односторонние или асимметричные пределы спецификации.
Примечание. Платформа возможностей процесса значительно расширяет возможности анализа возможностей, которые доступны через Анализ> Распределение и Анализ> Качество и процесс> Контрольная диаграмма.
Показатели возможностей
Индекс возможностей — это коэффициент, который связывает способность процесса производить продукт, отвечающий ограничениям спецификации. Индекс связывает оценки среднего и стандартного отклонения характеристики качества с пределами спецификации.Внутренние оценки возможностей основаны на оценке стандартного отклонения, построенной на основе вариаций внутри подгруппы. Общие оценки возможностей используют оценку стандартного отклонения, построенную на основе всех данных процесса. См. Индексы возможностей для нормального распределения и статистики вариаций.
Индекс связывает оценки среднего и стандартного отклонения характеристики качества с пределами спецификации.Внутренние оценки возможностей основаны на оценке стандартного отклонения, построенной на основе вариаций внутри подгруппы. Общие оценки возможностей используют оценку стандартного отклонения, построенную на основе всех данных процесса. См. Индексы возможностей для нормального распределения и статистики вариаций.
Оценки среднего или стандартного отклонения хорошо определены только в том случае, если процессы, связанные с центрированием или распределением, стабильны. Следовательно, интерпретация показателей в пределах возможностей требует, чтобы разброс процессов был стабильным.Интерпретация общих показателей возможностей требует, чтобы как центрирование процесса, так и распространение были стабильными.
Индексы возможностей, построенные на основе небольших выборок, могут сильно варьироваться. Платформа Process Capability обеспечивает доверительные интервалы для большинства показателей возможностей. Используйте их, чтобы определить диапазон возможных значений фактических возможностей вашей характеристики качества.
Используйте их, чтобы определить диапазон возможных значений фактических возможностей вашей характеристики качества.
Примечание. Если доверительные интервалы не указаны (например, для ненормальных распределений), вы можете использовать функцию моделирования для построения доверительных интервалов.Для примера см. Моделирование пределов уверенности для ненормального процесса Ppk.
Рекомендации по значениям показателей возможностей можно найти в Montgomery (2013). Минимальное рекомендуемое значение — 1,33. Инициативы «Шесть сигм» нацелены на гораздо более высокие уровни производительности, которые соответствуют чрезвычайно низкому уровню дефектных деталей на миллион.
Индексы возможностей для ненормальных процессов
Платформа возможностей процессов строит индексы возможностей для измерений процесса со следующими распределениями: нормальное, бета, экспоненциальное, гамма, Джонсона, логнормальное, смесь двух нормалей, смесь трех нормалей, SHASH и Вейбулла . Параметр Best Fit определяет наилучшее соответствие среди этих распределений и предоставляет индексы возможностей для этого соответствия. Платформа также предоставляет вариант непараметрического соответствия, который дает непараметрические оценки возможностей.
Параметр Best Fit определяет наилучшее соответствие среди этих распределений и предоставляет индексы возможностей для этого соответствия. Платформа также предоставляет вариант непараметрического соответствия, который дает непараметрические оценки возможностей.
Для ненормальных методов оценки строятся с использованием двух подходов: метода ISO / Quantile (Percentiles) и метода Bothe / Z-score (Z-Score). Дополнительные сведения об этих методах см. В разделе «Индексы возможностей для ненормальных распределений: методы процентилей и Z-оценки».
Примечание. Анализ возможностей процесса для отдельных ответов доступен через Анализ> Качество и процесс> Построитель контрольных диаграмм. Однако нестандартные распределения доступны только на платформе Process Capability.
Общие и внутренние оценки Sigma
Большинство индексов возможностей платформы Process Capability можно вычислить на основе оценок общего (долгосрочного) изменения и внутриподгруппового (краткосрочного) изменения. Если процесс стабилен, эти две меры вариации должны дать аналогичные результаты, поскольку общая вариация и вариация внутри подгруппы должны быть одинаковыми.Нормализованные ящичные диаграммы и сводные таблицы могут быть рассчитаны с использованием либо общей вариации, либо вариации внутри подгруппы. См. Дополнительные примеры платформы возможностей процессов, где приведены примеры показателей возможностей, вычисляемых для стабильных и нестабильных процессов.
