ВВЕДЕНИЕ
Приспособлениями в машиностроении называют дополнительные устройства к технологическому оборудованию, применяемые при выполнении технологических операций (обработка заготовок, сборка изделий, контроль). За счет использования приспособлений устраняется необходимость разметки заготовок, расширяются технологические возможности металлообрабатывающего оборудования, возрастает производительность труда, повышаются точность обработки и качество изделий. Используя приспособления, можно сократить основное технологическое время за счет совмещения обработки нескольких заготовок и различных поверхностей одной заготовки; увеличение числа одновременно работающих инструментов, повышения параметров режимов обработки. В общем объёме средств технологического оснащения примерно 50 % составляют станочные приспособления.
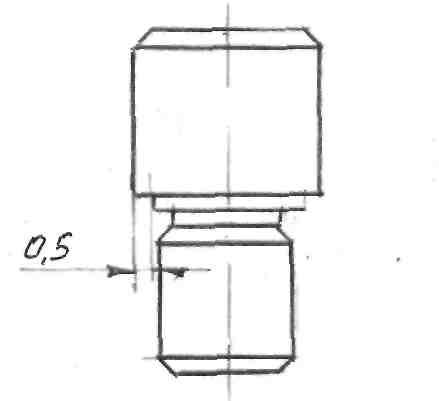
Для обработки отверстий на сверлильном станке чаще всего применяют кондукторы. Кондуктор-это приспособление, служащее для установки деталей, обрабатываемых на сверлильных станках, и имеющие кондукторные втулки для направления режущего инструмента. Кондукторная втулка предохраняет инструмент от увода в начале резания.Для уменьшения износа втулок и уменьшения смещения оси обрабатываемого отверстия из-за возможного перекоса инструмента во втулке между ее нижним торцом и поверхностью заготовки оставляют зазор. Тогда стружка не проходит через втулку, а сбрасывается в сторону. При сверлении стали зазор увеличивается до размера диаметра.
Иногда при обработке отверстий, расположенных на различных поверхностях деталей, требуется изменять ее положение на станке относительно режущего инструмента. Для этого применяют кондукторы различных видов: накладные, стационарные, передвижные, поворотные, групповые.
В моём случае для обработки детали «Фланец» выгодно применить кондуктор для сверления отверстий по окружности детали. Применение кондуктора позволяет надёжно базировать и закреплять обрабатываемую деталь с сохранением её жёсткости в процессе обработки, повысить производительность и облегчить условия труда рабочего в результате механизации приспособлений.
1 ОБЩАЯ ЧАСТЬ
1.1 Назначение, устройство, принцип действияпроектируемого приспособления

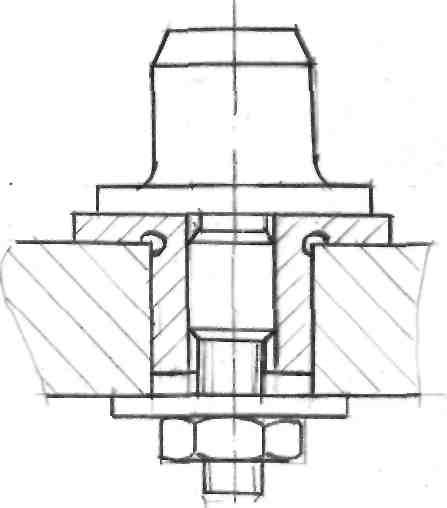
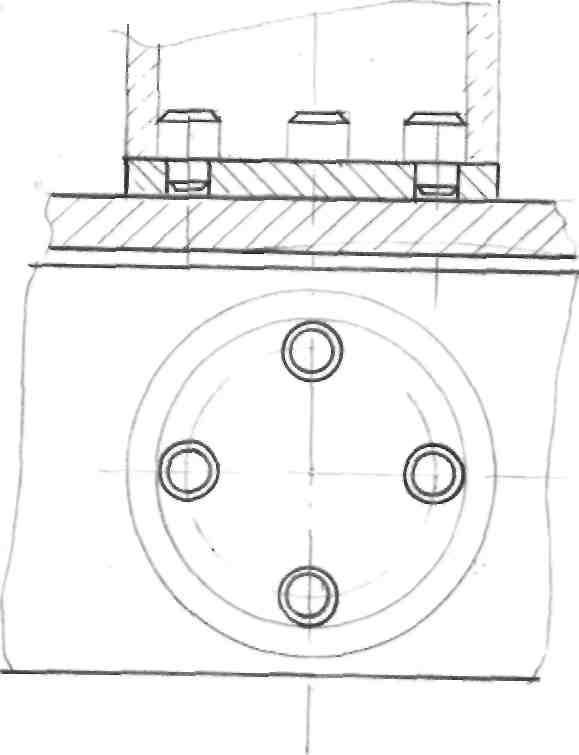
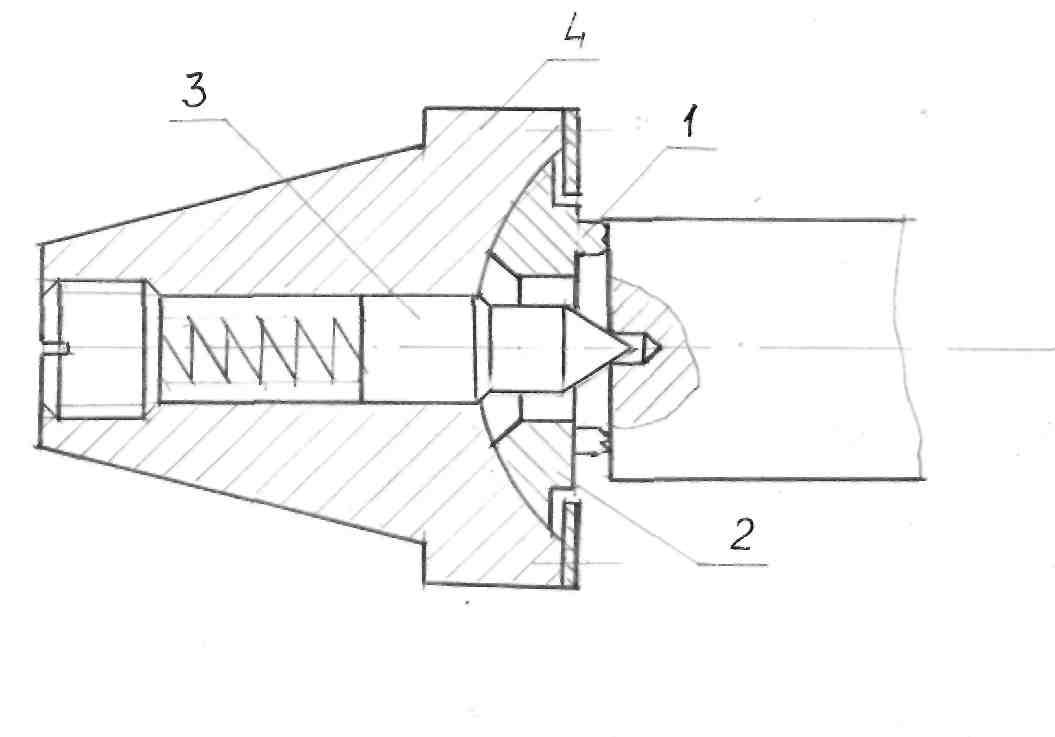
Рисунок 1 Кондуктор для сверления отверстий по окружности
На сверлильных станках широкое распространение получили кондукторы.
Кондуктор - это станочное приспособление, предназначенное для закрепления деталей, обрабатываемых на сверлильных станках, и имеющие кондукторные втулки для предотвращения увода сверла.
Кондуктор состоит из трёх основных частей: ползуна с кондукторной планкой, вертикально перемещающегося по скалкам приспособления; консольной планки для закрепления деталей и делительного устройства. Планка с кондукторной втулкой перемещается по направляющим ползуна; отсчет перемещений производится по нониусу.
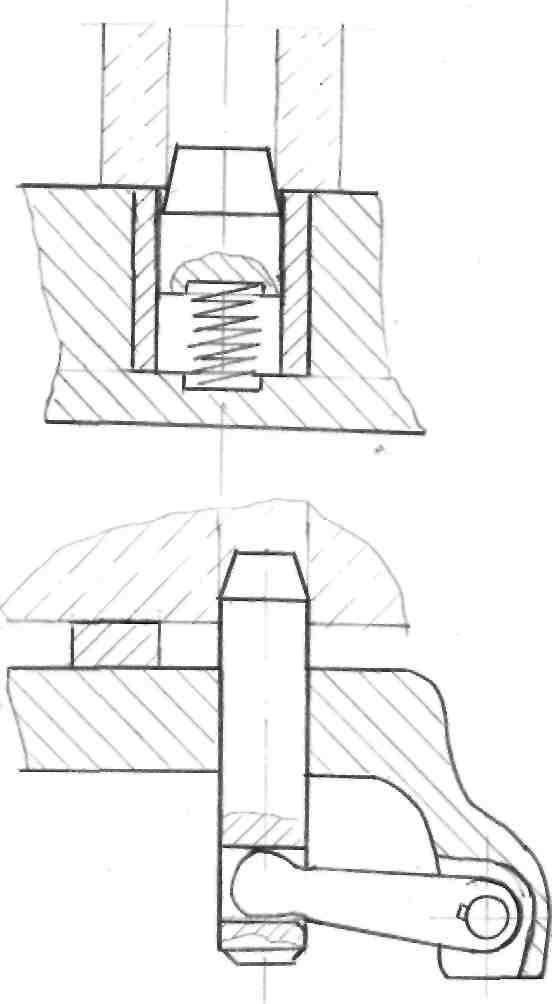
В два отверстия корпуса 3 запрессованы две параллельные направляющие втулки 18,по которым в вертикальном направлении перемещается ползун 10.Кондукторная планка 9 устанавливается на требуемый диаметр расположения осей отверстий по окружности вручную по нониусу, нанесенному на боковой прикрывающей планке и миллиметровой шкале на кондукторной планке. Кондукторная планка 9 после перестановки закрепляется винтом 14 с накатной головкой, который через промежуточный плунжер 13 и шарик 12 действует на зажимной шарик 11,который заклинивается в продольномV- образном пазу ползуна 16. В постоянную кондукторную втулку 7 устанавливается сменная кондукторная втулка 8. Регулируемый по высоте ползун 10 зажимается в требуемом положении винтом 15 с накатной головкой, действующим через шарик 16. Шарик 16 как клин передаёт давление на два промежуточных шарика 17, расположенных в поперечном канале ползуна 10, прижимающих плунжеры, расположенные в этом канале, к колонкам 18.
1.2 Маршрутная технология для изготовления детали «Фланец»
005 Заготовительная
Заготовка-штамповка
010Токарная
015Сверлильная
Сверлить 12отв.Ø26 на l=32
020Контрольная

Рисунок 2 Операционный эскиз детали «Фланец»
1.3 Проверка условия лишения возможности перемещения заготовки в приспособлении по шести степеням свободы.
Требуемая точность обработки обеспечивается определённым положением заготовки относительно режущего инструмента. Положение заготовки при обработке характеризуется шестью степенями свободы. Каждое свободное, твердое тело имеет 6 степеней свободы, т.е. 3-хкоординатное перемещение вдоль осей X,Y,Z. Поэтому чтобы лишить деталь всех 6-и степеней свободы, необходимо обеспечить силовой контакт поверхности детали в приспособлении с 6-ю неподвижными точками. В этом заключается правило 6-и точек. Причем эти 6 точек должны быть расположены в 3-х взаимоперпендикулярных плоскостях.
Закрепляем деталь в трёхкулачковом патроне, кулачки работают на разжим, деталь зажимается за внутреннюю поверхность. Заготовка лишается всех 6 степеней свободы: возможности перемещения относительно осей X, Y, Zи вращение вокруг X, Y, Z.Сверло при обработке направляется кондукторной втулкой, что позволяет уменьшить смещение инструмента при сверлении.

рисунок 3 Схема базирования детали «Фланец»
2 РАСЧЁТНАЯ ЧАСТЬ
2.1 Расчёт погрешности базирования заготовки в приспособлении
В процессе обработки заготовки возникают отклонения от геометрической формы и размеров, заданных чертежом, которые должны находиться в пределах допусков, определяющих наибольшие допустимые значения погрешностей размеров и формы заготовки или детали.
Сумма всех погрешностей определяется по формуле
∑
 =kбаз. +yст. + обр. +[]пр. ,(1)
=kбаз. +yст. + обр. +[]пр. ,(1) где k=0,8÷0,85 – коэффициент уменьшения погрешности
баз вследствии того, что действительные размеры установочной поверхности редко равны предельным;  баз. - погрешность базирования при выполнении данной операции; баз =0 уст - погрешность установки, возникающая под действием зажимных сил и сил резания. Она зависит от типа приспособления, и главным образом, от характера зажима и не зависит от схемы базирования и метода обработки. уст. =0,13мм обр - погрешность обработки детали на данной операции.
баз. - погрешность базирования при выполнении данной операции; баз =0 уст - погрешность установки, возникающая под действием зажимных сил и сил резания. Она зависит от типа приспособления, и главным образом, от характера зажима и не зависит от схемы базирования и метода обработки. уст. =0,13мм обр - погрешность обработки детали на данной операции. Эту величину можно определить следующим образом
обр. =k, * , (2)
, (2) где
 -табличное значение средней экономической точности.
