ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
СРЕДНЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
ВОРОНЕЖСКИЙ АВИАЦИОННЫЙ ТЕХНИКУМ ИМЕНИ В.П.ЧКАЛОВА
Дисциплина: «Оборудование машиностроительного производства»
Специальность 151001, «Технология машиностроения»
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
И КОНТРОЛЬНЫЕ ЗАДАНИЯ
ДЛЯ СТУДЕНТОВ-ЗАОЧНИКОВ СПЕЦИАЛЬНОСТИ 151001
«ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ»
2009
Одобрено
На заседании цикловой комиссии
«Технологии машиностроения
и летательных аппаратов»
Решение от « »___________2009
Председатель комиссии
________________Минаков А.Н.
Автор: Мартьянова В.Ю. – преподаватель ВАТ им.В.П.Чкалова
Рецензент: Оконь Б.Б. – преподаватель ВАТ им.В.П.Чкалова
Содержание
1 Пояснительная записка 3
2 Общие указания 4
3 Перечень рекомендуемой литературы 4
4 Варианты контрольной работы 5
5 Пример ответа на вопрос контрольной работы 10
Пояснительная записка
Цели и задачи контрольной работы: проверить и оценить знания студентов, полученные при самостоятельном изучении курса.
Для выполнения контрольной работы студент должен изучить ниже перечисленные разделы курса; знать виды основных производств машиностроительного предприятия, непосредственно связанные с механообрабатывающим производством. Знать назначение, технологические возможности, общее устройство применяемого в этих производствах оборудования, а также вспомогательное оборудование механических цехов. Студент должен изучить критерии выбора , виды заготовок ; отличительные особенности, оборудование , возможности , преимущества и недостатки разных видов заготовительных производств; область применения , виды операций, оборудование электрофизических и электрохимических методов обработки; возможности и оборудование сварочного производства; виды и область применения подъемно-транспортного оборудования; виды и состав автоматизированных линий; состав складского оборудования.
Это даст возможность студенту правильно составлять технологические процессы механической обработки деталей, разбираться в выборе оборудования при проектировании механических цехов и участков.
Разделы курса, по которым выполняется контрольная работа
-«Виды отливок, методы их получения, область применения»;
-«Кузнечнопрессовое производство»;
-«Оборудование для нагрева заготовок»;
-«Сварочное производство»;
-«Электрофизические, электрохимические, и комбинированные методы обработки»;
-«Подъемно-транспортное оборудование»;
- «Виды промышленных роботов»;
-«Складское оборудование»
Особое внимание при изучении курса следует уделить связи вышеперечисленных производств с механообработкой.
Каждый вариант контрольной содержит четыре вопроса из разных разделов курса. Ответы на вопросы должны содержать необходимые схемы операций и оборудования с соответствующими пояснениями.
Общие указания
Студент-заочник должен выполнить одну контрольную работу и предъявить её до начала экзаменационной сессии. Студенты, не выполнившие контрольную работу в срок и не получившие по ней зачета, к зачёту по дисциплине не допускаются.
Номер варианта контрольной работы соответствует номеру студента по журналу. Контрольная работа, выполненная не по своему варианту или выполненная небрежно, не рецензируется и не зачитывается.
Работу следует выполнять чётким разборчивым почерком или на компьютере. Записи следует делать без сокращений. Схемы процессов и оборудования обязательно должны быть изображены в работе. Схемы необходимо сопровождать соответствующими пояснениями. Рисунки выполнять с помощью чертёжных принадлежностей. Содержание задания следует переписывать полностью. Страницы работы должны быть пронумерованы, иметь свободные поля для замечаний преподавателя. Должны быть приведены все необходимые пояснения.
В конце работы необходимо привести список использованной литературы.
К методическим указаниям приложен пример ответа на вопрос контрольной работы.
Перечень рекомендуемой литературы
1 В.В.Данилевский «Технология машиностроения»
2 Б.В.Кнорозов и др. «Технология металлов»
3 С.И.Веселовский «Резка металлов»
4 Д.С.Коньков «Кузнечное производство»
5 В.М.Рыбаков «Сварка и резка металлов»
6 М.П.Александров Подъемно-транспортные машины»
7 С.Е.Локтева «Металлорежущие станки с ЧПУ и промышленные роботы»
8 А.А.Смехов «Автоматизированные склады»
Варианты контрольной работы
Вариант 1
1 Обосновать критерии выбора заготовок.
2 Дать характеристику операциям свободной ковки и листовой штамповки.
3 Описать сущность, разновидности, область применения электроэрозионной
обработки.
4 Описать назначение, основные элементы, особенности печей методических.
Вариант 2
1 Что такое литье по выплавляемым моделям: сущность метода (описание процесса), достоинства и недостатки.
2 Дать сравнительную характеристику закрытой и открытой штамповки.
3 Дать основные характеристики электроискровой обработки: суть метода, область применения.
4 Описать назначение, принцип действия, основные элементы конструкции прессов фрикционных винтовых.
Вариант 3
1 Описать технологию и оснастку литья в песчано-глинистые формы.
2 Описать разновидности, область применения, сущность процесса стыковой
сварки.
3 Какое оборудование применяют для ручной электродуговой сварки?
4 Описать основные элементы конструкции, принцип действия кривошипных прессов.
Вариант 4
Охарактеризовать точечную сварку: сущность, назначение, виды, оборудование.
Дать сравнительную характеристику прямого и обратного прессования.
Какие меры техники безопасности предусмотрены в конструкции отрезных станков?
4 Описать конструкцию и принцип действия сварочной инжекционной горелки.
Вариант 5
1 Охарактеризовать роликовую сварку: виды, назначение, оборудование.
2 Охарактеризовать электроимпульсную обработку: назначение, особенности, операции.
3 Какие грузозахватные органы используют в грузоподъемных машинах?
4 Каково назначение, виды, конструкция и принцип действия печных горелок?