Если процесс стабилен, эти две меры вариации должны дать аналогичные результаты, поскольку общая вариация и вариация внутри подгруппы должны быть одинаковыми.Нормализованные ящичные диаграммы и сводные таблицы могут быть рассчитаны с использованием либо общей вариации, либо вариации внутри подгруппы. См. Дополнительные примеры платформы возможностей процессов, где приведены примеры показателей возможностей, вычисляемых для стабильных и нестабильных процессов.
Вы можете указать подгруппы для оценки вариации внутри подгруппы в окне запуска. Вы можете указать столбец, определяющий подгруппы, или выбрать постоянный размер подгруппы. Для каждого из этих методов вы можете выбрать оценку вариации процесса, используя среднее значение несмещенных стандартных отклонений или среднее значение диапазонов.Если вы не укажете подгруппы, платформа Process Capability построит внутриподгрупповую оценку вариации процесса, используя подвижный диапазон подгрупп второго размера. Наконец, вы можете указать историческую сигму, которая будет использоваться в качестве оценки стандартного отклонения процесса.
Обозначение индекса возможностей
Платформа возможностей процесса предоставляет два набора индексов возможностей. См. Индексы возможностей для нормального распределения для получения дополнительной информации о вычислении индексов возможностей.
• Cpk, Cpl, Cpu, Cp и Cpm. Эти индексы основаны на оценке стандартного отклонения процесса внутри подгруппы (краткосрочной).
• Ppk, Ppl, Ppu, Pp и Cpm. Эти индексы основаны на общей (долгосрочной) оценке стандартного отклонения процесса. Обратите внимание, что стандартное отклонение процесса не существует, если процесс нестабилен. См. Montgomery (2013).
Платформа возможностей процесса использует соответствующую нотацию AIAG для индексов возможностей: маркировка Ppk обозначает индекс, построенный на основе общей оценки вариации, а Cpk обозначает индекс, созданный на основе оценки вариации внутри подгруппы.
Примечание. Предпочтение платформы маркировки AIAG (Ppk) выбрано по умолчанию. Вы можете изменить отчет на использование нотации Cp, только отменив выбор этого параметра в разделе «Возможности процесса».
Для получения дополнительной информации об анализе возможностей процесса см. Montgomery (2013) и Wheeler (2004).
.
Не удается подключиться к серверу с помощью Filezilla.
Привет!
На основании предоставленной информации я считаю, что верно одно или несколько из них:
- Сетевой сервер не работает.
- Служба SSH прослушивает другой порт (не 22).
- Брандмауэр сервера заблокировал порт SSH для входящего трафика.
- На клиентском компьютере заблокирован SSH-порт для исходящего трафика.
- Что-то вроде fail2ban на сервере заблокировало ваш IP-адрес на некоторое время после нескольких неудачных попыток входа в систему.
Я не могу точно сказать, какая или какая комбинация, но тайм-аут ясно указывает на то, что он напрямую не зависит от входа в систему на этом этапе (хотя № 5 подразумевает, что это было в предыдущих ошибках).Давайте немного разберем эти возможности.
+1. Пингуйте каплю, посмотрите, получите ли вы ответ. Хотя брандмауэр также может блокировать пинг, я сомневаюсь, что вы что-то сделали для блокировки пакетов ICMP. Это просто необычное поведение. https://www.wikihow.com/Ping-an-IP-Address
Если это не удается, обратитесь к https://www.digitalocean.com/community/questions/having-trouble-with-the-network-on-your-droplet
+2. Войдите через веб-консоль и запустите это:
netstat -tulpn
Вы видите SSH? Это на 22 порту? Если нет, попробуйте использовать другой порт.Если это так, двигайтесь дальше. Если он подключен к другому порту и по-прежнему не работает, также продолжайте.