-табличное значение средней экономической точности. k, =0,6÷0,8 – коэффициент уменьшения величины
 , которым учитывается изменение табличных данных, k, =0,8 обр. =0,2436мм
, которым учитывается изменение табличных данных, k, =0,8 обр. =0,2436мм [
]пр. , т. к причины, вызывающие эту погрешность своевременно устраняются, то при расчёте погрешности этой составляющей обычно пренебрегают. ∑
=0,8*0+0,13+0,2436=0,3736мм. Для обеспечения необходимой точности обрабатываемой детали при конструировании приспособления необходимо выбрать такую схему, при которой будет соблюдено условие
 базбаз.доп . (3)
базбаз.доп . (3) где
баз -действительное значение погрешностей базирования обрабатываемой детали в приспособлении;  баз.доп. - допускаемое значение погрешностей базирования обрабатываемой детали в приспособлении.
баз.доп. - допускаемое значение погрешностей базирования обрабатываемой детали в приспособлении. Допускаемое значение погрешностей базирования обрабатываемой детали в приспособлении определяется по формуле
баз.доп =δ , (4)
, (4) где δ- Допуск на размер обрабатываемого отверстия;
 - точность обработки детали достижимая при выполнении данной операции.
- точность обработки детали достижимая при выполнении данной операции. Определяем для размера Ø320.
δ(14квалитет)=1мм
(12квалитет)=0,406мм 0<0,594, условие выполнено.
mirznanii.com
Производительность и точность обработки деталей на металлорежущих станках в значительной степени зависит от оснащения их технологической оснасткой, т.е. от конструкций станочных приспособлений, которые должны при небольших затратах на их проектирование, изготовление и эксплуатацию обеспечивать получение высококачественных деталей. Кроме того, они должны способствовать облегчению условий труда и повышению его производительности за счёт сокращения машинного и вспомогательного времени. Это достигается путём применения многоинструментальной, групповой или непрерывной обработки деталей, внедрения скоростных режимов резания, использования быстродействующих зажимов с механическим, пневматическим, гидравлическим или пневмогидравлическим или пневмогидравлическим приводом.
Применение механизированных приводов обеспечивает быстрое и надёжное закрепление обрабатываемых деталей и позволяет автоматизировать циклы обработки. Последнее особенно важно при многостаночном обслуживании и массовом внедрении на заводах скоростных режимов резания.
Применение приспособлений позволяет: устранить разметку заготовок перед обработкой, повысить точность обработки снизить себестоимость продукции, облегчить условия работы и обеспечить её безопасность, расширить технологические возможности оборудования, применить технически обоснованные нормы времени, сократить число рабочих, необходимых для выпуска продукции.
В крупносерийном и массовом производстве на каждую деталь приходится в среднем до 10 приспособлений.
Изучение курса «Технологическая оснастка» основывается на базе изучения дисциплин: машиностроительное черчение, деталей машин, резания металлов, металлорежущие станки, технология машиностроения. Знание основ технологической оснастки весьма значительно, т.к. каждому инженеру-механику работающему в области машиностроения, нужно знать методику методику конструирования высокопроизводительных приспособлений, уметь производить необходимые прочностные расчёты и гарантировать требуемую точность обработки деталей в приспособлении.
Конструктор приспособлений должен уметь широко пользоваться нормализованными деталями, узлами и агрегатами приспособлений, снижая тем самым трудоёмкость конструкторских работ и металлоёмкость.
Конструкция приспособлений зависит от многих факторов: программы выпуска деталей, оборудования, наличия нормализованных деталей и узлов, содержание выполняемых операций и т. д.Одни приспособления состоят из трёх - четырёх деталей типа индикаторная стойка, другие, более сложные из десятков и сотен деталей, имеющих пневмотическую, гидравлическую, пневмо-гидравлическую аппаратуру и привод.
Затраты на изготовление приспособлений достигают 15-20% от стоимости оборудования. 80-90% общего парка приспособлений применяется для установки и закрепления обрабатываемых заготовок.
Приспособлением в машиностроении называются вспомогательные устройства, предназченные для базирования и закрепления заготовки относительно станка режущего инструмента.
Применение приспособлений позволяет:
Обеспечить стабильное качество обрабатываемых заготовок.
Сократить время на изготовление детали.
Расширить технологические возможности оборудования т.е. с помощью приспособлений на обычных универсальных станках можно выполнить такую работу и получить такую точность, которые в обычных условиях без применения приспособлений получить невозможно.
Например:
а) применив на обыкновенном вертикально-сверлильном станке многошпиндельную головку, мы получим многошпиндельный сверлильный станок.
б) с помощью расточных кондукторов можно получить высокую точность размеров на изношенном расточном станке.
Станочные приспособления позволяют снизить себестоимость изготовления детали за счёт использования рабочих более низкой квалификации, устранить трудоёмкую операцию разметку, значительно сократить вспомогательное время Tвсп
По данным Экспериментального научно-исследовательского института металлорежущих станков (ЭНИМС) за последние годы скоро резания увеличилась в два три раза, во столько и уменьшилось основное время, а производительность труда в машиностроении повысилась незначительно. Такое несоответствие является следствием неучёта вспомогательного времени, которое на некоторых операциях достигает 30-40% от Тшт
Методы установки заготовок на станке
1. Установка заготовки непосредственно на столе станка или в универсальном приспособлении с выверкой её положения относительно стола станка и инструмента. Этот способ требует много времени и его применяют в единичном и мелкосерийном производстве, когда экономически не целесообразно изготовлять специальное приспособление.
Точность установки для деталей габаритом до Зметров по необработанной поверхности составляет ± 1,5 мм, по обработанным поверхностям ± 0,1мм.
2. Установка заготовки на станке по разметке. Разметкой называется, нанесение на заготовку осей и линий, определяющих положение
обрабатываемых поверхностей. При разметке заготовку покрывают меловой краской, после того как она высохнет, заготовку помещают на разметочную плиту, в призме или угольнике и наносят линии на поверхности при помощи штангельрейсмуса, циркуля, угольника, штангельциркуля с острыми губками и других инструментов. Для того чтобы линии были видны в случае удалении краски вдоль линии наносят керном точки через некоторые промежутки. Разметка требует значительной затраты времени высокой квалификации специалиста разметчика, от индивидуальных качеств которого зависит точность разметки. Установка по разметки не обеспечивает высокой точности обработки. Такой способ применяется при обработке крупногабаритных заготовок в единичном и мелкосерийном производстве. Точность обработки по разметке деталей габаритом до Зм ± 0,5 мм.
3. Установка заготовки в специальном приспособлении. Этот способ установки обеспечивает придание и закрепление заготовки с достаточно высокой точностью и с малыми затратами времени Установка и закрепление заготовки на станках при помощи специальных приспособлений осуществляется значительно легче и быстрее, чем установка и креплении непосрественно на столе станка. Применение специального приспособления обеспечивает высокую и наиболее стабильную точность обработки для всех деталей изготавливаемых с их помощью, благодаря этому в наибольшей степени обеспечивается взаимозаменяемость деталей. Помимо этого, применение приспособлений позволяет вести обработку при более высоких режимах резания, значительно сократить Твсп, в том числе и на измерение детали процессе
обработки.
Классификация приспособлений
Станочные приспособления классифицируются по целевому назначению и по степени специализации. По целевому назначению они подразделяются:
1) станочные - для базирования и закрепления деталей. В зависимости от вида обработки они делятся на
а) токарные,
б) фрезерные,
в) сверлильные и т.д.
2) вспомогательные - предназначенные для установки режущего инструмента (это бортштанги, переходные втулки и т.д.)
Сборочные - для соединения сопригаемых деталей.
Контрольные для контроля деталей и узлов.
Транспортные - для захвата, перемещения, переворачивания деталей эти приспособления в основном применяются в автоматических линиях.
В зависимости от масштабов производства и технологических факторов станочные приспособления по специализации подразделяются
на
1. Универсальные - предназначенные для оснащения производства разнородных деталей в пределах определённого диапазона габаритных размеров.
Например: машинные тиски, универсальные патроны, поворотные столы, делительные головки, центры и т.п.
Специализированные - предназначенные для оснащения производства деталей определённого типа или типовых операций, по деталям нескольких родственных типов.
Специальные - предназначенные для оснащения производства одной конкретной детали.
В условиях мелкосерийного и серийного производства особую роль приобретают универсально - сборочные приспособления.(УСП). С их помощью можно обеспечить высокую точность обработки. Элементы УСП нормализованы и входят в состав нормалей машиностроения
В условиях серийного производства используется система УНП -универсально - наладочные приспособления. Эта система основана на использовании сменных установочных и направляющих элементов (узлов). Установочные элементы допускают регулирование в целях наладки для обработки заготовок различного типа и размеров. При запуске новой партии деталей УНП не снимают со станка, а лишь переставляют сменные элементы или устанавливают регулируемые упоры.В результате сокращается подготовительно-заключительное время и улучшается использование станочного оборудования во времени. УНП - состоит из двух частей универсальной и наладочной.
Элементы и механизмы приспособлений
Станочные приспособления состоят из следующих основных элементов и механизмов.
Установочные или опорные элементы - они служат для установки и центрирования заготовок относительно режущего инструмента. К их числу относятся: опорные пластики, грибковые опоры, самоустанавливаюсиеся и подводные опоры, центры, призмы, установочные пальцы и др.
Зажимные элементы - служат для непосредственного закрепления заготовок. К ним относятся: прихваты, планки, кулачки, эксцентрики, цанги, плунжерные зажимы.
3. Механизмы приводов - они бывают механическими, гидравлическими пневмотическими, пневмогидравлическими, вакуумными и другими.
4. Элементы для определения положения и направления режущего инстру мента - установы, габариты, кондукторные втулки.
Вспомогательные механизмы приспособлений - подъёмники, делительные устройства, фиксаторы.
Корпуса приспособлений.
Установочные элементы.
Требования предъявляемые к установочным элементам: 1. Длительное сохранение точности и взаимного расположения
поверхностей. 2 Они должны быть экономически выгодными то есть дёшевы в ремонте.
Не допускается использование сырого (не термообработанного) корпуса в приспособлении в качестве установочных опор.
Повышенная износостойкость. Материалом для изготовления установочных элементов служат стали У7А, 2 ОХ,.с последующей цементацией на глубину 0,8—1,2 мм и закалкой до твёрдости 50—55 ед Основанием для выбора материала служит диаметр опоры.Для удлинения срока службы корпусов приспособлений опоры делают легкосъёмными. Опоры в количестве 6 шт. устанавливаются на максимальном расстоянии друг от друга.
В качестве установочных элементов применяются:
опорные штыри;
пластины;
3 установочные пальцы; 4. призмы и др. Установочные элементы подразделяются на основные и дополнительные. Дополнительные элементы вводятся в действие лишь после того когда деталь заняла определённое положение на основных опорах.
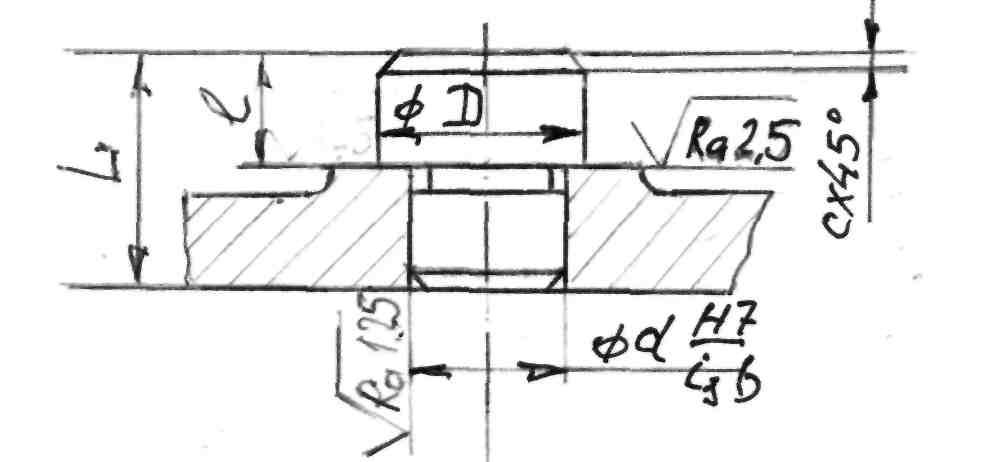
Основные опоры В качестве основных опор применяются опорные штыри с плоской, сферической и насечённой головками.
С плоской поверхностью головка
П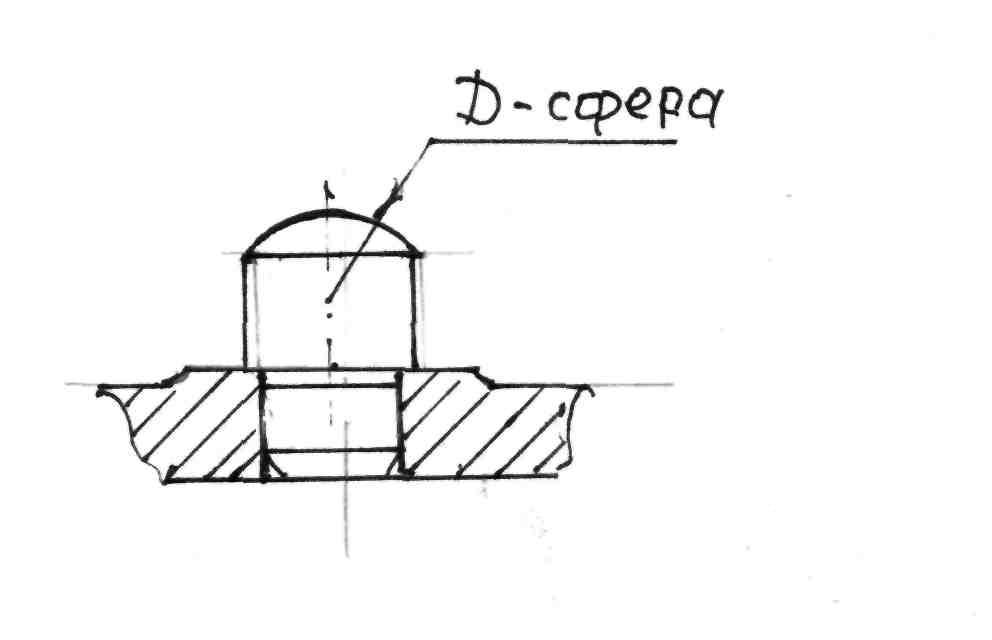 риведенный выше штырь применяется для установки небольших деталейс обработанными поверхностями.