Вариант 6
Дать определение электродуговой сварке; какие бывают виды дуги, полярность, электроды для сварки?
Дать определение электрохимической обработке материалов; охарактеризовать её разновидности, операции, область применения.
Описать назначение, конструкцию, принцип действия домкратов.
4 Описать назначение, конструкции, разновидности кузнечных горнов.
Вариант 7
1 Охарактеризовать специальные виды литья; их область применения, достоинства и недостатки.
2 Охарактеризовать электронагрев металлов: виды, область применения, оборудование.
3 Охарактеризовать виды, область применения электроконтактной сварки.
4. Каково назначение, виды, конструкция печных форсунок?
Вариант 8
1 Какие станки применяют для резки металлов: виды, инструмент, область применения, достоинства и недостатки.
2 В чём сущность процесса газовой сварки? Какие газы используют для сварки, как их доставляют к месту сварки?
3 В чём сущность анодно-механической обработки материалов, область применения, основные операции?
4 Какова конструкция мостовых кранов, параметры для выбора?
Вариант 9
1 В чём сущность процесса резки материалов ножницами, виды ножниц, основные элементы конструкции?
2 Описать виды молотов и прессов; дать сравнительную характеристику ковки и прессования.
3 В чём сущность ультразвуковой обработки материалов, область применения, операции?
4.Каковы основные элементы конструкции конвейеров?
Вариант 10
1 В чём сущность метода литья под давлением, центробежного литья, область применения?
2 Ацетиленовые генераторы: виды, принцип действия, водяные затворы.
3Лазерная обработка материалов, оборудование, область применения.
4 Грузонесущие и тяговые элементы конвейеров.
Вариант 11
1 Конструкция и принцип действия сварочных горелок.
2 Тали и лебедки: назначение, область применения, основные элементы
конструкции.
3 Плазменная обработка материалов: сущность метода, операции.
4 Системы координат промышленных роботов.
Вариант 12
1 Сущность метода литья по выжигаемым моделям, область применения.
2 Разновидности пламенных печей, область применения.
3 Специальные виды сварки: общая характеристика, область
применения.
4 Оборудование для механизации складских работ.
Вариант 13.
1 Разновидности операций листовой штамповки.
2 Структура, виды газового пламени, область применения.
3 Электроннолучевая обработка материалов, область применения,сущность, оборудование.
4 Назначение, конструкция, принцип действия горизонтально-ковочной машины.
Вариант 14.
1Виды производств обработки металлов давлением: определение, общие характеристики.
2 Газовые редукторы: назначение, конструкция, принцип действия.
З Виды операций электрохимической обработки, общая характеристика.
4 Состав автоматизированных линий..
Вариант 15.
1 Литье в оболочковые формы: сущность метода, краткое описание, основные характеристики.
2 Сварка: определение процесса, виды сварки, классификация.
3 Назначение, конструкция, принцип действия рекуператоров.
4 Конструкции грузозахватных органов промышленных роботов.
Вариант 16.
1 Основные операции, область применения свободной ковки.
2 Параметры сварочной электрической дуги, электроды для сварки.
3 Сущность и операции электрохимической обработки.
4 Виды мостовых кранов общего назначения.
Вариант 17.
Виды операций, выполняемых на прессах.
Полуавтоматическая и автоматическая электродуговая сварка: оборудование, область применения.
З Виды операций анодно-механической обработки.
4 Основные элементы конструкции мостовых кранов.
Вариант 18.
1 Сущность, виды, достоинства и недостатки центробежного литья.
2 Виды разделительных операций кузнечнопрессового производства,
оборудование для них.
3 Сравнительная характеристика камерных, муфельных и методических печей.
4 Состав, возможности, применение роботизированных складскихкомплексов.
Вариант 19.
1 Оборудование поста ручной электродуговой сварки.
2 Облойная и безоблойная штамповка, сравнительная характеристика.
3 Общая характеристика и виды электроэрозионной обработки.
4 Виды промышленных роботов.
Вариант 20.
1 Основные элементы конструкции молотов, виды молотов.
2 Газовая резка, сущность процесса, газовые резаки.
3 Оборудование контактной сварки: виды, основные составные части,
принцип действия.
4 Лазерная обработка материалов, область применения, оборудование.
Вариант 21.
1 Виды проката, продукция волочильного производства.
2 Операции ультразвуковой обработки материалов.
З Виды и назначение транспортирующего оборудования.
4 Конструкция и принцип действия газовых редукторов.
Вариант 22.
1Технология и оснастка для литья в песчано-глинистые формы.
2 Виды, конструкции, принцип действия прессов.
3 Область применения и операции электронно-лучевой обработки материалов.
4 Основные параметры и виды мостовых кранов.
Вариант 23.
1 Ацетиленовые генераторы: назначение, виды, принцип действия.
2 Ножницы и прессы для резки для резки металлов: основные элементы
конструкции, область применения.
3Операции анодно-механической обработки материалов.
4 Конструкция и принцип действия газовых резаков.
Вариант 24.
1 Сущность процесса и назначение гальваники.
2 Виды оборудования для нагрева заготовок в кузнечнопрессовом производстве.
3Техника безопасности при сварочных работах.
4 Грузозахватные органы кранов.
Вариант 25.
1 Критерии выбора заготовок.
2 Сущность процесса газовой сварки, применяемые газы.
3 Плазменная обработка материалов, область применения, операции.
4 Основные элементы конструкции конвейеров
Пример ответа на вопрос
Охарактеризовать сущность и особенности магнитоимпульсной обработки металлов, основные операции.
Ответ.
Сущность и особенности магнитоимпульсной обработки металлов.
Магнитоимпульсная обработка металлов — электрофизический метод импульсного пластического деформирования металлов и сплавов, основанный на непосредственном преобразовании электрической энергии в механическую работу. Необходимые для осуществления механической деформации металлических заготовок усилия могут возникать в результате взаимодействия проводника (заготовки) с переменным магнитным полем, двух проводников с током, проводника с быстро уменьшающимся магнитным полем.