+3. Откройте порт. Предположим, что с этого момента будет 22, но воспользуйтесь результатами, полученными в пункте 2, чтобы сообщить иначе.
iptables -I INPUT -p tcp --dport 22 -j ПРИНЯТЬ
ufw разрешить 22 / tcp
По крайней мере, один из них работает, в худшем случае один не работает.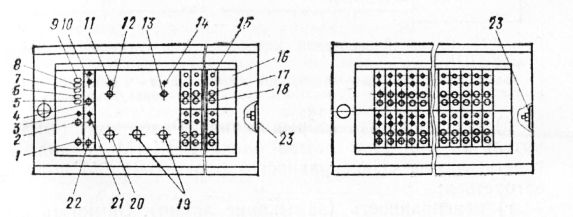
+4. Попробуйте отключить любой брандмауэр на своем компьютере. https://www.wikihow.com/Turn-Off-Firewall
+5.Попробуйте переопределить что-нибудь вроде fail2ban.
- Найдите свой IP здесь: https://ifconfig.me/
- Если ваш IP был 1.1.1.1, запустите:
iptables -I INPUT -s 1.1.1.1 -j ПРИНЯТЬ
Надеюсь, что поможет 🙂
Подключиться к моей дропле с помощью filezilla?
@KingRichard
Обычно эта ошибка возникает, когда у вас есть действующий пользователь, но у него нет файла, подобного приведенному ниже; неправильные разрешения на .ssh и файл authorized_keys могут привести к той же ошибке.
/home/username/.ssh/authorized_keys
Ваш пользователь root должен иметь возможность подключаться, если ваш открытый ключ находится в файле ниже и у него есть соответствующие разрешения.
/root/.ssh/authorized_keys
Для пользователей , не имеющих root-доступа, вам нужно пойти немного дальше и настроить SFTP для каждого из них. Вы можете сделать это относительно легко, выполнив действия, описанные ниже.
Вы можете сделать это относительно легко, выполнив действия, описанные ниже.
В этом примере я буду использовать myuser в качестве имени пользователя.
…
Создать группу SFTP
groupadd sftpgroup
Создание домашнего каталога и каталога .ssh
mkdir -p /home/myuser/.ssh
Создать пользователя и настроить домашний каталог
useradd -d / home / myuser -s / bin / nologin myuser
Установить пароль myusers
пароль myuser
Добавить пользователя в группу SFTP
Это добавит пользователя в новую группу SFTP вместо изменения группы пользователей по умолчанию.Это сделано намеренно.
usermod -aG sftgroup myuser
Создать файл authorized_keys
сенсорный /home/myuser/. ssh/authorized_keys
ssh/authorized_keys
Настройка надлежащих разрешений для каталога и файлов
chmod 700 /home/myuser/.ssh
chmod 644 /home/myuser/.ssh/authorized_keys
chown myuser: myuser /home/myuser/.ssh
Изменить конфигурацию SSH
нано / и т. Д. / Ssh / sshd_config
Находят:
Подсистема sftp / usr / lib / openssh / sftp-server
Заменить на:
Подсистема sftp internal-sftp
Ниже:
UsePAM да
Добавить:
Match Group group-sftp-only
ChrootDirectory% h # установить домашний каталог
ForceCommand внутренний sftp
X11 Нет пересылки
AllowTCPForwarding нет
ПарольАутентификация да
Теперь перезапустите SSH — service ssh restart .
Добавление SSH-ключа для myuser
Файл /home/myuser/. — это то место, куда нужно вставить открытый ключ. ssh/authorized_keys
ssh/authorized_keys
nano /home/myuser/.ssh/authorized_keys
Вставьте свой открытый ключ (ключ, начинающийся с ssh-rsa .... ) и сохраните файл.
Создание нескольких тестовых каталогов для myuser
mkdir -p / home / myuser / {общедоступный, частный, журналы}
chown -R myuser: myuser / home / myuser / *
Вход в SFTP через порт 22
Теперь, когда все это в порядке, вы должны иметь возможность входить в систему, используя SFTP на порту 22, если открытый ключ правильный и шаги, указанные выше, были выполнены.
.-1800x1600h.png)