риведенный выше штырь применяется для установки небольших деталейс обработанными поверхностями.
С сферической поверхностью
Посадочные размеры теже.
Посадочные размеры теже. Эти штыри применяются для установки небольших и узких деталей С насечёнными головками
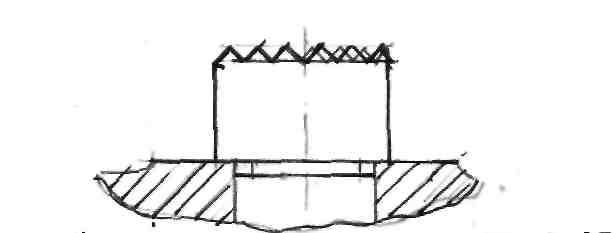
Штыри с насечёнными головками применяются для установки заготовки по необработанным поверхностям.
Круглые штыри обеспечивают правильное положение обрабатываемых поверхностей относительно режущего инструмента даже при неровных установочных поверхностях.
Недостатки штырей:
1. Возможно повреждение заготовки при больших усилиях зажима. Зажим должен осуществляться только на опоры или строго между двумя
опорами.
2. Возможность осадки заготовки из-за наличия контактных дефектов в
местах касания опор с установочной поверхностью.
Предельные диаметры стандартных штырей d = 3 -24мм, диаметр головок
D = 5 40мм, высота низких головок 1 = 2—20мм, высоких 1 = 5—40мм, общая
длина штырей с низким головками L = 6—50мм, с высокими L = 9—70мм.
Штыри в корпус приспособления устанавливаются по квалитету I v 6.
Опорные площадки в корпусе под головки штырей должны слегка выступать и обрабатываться одновременно, чем обеспечивается расположение штырей в одной плоскости. Штыри с плоской головкой после их запрессовки также шлифуются одновременно, в связи с чем у этих штырей по размеру 1 оставляют припуск 0,2—0,3мм на шлифование после сборки.
При интенсивной эксплуатации приспособления , когда штыри быстро изнашиваются в отверстие корпуса запрессовывают стальную закалённую втулку.
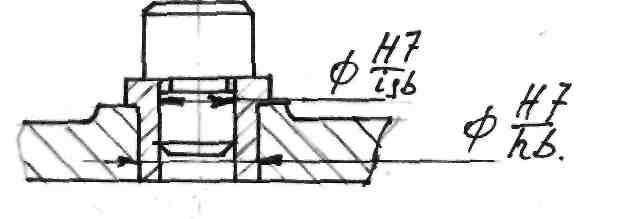
Торцы втулок одновременно шлифуются обеспечивая необходимую плоскостность, а высоту £ головок штырей выполняют с отклонением по h6 или h5, таким образом обеспечивается взаимозаменяемость штырей при которой от-
подает необходимость шлифовать их установочные поверхности при сборке и сокращается время на ремонт приспособления. В отверстия втулок штыри устанавливаются по посадкам или
или
Опорные пластины Для установки больших деталей применяются опорные. В машиностроении применяются два вида опорных пластин.
1) без пазов,
2)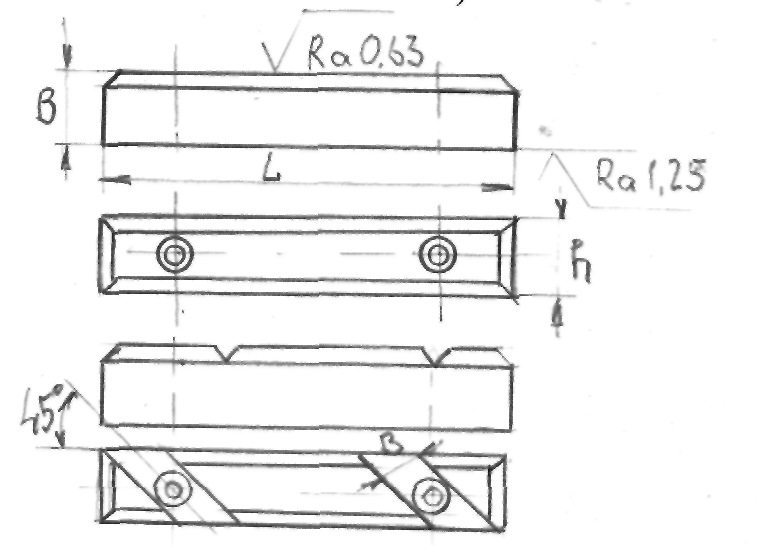 с косыми пазами.
с косыми пазами.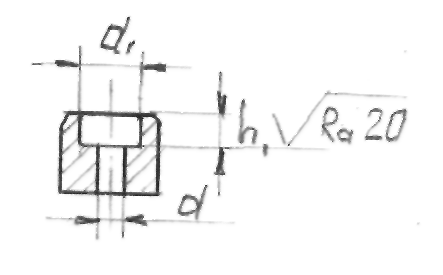
Размеры стандартных пластин: ширина В = 12—35мм; длина L = 40—210мм; высотаН = 8—25мм; h=4—13мм; h2 = 0,8—Змм, b =9—22мм;
d= 6—13мм; d1=8,5—20мм.
Пластины закрепляются двумя или тремя винтами; предельные размеры винтов от М6 до M12мм.
Пластины без пазов устанавливаются на вертикальных стенках корпуса. При установки на горизонтальных стенках возможно попадание стружки в отверстие под винты, а следовательно и погрешность установки.
Пластины с косыми пазами устанавливаются на горизонтальных поверхностях приспособлений. При такой конструкции пластин стружка, сдвигается при установке перемещаемой детали, легко попадает в углубления (косые пазы) пластин и не нарушает контакта заготовки с пластиной.
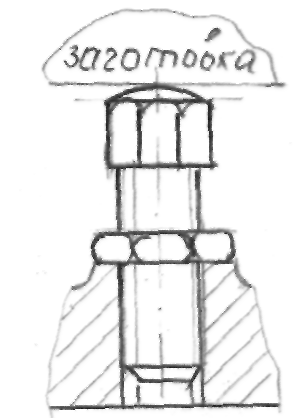
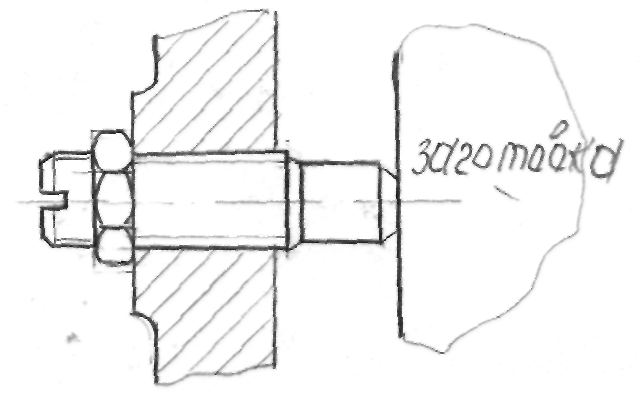
Пластины как и штыри, закрепляются на выступающих площадках корпуса, при наличие нескольких площадок в одной плоскости они обрабатываются совместно.
Количество опор и их расположение выбираются в соответствии со схемами базирования. Во всех случаях при конструировании приспособлений необходимо обеспечивать условия для лёгкого удаления стружки с установочных поверхностей.
Вспомогательные опоры. Эти опоры применяются дополнительно к основным, когда необходимо повысить жёсткость и устойчивость устанавливаемой заготовки. Конструкции вспомогательных опор и их деталей нормализованы. Вспомогательная опора
подводится в соприкосновение с заготовкой после её установки на основных
опорах, а затем фиксируются.
При механизации и автоматизации приспособлений вспомогательные опоры управляются с помощью пневмо или гидропривода.В ряде случаев опоры и зажимы последовательно срабатывают от одного привода.
Домкрат -регулируемая опора
Винтовой домкрат с отверстием Эти домкраты применяются при обработке деталей имеющих отверстие
для выхода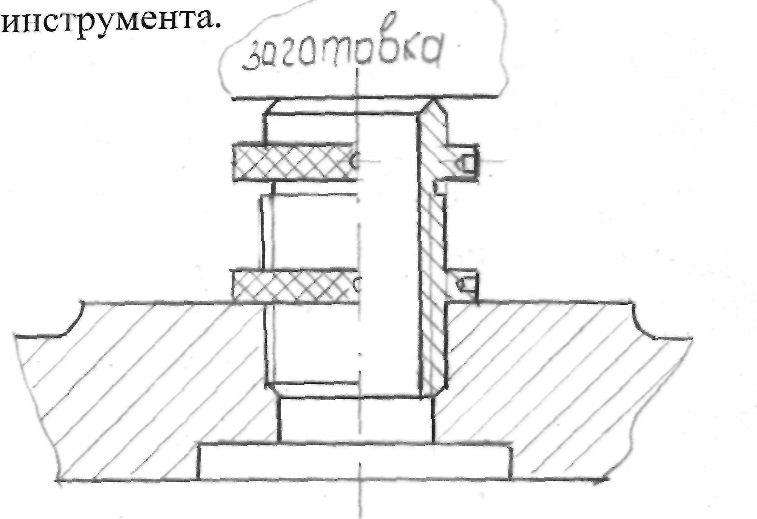
Самоустанавливающиеся опоры
3
Опоры для установки деталей наружными и цилиндрическими
поверхностями
1.Установочные пальцы
Установочные пальцы применяются при установке заготовок по базовым цилиндрическим отверстиям. На практике наибольшее распространение получили два случая установок: а) центрирование и разворот заготовки по двум отверстиям; б) центрирование по одному отверстию и разворот по базовой плоскости.
Конструктивно пальцы разделяются:
пальцы установочные цилиндрические постоянные;
пальцы установочные срезанные постоянные;
пальцы установочные цилиндрические сменные;
пальцы установочные срезанные сменные.
В зависимости от диаметра установочной поверхности изготавливаются три модификации пальцев.
Цилиндрические
2) диаметр свыше 10мм.
3)диаметр свыше 20мм
1 ) диаметр до 10мм.
) диаметр до 10мм.
Сменные установочные пальцы
Постоянные пальцы запрессовываются в корпус приспособления по ква-
Н1 литету —— а диаметры их установочных поверхностей выполняются с отклонено
ниями по h6 или f9.
Сменные пальцы используются при интенсивной эксплуатации приспособлений, когда быстро изнашиваются установочные поверхности.
ТТП
Пальцы монтируются в отверстие втулки по квалитету —, диаметры
кв
установочных поверхностей так же выполняются с отклонениями по h6 или f9. При установке тяжёлых деталей, когда неподвижные пальцы мешают за-грузе приспособления, пальцы делают выдвижными
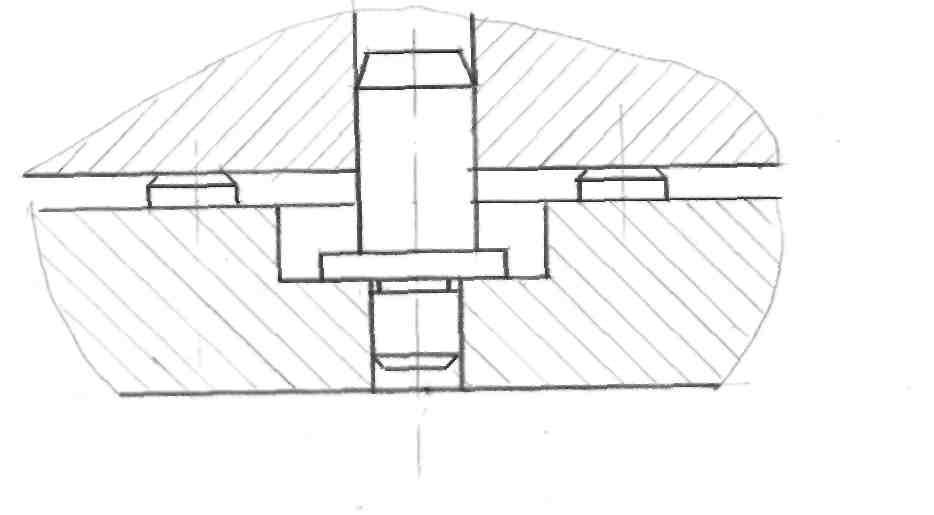
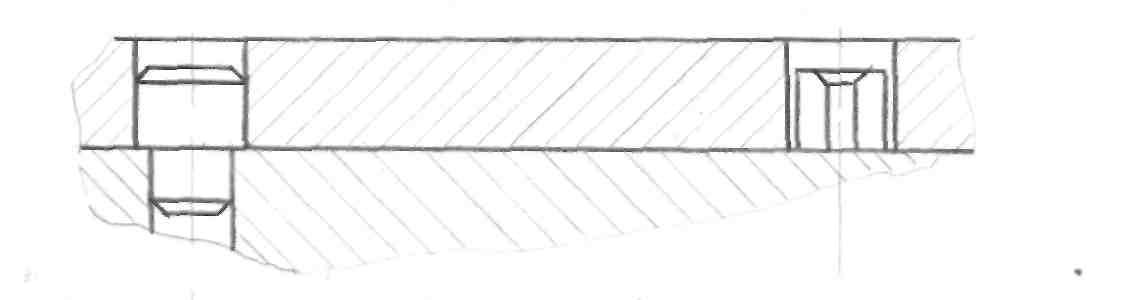
Схема сочетания пальцев с опорными пластинами
Пример установке по торцу и отверстию
Пример установке по торцу и двум пальцам, одному цилиндрическому, а второму срезанному.Установка заготовки на два цилиндрических отверстия с параллельными осями и на перпендикулярную им плоскость.