Наиболее распространен первый вариант магнитоимпульсной обработки. На рис. 1 показана принципиальная схема его осуществления. Батарея конденсаторов 3 (накопитель) заряжается постоянным током повышенного напряжения через выпрямитель 2 от сети переменного тока 1. По окончании зарядки батарея 3 с помощью коммутирующего устройства 4 (разрядник) замыкается на катушку 5 (индуктор) и быстро разряжаясь, создает вокруг витков индуктора мощный импульс переменного магнитного поля, которое, в свою очередь, индуктирует (наводит) в металлической заготовке 6 вихревые токи. Длительность и форма импульса разрядного тока при разряде батареи конденсаторов на цепь установки и соответственно длительность и форма импульса магнитного поля определяются основными параметрами разрядного контура, а именно индуктивностью L активным сопротивлением R и емкостью С.
Напряжение токов в заготовке пропорционально скорости изменения поля, а направление противоположно направлению разрядного тока в индукторе. Эти токи весьма быстро экранируют поле на поверхности заготовки, и магнитное поле между индуктором и заготовкой производит сильное давление как на заготовку, так и на индуктор.
На рис. 2 а, б, в показаны варианты распределения магнитного потока в рабочем витке при электромагнитном формообразовании.
На рис. 2 а представлено распространение силовых линий 5 импульсного магнитного поля, возникающего вокруг витка 3 при прохождении через последний импульса тока в момент замыкания ключа I, разряжающего конденсатор 2 через виток.
При помещении внутрь витка цилиндра 4, изготовленного из диэлектрика, силовые линии проходят через него беспрепятственно, не совершая никакой работы.
При помещении внутрь витка проводящего цилиндра 6 на поверхности последнего возникают вихревые токи, концентрирующие магнитное поле в пространстве между витком и цилиндром. Энергия этого поля при отсутствии уравновешивающего давления изнутри цилиндра уходит на механическое деформирование стенок.
В случае необходимости перераспределения поля и создания местной деформации в пространство между витком и цилиндром-заготовкой вводят металлические концентраторы 7 (преобразователи поля), создающие в заготовке 8 участки высокого давления (рис. 2, в).
Импульсное магнитное поле вокруг индуктора создается обычно разрядом через него батареи конденсаторов, заряженной при высоком напряжении. Энергия, запасенная в батарее конденсаторов, при разряде преобразуется в энергию магнитного поля.
С увеличением силы тока I увеличивается давление P, создаваемое магнитным полем. При соответствующих параметрах токового импульса и других факторов процесса это давление может механически деформировать заготовку или побудить ее переместиться по направлению к формообразующему инструменту, чтобы пластически деформироваться, приняв требуемую форму. Скорости деформирования в таких условиях велики и достигают сотен метров в секунду, а усилия достаточны для осуществления пластической деформации или среза многих металлов и сплавов при толщинах, доходящих до 10 мм, иногда выше.
Если скорость нарастания поля невелика, а длительность импульса значительна, то магнитное поле может проникнуть за заготовку и вызвать противодавление (создать «магнитную подушку»), ослабив результирующее давление (Рх) на заготовку
Чтобы предотвратить образование «магнитной подушки» и создаваемого ею противодавления, необходимо, чтобы длительность импульса магнитного поля не превышала времени, необходимого для деформирования заготовки.
При обжатии трубчатой заготовки на металлической оправке это время не должно быть меньше времени проникновения поля за стенку трубы.
При неметаллической оправке допускается меньшая скорость деформирования, так как для возникновения противодавления требуется время; магнитный поток должен проникнуть через стенку трубы и заполнить ее внутреннее поперечное сечение,
При деформировании заготовок по варианту магнитно-импульсной обработки силами притяжения к индуктору (быстро уменьшающимся магнитным полем индуктора) необходимо вначале создать медленное нарастание поля, чтобы индуктируемые (вихревые) токи были недостаточны и не препятствовали проникновению поля через заготовки. При этом давление отталкивания заготовки от индуктора невелико и она не деформируется. После того как поле за заготовкой достигло необходимой напряженности, его быстро уменьшают, что приводит к возникновению в заготовке сильных индуктированных токов, экранирующих поле внутри заготовки. Взаимодействие индуктированных токов с полем, проникшим за заготовку, приводит к возникновению электродинамических сил, направленных к индуктору и деформирующих заготовку в этом направлении.
Основные операции магнитоимпульсной обработки металлов.
Магнитоимпульсная обработка материалов обладает рядом существенных технологических достоинств. К ним относятся: отсутствие движущихся и трущихся частей в установках; легкость управления и регулирования мощностью; компактность установок, несложность ухода, высокая надежность, возможность встраивать их в поточные линии; высокая производительность; устранение необходимости в мощных, громоздких прессах, молотах и прочих машинах при выполнении ряда технологических операций; улучшение условий работы и снижение вероятности травматизма; возможность проведения различных операций формоизменения заготовок с использованием лишь одного формующего инструмента (либо матрица, либо пуансон), так как функции второго выполняет поле; снижение стоимости инструмента благодаря возможности его выполнения из дешевых материалов; относительная универсальность применяемых индукторов; возможность изготовлять детали сложных форм, получение которых обычными методами затруднительно; относительная несложность механизации и автоматизации операций обработки; возможность деформирования высокопрочных металлов и сплавов с предварительным нагревом их в вакууме или в среде инертных газов; улучшенные условия техники безопасности по сравнению с другими методами обработки давлением.
К недостаткам и ограничениям метода относятся сравнительно невысокий к.п.д. процесса из-за потерь на нагрев и рассеяние; затруднительность обработки заготовок с отверстиями и пазами, мешающими протеканию тока; недостаточная долговечность индукторов при работе с полями высокой напряженности; низкая эффективность обработки материалов низкой электропроводности; затруднительность выполнения операций глубокой вытяжки из-за инерционности процесса; сложность обработки заготовок больших толщин; шум при разрезке и т. д.