Эта схема используется при обработке заготовок малых и средних размеров типа корпусов, плит, рам и картеров.. Её достоинства: простая конструкция приспособления, возможность достаточно полно выдержать принцип постоянства баз на различных операциях технологического процесса и относительно передача и фиксация заготовок на поточных и автоматических линиях.
По сравнению с установкой на шесть точек эта схема обеспечивает большую доступность режущего инструмента к обрабатываемой заготовке с разных сторон. Заготовка закрепляется приложением силы зажима перпендикулярно к её базовой плоскости. Эта схема из устойчивости пригодна только для заготовок, у которых размеры базовой плоскости больше или сопоставимы с их высотой.
Обычно используется два пальца, т.к. большее количество не повышает точность установки детали, а изготовление приспособления при этом усложняе-ется.
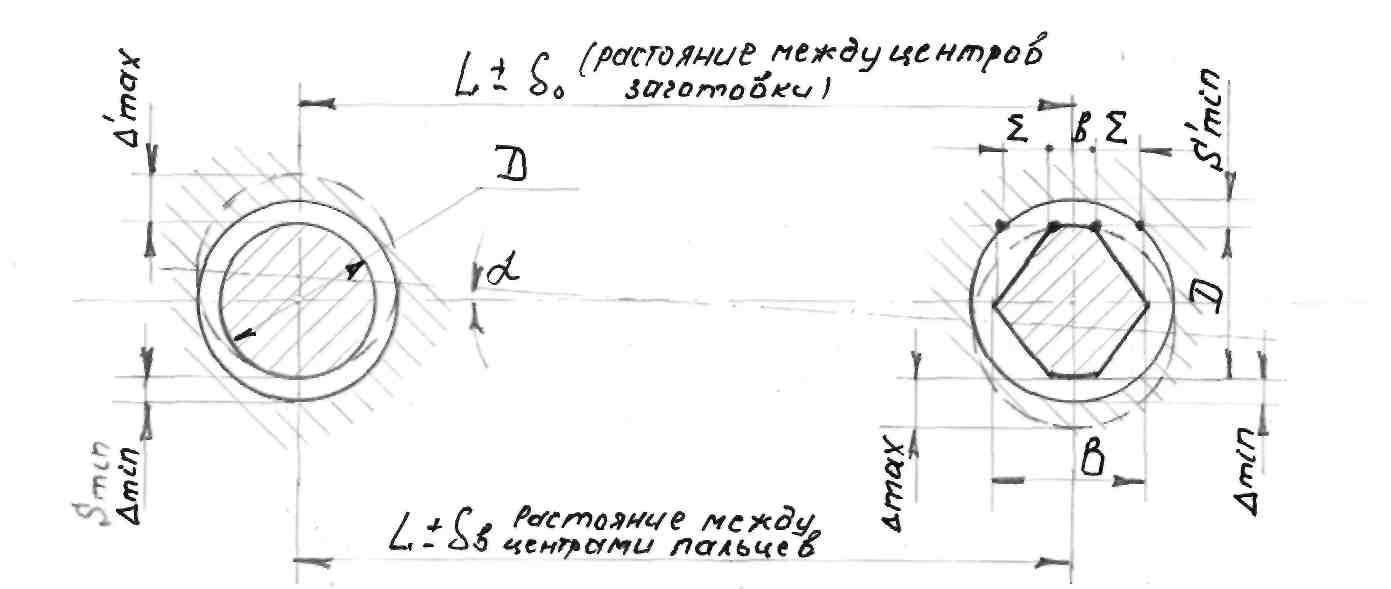
Возможность перекоса деталей на угол создаёт погрешность базирования Е , которая влияет на точность размеров при изготовления детали.
Срезанные плацы облегчают огибание детали, т.к. возникающий дополнительный зазор компенсирует погрешность изготовления размера L.

В - ширина направляющего пояска на срезанном пальце.
где: Smin - зазор в сопряжении между цилиндрическим пальце и отверстием заготовки;

Smin - минимальный зазор в сопряжении срезанного пальца и отверстия заготовки;
- допуск на межцентровое расстояние базовых отверстий; допуск на межцентровое расстояние установочных пальцев.
| •>■ | |||||
| D | 4 -6 | 6-10 | 10- 18 | 18-50 | 30-50 |
| В | D-l | D-2 | D-4 | D-6 | D-12 |
Базирование детали на отверстие большого диаметра с помощью
пальцев.
В групповых приспособлениях пальцы могут переставляться на другие диаметры.
Конические установочные пальцы
1. Самоустанавливающиеся пальцы. Применяются при базировании коническим отверстием или по необработанным цилиндрическим.
2. Выдвижные
Установка заготовки на центровые гнёзда
При обработке валов и некоторых других деталей с базированием на цен тровые гнёзда (конические фаски) в качестве установочных элементов используют центры с углом равным 60
Установка на жёсткий центр.
Установка конической фаской на срезанный центр.
Специальный центр с тремя узкими ленточками, для черновой базы.
Конструкция поводкового центра, передающего крутящий момент от вдавливания рифлений в поверхность конической фаски. Этот центр обеспечивает передачу момента, необходимого для чистовой обработки, но портит поверхность базовой фаски.
Конструкция поводкового центра где момент передается через рифления, вдавливаемые в торцевую плоскость заготовки.
Рифления поз. 1 выполнены на трех участках самоустанавливающийся шайбе поз.2. Центр поз. 3 плавающей конструкции смонтирован в промежуточной втулке поз. 4. Центр изготавливается из стали 45, У6А, У8А и подвергается термической обработке до твердости HRC 55-60. Износостойкость центров может быть повышена наплавкой твёрдого сплава. Сохранение правильности формы заднего центрового гнезда при токарной обработке обеспечивается применением вращающихся центров.
Жесткие оправки
С развитием точности и быстроходности машин повышаются требования к концентричности поверхностей деталей. Во многих случаях допустимая несоосность поверхностей менее 0,01 мм. Эта точность достигается применением центрирующих устройств приспособлений.
Рассмотрим некоторые из них так называемые жёсткие оправки.
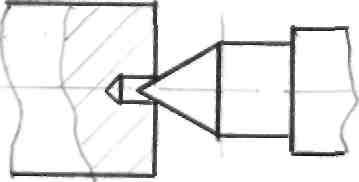
1 .Конические оправки - применяются для получения высокой концентричности обрабатываемых поверхностей при выполнении отделочных операций.
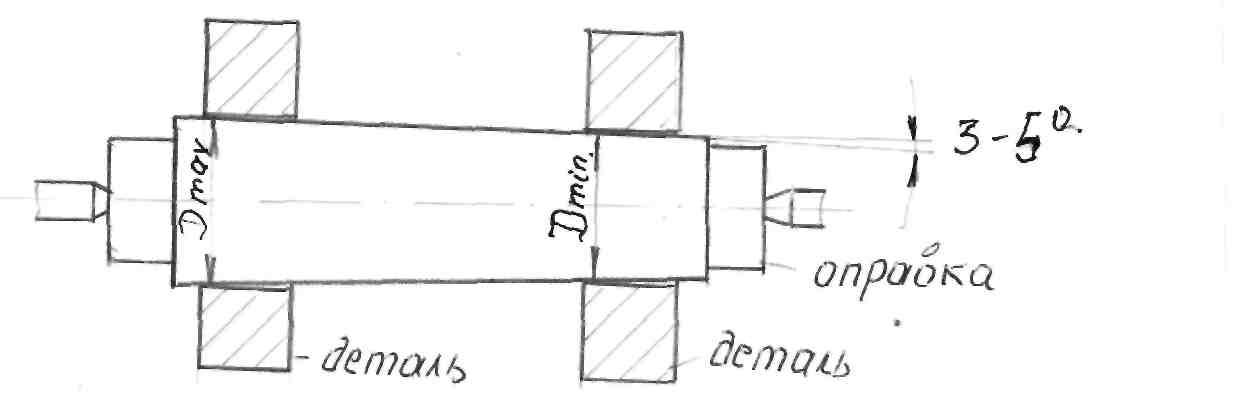
Конусность таких оправок .
3 2000 4000
Деталь закрепляется лёгкими ударами торца о деревянную подкладку. Отверстие в заготовке выполняется по квалитету Н6 - Н7. В следствии расклинивающего действия заготовка прочно удерживается от проворота при обработке; точность центрирования 0,005 - 0,01 мм.
К недостаткам оправки относится неопределённость положения заготовки , что исключает возможность работы по настройке.
Рабочая поверхность оправки выполняется по квалитету Is6. Оправки этого типа применяются в условиях единичного и мелкосерийного производства.
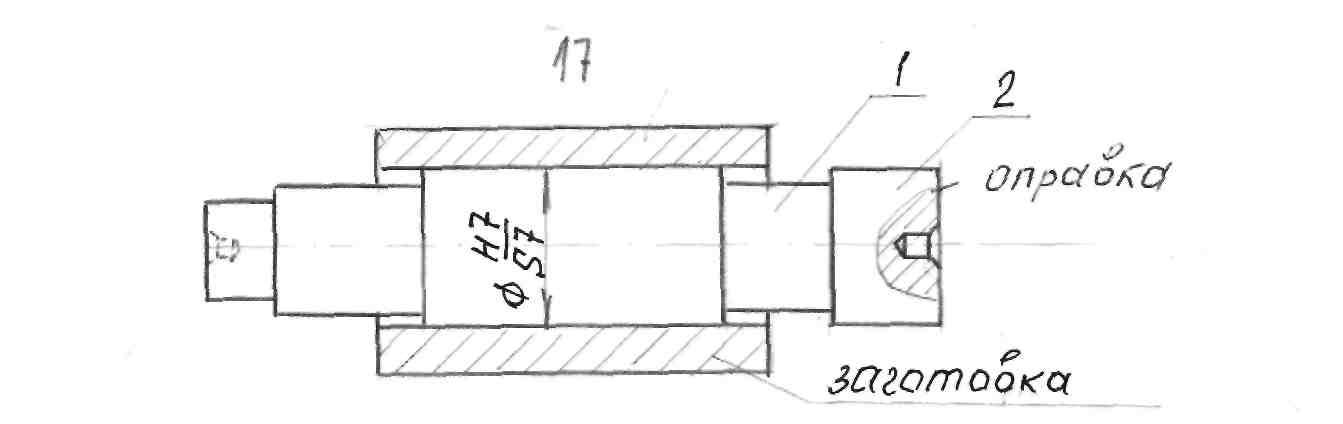
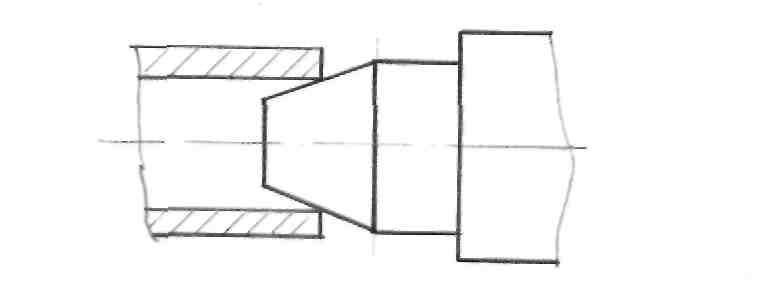
Здесь представлена оправка, на которую обрабатываемая заготовка насаживается с натягом. Используя упорные подкладные кольца при запри-совке, заготовку точно ориентируют по длине оправки. Если на оправке сделать кольцевую выточку поз.1, то можно подрезать оба торца заготовки. Шейка поз.2 направляющая она служит для свободной посодки заготовки от руки, точность центрирования на токой оправке 0,005 - 0,01 мм.
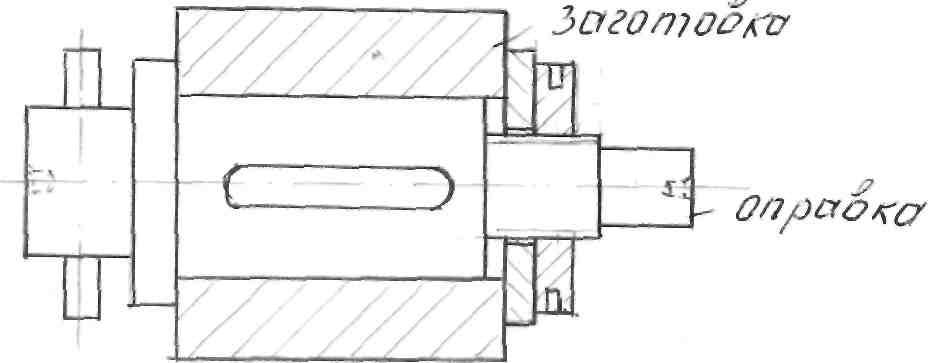
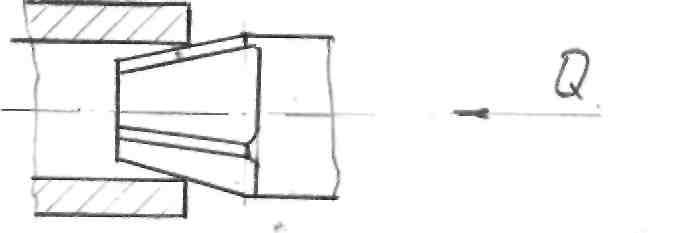
На такую оправку заготовку сажают с зазором. Положение заготовки по длине определяется буртиком оправки её провёртывание предупреждается затяжкой гайки или шпонкой (при наличии на заготовки шпоночной канавки). Для этих оправок базовые поверхности заготовки рекомендуется обрабатывать по квалитету Н7. Точность центрирования зависит от зазора и обычно не превышает 0,02—0,03 мм.
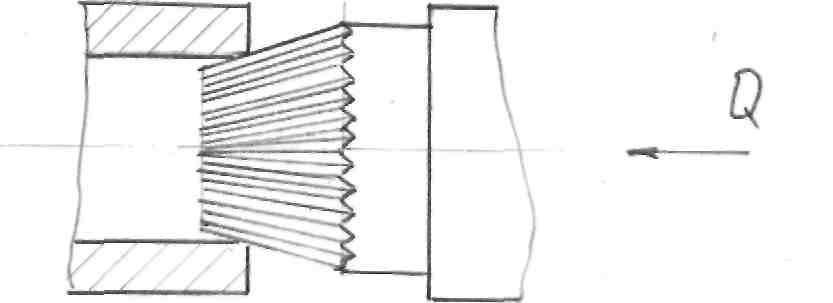
Материал оправок сталь 20Х, с цементацией на глубину 1,2—1,5мм и Закалкой HRc 55—60 един.
Рабочая поверхность шеек шлифуется до Re 0,65 чистоты. На центровых гнёздах предусматриваются фаски или подвнутрение для защиты от случайных повреждений. Для передачи момента на конце оправки предусматривается квадрат, лыски или поводковый палец.
Оправки диаметром свыше 80 мм делают для облегчения полыми.
Призмы
Призмой в приспособлениях принято называть установочную деталь с рабочей поверхностью в виде паза с углом а , равным 60 ,90 ,или 120 , предназначенную прежде всего для обработки поверхностей, определенным образом расположенных относительно установочной цилиндрической поверхности детали.
В станочных приспособлениях применяются следующие виды призм:
широкие - для установки деталей с обработанными поверхностями;
узкие - при установки деталей по черновой базе, а так же приостановки ступенчатых валов.
Крупные изделия устанавливаются на чугунные или сварные призмы со сменными стальными пластинами на наклонных поверхностях
3. со штырями на установочной поверхности имеющих не правильную геометрическую форму.
По степени подвижности призмы подразделяются:
жесткие;
регулируемые;
самоустанавливающиеся.
Рабочие поверхности и основание призмы шлифуются . В сборных конструкциях с двумя и более призмах, используемыми для установки одной детали все призмы шлифуются совместно.
Призмы при сборке необходимо точно устанавливать в заданном положение. Поэтому в дополнении к крепёжным винтам предусматриваются два контрольных штифта, которые точно, без зазора, пригоняются как по отверстиям призмы, так и по отверстиям корпуса, на котором они устанавливаются.
Призмы изготавливаются из стали 20Х7с цементацией на глубину 0,8—0,9мм с закалкой рабочей поверхности до твёрдости HRC 55—60 ед. Призмы больших размеров делают из серого чугуна с привернутыми стальными калённым щеками.
Устройства, координирующие положение инструмента
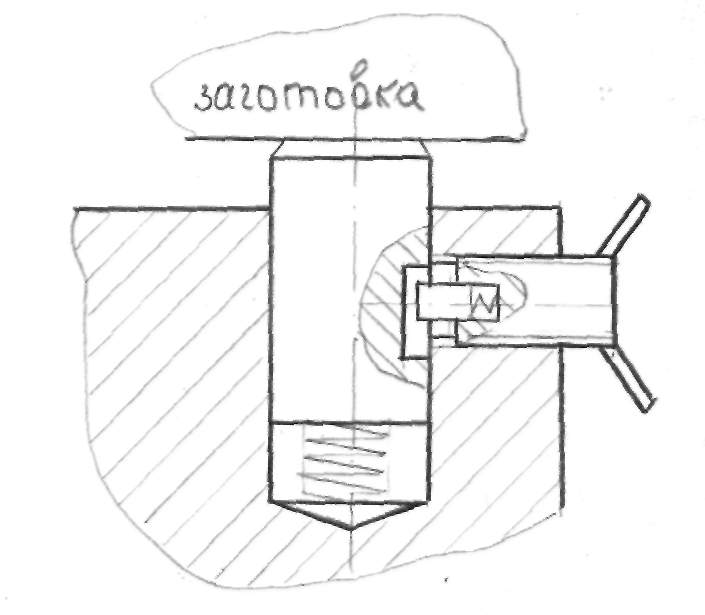
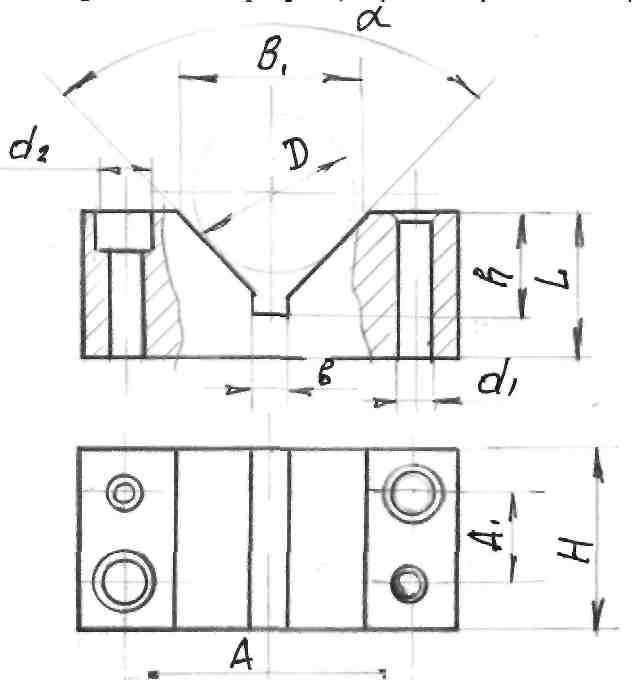
При выполнении отдельных операций механической обработки (сверлении, зенкеровании, растачивание) жёсткость режущего инструмента бывает недостаточной. Для устранения упругих отжимов инструмента относительно заготовки применяют направляющие детали. Они должны быть достаточно точными, износостойкими и при определённых условиях сменными. К указанным деталям относятся кондукторные втулки для сверлильных и расточных приспособлений.
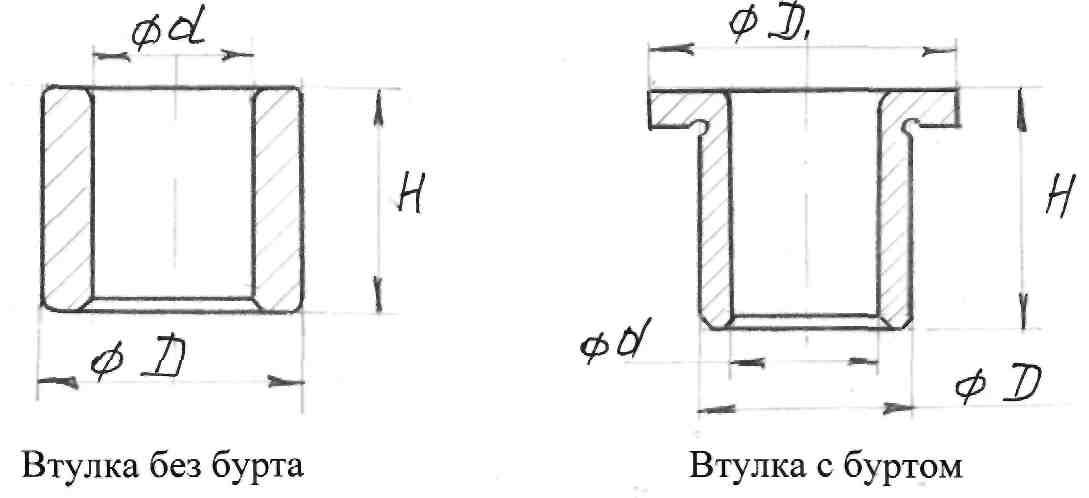
Конструкция и размеры кондукторных втулок для сверления стандартизованы Постоянные втулки изготавливаются по ГОСТ 18429 -73 без бурта, по ГОСТ 18430-73 с буртом, по ГОСТ 18431-73 сменные, по ГОСТ 18432-73 быстросменные, по ГОСТ 18434 втулки промежуточные, по ГОСТ 18434 -73 втулки промежуточные с буртом, по ГОСТ 12464-67 втулки резьбовые.
Применение кондукторных втулок устраняет операцию разметка, уменьшает увод оси и разбивку обрабатываемых отверстий. Точность диаметра отверстий повышается в среднем на 50% по сравнению с обработкой без кондукторных втулок.
Для изготовления втулок при сверлении диаметром до 9мм используют стали 9ХС, до диаметра 17мм сталь У10 с твёрдостью до по шкале HRC 60 ед.
Постоянные втулки устанавливаются в корпус или плиту по квалитету Is6 или по квалитету h6.
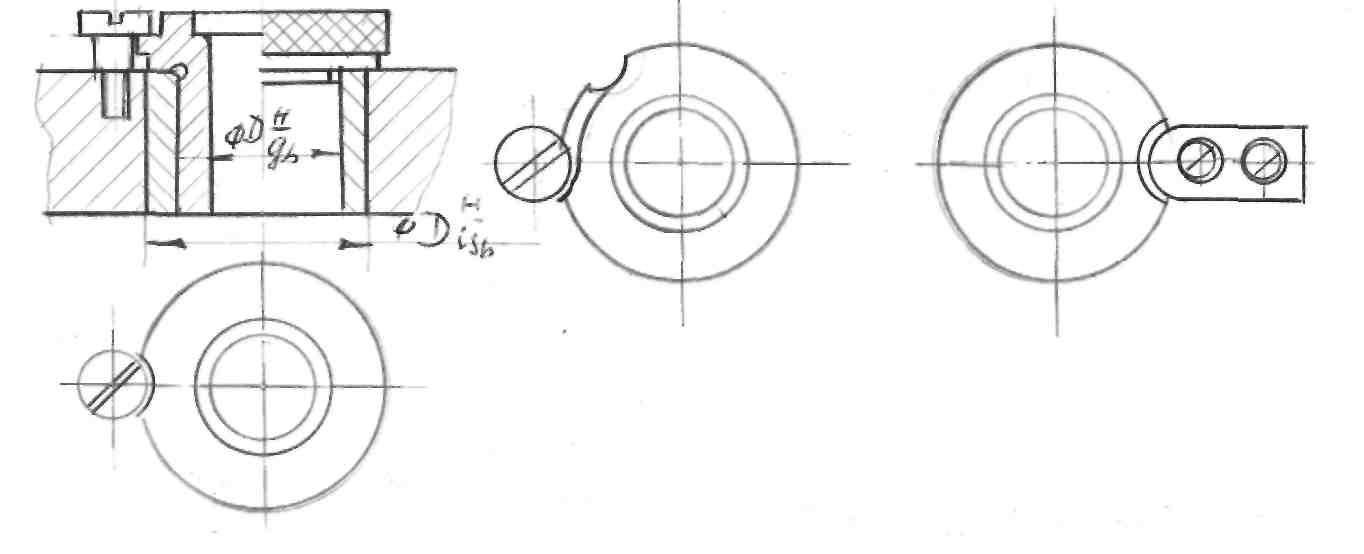
Ориентировочный срок службы кондукторных втулок 10.000 - 15000 сверле-Ний. Средняя интенсивность износа кондукторных втулок при сверлении отверстий диаметром 10—20мм на 10 метров пути составляет при обработке серого чугуна средней твёрдости 3-5 мк, стали 40 4—6 мк, алюминия и его сплавов 1—2 мк.
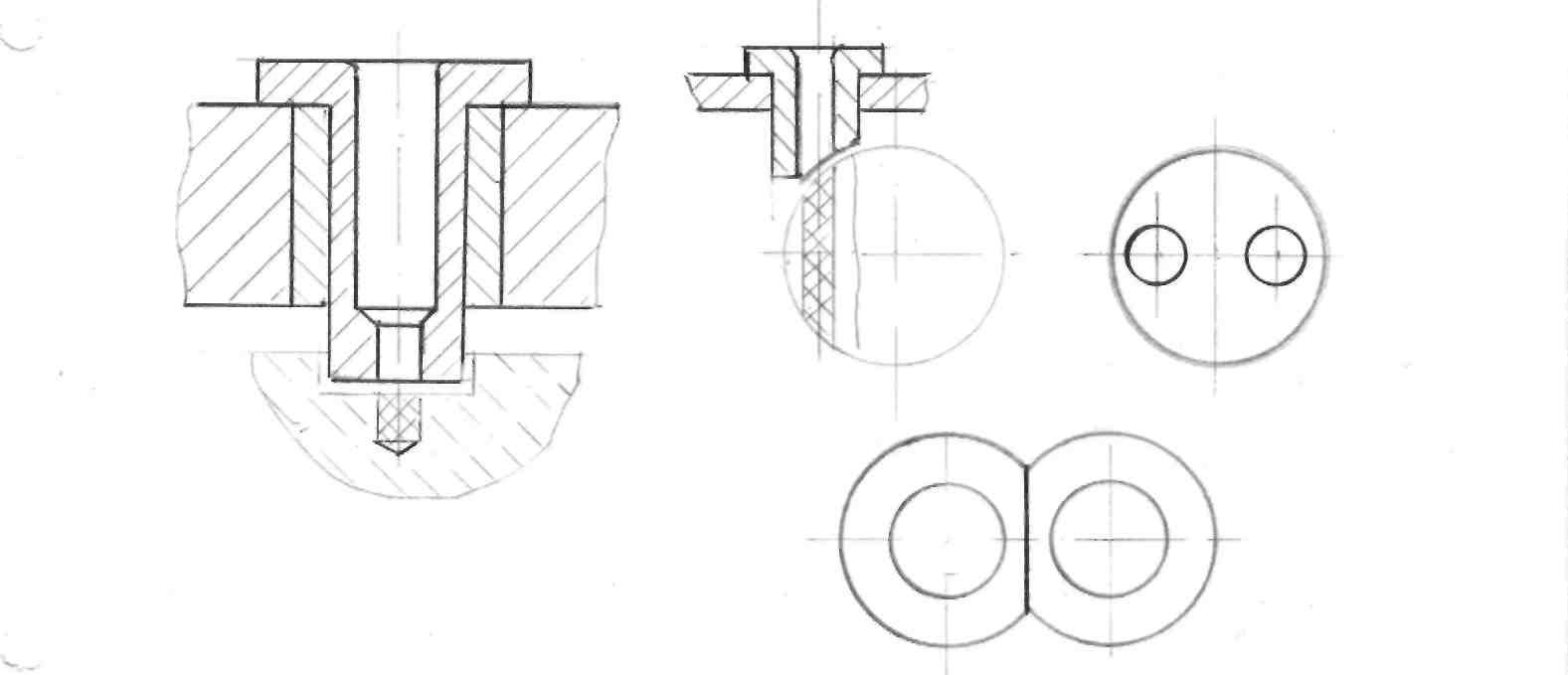
Сменные втулки помещают в постоянные по квалитету g6 закрепляется винтом или планкой. При износе втулки её замена производится на рабочем месте.