Области применения электромагнитного формообразования весьма разнообразны и охватывают преимущественно операции обработки давлением при обработке тонкостенных металлических заготовок любых форм (развальцовка, опрессовка, выдавливание гофров, раздача труб, чеканка, штамповка и др.). Таковы, например, операции опрессовки кабельных наконечников, обжатия тонкостенных металлических труб с образованием резьбы, напрессовки металлических колпачков на фарфоровые изоляторы, изготовления многогранных торцовых ключей из цилиндрических заготовок, соединения деталей напрессовкой соединительных колец, соединение металлических деталей с неметаллическими, сборки узлов и изделий, напрессовки втулок на тросы и др.
Принципиальные схемы проведения этих операций представлены ниже на рисунках.
Рисунок 3 – Обжим труб диаметром до 50мм с толщиной стенок 3мм на профильных стержнях: 1 – стержень, 2 – соленоид
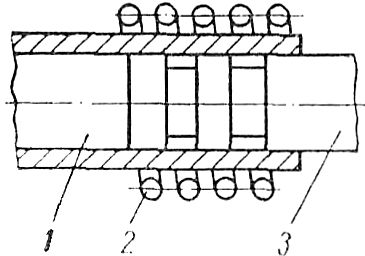
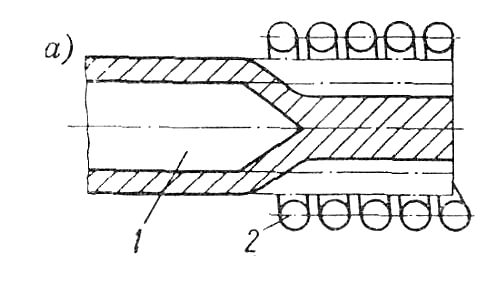
Рисунок 4 – Соединение концов труб: 1 – 3 – трубы, 2 – соленоид
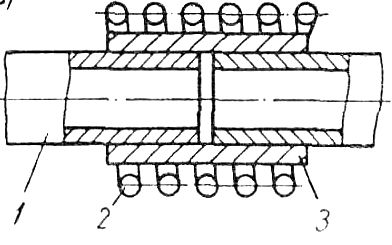
Рисунок 5 – Соединение труб муфтами: 1 – трубы; 2 – соленоид; 3 – муфта
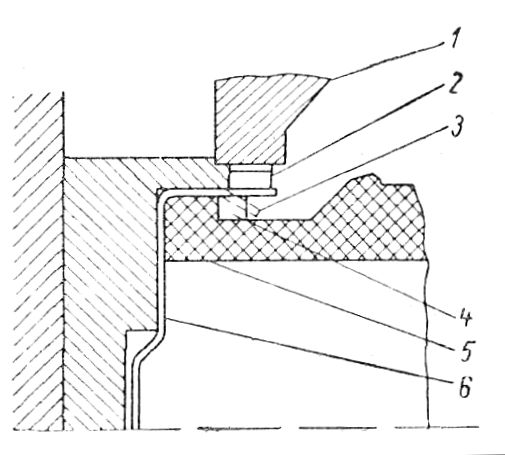
Рисунок 6 – опрессовка головок на фарфоровые изоляторы разрядников: 1 - шаблон; 2 – кольцевой алюминиевый концентратор; 3 – положение борта головки после прессования; 4 – резиновая прокладка; 5 – фарфоровый изолятор; 6 – головка из нержавеющей стали
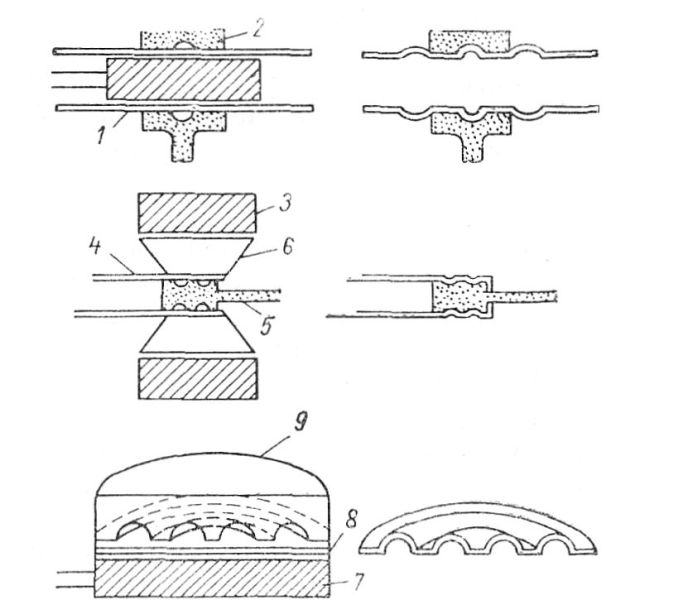
Рисунок 7 – Операции электромагнитного формообразования: 1, 4, 8 – заготовки; 2, 3, 7 – витки-преобразователи поля; 9 – матрица-преобразователь поля
infourok.ru
Министерство образования Пензенской области
ГАПОУ ПО «Пензенский многопрофильный колледж»
отделение машиностроения и промышленных технологий
УТВЕРЖДАЮ
Начальник ОМПТ
_______Т. А. Дадаева
«____»__________2016 г.
Контрольно-измерительные материалы
По дисциплине ОП.08 «Технология машиностроения»
Специальность 15.02.00 «Технология машиностроения
Преподаватель : Н.А. Боброва
2016г
Спецификация
контрольно- измерительных материалов промежуточной аттестации
1.Назначение зачетного задания:
- оценить уровень освоения материала, предусмотренного рабочей программой учебной дисциплины: «Технология машиностроения» с целью их промежуточной аттестации.
2.Документы, определяющие содержание промежуточной аттестации
Содержание зачётного задания определяется на основе Федерального компонента государственного стандарта.
3.Характеристика структуры и содержания промежуточной аттестации
Структура работы отвечает целям построения системы обучения технологии машиностроения - знание теоретических основ изучаемой дисциплины. Проводится в форме теста, которое состоит из 10 вопросов.
4.Распределегние заданий по содержанию, проверяемым умениям
В результате выполнения зачетного задания студент должен знать:
– основы технологии машиностроения.
5.Распределение заданий по уровню сложности
Для теоретических вопросов – уровень сложности ознакомительный.
Для практических вопросов – уровень сложности репродуктивный
6.Время выполнения работы – 20 минут.
7.Оценка выполнения отдельных заданий и работы в целом
Оценка знаний студентов должна опираться на строго объективные критерии.
Среди таких критериев важнейшими являются принципы подхода к оценке.
В общем виде эти принципы можно представить следующим образом:
глубокие знания и понимание существа вопроса;
степень сознательного усвоения изучаемой дисциплины;
понимание сущности дисциплины, места каждой темы в общем курсе и ее связи с предыдущими и последующими темами.
Критерии:
Оценка знаний осуществляется по 5-бальной системе следующим образом:
оценка «отлично» выставляется студенту за правильные ответы на не менее чем на 9 поставленных вопроса.
оценка «хорошо» выставляется студенту за за правильные ответы на не менее чем на 7 поставленных вопроса.
оценка «удовлетворительно» выставляется студенту за правильные ответы на не менее чем на 6 поставленных вопроса.
оценка «неудовлетворительно» выставляется студенту за правильные ответы меньше чем на 6 поставленных вопроса.
Оценка «единица» не используется.
8.Рекомендации по подготовке к зачету проводимому в форме теста.
равномерно распределить учебный материал на весь период
подготовки.
осознанно разбираться в материале, а не учить наизусть.
Требования ФГОС к обязательному минимуму содержания основной образовательной программы подготовки специалиста.
Дисциплина: Технология машиностроения.
Технология машиностроения:В результате изучения обязательной части цикла обучающийся должен:
уметь:
применять методику отработки деталей на технологичность;
применять методику проектирования операций;
проектировать участки механических цехов;
использовать методику нормирования трудовых процессов;
знать:
способы обеспечения заданной точности изготовления деталей;
технологические процессы производства типовых деталей и узлов машин
Вопросы тестирования
по «Технологии машиностроения»
2 варианта: 1, 2
По 10 вопросов.
Всего: 10 2=20 вопросов.
2=20 вопросов.
1 вариант
На точность обработки влияет:1) скорость резания
2) материал инструмента
3)упругие деформации системы обработки
4) мощность станка
2.
Погрешностью обработки называется:
:
1) допустимое отклонение размера
2) размерный износ инструмента
3) упругая деформация заготовки
4) разность реального и заданного по чертежу размеров
3
Какой вид термической обработки из перечисленных ниже является операцией поверхностного упрочнения?
1) нормализация
2) закалка токами высокой частоты
3) отжиг
4) отпуск.
4.
Чему равно основное время Т0?
1) 
2) 
3) 
4) 
5.
Что такое установ?
1) часть технологической операции, выполняемая при неизменном закреплении заготовки
2) часть технологической операции, выполняемая одним инструментом
3) фиксированное положение заготовки
4) фиксированное положение детали
6
Как называется узел токарного станка, служащий для сообщения подачи режущего инструмента?
1) суппорт
2) коробка подач
3) задняя бабка
4) фартук
7
Активный контроль…
1) это контроль при покупке изделия
2) это контроль при выпуске продукции в эксплуатацию
3) это контроль в процессе изготовления изделий
4) это измерение каждой единицы продукции
8
От чего зависит шероховатость при шлифовании?
1) от зернистости абразива
2) от марки абразива
3) от скорости резания
4) от диаметра круга
9
Какая из деталей станка передает вращение закрепленному в ней инструменту или обрабатываемой заготовке?
1) направляющие
2) станина
3) муфта
4) шпиндель
10
Поверхность, образуемая непосредственно режущей кромкой, это:
1) обрабатываемая поверхность
2) плоскость резания
3) основная плоскость
4) обработанная поверхность
2 вариант
Что такое норма времени?1) время перерывов
2) время работы
3) подготовительно-заключительное время
4) регламентированное время на выполнение заданного объема работ
2
Стружка сливная, скалывания и надлома может образоваться при:
1) фрезерной обработке
2) токарной обработке
3) сверлильной обработке.
4) хонинговальной обработке
3
Каким параметром определяется величина перемещения резца за один оборот детали?
1) глубиной резания
2) частотой вращения шпинделя
3) подачей при точении
4) скоростью резания при точении
4
Что такое технологическая операция?
1) часть производственного процесса
2) изменение формы и размеров заготовки
3) законченная часть техпроцесса, выполняемая на одном рабочем месте
4) фиксированное положение, занимаемое неизменно закрепленной заготовкой
5
Какой параметр режима резания определяется по формуле  ?
?
1) крутящий момент
2) скорость резания при наружном продольном и поперечном точении и растачивании
3) сила резания
4) скорость резания при сверлении, рассверливании, зенкеровании, развертывании
6
Какие устройства автоматических линий служат для приема, хранения и выдачи заготовок из межоперационных заделов?
:
1) накопительные устройства
2) транспортные механизмы
3) загрузочные устройства
4) механизмы изменения ориентации
7
Какой резец предназначен для обработки закругленных канавок?
1) проходной токарный резец
2) фасонный токарный резец
3) расточной токарный резец
4) галтельный токарный резец
8
Как называется подготовка технологического оборудования и оснастки к выполнению определенной технологической операции?
1) наладка
2) настройка
3) запуск
4) подготовка
9
Фактор среды или трудового процесса, воздействие которого может вызвать профессиональное заболевание, называется:
1) опасным
2) вредным
3) производственным
4) экологическим
10
Каков коэффициент закрепления операций для единичного производства?