Наличие на бурте втулки сквозной выемки рядом с выемкой для головки крепёжного винта позволяет снимать втулку без отвинчивания крепёжного винта. Это достигается поворотом втулки до такого положения при котором сквозная выемка окажется против головки крепёжного винта.
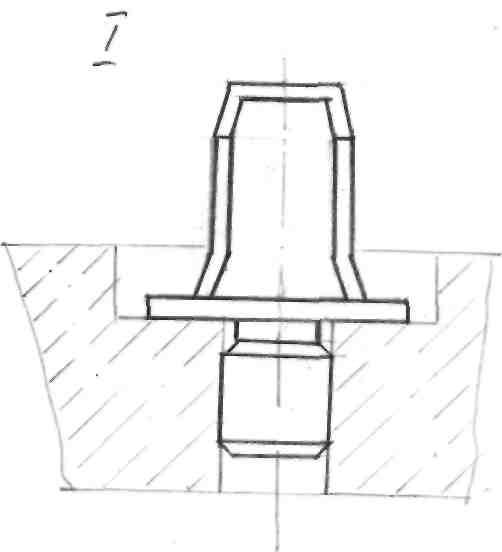
Расстояние от поверхности обрабатываемой заготовки до торца втулки в зави-стмости от обрабатываемого материала равняется от 1/3 диаметра сверла обработке чугуна и других хрупких материалов до 1 диаметра сверла обработке стали .
Специальные кондукторные втулки
Они применяются при обработке отверстий в заготовках сложной конфигурации и труднодоступных местах, а также при близко расположенных отверстиях.
Кондукторные плиты
Иногда кондукторные втулки помещают непосредственно в литом или сварном корпусе приспособления. Этим достигается высокая точность обработки в таком приспособлении, так как точность в этом случае зависит от точности изготовления втулок и от точности обработки отверстий для них. Однако для упрощения и удешевления процесса изготовления приспособления плиту целесообразно изготовить отдельно от корпуса и приклепить к корпусу винтами. Чтобы в этом случае обеспечить точное положение плиты на корпусе в дополнение к винтам применяют установочные штифты. Такие плиты называют постоянными.
Постоянные плиты иногда создают неудобства при установке и снятии обрабатываемой заготовки. Поэтому часто вместо постоянных плит применяют шарнирные (откидные) плиты. На одном конце такой плиты сверлят отверстие для оси, относительно которой плита может быть повернута в положение, обеспечивающее лёгкий доступ к обрабатываемой заготовке. Эта ось служит также опорой для кон-
дукторной плиты. На втором конце плиты делают прорезь для откидного винта, которым плита прижимается к установочным элементам, укреплённым на корпусе вблизи откидного винта. Этот вид плит характеризуется пониженной точностью из-за наличия подвижного соединения.
Кроме откидных плит в производстве применяются съёмные плиты, которые не имеют постоянной связи с корпусом приспособления, координируются при помо-Щи точно расположенных на корпусе пальцев и укрепляются быстродействующими зажимами. Такие плиты обеспечивают более высокую точность по сравнению с откидными и большую свободу доступа к обрабатываемым заготовкам, но снятие и установка их занимает много времени. Чтобы исключить эти недостатки, в крупносерийном и массовом производстве такие плиты подвешивают к шпинделю станка подобно плитам многошпиндельных головок и называют их поэтому подвесными.
В массовом и крупносерийном производстве применяются приспособления с подъёмными кондукторными плитами, которые аналогичны подвесным и отличаются от них только тем, что они постоянно не связаны со шпинделем станка и наоборот, постоянно связаны с корпусом приспособления. Таким образом, приспособление с подъёмной плитой может быть использовано на любом станке как для од-ношпиндельного, так и для многошпиндельного сверления. Обычно подъёмные плиты характерны для быстродействующих скальчатых кондукторов.
Так как в кондукторных плитах устанавливают втулки, служащие для направления режущего инструмента во время работы, а от точности этого направления зависит точность обработки, то при конструировании плит необходимо предусмотреть достаточную жёсткость. Толщина плит определяется высотой кондукторной втулки и находится в пределах 15—3-мм. Для высоких втулок на плите предусматривают местное утолщение. Жёсткость плиты достигается при помощи рёбер, отливаемых за одно с плитой или привариваемых к ней.
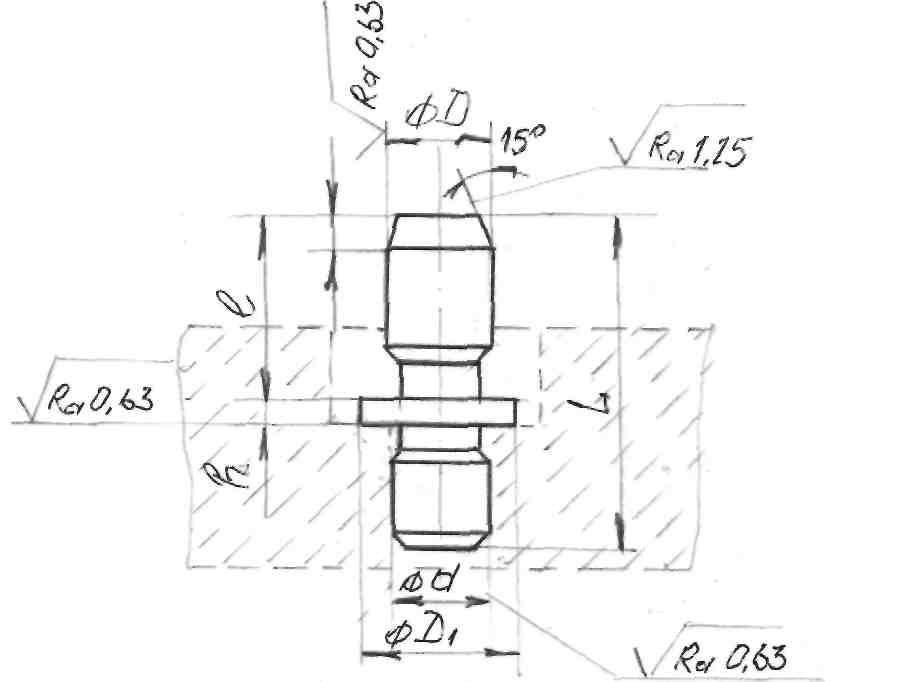
Расчёт диаметра кондукторной втулки
Сопряжения рабочей части сверл, зенкеров и черновых развёрток выполняется по квалитету F7 в системе вала.
Чистовых разверток по квалитету G6 в той же системе.
За номинальный диаметр сопряжения принимается наибольший предельный диаметр рабочей части режущего инструмента.
Рассмотрим пример:
Развертка 18+0012 Отклонения отверстия в системе вала по квалитету Gl ++lf056
Прибавим к верхниму отклонению инструмента верхнее и нижнее отклонение тре-буваемой посадки. Тогда диаметр кондукторной втулки будет равен Н 18 JJ;JJJ
Квалитет F7 и G7 между отверстием втулки и режущим инструментом берётся для компенсации расширения инструмента в процессе резания.
Для увеличения точности возможно выполнение сопряжения по квалитету Н7, но в этом случае необходимо устранить нагревание инструмента и заедание его во втулке.
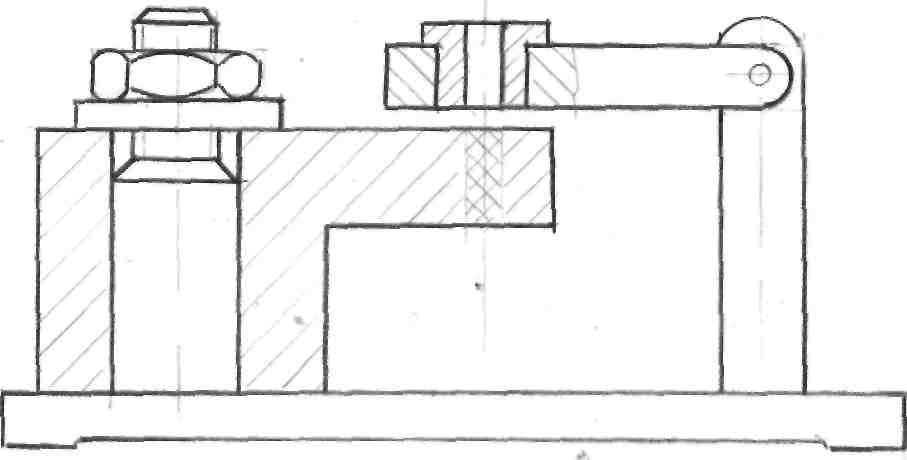
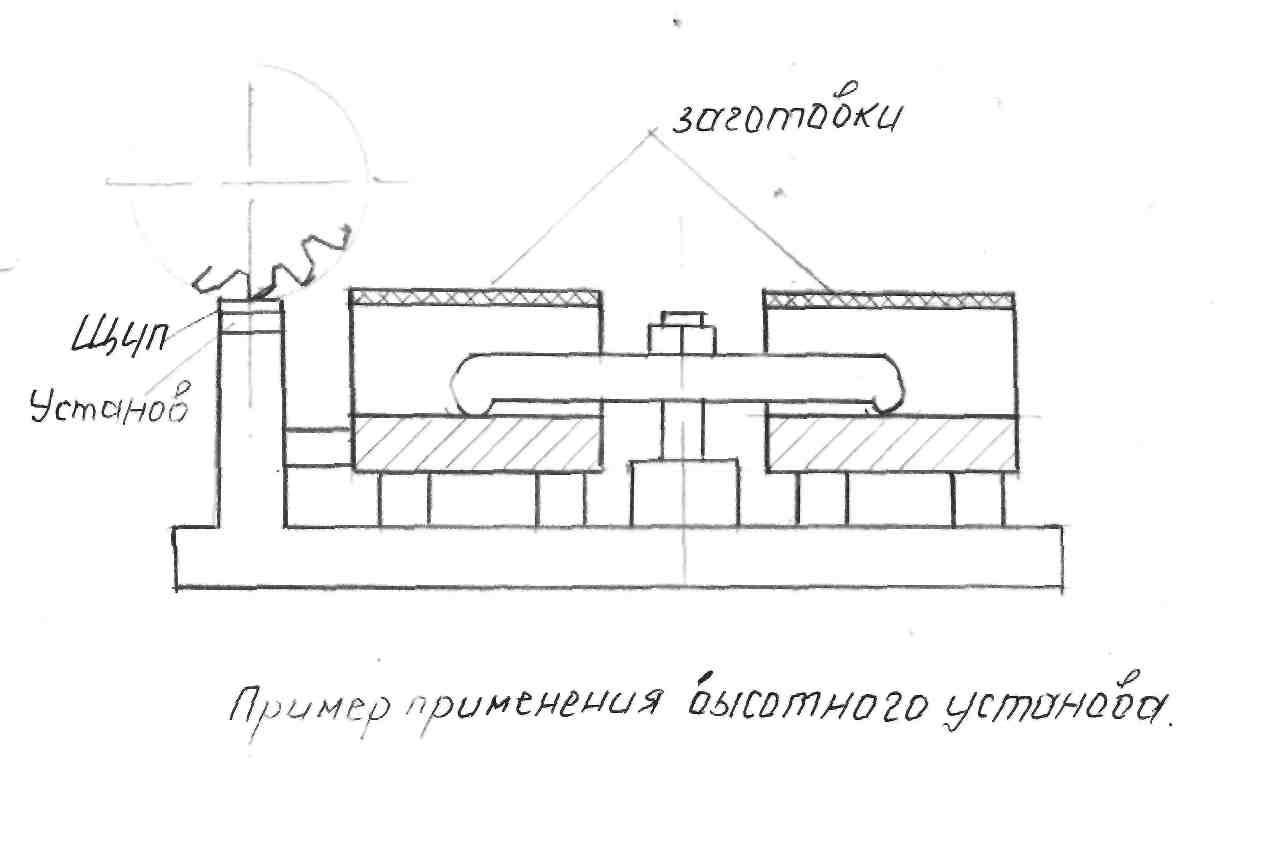
Установы для фрез
Установы для фрез служат для координации взаимного положения фрезы и заготовки перед началом обработки, при обработке заготовок на настроенных станках для автоматического получения размеров.
По конструкции установы делятся на высотные, угловые и торцевые.