1) 0 < Кз.о.< 20
2) Кз.о.= 1
3) Кз.о.>40
4) Кз.о.= 10
Правильные ответы к тестам по Технологии машиностроения
Группа ___________ Ф.И.О. студента_______________
Вариант______
Преподаватель______________Н.А. Боброва
infourok.ru
Министерство образования и науки Российской Федерации
Федеральное агентство по образованию
Саратовский государственный технический университет
Балаковский институт техники, технологии и управления
Методические указания
к выполнению контрольной работы
по курсу «Основы технологии машиностроения»
для студентов специальности 120100
заочной формы обучения
Одобрено
редакционно-издательским советом
Балаковского института техники,
технологии и управления
Балаково 2010
Содержание контрольной работы должно соответствовать установленному варианту. Вариант контрольной работы определяют по двум последним цифрам шифра студента по таблице. На пересечении строки, соответствующей предпоследней цифре, и столбца, соответствующего последней цифре шифра, указаны четыре числа, которые являются порядковыми номерами контрольных вопросов в их перечне.
Контрольная работа включает в себя подробный ответ на 1 контрольных вопроса, в том числе решение 2 задач. Для решения задач приведены все необходимые данные.
Произвольные отклонения от порядка выбора задания не допускаются и контрольные варианты, выполненные не на тему или с отклонениями от нее, не засчитываются. Контрольные задания выполняют в письменном виде. Текст вопросов должен быть написан перед ответом на вопрос и подчеркнут. Ответы на вопросы контрольных заданий должны быть четкими и ясными, основываться на теоретических положениях, изложенных в рекомендуемых учебниках, иллюстрироваться схемами, эскизами, а также примерами из учебной литературы или из практики предприятия, на котором студент работает. Ответы на вопросы контрольных заданий следует давать своими словами, а не переписывать соответствующий текст учебника или учебного пособия. Эскизы, схемы и чертежи выполняются от руки в глазомерном масштабе с указанием основных размеров, сечений и разрезов по правилам Единой системы конструкторской документации (ЕСКД). Страницы контрольной работы, таблицы и рисунки необходимо пронумеровать, при этом рисунки, эскизы и схемы должны иметь поясняющие подписи. При ответе следует ссылаться на иллюстративный материал. На страницах работы необходимо оставить поля для замечаний рецензента. Страницы контрольной работы нумеруются внизу справа. Объем выполняемого задания – 10 - 12 страниц стандартной ученической тетради. В конце выполненного задания студент приводит список использованной литературы по ГОСТ 7.1-2003, указывает дату выполнения работы и ставит свою подпись.
Если работа не зачтена, то она посылается на исправление, согласно сделанным замечаниям. Исправленная контрольная работа сдается в деканат повторно. Без выполненной контрольной работы студенты не допускаются к экзамену (зачёту).
| Предпос-ледняя цифра шифра | Номера контрольных вопросов | |||||||||
| Последняя цифра шифра | ||||||||||
| 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
| 0 | 1 27-1 28 А | 2 27-2 28 Б | 3 27-3 29 А | 4 27-4 29 Б | 5 27-5 30-1 | 6 27-6 30-2 | 7 27-7 30-3 | 8 27-8 30-4 | 9 27-9 30-5 | 10 27-10 30-6 |
| 1 | 11 27-11 30-7 | 12 27-12 30-8 | 13 27-13 30-9 | 14 27-14 30-10 | 15 27-15 30-11 | 16 27-16 30-12 | 17 27-17 30-13 | 18 27-18 28 А | 19 27-19 28 Б | 20 27-20 29 А |
| 2 | 21 27-21 29 Б | 22 27-22 30-1 | 23 27-23 30-2 | 24 27-24 30-3 | 25 27-25 30-4 | 26 27-26 30-5 | 1 27-1 30-6 | 2 27-2 30-7 | 3 27-3 30-8 | 4 27-4 30-9 |
| 3 | 5 27-5 30-10 | 6 27-6 30-11 | 7 27-7 30-12 | 8 27-8 30-13 | 9 27-9 28 А | 10 27-10 28 Б | 11 27-11 29 А | 12 27-12 29 Б | 13 27-13 30-1 | 14 27-14 30-2 |
| 4 | 15 27-15 30-3 | 16 27-16 30-4 | 17 27-17 30-5 | 18 27-18 30-6 | 19 27-19 30-7 | 20 27-20 30-8 | 21 27-21 30-9 | 22 27-22 30-10 | 23 27-23 30-11 | 24 27-24 30-12 |
| 5 | 25 27-25 30-13 | 26 27-25 28 А | 1 27-1 28 Б | 2 27-2 29 А | 3 27-3 29 Б | 4 27-4 30-1 | 5 27-5 30-2 | 6 27-6 30-3 | 7 27-7 30-4 | 8 27-8 30-5 |
| 6 | 9 27-9 30-6 | 10 27-10 30-7 | 11 27-11 30-8 | 12 27-12 30-9 | 13 27-13 30-10 | 14 27-14 30-11 | 15 27-15 30-12 | 16 27-16 30-13 | 17 27-17 28 А | 18 27-18 28 Б |
| 7 | 19 27-19 29 А | 20 27-20 29 Б | 21 27-21 30-1 | 22 27-22 30-2 | 23 27-23 30-3 | 24 27-24 30-4 | 25 27-25 30-5 | 26 27-26 30-6 | 1 27-1 30-7 | 2 27-2 30-8 |
| 8 | 3 27-3 30-9 | 4 27-4 30-10 | 5 27-5 30-11 | 6 27-6 30-12 | 7 27-7 30-13 | 8 27-8 28 А | 9 27-9 28 Б | 10 27-10 29 А | 11 27-11 29 Б | 12 27-12 30-1 |
| 9 | 13 27-13 30-2 | 14 27-14 30-3 | 15 27-15 30-4 | 16 27-16 30-5 | 17 27-17 30-6 | 18 27-18 30-7 | 19 27-19 30-8 | 20 27-20 30-9 | 21 27-21 30-10 | 22 27-22 30-11 |
ЗАДАНИЕ ДЛЯ ЗАОЧНИКОВ ПО ДИСЦИПЛИНЕ
«ОСНОВЫ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ»
КОНТРОЛЬНАЯ РАБОТА №1
Основные положения и понятия технологии машиностроения, как науки, закономерности и связи, проявляющиеся в процессе проектирования и создания машины.