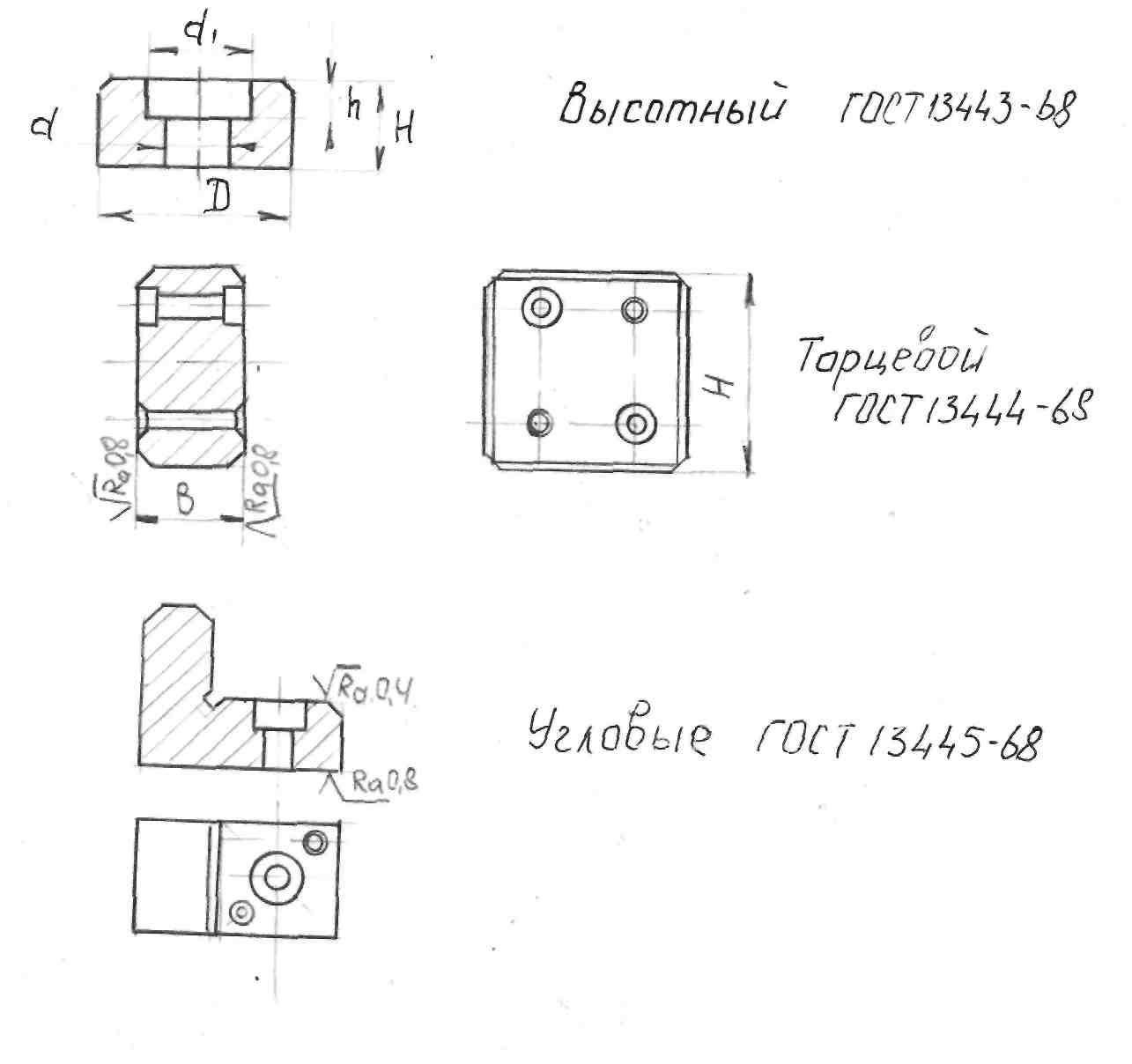
Для прохождения зубьев фрезы, которая может при абсолютной точной настройке касаться торца установа и повредить его поверхность, установ располагается в приспособлении ниже обрабатываемой поверхности на 1—Змм, поэтому чтобы фреза при обработке располагалась на уровне обрабатываемой поверхности, между поверхностями установа и фрезы прокладывают щуп толщиной 1 до 5мм
Установка фрезы по установу обеспечивает точность соответствующего размера детали по квалитету точности.
Материалом для изготовления установов и щупов служат стали У7А и 20Х с термообработкой рабочей поверхности для всех установов HRC 55—60 ед.
1
Зажимные элементы приспособлений
Зажимные элементы удерживают обрабатываемую заготовку от смещения и вибраций, возникающих под действием усилий резания.
Классификация зажимных элементов
Зажимные элементы приспособлений делятся на простые и комбинированные, т.е. состоящие из двух, трёх и более сблокированных элементов.
К простым относятся клиновые, винтовые, эксцентриковые, рычажные, рычажно-шарнирные и др. - называются зажимами.
Комбинированные механизмы обычно выполняются как винто- рычажные ,эксцентрико-рычажные и т.п. и называются прихватами. Когда используются простые или комбинированные механизмы в компоновках с механизированным приводом
(пневматическим или другим) их называют механизмами - усилителями. По числу ведомых звеньев механизмы делятся: 1. однозвенные - зажимающие заготовку в одной точке;
2. двухзвенные - зажимающие две заготовки или одну заготовку в двух точках;
3. многозвенные - зажимающие одну заготовку во многих точках или несколько заготовок одновременно с равными усилиями. По степени автоматизации :
1. ручные - работающие с помощью винта, клина и других стройств;
2. механизированные, в зависимости от источника энергии подразделяются на
а) гидравлические,
б) пневматические,
в) пневмогидравлические,
г) механогидравлические,
д) электрические,
е) магнитные,
ж) электромагнитные,
з) вакуумные.
3. автоматизированные , управляемые от рабочих органов станка. Приводятся в действие от стола станка, суппорта, шпинделя и центробежными силами вращающихся масс.
Пример: цетробежно-энерционные патроны для токарных полуавтоматах.
Требования, предъявляемые к зажимным устройствам
Они должны быть надёжными в работе, просты по конструкции и удобны в обслуживании; не должны вызывать деформации закрепляемых заготовок и порчи их поверхностей; закрепление и открепление заготовок должно производиться с минимальной затратой сил и рабочего времени, особенно при закреплении нескольких заготовок в многоместных приспособлениях, кроме того, зажимные устройства не должны сдвигать заготовку в процессе её закрепления. Силы резания не должны по возможности восприниматься зажимными устройствами. Они должны восприниматься более жёсткими установочными элементами приспособлений. Для повышения точности обработки предпочтительны устройства обеспечивающие постоянную величину сил зажима.
Сделаем маленькую экскурсию в теоретическую механику. Вспомним что такое коэффициент трения?
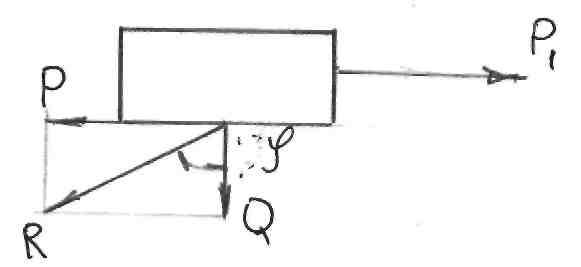
Если тело весом Q перемещается по плоскости с силой Р, то реакцией на силу Р будет сила Р1 направляемая в противоположную сторону, то есть
Р1 >Р
P = Q-f
- коэффициент трения
Пример: если f = 0,1; Q = 10 кг, то Р = 1 кг.
Коэффициент трения меняется в зависимости от шероховатости поверхности.

Методика расчета сил зажима
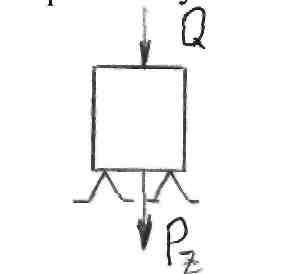
Второй случай
Сила резания Рz и сила зажима Q направлены в одну
сторону.
В этом случае Q => О
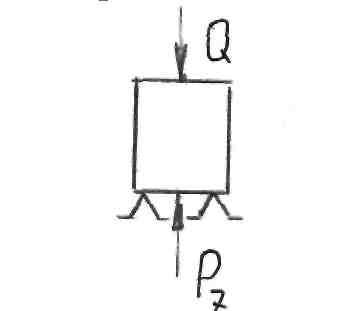
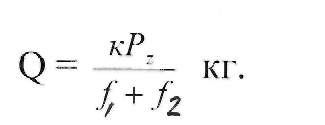
Сила резания Рг и сила зажима Q направлены в про-тивоположные стороны, тогда Q = k*Pz
где к - коэффициент запаса к = 1,5 чистовая обработка к = 2,5 черновая обработка.
Третий случай
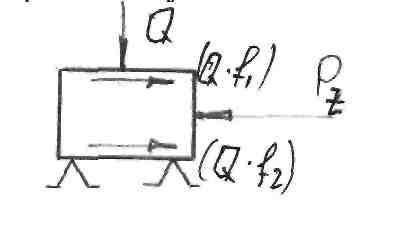
Силы направлены взаимно-перпендикулярно. Сила резания Р,, противово-действунт силе трения на опоре (установочной) Qf 2 и силе трения в точке зажима Q*f1 , тогдаQf1+ Qf2 = к*Рz
г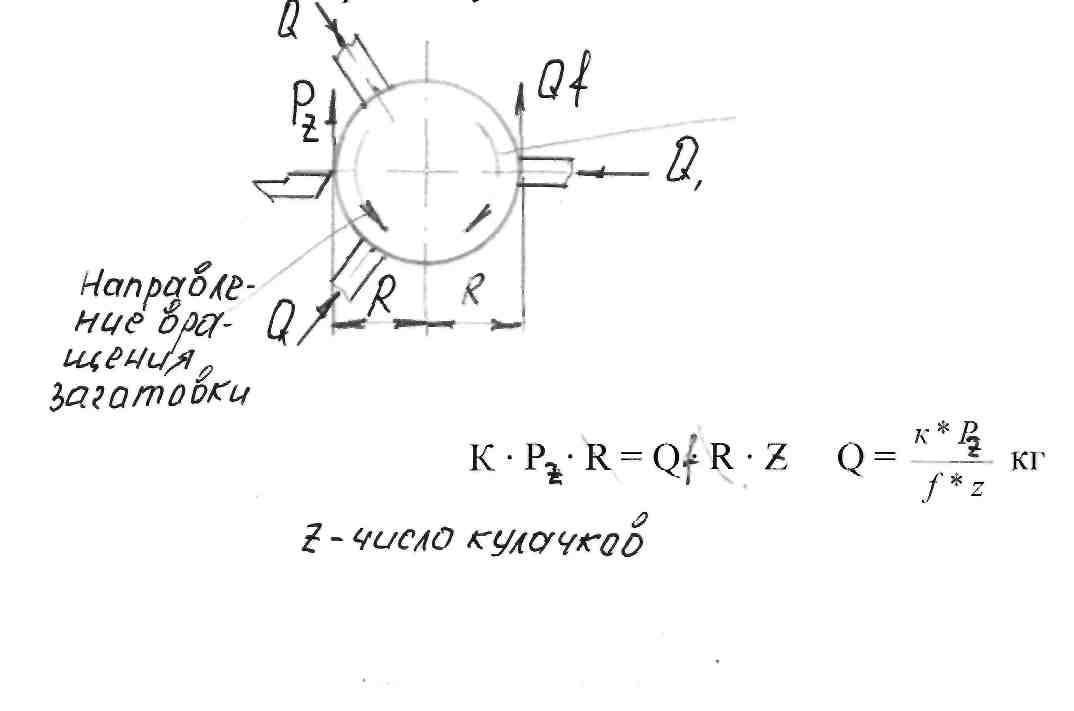 деf, и f 2 - коэффициенты трения скольжения Четвертый случай
деf, и f 2 - коэффициенты трения скольжения Четвертый случай
Заготовку обрабатывают в трёхкулачковом патроне
В этом направлении Р, стре-мится сдвинуть заготовку от-носительно кулачков.
Расчёт резьбовых зажимных механизмов Первый случай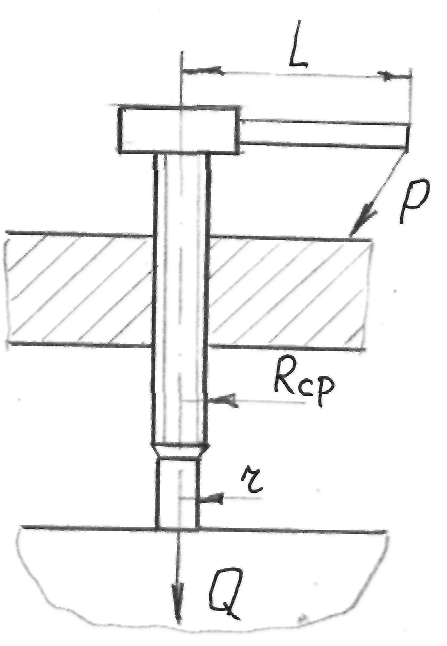
Зажим винтом с плоской головкой Из условия равновесия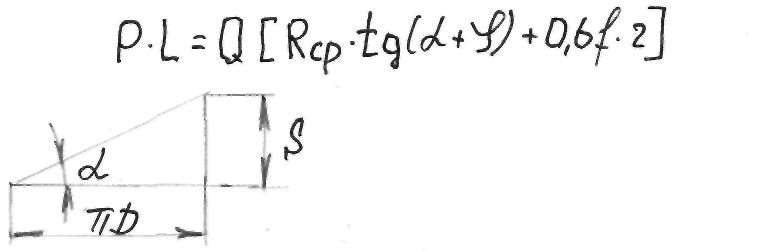
где Р - усилие на рукоятке, кг; Q - усилие зажима детали, кг; Rcp- средний радиус резьбы, мм;
R - радиус опорного торца;
 - угол подъёма винтовой линии резьбы;
- угол подъёма винтовой линии резьбы;
- угол трения в резьбовом соединении ~ 6; 
 - условие самоторможения; f- коэффициент трения болта о деталь;
- условие самоторможения; f- коэффициент трения болта о деталь;
0,6 - коэффициент учитывающий трение всей поверхности торца. Момент P*L преодолевает момент силы зажима Q с учётом сил трения в винтовой паре и на торце болта.