Понятие о машине и её служебном назначении.
Статистический метод исследования точности изделий.
Деление изделия на сборочные единицы, правила составления технологической схемы сборки.
Понятие о подготовки производства, виды подготовки производства.
Содержание и последовательность осуществления конструкторской подготовки производства.
Содержание и последовательность осуществления технологической подготовки производства.
Типы производств, их характеристика и расчёт.
Методы исследования точности обработки.
Теория размерных цепей. Основные понятия и определения.
Суммарная погрешность обработки при методе пробных ходов и промеров.
Суммарная погрешность обработки при методе автоматического получения размеров.
Построение эмпирической и теоретической кривых распределения.
Статистический анализ качества изделий в машиностроении, точечная диаграмма, статистические параметры качества.
Качество поверхностного слоя изделий.
Опишите методы достижения точности при использовании автоматического получения размеров на настроенном станке и пробных ходов и промеров.
Технологичность конструкции изделий.
Классификация показателей качества изделий в машиностроении, критерии оценки долговечности и надежности изделий.
Макро- и микрогеометрия поверхности и их влияние на эксплуатационные свойства деталей.
Закон Гаусса, свойства кривой Гаусса.
Изменение характеристик закона Гаусса. Примеры.
Постановка задачи и выявление размерной цепи.
Методы расчета размерных цепей.
Физико-механическое состояние поверхностного слоя.
Методы достижения технологичности конструкции.
Виды технологичности конструкции, основные и дополнительные показатели оценки технологичности конструкции.
Определить условное число однотипных операций  , выполняемых на каждом рабочем месте, коэффициент закрепления операцийКзо и тип производства при реализации технологических процессов изготовления двух деталей, используя исходные данные.
, выполняемых на каждом рабочем месте, коэффициент закрепления операцийКзо и тип производства при реализации технологических процессов изготовления двух деталей, используя исходные данные.
| Вариант | Тшт к на операцию, мин |
| |||||
| 005 | 010 | 015 | 020 | 025 | 030 | ||
| 1 | 3,3 | 4,8 | 4,6 | 5,9 | 6,3 | 7,5 | 4500 |
| 2 | 2,1 | 5,3 | 8,8 | 7,5 | 1,8 | 11,2 | 10000 |
| 3 | 4,7 | 7,8 | 5,4 | 10,3 | 15,2 | - | 2500 |
| 4 | 5,2 | 4,3 | 12,4 | 4,8 | 1,2 | 3,8 | 7500 |
| 5 | 1,2 | 0,8 | 2,1 | 2,8 | 1,9 | 0,7 | 15000 |
| 6 | 12,0 | 32,3 | 15,6 | 10,3 | 9,2 | - | 1500 |
| 7 | 15,0 | 42,0 | 11,3 | 7,4 | - | - | 1000 |
| 8 | 0,9 | 1,2 | 7,1 | 3,4 | 5,3 | - | 10000 |
| 9 | 3,0 | 4,5 | 6,3 | 5,4 | 1,2 | 1,7 | 7500 |
| 10 | 1,2 | 2,1 | 0,9 | 1,8 | 3,2 | - | 3000 |
| 11 | 5,0 | 6,2 | 4,2 | 7,8 | 8,3 | 5,4 | 1500 |
| 12 | 3,8 | 4,3 | 12,0 | 6,3 | - | - | 3800 |
| 13 | 7,0 | 6,5 | 8,3 | 5,4 | 7,8 | 2,4 | 10000 |
| 14 | 4,0 | 7,0 | 2,2 | 3,5 | 4,7 | - | 50000 |
| 15 | 2,7 | 1,8 | 3,9 | 4,6 | 6,6 | - | 1500 |
| 16 | 7,0 | 8,0 | 9,0 | 10,0 | 7,5 | 8,5 | 5000 |
| 17 | 13,5 | 6,8 | 7,5 | 14,0 | 3,5 | - | 1500 |
| 18 | 3,0 | 4,5 | 2,9 | 7,4 | 1,8 | - | 12000 |
| 19 | 9,5 | 36,0 | 14,0 | 22,0 | - | - | 4000 |
| 20 | 1,8 | 6,7 | 3,8 | 12,0 | 6,1 | 5,3 | 25000 |
| 21 | 6,5 | 4,3 | 11,2 | 7,8 | 1,2 | 3,4 | 1000 |
| 22 | 0,8 | 1,7 | 1,9 | 0,6 | 1,4 | 3,2 | 40000 |
| 23 | 3,6 | 5,2 | 2,8 | 8,3 | 4,2 | - | 3000 |
| 24 | 26,0 | 14,0 | 43,0 | 8,0 | - | - | 1000 |
| 25 | 3,3 | 4,8 | 4,6 | 5,9 | 6,3 | 7,5 | 4500 |
| 26 | 26,0 | 14,0 | 43,0 | 8,0 | - | - | 1000 |
studfiles.net
З2
технологические процессы производства типовых деталей и узлов машин
определение класса деталей;
формирование маршрута обработки типовых деталей и узлов;
определение необходимого технологического оборудования и технологического оснащения;
- заполнение технологической документации.
Создание контрольно – оценочных средств по рубежному контролю осуществлялось с учетом следующих подходов:
Каждая контрольная работа содержит цель, структуру индивидуального варианта, оценивание заданий, теоретические вопросы для самоподготовки, примерный вариант и вариант для самостоятельного решения и задания по вариантам.