Второй случай
 ■Зажим болтом со сферической поверхностью
■Зажим болтом со сферической поверхностью
С увеличением углов α и φ усилие Р увеличивается, т.к. в этом случае направление усилия идет вверх по наклонной плоскости резьбы.
Третий случай
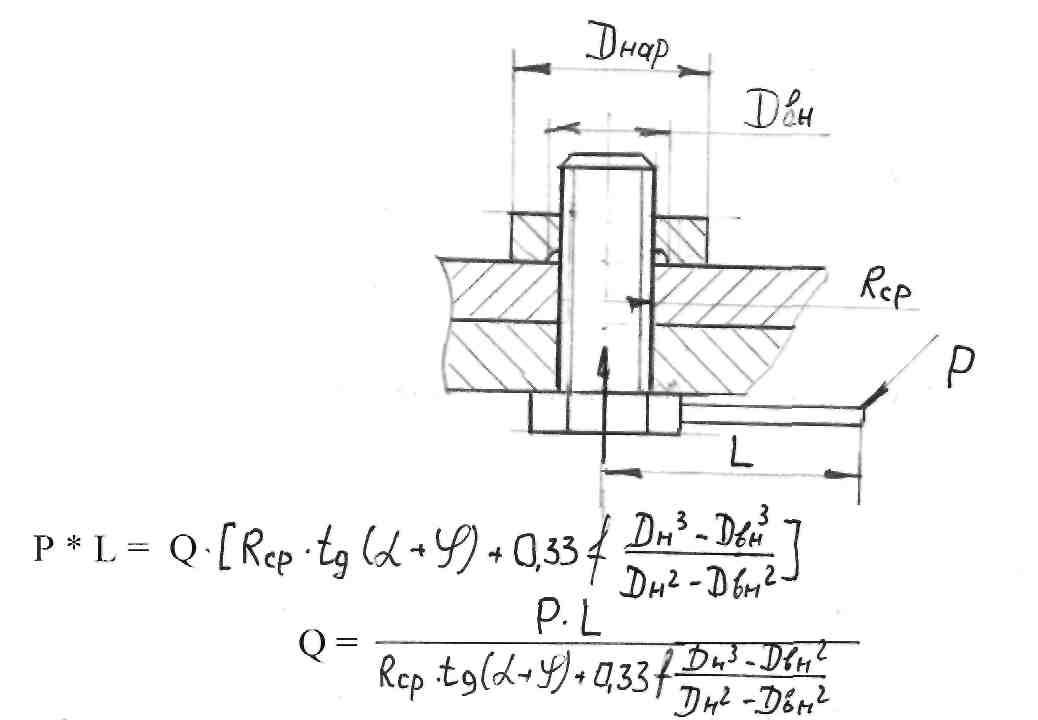
Этот метод зажима применяется при обработке втулок или дисков на оправках: токарных станках, делительных головок или поворотных столах на фрезерных станках, долбежных станках или других станках, зубофрезерных, зубодолбёжных, на радиально-сверлильных станках и т.п. Некоторые данные по справочнику:
Винт Ml6 со сферическим торцем при длине рукоятки L = 190мм и усилии Р = 8кг, развивает усилие Q = 950 кг
Зажим винтом М = 24 с плоским торцем при L = 310мм; Р = 15кг; Q = 1550мм
Зажим шестигранной гайкой Ml 6 гаечным ключом L = 190мм; Р = 10кг; Q = 700кг.
studfiles.net
Основы конструирования приспособлений
Машиностроение — ведущий комплекс отраслей в промышленности. Его уровень определяет дальнейшее развитие всего народного хозяйства. Партия и правительство постоянно уделяют большое внимание развитию машиностроения, подготовке для него инженерно-технических и научно-педагогических кадров. По сравнению с другими отраслями машиностроение развивается опережающими темпами. Важное место отводится мащннострое - нию и в перспективных планах развития народного хозяйства на ближайшее будущее.
В СССР создана мощная машиностроительная индустрия. Наиболее важной отраслью машиностроения является станкостроительное производство, выпускающее технологическое оборудование, приспособления, инструменты для машиностроительных заводов.
Технологами-машиностроителями выполнена большая работа по развитию производства машин, а советскими учеными внесен значительный вклад в развитие и формирование научных основ технологии.
Строительство материально-технической базы коммунистического общества и необходимость непрерывного повышения производительности труда на основе современных средств производства ставит перед машиностроением весьма ответственные задачи. К их числу относятся повышение качества машин, снижение их материалоемкости, трудоемкости и себестоимости изготовления, нормализация и унификация их элементов, внедрение поточных методов производства, его механизация и автоматизация, а также сокращение сроков подготовки производства новых объектов. Решение указанных задач обеспечивается улучшением конструкции машин, совершенствованием технологии их изготовления, применением прогрессивных средств и методов производства. Большое значение в совершенствовании производства машин имеют различного рода приспособления.
Приспособлениями в машиностроении называют вспомогательные устройства, используемые при механической обработке, сборке и контроле изделий. Приспособления, рабочие и контрольные инструменты вместе взятые называют технологической оснасткой, причем приспособления являются наиболее сложной и трудоемкой ее частью. Современные механосборочные цехи располагают большим парком приспособлений, в крупносерийном и массовом производстве на каждую обрабатываемую деталь приходится в среднем десять приспособлений. Наиболее значительную их долю (80—90 % общего парка приспособлений) составляют станочные приспособления, применяемые для установки и закрепления обрабатываемых заготовок. Сложность построения технологических процессов в машиностроении обусловливает большое разнообразие конструкций приспособлений и высокий уровень предъявляемых к ним требований. Недостаточно продуманные технологические и конструкционные решения при создании приспособлений приводят к удлинению сроков подготовки производства, к снижению его эффективности.
Использование приспособлений способствует повышению производительности и точности обработки, сборки и контроля; облегчению условий труда, сокращению количества и снижению необходимой квалификации рабочих; строгой регламентации длительности выполняемых операций; расширению технологических возможностей оборудования; повышению безопасности работы и снижению аварийности.
Прои зродительность при использовании приспособлений повышается устранением разметки заготовок л сокращением штучного времени по всем остальным технологическим операциям. Анализируя формулу штучного времени.
4» = 4) "Ь ^в ~Ъ ^т "Ь Ааб ^И'
Можно установить, что при использовании приспособлений сокращаются все «го составляющие. Основное время i0 уменьшают, применяя многоинструментальную обработку и многоместные приспособления, а также повышая режимы резания в результате увеличения жесткости технологической системы. Вспомогательное время tK уменьшают, используя установку заготовок без выверки, быстродействующие устройства для закрепления, поворота и съема заготовок, а также путем перекрытия (частичного или полного) вспомогательного времени основным. Время технического обслуживания tT сокращают, применяя устройства для быстрой смены инструмента и его наладки. Устройства для отвода стружки уменьшают время организационного обслуживания /об, а облегчение условий труда — время перерывов в работе Использование приспособлений способствует также уменьшению подготовительно-заключительного времени при выпуске изделий партиями.
Применение приспособлений снижает трудоемкость Т и себестоимость С обработки деталей. На рис. 1, а показана зависимость трудоемкости Т от коэффициента оснащенности К (под которым понимается отношение числа приспособлений г числу операций обработки дайной детали), а на рис. 1,6 — зависимость себестоимости обработки С от допуска б на изготовление. Линии 1 Характеризуют одноместные приспособления ручного типа, а линии 2 — приспособления механизированные и многоместные.
|
|
Рис. 1. Зависимости трудоемкости Т от коэффициенту оснащенности К я себестоимости обработки С от допуск! на изготовление 6
Применение приспособлений расширяет использование универсальных станков. Так, одношпиндельные сверлильные станки, оснащенные многошпиндельными головками, заменяют многошпиндельные станки. На расточном станке обычной точности можно обрабатывать точные отверстия, обеспечивая требуемое направление расточной скалки кондукторными втулками приспособления. При невозможности быстрой замены малопроизводительного оборудования его производительность повышают применением более эффективных приспособлений.
Использование приспособлений снижает себестоимость продукции. Однако » каждом конкретном случае целесообразность применения приспособлений должна подтверждаться экономическими расчетами.
Применение быстродействующих и автоматизированных приспособлений совместно с управляющими и транспортирующими устройствами является одним из эффективных направлений автоматизации универсального технологического оборудования, способствующих внедрению многостаночного обслуживания и высвобождению рабочих.
По целевому назначению приспособления делят иа следующие группы.
1. Станочные для установки и Закрепления обрабатываемых заготовок. Эти приспособления подразделяют на сверлильные, фрезерные, расточные, токарные н др. К ним относят также приспособления специального назначения (для гибки, рихтовки и других операций).
2. Станочные для установки и закреплений рабочего инструмента. К ним относятся патроны для сверл, разверток, метчиков, многошпиндельные сверлильные и фрезерные головки, инструментальные державки для токарно-револьверных станков и автоматов и другие устройства.
|
|
С помощью приспособлений 1-й и 2-й групп осуществляется наладка технологической системы станок—заготовка—иистру-мент. Эти приспособления, называемые также вспомогательным инструментом, характеризуются большим числом нормализованных конструкций.
3. Сборочные, используемые для соединения деталей в изделия. Применяют следующие типы сборочных приспособлений: для крепления базовых деталей собираемого изделия, для обеспечения правильной установки соединяемых элементов изделия, для предварительного деформирования устанавливаемых упругих элементов (пружин, разрезных колец), а также для запрессовки, клейки, развальцовывания и других операций, когда при сборке требуются большие силы.
4. Контрольные, применяемые для проверки заготовок, при промежуточном и окончательном контроле деталей, а также при сборке машин.
5. Приспособления для захвата, перемещения и перевертывания тяжелых, а в автоматизированном производстве и легких Заготовок, деталей и собираемых изделий.
По степени специализации приспособления делят на универсальные, переналаживаемые и специальные.
1. Универсальные приспособления (УП), применяемые в единичном и мелкосерийном производстве, подразделяют на стандартные и специальные. Первые изготовляют централизованным порядком. К ним относят машинные тиски, патроны, делительные головки, поворотные столы, планшайбы и др. Их используют для обработки деталей широкой номенклатуры и различных размеров. Вторые выполняют для деталей определенного типа, но разных размеров. УП могут быть безналадочные (трехкулачко - вые патроны) и наладочные (делительные головки).
2. Переналаживаемые приспособления применяют в мелко - и. среднесерийном производстве. К ним относят: а) уннверсально - сборные (УСП) и сборно-разборные (СРП), собираемые из набора нормализованных деталей и узлов, допускающего многократную перекомпоновку собираемых конструкций; б) универсально-наладочные (УНП), со сменными наладками, позволяющими обрабатывать детали различных наименований; в) групповые переналаживаемые для обработки определенной группы деталей. Особенности конструирования, разновидности и применение этих приспособлений рассмотрены в гл. V.
3. Специальные приспособления (СП) предназначены для выполнения определенных технологических операций и представляют собой неперёналаживаемые приспособления одноцелевого назначения. Их используют в массовом производстве при постоянном закреплении операций на рабочих местах. В серийном производстве часто применяет групповые непереналаживаемые СП для единовременной обработки группы прикрепленных деталей. СП трудоемки и дорогостоящи в исполнении, так как ввиду широкого, разнообразия конструкций их изготовляют методами единичного производства. При освоении нового изделия ранее использовав - 8
Шиеся СП уже не пригодны и их необходимо конструировать и изготовлять вновь, что занимает до 80 % длительности цикла технологической подготовки производства. СП высокопроизводительны. в результате применения быстродействующих установочных и зажимных устройств и выполнения многоместной и многоинструментальной обработки. Их нередко частично и полностью автоматизируют.
По степени механизации и автоматизации приспособления делят на ручные, механизированные, полуавтоматические и автоматические. В автоматизированном производстве приспособление является элементом сложного транспортирующего, загрузоч- но-разгрузочного комплекса.
При разработке приспособлений имеются широкие возможности для проявления творческой инициативы по созданию конструкций, обеспечивающих наибольшую эффективность и рентабельность производства, по снижению стоимости приспособлений и сокращению сроков их изготовления. Приспособления должны быть удобными и безопасными в работе, быстродействующими, достаточно жесткими для обеспечения заданной точности обработки, удобными для быстрой установки на станок, что особенно важно при периодической смене приспособлений в серийном производстве, простыми и дешевыми в изготовлении, доступными для ремонта и замены изношенных деталей.
Вновь изготовленное приспособление тщательно проверяют перед сдачей в эксплуатацию. Проверка предусматривает: внешний осмотр, контроль комплектности в соответствии с чертежом, правильность изготовления приспособления по основным элементам и сопряжениям (плавность и легкость …
Приспособления изготовляют различными методами. Универсальные приспособления выпускаются в значительном количестве для укомплектования новых станков и действующего станочного оборудования; значительная часть их стандартизована (трех - и четырехкулачковые патроны, плиты и другие …
На станках с программным управлением (ПУ) обрабатывают детали широкой номенклатуры малыми партиями. Характерным для этих станков является быстрая сменяемость партий, сложность и повышенная точность обработки деталей. Приспособления для станков с …
msd.com.ua