структура заданий индивидуального варианта содержит основные и наиболее значимые учебные элементы по теме, разделу учебной дисциплины;
все варианты одной контрольной работы одинаковой сложности;
время на выполнение заданий варианта составляет 40 минут;
соблюдение единых требований к критериям выставления отметок по результатам правильных ответов студентов: отметка «5» ставится за 81% и более правильных ответов, отметка «4» - 61 –80% правильных ответов, отметка «3» - 39 –60 % правильных ответов и отметка «2» - менее 39 % правильных ответов.
Задания рубежного контроля (контрольных работ) выполняются в любой последовательности в течение 45 минут, из которых 5 минут отводится на вводное инструктирование по порядку оформления, правилам выполнения заданий и 40 минут отводится для ответов на задания выполняемого варианта. Баллы, полученные за выполненные задания, суммируются, и выставляется отметка.
Результаты рубежного контроля (контрольных работ) используются для оценки достижений обучающихся.
УЧЕБНАЯ ДИСЦИПЛИНА «ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ»
Специальности 15.02.08 ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ
Базовая подготовка
ОСНОВЫ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
Цель: проверить знания по разделу «Основы технологии машиностроения» и умения базировать заготовки, разрабатывать технологическую операцию.
Проверяемые умения и знания:
З1, З2, У2, У3, ПК1.1, ПК1.2, ПК1.3, ПК3.1, ПК3.2
№ 1 – 1,5 б., № 2 – по 1,5 б. № 3 – 3,0 б., №4 – 3,0 б.
«5» ≥ 81 % (более 7,3 баллов)
«4» 61 – 80 % (5,5 – 7,2 баллов)
«3» 39 – 60% (3,5 – 5,4 баллов)
«2» 20 – 38 % (1,8 – 3,4 баллов)
«1» ≤ 20 % (менее 1,8 баллов)
ПРИМЕЧАНИЕ:
1. Не разрешается пользоваться справочниками, таблицами, выходить из аудитории
2. Отметка ставиться только на основании правильных ответов, за ошибочные ответы баллы не снимаются
УЧЕБНАЯ ДИСЦИПЛИНА «ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ»
Специальности 15.02.08 ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ
Базовая подготовка
КОНТРОЛЬНАЯ РАБОТА № 1
ОСНОВЫ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
Вариант 1
Теоретическое задание
1. Производственный процесс.
2. Технологический процесс и его составляющие: операция, переход, установ, позиция, рабочий ход.
Практическое задание
3. Разработать схему базирования для обработки детали типа «Втулка»
(Приложение чертеж №1).
4. Спроектировать технологическую операцию для обработки поверхностей
infourok.ru
Ø 35h7, торца, отверстия Ø 16H9
Приложение 1
Исходные данные:
УЧЕБНАЯ ДИСЦИПЛИНА «ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ»
Специальности 15.02.08 ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ
Базовая подготовка
КОНТРОЛЬНАЯ РАБОТА № 1
ОСНОВЫ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
Вариант 2
Теоретическое задание
1.Типы машиностроительного производства и их особенности.
2. Классификация технологических процессов по ГОСТ 3.1109-82. Виды технологической документации.
Практическое задание
3. Разработать схему базирования для обработки детали типа «Вал»
(Приложение чертеж №2).
4. Спроектировать технологическую операцию для обработки поверхностей
Ø 10h8, Ø 12h8, Ø 30h8
Приложение 2
Исходные данные:
УЧЕБНАЯ ДИСЦИПЛИНА «ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ»
Специальности 15.02.08 ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ
Базовая подготовка
КОНТРОЛЬНАЯ РАБОТА № 1
ОСНОВЫ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
Вариант 3
Теоретическое задание
1. Базирование деталей. Классификация баз.
2. Технологический процесс и его составляющие: операция, переход, установ, позиция, рабочий ход.
Практическое задание
3. Разработать схему базирования для обработки отверстия в детали типа «Вал» (Приложение чертеж №3).
4. Спроектировать технологическую операцию для обработки поверхностей
Ø 16H7, торца и ступени вала Ø 35
Приложение 3
Исходные данные:
УЧЕБНАЯ ДИСЦИПЛИНА «ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ»
Специальности 15.02.08 ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ
Базовая подготовка
КОНТРОЛЬНАЯ РАБОТА № 1
ОСНОВЫ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
Вариант 4
Теоретическое задание
1. Виды заготовок и методы их получения. Требования к заготовкам. Коэффициент использования материала.
2. Классификация технологических процессов по ГОСТ 3.1109-82. Виды технологической документации.
Практическое задание
3. Разработать схему базирования для обработки ступенчатого отверстия в детали типа «Втулка» (Приложение чертеж № 4).
4. Спроектировать технологическую операцию для обработки поверхностей Ø100, Ø 95h9, Ø 94
Приложение 4
Исходные данные:
УЧЕБНАЯ ДИСЦИПЛИНА «ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ»
Специальности 15.02.08 ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ
Базовая подготовка
ОСНОВЫ ТЕХНИЧЕСКОГО НОРМИРОВАНИЯ.
ПРОЕКТИРОВАНИЕ ТИПОВЫХ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ.
Цель: проверить знания по разделу «Основы технологии машиностроения» и умения базировать заготовки, разрабатывать технологическую операцию.
Проверяемые умения и знания:
У2, З2, OK2
№ 1 – 1,5 б., № 2 – по 1,5 б. № 3 – 3,0 б., №4 – 3,0 б.
«5» ≥ 81 % (более 7,3 баллов)
«4» 61 – 80 % (5,5 – 7,2 баллов)
«3» 39 – 60% (3,5 – 5,4 баллов)
«2» 20 – 38 % (1,8 – 3,4 баллов)
«1» ≤ 20 % (менее 1,8 баллов)
ПРИМЕЧАНИЕ:
1. Не разрешается выходить из аудитории
infourok.ru
 , шт
, шт